
Microstructure and Corrosion Resistance of AZ91 Magnesium Alloy after Surface Remelting Treatment


Abstract
:1. Introduction
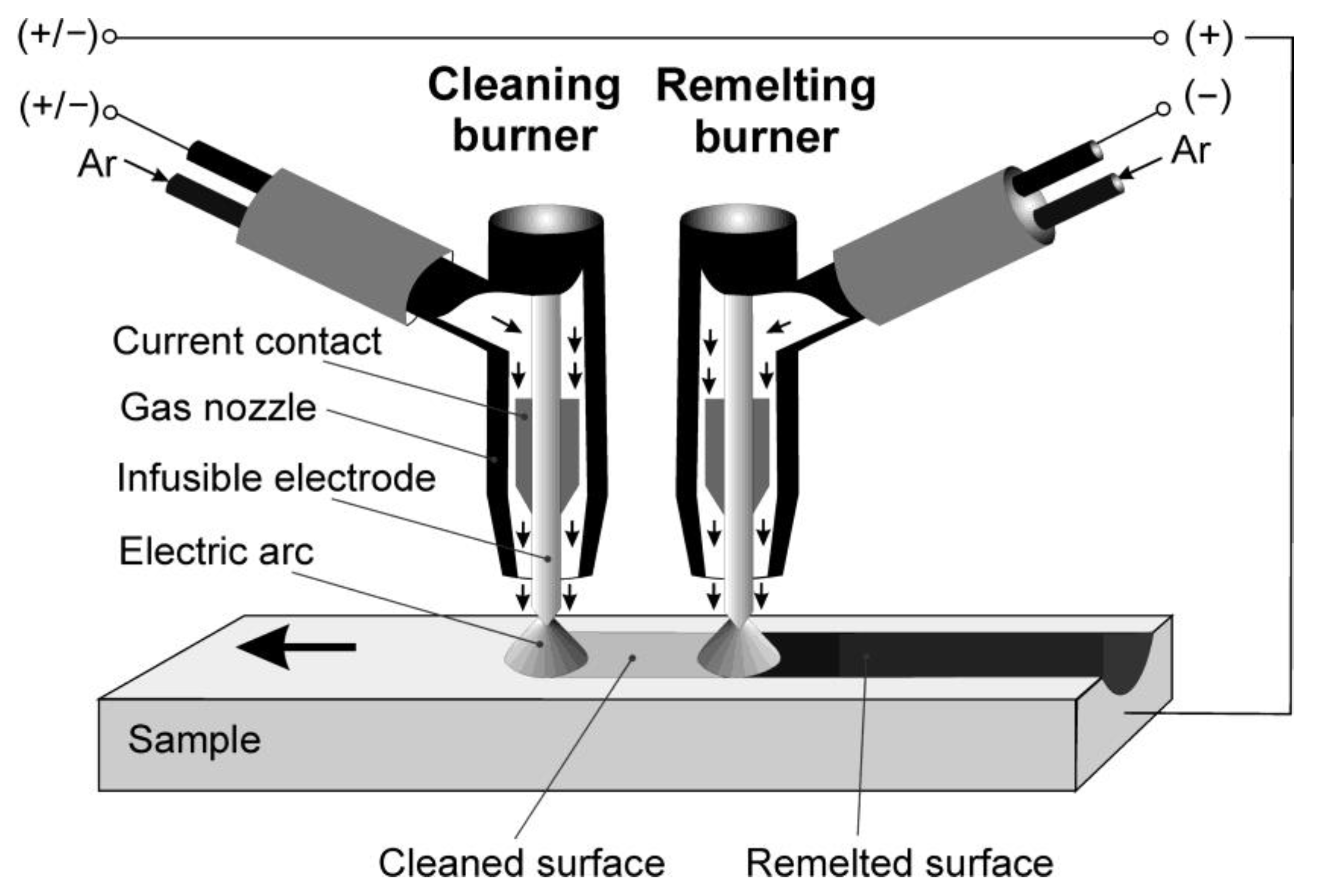
