
The Effect of Hardwood Veneer Densification on Plywood Density, Surface Hardness, and Screw Withdrawal Capacity

 ,
,  ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Veneer Preparation
2.2. Veneer Densification
2.3. Plywood Manufacturing
2.4. Density Determination
2.5. Brinell Hardness Determination
2.6. Screw Withdrawal Capacity and Load Determination
2.7. Statistical Analysis
3. Results and Discussion
3.1. Density of Plywood
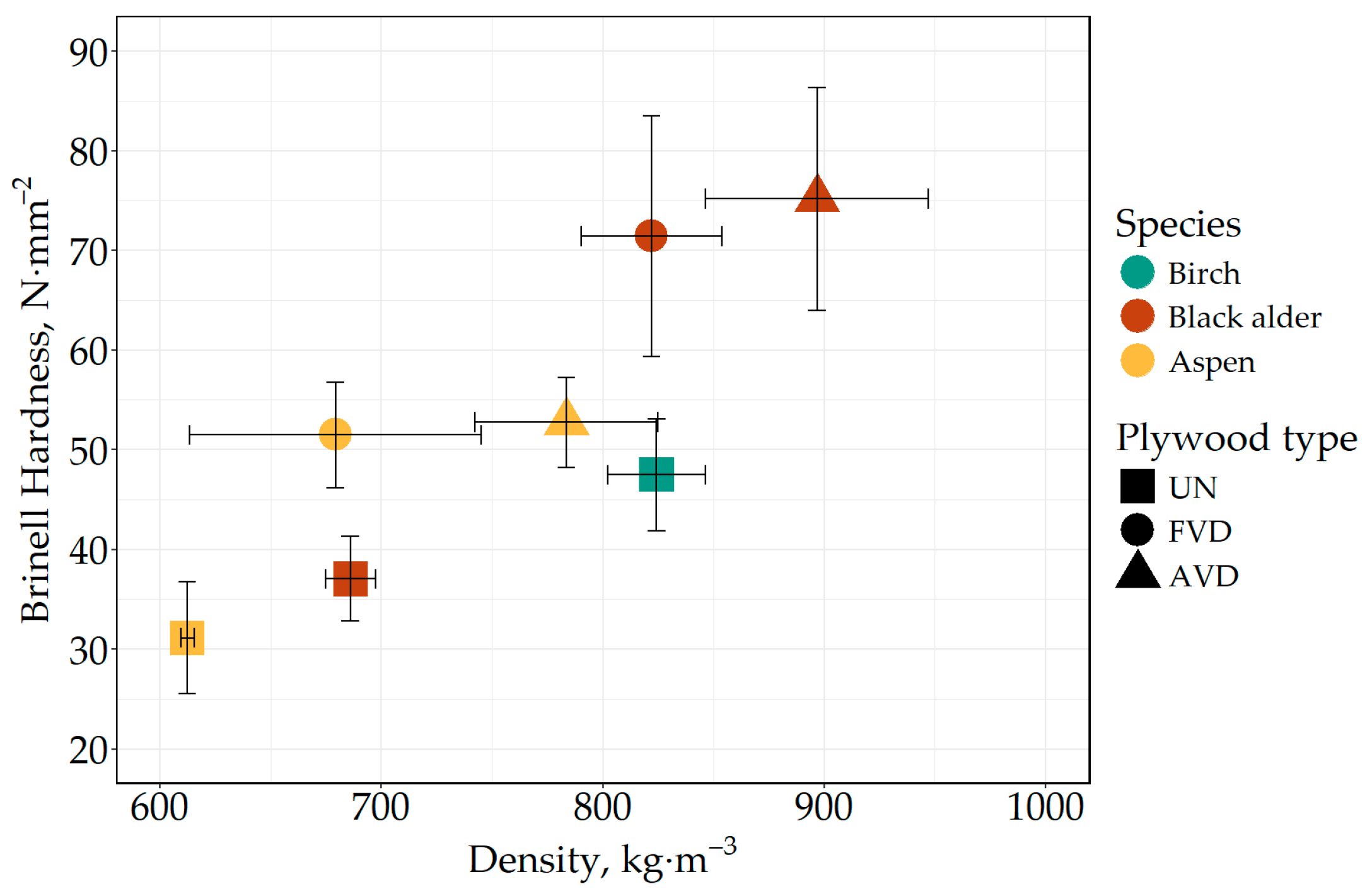
3.2. Brinell Hardness of Plywood
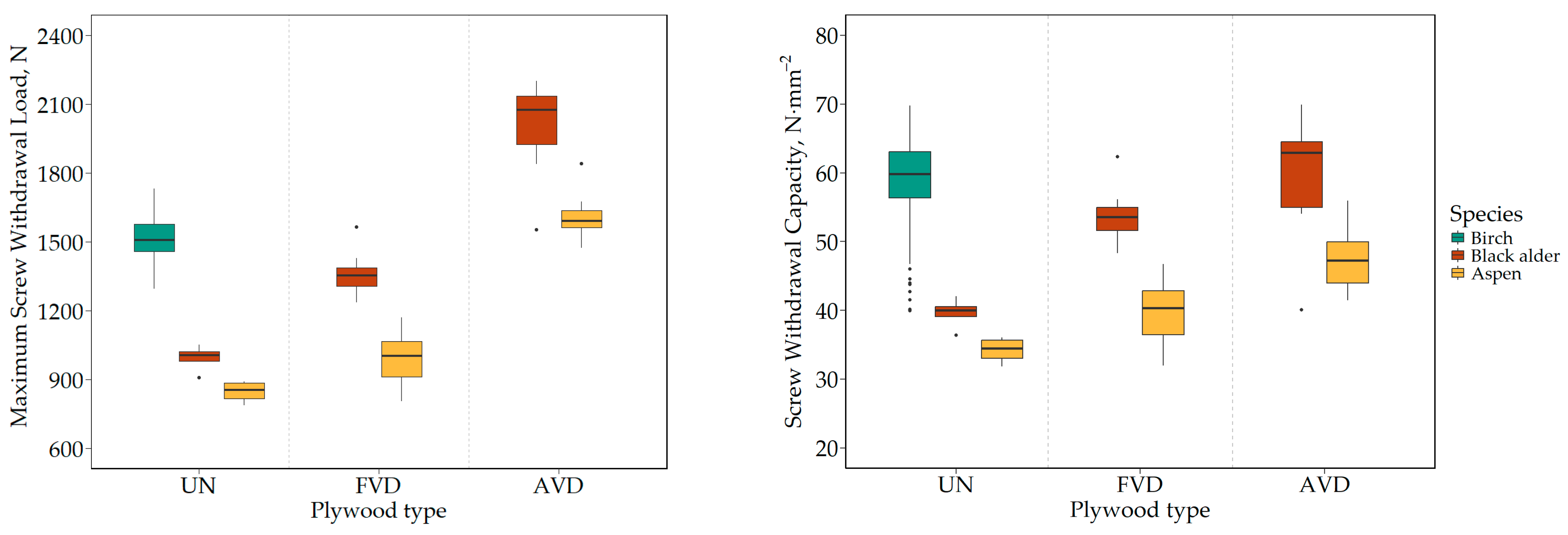
3.3. Screw Withdrawal Load and Capacity of Plywood
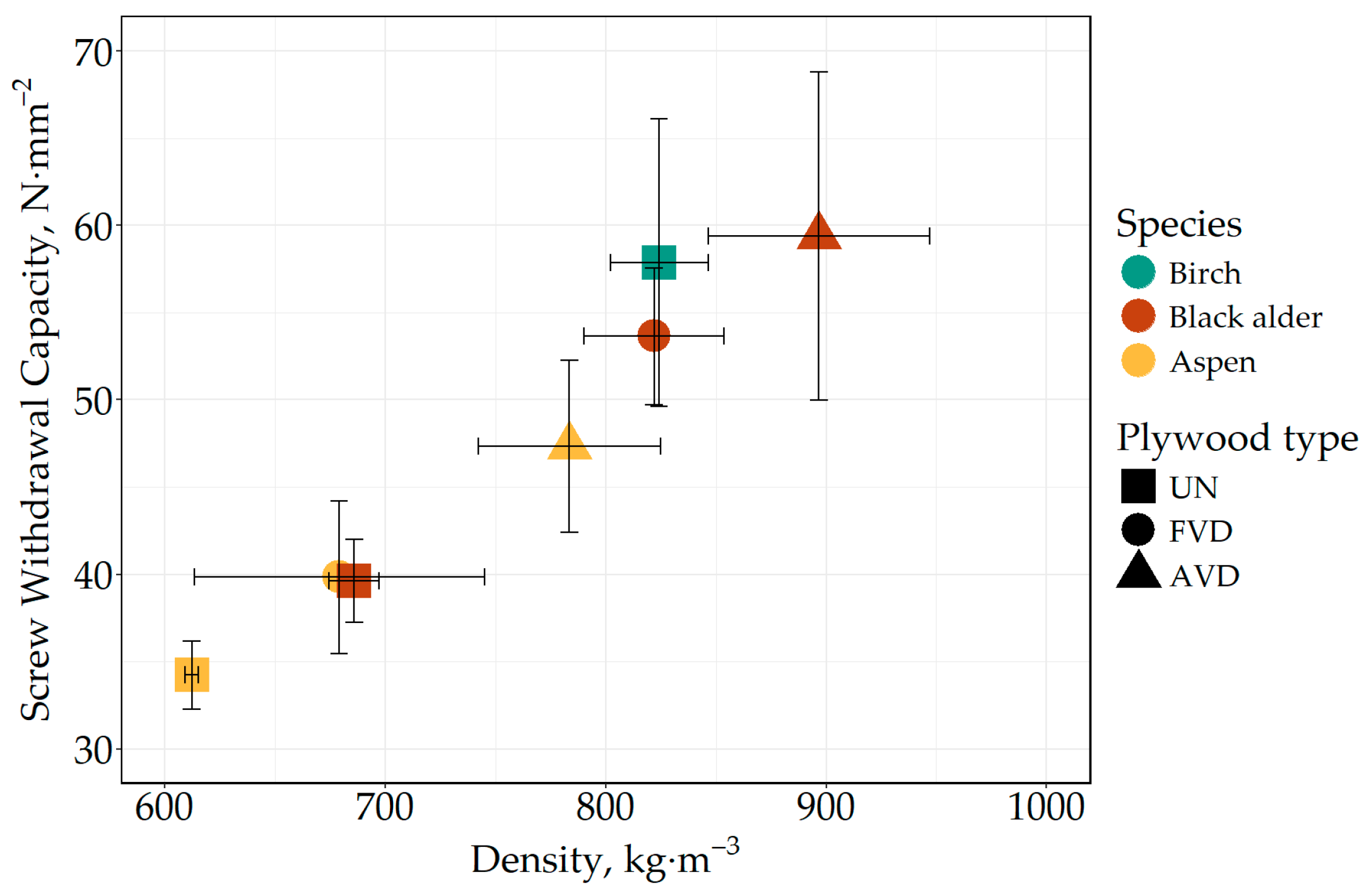
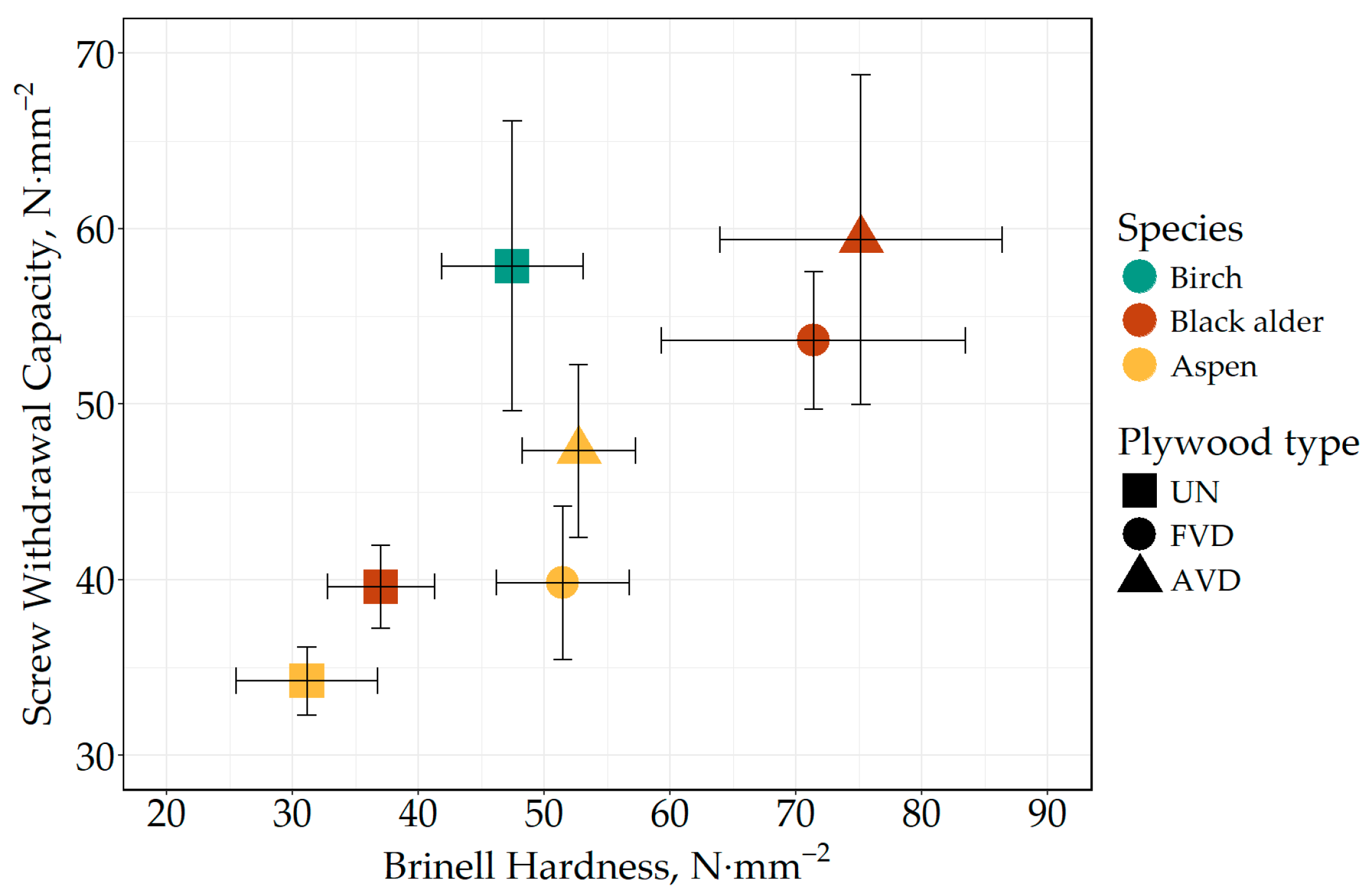
3.4. Density-Specific Mechanical Properties
4. Conclusions
- Densifying low-value wood veneers and incorporating them into the plywood lay-up significantly increases the overall density of the plywood. However, only black alder AVD plywood gained higher density than birch UN plywood.
- A statistically significant positive correlation (r = 0.776 and p < 0.05) between plywood density and screw withdrawal capacity was noted, which stayed the same with all the plywood types within the different wood species. These data support the hypothesis that increased plywood density with only surface veneers densified will lead to significant screw withdrawal capacity improvement. Nonetheless, the screw withdrawal capacity of birch UN plywood remained highest, together with black alder AVD plywood.
- Having more densified layers in plywood significantly contributed to the screw withdrawal capacity. This improvement can be attributed to the compressed fibres and compact structure of the densified wood, which enhance the connection between the screw threads and the wood.