2. Materials and Experiment Procedures
3. Results
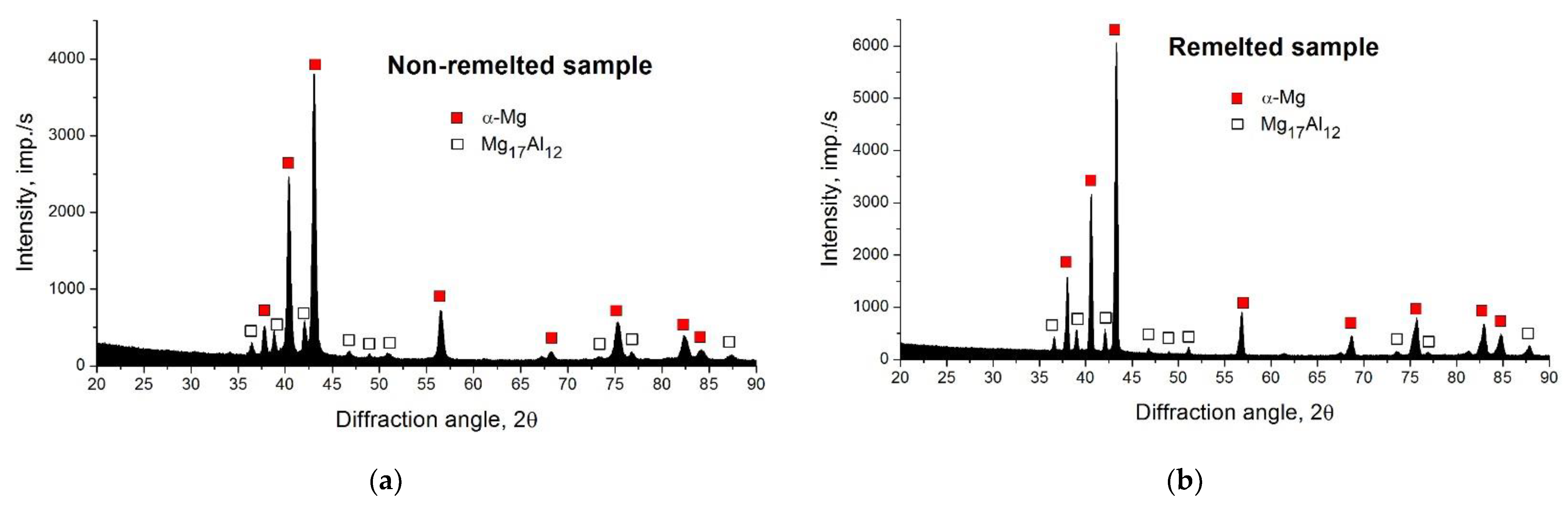
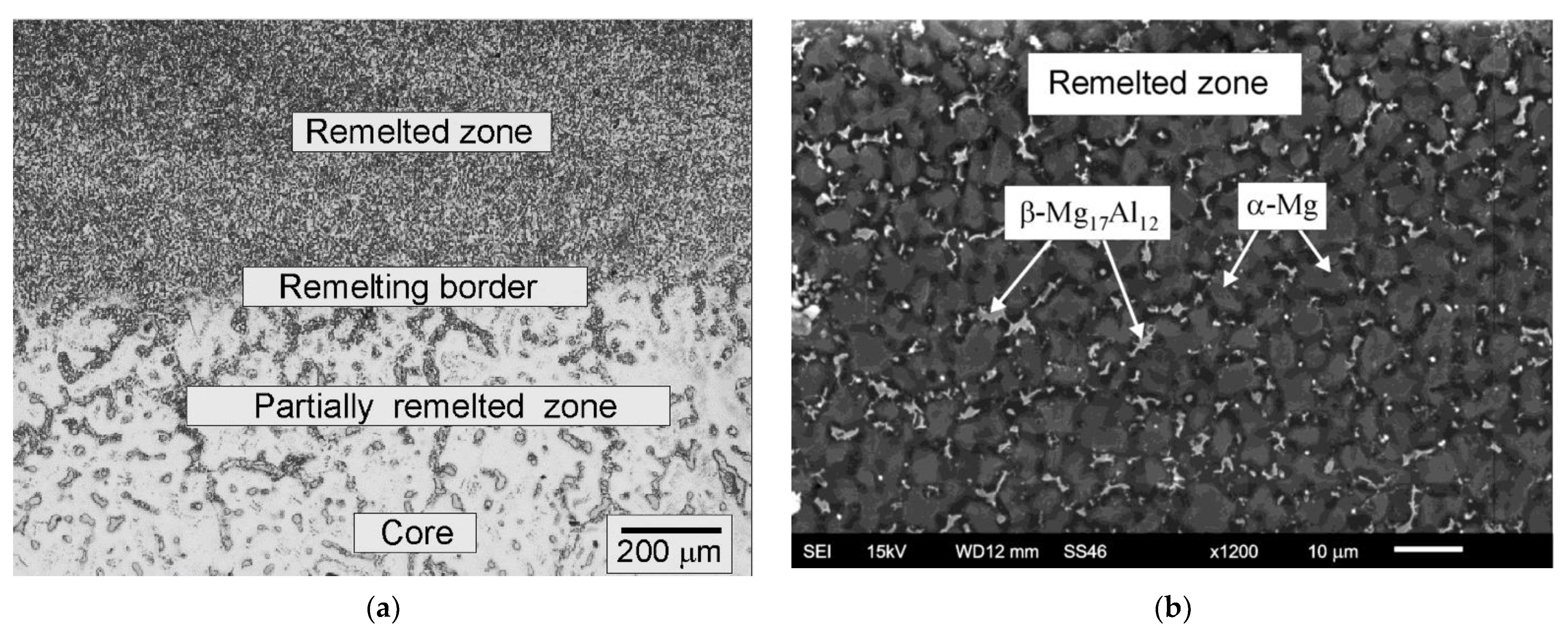
3.1. Microstructure Characterization
3.2. Polarization Curves
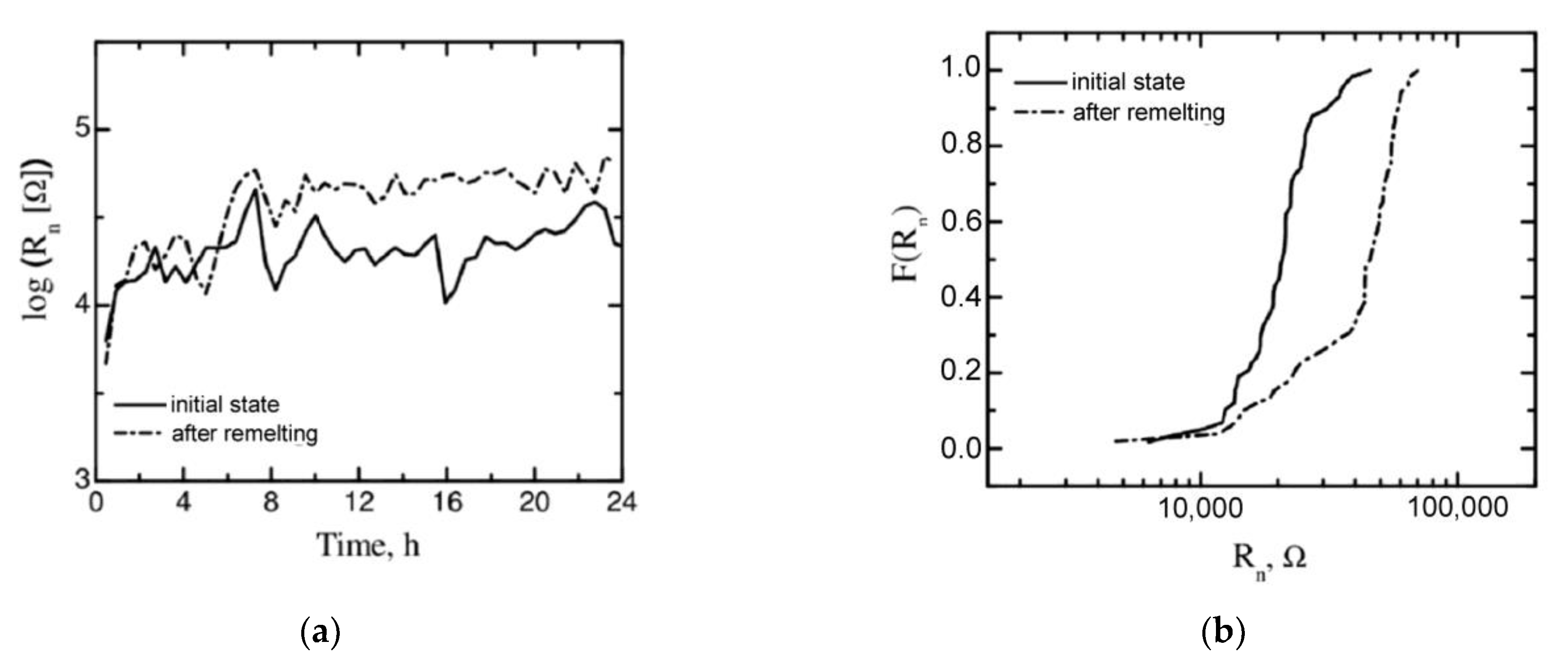
3.3. Electrochemical Noise
- B—Stern–Geary coefficient (for magnesium 0.064 V),
- Rp—polarization resistance (Rp = Rn).