- The surface hardness of the plywood was significantly influenced by the plywood face veneer layer density. The densities of the remaining plywood veneer layers did not show any significant contribution to the surface hardness.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kariz, M.; Kuzman, M.K.; Sernek, M. The Effect of Heat Treatment on the Withdrawal Capacity of Screws in Spruce Wood. Bioresources 2013, 8, 4340–4348. [Google Scholar] [CrossRef]
- Shi, J.; Peng, J.; Huang, Q.; Cai, L.; Shi, S.Q. Fabrication of Densified Wood via Synergy of Chemical Pretreatment, Hot-Pressing and Post Mechanical Fixation. J. Wood Sci. 2020, 66, 5. [Google Scholar] [CrossRef]
- Mania, P.; Wróblewski, M.; Wójciak, A.; Roszyk, E.; Moliński, W. Hardness of Densified Wood in Relation to Changed Chemical Composition. Forests 2020, 11, 506. [Google Scholar] [CrossRef]
- Pelit, H.; Emiroglu, F. Density, Hardness and Strength Properties of Densified Fir and Aspen Woods Pretreated with Water Repellents. Holzforschung 2021, 75, 358–367. [Google Scholar] [CrossRef]
- Cabral, J.P.; Kafle, B.; Subhani, M.; Reiner, J.; Ashraf, M. Densification of Timber: A Review on the Process, Material Properties, and Application. J. Wood Sci. 2022, 68, 20. [Google Scholar] [CrossRef]
- Luan, Y.; Fang, C.H.; Ma, Y.F.; Fei, B.H. Wood Mechanical Densification: A Review on Processing. Mater. Manuf. Process. 2022, 37, 359–371. [Google Scholar] [CrossRef]
- Silvennoinen, R.V.J.; Palviainen, J.; Kellomaeki, S.; Peltola, H.; Sauvala, K. Detection of Wood Density by a Diffractive-Optics-Based Sensor. In Proceedings of the 18th Congress of the International Commission for Optics: Optics for the Next Millennium, San Francisco, CA, USA, 2–6 August 1999. [Google Scholar]
- Bekhta, P.; Sedliačik, J.; Bekhta, N. Effects of Selected Parameters on the Bonding Quality and Temperature Evolution Inside Plywood During Pressing. Polymers 2020, 12, 1035. [Google Scholar] [CrossRef]
- Aytekin, A. Determination of Screw and Nail Withdrawal Resistance of Some Important Wood Species. Int. J. Mol. Sci. 2008, 9, 626–637. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Zhang, S.; Wu, G.; Gong, Y.; Ren, H. Withdrawal Properties of Self-Tapping Screws in Japanese Larch (Larix kaempferi (Lamb.) Carr.) Cross Laminated Timber. Forests 2021, 12, 524. [Google Scholar] [CrossRef]
- Suhaily, S.S.; Gopakumar, D.A.; Aprilia, N.A.S.; Rizal, S.; Paridah, M.T.; Khalil, H.P.S.A. Evaluation of Screw Pulling and Flexural Strength of Bamboo-Based Oil Palm Trunk Veneer Hybrid Biocomposites Intended for Furniture Applications. Bioresources 2019, 14, 8376–8390. [Google Scholar] [CrossRef]
- Oh, S.C. Residual Strength Estimation of Decayed Wood by Insect Damage through In Situ Screw Withdrawal Strength and Compression Parallel to the Grain Related to Density. J. Korean Wood Sci. Technol. 2021, 49, 541–549. [Google Scholar] [CrossRef]
- Gašparík, M.; Barcík, Š.; Borůvka, V.; Holeček, T. Impact of Thermal Modification of Spruce Wood on Screw Direct Withdrawal Load Resistance. Bioresources 2015, 10, 1790–1802. [Google Scholar] [CrossRef]
- Mclain, T. Design Axial Withdrawal Strength from Wood. I. Wood Screws and Lag Screw. For. Prod. J. 1997, 47, 77–84. [Google Scholar]
- Leng, W.; Hunt, J.F.; Tajvidi, M. Screw and Nail Withdrawal Strength and Water Soak Properties of Wet-Formed Cellulose Nanofibrils Bonded Particleboard. Bioresources 2017, 12, 7692–7710. [Google Scholar] [CrossRef]