3.4. Hydrogen Evolution Rate Measurements
4. Discussion
5. Conclusions
- Surface remelting treatment leads to favorable changes in the microstructure of the material. Strong refinement of the microstructure and more even distribution of the individual phases are observed.
- As a result of surface remelting treatment, β-phase precipitates are partially dissolved in the magnesium matrix.
- Changes in the microstructure and phase morphology in the remelted samples are a consequence of rapid crystallization caused by a high-temperature gradient and rapid cooling of the material.
- The corrosion resistance of the surface-remelted AZ91 magnesium alloy is significantly improved, mainly owing to the strong grain refinement and redistribution of the β-Mg17Al12 phase.
- Remelting the surface layer of the AZ91 magnesium alloy using gas tungsten arc welding technology may be an alternative solution to laser techniques, and because of its competitive price, ease of use and availability of welding equipment, it seems to be a particularly interesting solution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ramaiyan, S.; Chandran, R.; Santhanam, S.K.V. Effect of cooling conditions on mechanical and microstructural behaviours of friction stir processed AZ31BMg alloy. Mod. Mech. Eng. 2017, 7, 144–160. [Google Scholar] [CrossRef] [Green Version]
- Catar, R.; Altun, H. Investigation of stress corrosion cracking behaviour of Mg-Al-Zn alloys in different pH environments by SSRT method. Open Chem. 2019, 17, 972–979. [Google Scholar] [CrossRef] [Green Version]
- Zemková, M.; Minárik, P.; Jablonská, E.; Veselý, J.; Bohlen, J.; Kubásek, J.; Lipov, J.; Ruml, T.; Havlas, V.; Král, R. Concurrence of high corrosion resistance and strength with excellent ductility in ultrafine-grained Mg-3Y alloy. Materials 2022, 15, 7571. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Zhang, T.; Meng, G.; Shao, Y.; Cui, Z.; Wang, F. Corrosion of hot extrusion AZ91 magnesium alloy. Part II: Effect of rare earth element neodymium (Nd) on the corrosion behavior of extruded alloy. Corros. Sci. 2011, 53, 2934–2942. [Google Scholar] [CrossRef]
- Song, Y.L.; Liu, Y.H.; Yu, S.R.; Zhu, X.Y.; Wang, S.H. Effect of neodymium on microstructure and corrosion resistance of AZ91 magnesium alloy. J. Mater. Sci. 2007, 42, 4435–4440. [Google Scholar] [CrossRef]
- Carcel, B.; Sampedro, J.; Ruescas, A.; Toneu, X. Corrosion and wear resistance improvement of magnesium alloys by laser cladding with Al-Si. Phys. Procedia 2011, 12, 353–363. [Google Scholar] [CrossRef] [Green Version]
- Wasserbauer, J.; Buchtík, M.; Tkacz, J.; Fintová, S.; Minda, J.; Doskocil, L. Improvement of AZ91 alloy corrosion properties by duplex Ni-P coating deposition. Materials 2020, 13, 1357. [Google Scholar] [CrossRef] [Green Version]
- Hajiali Fini, M.; Amadeh, A. Corrosion resistance of AZ91 magnesium alloy with pulse electrodeposited Ni-SiC nanocomposite coating. J. Nano Electron. Phys. 2012, 4, 01008. [Google Scholar]
- Fritzsch, K.; Zenker, R.; Buchwalder, A. Improved surface properties of AZ31 and AZ91 Mg alloys due to electron beam liquid phase surface treatment. Mater. Today: Proc. 2015, 2S, 188–196. [Google Scholar] [CrossRef]
- Abbasi, M.; Bagheri, B.; Dadaei, M.; Omidvar, H.R.; Rezaei, M. The effect of FSP on mechanical, tribological, and corrosion behavior of composite layer developed on magnesium AZ91 alloy surface. Int. J. Adv. Manuf. Technol. 2015, 77, 2051–2058. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Tański, T.; Malara, S. Effect of the heat and surface laser treatment on the corrosion degradation of the Mg-Al alloys. Mater. Eng. Mater. Inžinierstvo 2011, 18, 85–92. [Google Scholar]
- Gao, Y.; Wang, C.; Yao, M.; Liu, H. Corrosion behavior of laser melted AZ91HP magnesium alloy. Mater. Corros. 2007, 58, 463–466. [Google Scholar] [CrossRef]
- Liu, C.; Liang, J.; Zhou, J.; Wang, L.; Li, Q. Effect of laser surface melting on microstructure and corrosion characteristics of AM60B magnesium alloy. Appl. Surf. Sci. 2015, 343, 133–140. [Google Scholar] [CrossRef]
- Rakesh, K.R.; Bontha, S.; Ramesh, M.R.; Das, M.; Balla, V.K. Laser surface melting of Mg-Zn-Dy alloy for better wettability and corrosion resistance for biodegradable implant applications. Appl. Surf. Sci. 2019, 480, 70–82. [Google Scholar]
- Li, Y.; Arthanari, S.; Guan, Y. Influence of laser surface melting on the properties of MB26 and AZ80 magnesium alloys. Surf. Coat. Technol. 2019, 378, 124964. [Google Scholar] [CrossRef]
- Du, J.-Y.; Li, F.-Y.; Li, Y.-L.; Wang, L.-M.; Lu, H.-Y.; Ran, X.-J.; Zhang, X.-Y. Influences of plasma arc remelting on microstructure and service performance of Cr3C2-NiCr/NiCrAl composite coating. Surf. Coat. Technol. 2019, 369, 16–30. [Google Scholar] [CrossRef]
- Iwaszko, J.; Strzelecka, M. Effect of cw-CO2 laser surface treatment on structure and properties of AZ91 magnesium alloy. Opt. Laser. Eng. 2016, 81, 63–69. [Google Scholar] [CrossRef]
- Dong, T.; Zheng, X.; Li, G.; Wang, H.; Liu, M.; Zhou, X.; Li, Y. Effect of TIG remelting on microstructure, interface and wear resistance of Fe-based coating. J. Eng. Mater. Technol. 2018, 140, 041007. [Google Scholar] [CrossRef]
- Li, Y.; Dong, T.; Li, G.; Wang, H.; Fu, B.; Zheng, X.; Zhou, X. Microstructure and mechanical property of Ni-based thick coating remelted by gas tungsten arc. Vacuum 2018, 155, 260–269. [Google Scholar]
- Szafarska, M.; Iwaszko, J. Laser remelting teratment of plasma-sprayed Cr2O3 oxide coatings. Arch. Metall. Mater. 2012, 57, 215–221. [Google Scholar] [CrossRef]
- Park, J.; Han, H.-S.; Park, J.; Seo, H.; Edwards, J.; Kim, Y.-C. Corrosion behavior of biodegradable Mg-based alloys via femtosecond laser surface melting. Appl. Surf. Sci. 2018, 448, 424–434. [Google Scholar] [CrossRef]
- Strzelecka, M.; Iwaszko, J.; Malik, M.A. Corrosion Resistance of AZ91 Magnesium Alloy after Laser Remelting Treatment. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2016, 31, 1075–1080. [Google Scholar] [CrossRef]
- Iwaszko, J.; Strzelecka, M.; Kudła, K. Surface modification of AZ91 magnesium alloy using GTAW technology. Bull. Pol. Acad. Sci. Tech. Sci. 2017, 65, 917–926. [Google Scholar] [CrossRef]
- Szafarska, M.; Iwaszko, J.; Kudła, K.; Łegowik, I. Utilisation of high-energy heat sources in magnesium alloy surface layer treatment. Arch. Metall. Mater. 2013, 58, 619–624. [Google Scholar] [CrossRef] [Green Version]