- Sandberg, D.; Haller, P.; Navi, P. Thermo-Hydro and Thermo-Hydro-Mechanical Wood Processing: An Opportunity for Future Environmentally Friendly Wood Products. Wood Mater. Sci. Eng. 2013, 8, 64–88. [Google Scholar] [CrossRef]
- Mania, P.; Hartlieb, K.; Mruk, G.; Roszyk, E. Selected Properties of Densified Hornbeam and Paulownia Wood Plasticised in Ammonia Solution. Materials 2022, 15, 4984. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Q.; Chen, C.; Tu, D.; Zhu, Z.; Li, K. Surface Densification of Poplar Solid Wood: Effects of the Process Parameters on the Density Profile and Hardness. Bioresources 2019, 14, 4814–4831. [Google Scholar] [CrossRef]
- Neyses, B.; Rautkari, L.; Yamamoto, A.; Sandberg, D. Pre-Treatment with Sodium Silicate, Sodium Hydroxide, Ionic Liquids or Methacrylate Resin to Reduce the Set-Recovery and Increase the Hardness of Surface-Densified Scots Pine. iForest 2017, 10, 857–864. [Google Scholar] [CrossRef]
- Perçin, O.; Altunok, M. The Effects of Heat Treatment, Wood Species and Adhesive Types on Screw Withdrawal Strength of Laminated Veneer Lumbers. Kastamonu Univ. J. For. Fac. 2019, 19, 152–163. [Google Scholar] [CrossRef]
- Pang, S.J.; Ahn, K.S.; Kang, S.G.; Oh, J.K. Prediction of Withdrawal Resistance for a Screw in Hybrid Cross-Laminated Timber. J. Wood Sci. 2020, 66, 79. [Google Scholar] [CrossRef]
- Ulker, O.; Imirzi, O.; Burdurlu, E. The Effect of Densification Temperature on Some Physical and Mechanical Properties of Scots Pine (Pinus sylvestris L.). Bioresources 2012, 7, 5581–5592. [Google Scholar] [CrossRef]
- Madhoushi, M.; Gray, M.; Tabarsa, T. Influence of Wood Densification on Withdrawal Strength of Fasteners in Eastern Cottonwood (Populus deltoides). In Proceedings of the 11th World Conference on Timber Engineering 2010, WCTE 2010, Trentino, Italy, 20–24 June 2010; Volume 1. [Google Scholar]
- Akkurt, T.; Kallakas, H.; Rohumaa, A.; Hunt, C.G.; Kers, J. Impact of Aspen and Black Alder Substitution in Birch Plywood. Forests 2022, 13, 142. [Google Scholar] [CrossRef]
- Kallakas, H.; Rohumaa, A.; Vahermets, H.; Kers, J. Effect of Different Hardwood Species and Lay-Up Schemes on the Mechanical Properties of Plywood. Forests 2020, 11, 649. [Google Scholar] [CrossRef]
- Salmén, L. Temperature and Water Induced Softening Behaviour of Wood Fiber Based Materials; Department of Paper Technology, Royal Institute of Technology: Stockholm, Sweden, 1982. [Google Scholar]
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 2002.
- EN 1534; Wood Flooring and Parquet—Determination of Resistance to Indentation—Test Method. European Committee for Standardization: Brussels, Belgium, 2020.
- EN 13446; Wood-Based Panels—Determination of Withdrawal Capacity of Fasteners. European Committee for Standardization: Brussels, Belgium, 2002.
- Bekhta, P.; Pipíška, T.; Gryc, V.; Sedliačik, J.; Král, P.; Ráheľ, J.; Vaněrek, J. Properties of Plywood Panels Composed of Thermally Densified and Non-Densified Alder and Birch Veneers. Forests 2023, 14, 96. [Google Scholar] [CrossRef]
- Inoue, M.; Norimoto, M.; Tanahashi, M.; Rowell, R.M. Steam or Heat Fixation of Compressed Wood. Wood Fiber Sci. 1993, 25, 224–235. [Google Scholar]
- Kamke, F.A. Densified Radiata Pine for Structural Composites. Maderas Cienc. Tecnol. 2006, 8, 83–92. [Google Scholar] [CrossRef]
- Navi, P.; Heger, F. Combined Densification and Thermo-Hydro-Mechanical Processing of Wood. MRS Bull 2004, 29, 332–336. [Google Scholar] [CrossRef]
- Fang, C.H.; Mariotti, N.; Cloutier, A.; Koubaa, A.; Blanchet, P. Densification of Wood Veneers by Compression Combined with Heat and Steam. Eur. J. Wood Wood Prod. 2012, 70, 155–163. [Google Scholar] [CrossRef]
- Niemz, P.; Stübi, T. Investigations of Hardness Measurements on Wood Based Materials Using a New Universal Measurement System. In Proceedings of the Symposium on Wood Machining, Properties of Wood and Wood Composites Related to Wood Machining, Vienna, Austria, 5–7 July 2000. [Google Scholar]
- Kontinen, P.; Nyman, C. Hardness of Wood-Based Panel Products and Their Coatings and Overlays. Paper Timber 1977, 9, 531–545. [Google Scholar]
- Rautkari, L.; Properzi, M.; Pichelin, F.; Hughes, M. Surface Modification of Wood Using Friction. Wood Sci. Technol. 2009, 43, 291–299. [Google Scholar] [CrossRef]
- Scharf, A.; Neyses, B.; Sandberg, D. Hardness of Surface-Densified Wood. Part 1: Material or Product Property? Holzforschung 2022, 76, 503–514. [Google Scholar] [CrossRef]
- Scharf, A.; Neyses, B.; Sandberg, D. Hardness of Surface-Densified Wood. Part 2: Prediction of the Density Profile by Hardness Measurements. Holzforschung 2022, 76, 515–524. [Google Scholar] [CrossRef]
- Rautkari, L.; Kamke, F.A.; Hughes, M. Density Profile Relation to Hardness of Viscoelastic Thermal Compressed (VTC) Wood Composite. Wood Sci. Technol. 2011, 45, 693–705. [Google Scholar] [CrossRef]
- Abukari, M.H. The Performance of Structural Screws in Canadian Glulam; McGill University: Montreal, QC, Canada, 2012. [Google Scholar]
- Gutknecht, M.P.; Macdougall, C. Withdrawal Resistance of Structural Self-Tapping Screws Parallel-to-Grain in Common Canadian Timber Species. Can. J. Civ. Eng. 2019, 46, 952–962. [Google Scholar] [CrossRef]
- Maleki, S.; Kazemi Najafi, S.; Ebrahimi, G.; Ghofrani, M. Withdrawal Resistance of Screws in Structural Composite Lumber Made of Poplar (Populus deltoides). Constr. Build. Mater. 2017, 142, 499–505. [Google Scholar] [CrossRef]
- Ribeiro, M.L.; Del Menezzi, C.; Siqueira, M.L.; de Melo, R.R. Effect of Wood Density and Screw Length on the Withdrawal Resistance of Tropical Wood. Nativa 2018, 6, 402–406. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Veneer Thickness (mm) | ||
|---|---|---|
| Wood Species | 1.5 | 3.0 |
| Birch | 150 s | |
| Black alder | 160 s | 390 s |
| Aspen | 170 s | 420 s |
| Plywood Type | Abbreviation | Lay-Up |
|---|---|---|
| Undensified | UN | N1.5-N1.5-N1.5-N1.5-N1.5-N1.5-N1.5 |
| Face veneer densified | FVD | D3.0→1.5-N1.5-N1.5-N1.5-N1.5-N1.5-D3.0→1.5 |
| All veneers densified | AVD | D3.0→1.5-D3.0→1.5-D3.0→1.5-D3.0→1.5-D3.0→1.5-D3.0→1.5-D3.0→1.5 |
| Wood Species | Plywood Type | Glue Consumption g·m−2 |
|---|---|---|
| Birch | UN | 160 (±10.6) |
| Black alder | UN FVD AVD | 173 (±7.5) 160 (±7.2) 133 (±2.2) |
| Aspen | UN FVD AVD | 165 (±10.9) 159 (±19.3) 136 (±7.2) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kallakas, H.; Akkurt, T.; Scharf, A.; Mühls, F.; Rohumaa, A.; Kers, J. The Effect of Hardwood Veneer Densification on Plywood Density, Surface Hardness, and Screw Withdrawal Capacity. Forests 2024, 15, 1275. https://doi.org/10.3390/f15071275
Kallakas H, Akkurt T, Scharf A, Mühls F, Rohumaa A, Kers J. The Effect of Hardwood Veneer Densification on Plywood Density, Surface Hardness, and Screw Withdrawal Capacity. Forests. 2024; 15(7):1275. https://doi.org/10.3390/f15071275
Chicago/Turabian StyleKallakas, Heikko, Tolgay Akkurt, Alexander Scharf, Fred Mühls, Anti Rohumaa, and Jaan Kers. 2024. "The Effect of Hardwood Veneer Densification on Plywood Density, Surface Hardness, and Screw Withdrawal Capacity" Forests 15, no. 7: 1275. https://doi.org/10.3390/f15071275