- Gouveia-Caridade, C.; Pereira, M.I.S.; Brett, C.M.A. Electrochemical noise and impedance study of aluminium in weakly acid chloride solution. Electrochim. Acta 2004, 49, 785–793. [Google Scholar] [CrossRef] [Green Version]
- Kirkland, N.T.; Birbilis, N.; Staiger, M.P. Assessing the corrosion of biodegradable magnesium implants: A critical review of current methodologies and their limitations. Acta Biomater. 2012, 8, 925–936. [Google Scholar] [CrossRef]
- Zhu, T.; Chen, Z.W.; Gao, W. Microstructure formation in partially melted zone during gas tungsten arc welding of AZ91 Mg cast sheet. Mater. Charact. 2008, 59, 1550–1558. [Google Scholar] [CrossRef]
- Shen, J.; You, G.; Long, S.; Pan, F. Abnormal macropore formation during double-sided gas tungsten arc welding of magnesium AZ91D alloy. Mater. Charact. 2008, 59, 1059–1065. [Google Scholar] [CrossRef]
- Zhu, T.; Chen, Z.W.; Gao, W. Incipient melting in partially melted zone during arc welding of AZ91D magnesium alloy. Mater. Sci. Eng. A 2006, 416, 246–252. [Google Scholar] [CrossRef]
- Smulko, J.; Darowicki, K.; Zieliński, A. Detection of random transients caused by pitting corrosion. Electrochim. Acta 2002, 47, 1297–1303. [Google Scholar] [CrossRef]
- Zhang, T.; Shao, Y.; Meng, G.; Wang, F. Electrochemical noise analysis of the AZ91D magnesium alloy in alkaline chloride solution. Electrochim. Acta 2007, 53, 561–568. [Google Scholar] [CrossRef]
- Sanchez-Amaya, J.M.; Cottis, R.A.; Botana, F.J. Shot noise and statistical parameters for the estimation of corrosion mechanisms. Corros. Sci. 2005, 47, 3280–3299. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, X.; Shao, Y.; Meng, G.; Wang, F. Electrochemical noise analysis on the pit corrosion susceptibility of Mg–10Gd–2Y–0.5 Zr, AZ91D alloy and pure magnesium using stochastic model. Corros. Sci. 2008, 50, 3500–3507. [Google Scholar] [CrossRef]
- Pardo, A.; Feliu, S.; Merino, M.C.; Arrabal, R.; Matykina, E. Electrochemical estimation of the corrosion rate of magnesium/aluminum alloys. Int. J. Corros. 2010, 2010, 953850. [Google Scholar] [CrossRef]
- Williams, G.; Birbilis, N.; McMurray, H.N. The source of hydrogen evolved from a magnesium anode. Electrochem. Commun. 2013, 36, 1–5. [Google Scholar] [CrossRef]
- Cesarz-Andraczke, K.; Nowosielski, R.; Sakiewicz, P.; Babilas, R. Metody badania odporności korozyjnej stopów magnezu do zastosowań w implantologii medycznej. LAB Lab. Apar. Bad. 2018, 5, 34–39. [Google Scholar]
- Zhen, Z.; Ting-fei, X.; Yu-feng, Z. A review on in vitro corrosion performance test of biodegradable metallic materials. Trans. Nonferrous Met. Soc. China. 2013, 23, 2283–2293. [Google Scholar] [CrossRef]
- Sidhu, H.S.; Singh, B.; Kumar, P. Effect of cryogenic treatment on corrosion behavior of friction stir processed magnesium alloy AZ91. Mater. Today Proc. 2021, 46, 10389–10395. [Google Scholar] [CrossRef]
- Sidhu, H.S.; Singh, B.; Kumar, P. To study the corrosion behavior of friction stir processed magnesium alloy AZ91. Mater. Today Proc. 2021, 44, 4633–4639. [Google Scholar] [CrossRef]
- Heakal, F.E.-T.; Bakry, A.M. Electrochemical characterization of certain Mg-based alloys in artificial perspiration biofluid for consumer and industrial applications. J. Mater. Eng. Perform. 2019, 28, 4379–4392. [Google Scholar] [CrossRef]
- Iranshahi, F.; Nasiri, M.B.; Warchomicka, F.G.; Sommitsch, C. Investigation of the degradation rate of electron beam processed and friction stir processed biocompatible ZKX50 magnesium alloy. J. Magnes. Alloys. 2022, 10, 707–720. [Google Scholar] [CrossRef]
- Ramalingam, V.V.; Ramasamy, P.; Kovukkal, M.D.; Myilsamy, G. Research and development in magnesium alloys for industrial and biomedical applications: A review. Met. Mater. Int. 2020, 26, 409–430. [Google Scholar] [CrossRef]
- Hatakeyama, M.; Shimono, K.; Iwashima, D.; Saikawa, S.; Sunada, S. The role of β(Al12Mg17) phase on corrosion behavior of the AZ91 alloy in NaCl aqueous solution. Arch. Metall. Mater. 2017, 62, 155–158. [Google Scholar] [CrossRef] [Green Version]
- Saxena, A.; Singh Raman, R.K.; Bobby Kannan, M. Laser assisted surface modification of AZ91 alloy: Microstructural and electrochemical study. Trans. Indian Inst. Met. 2008, 61, 121–124. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A.; Dargusch, M. Influence of microstructure on the corrosion of die cast AZ91D. Corros. Sci. 1999, 40, 249–273. [Google Scholar]
- Zhang, S.; Jiang, J.; Zou, X.; Liu, N.; Wang, H.; Yang, L.; Zhou, H.; Liang, C. Progress of laser surface treatment on magnesium alloy. Front. Chem. 2022, 10, 999630. [Google Scholar] [CrossRef]
- Shi, Z.; Cao, F.; Song, G.L.; Atrens, A. Low apparent valence of Mg during corrosion. Corros. Sci. 2014, 88, 434–443. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Element Content, wt% | ||||||
|---|---|---|---|---|---|---|---|
| MgAl9Zn1 (AZ91) | Al | Zn | Mn | Si | Fe | Cu | Mg |
| 8.5 | 0.7 | 0.32 | 0.01 | 0.001 | 0.001 | rest | |
| No | Current Intensity in Remelting Burner I, A | Scanning Speed V, mm/s | Electrode Diameter d, mm | Bandwidth Wp, mm | Depth of Remelting Gp, mm |
|---|---|---|---|---|---|
| 1 | 80 | 5 | 2.4 | 6.70 ± 0.05 | 1.45 ± 0.05 |
| 2 | 100 | 5 | 2.4 | 6.81 ± 0.05 | 2.13 ± 0.05 |
| 3 | 110 | 5 | 2.4 | 8.50 ± 0.05 | 2.68 ± 0.05 |
| 4 | 120 | 5 | 4 | 7.09 ± 0.05 | 2.73 ± 0.05 |
| 5 | 150 | 5 | 4 | unfavorable changes in surface geometry | |
| 6 | 150 | 8.5 | 4 | ||
| Type of Sample | Measurement Method of Corrosion Current Density jcorr | ||
|---|---|---|---|
| Polarization curves | Electrochemical noises (mean values) | Hydrogen evolution rate measurements (values after 48 h) | |
| Initial state | 29 µA/cm2 | 15 µA/cm2 | 154 µA/cm2 |
| After remelting | 8.1 µA/cm2 | 8 µA/cm2 | 64 µA/cm2 |
| Type of Sample | Measurement Method of Corrosion Potential vs. SCE, Ecorr | |
|---|---|---|
| Polarization curves | Electrochemical noises (mean values) | |
| Initial state | −1.44 V | −1.57 V |
| After remelting | −1.41 V | −1.53 V |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iwaszko, J.; Strzelecka, M. Microstructure and Corrosion Resistance of AZ91 Magnesium Alloy after Surface Remelting Treatment. Materials 2022, 15, 8980. https://doi.org/10.3390/ma15248980
Iwaszko J, Strzelecka M. Microstructure and Corrosion Resistance of AZ91 Magnesium Alloy after Surface Remelting Treatment. Materials. 2022; 15(24):8980. https://doi.org/10.3390/ma15248980
Chicago/Turabian StyleIwaszko, Józef, and Monika Strzelecka. 2022. "Microstructure and Corrosion Resistance of AZ91 Magnesium Alloy after Surface Remelting Treatment" Materials 15, no. 24: 8980. https://doi.org/10.3390/ma15248980