1. Introduction
Global livestock production has been increasingly dominated by concentrated animal feeding operations (CAFOs). As of 2016 there were 19,496 out of ~212,000 animal feeding units in the United States were CAFOs [
1]. However, the development of CAFOs caused increased discharges of animal wastes into the waterway [
2]. Thus, there is an increasing interest in sustainable manure management. For U.S. dairy farming alone, dairy herds hold over nine million dairy cows annually from 1950 to now [
3], which resulted in a manure production of over 0.5 million tons per day [
4]. A dairy cow produces an amount of manure at ~8% of its body weight per day and the water content of the manure is as high as 88% [
5]. Unsanitary disposal of dairy manure has been recognized as an environmental pollution source [
6]. Common practices of manure handling and disposal contribute to a main part of the operation cost [
7]. The cost of manure management averaged
$306.13 per cow annually [
8].
The dairy manure has a relatively high content of fiber (up to 50% on a dry basis) [
9], which typically contains 31% cellulose, 12% hemicellulose, 12.2% lignin, 12.5% crude protein, and 12.5% starch [
10]. It has been considered as an alternative feedstock for energy and chemical production [
11]. The development of new sustainable technologies and high-value applications for dairy manure could tackle the economic, environmental, and social challenges of farming operations [
12].
Hydrothermal liquefaction (HTL) has been widely used as a conversion process for energy and chemical production from wet feedstock, such as algae, grass, sewage sludge, and animal manures [
13]. During HTL, the feedstock is decomposed to form bio-crude oil that is sometimes called bio-oil, biochar, and gases at a moderate temperature of 280–450 °C, under an elevated pressure of 10–25 MPa, and in a water environment with a residence time typically in the range of 5–90 min [
14]. Because the trend of the increase in biofuels production and consumption worldwide, further upgrading the bio-oil to biodiesel and green diesel are of interest [
15,
16]. The HTL technology for conversion of different feedstock has been extensively reviewed in the literature [
17,
18].
HTL of animal manure could represent a penitential way for the sustainable utilization of this important resource. The advantages of HTL of manure include: (1) Wet manure can be converted directly without the need of an energy-intensive drying process [
19]; (2) HTL simultaneously treats and sterilizes the wastes; and (3) the bio-crude oil often possesses a higher energy content (ranging 21–35 MJ/kg) than original feedstock (8–20 MJ/kg) [
20]. Comprehensive review of this topic can be found in the literature [
11,
21]. Studies on the HTL process of cattle (non-dairy and dairy) manure are summarized in
Table 1.
HTL of cattle manure has been demonstrated in few studies [
13,
20,
23,
24]. Direct liquefaction and catalytic liquefaction can convert cattle manure into liquid bio-crude oil at a temperature range of 250–350 °C with a processing time of 5–40 min under a process gas of air, N
2, CO, or H
2. The application of alkaline catalysts such as 1–4% Na
2CO
3, K
2CO
3, and NaOH did not show clear effects on the bio-crude oil, but might enhance the energy recovery ratio.
Besides the bio-crude oil, Reza et al. studied production of biochar from dairy manure via hydrothermal carbonization [
24]. Biochar with a high mineral content and surface area can be used to condition soil by recycling the minerals back to soil and increasing the soil holding capacity of water and nutrients, and thus increasing the sustainability of the farming system [
25]. Moreover, recent developments in activation procedures allow a better control over the pore structure and surface property, which have widened the use of biochar to more demanding applications including catalyst precursor, energy storage, gas storage, and contaminant adsorbents [
26,
27]. Biochar from pyrolysis of biomass was also used as a supplement of the animal feed [
28]. These high-value applications are still in their infancy, and further research and development are needed to reach commercialization.
In order to study the effects of various chemicals on HTL of dairy manure, following three chemicals: ammonium hydroxide (NH
3·H
2O), phosphoric acid (H
3PO
4), and glycerol were used in this study. Ammonium hydroxide is a common chemical can be formed from urine. Because cow urine contains 2.5% urea [
29], a NH
3·H
2O concentration of 1% might be realized in nature. The use of H
3PO
4 and glycerol is because that these two chemicals were reported to enhance production of activated carbon [
30] and bio-crude oil [
31], respectively.
2. Materials and Methods
2.1. Dairy Manure Samples
Fresh dairy manure samples without bedding materials were collected from the research farm at the North Carolina A&T State University (Greensboro, NC, USA) and stored in a refrigerator below 4 °C for this study. To determine the solid content, three manure samples were taken and dried at 105 °C until moisture equilibrium was reached. The solid content of dairy manure samples was approximately 20 wt %.
2.2. Hydrothermal Liquefaction of Dairy Manure
HTL of dairy manure was carried out in a 1-L Parr stainless steel continuously stirred reactor equipped with an agitation impeller, a pressure transducer, and a thermocouple (Moline, IL, USA).
To ensure use of a procedure that has been shown to produce desirable products, most processing parameters chosen were the same as those used in literature [
13,
20,
23,
24]. For each experiment, 350 g dairy manure sample and 350 g de-ionized water were loaded into the Parr reactor, resulting in a solid content of 10 wt %. Chemicals of NH
3·H
2O, H
3PO
4, or glycerol were added to the reactor to make a 1 wt % concentration. The reactor was then sealed and purged with nitrogen gas to remove air existing in the headspace. The temperature of the reactor was increased to 350 °C at a heating rate of 7 °C min
−1 and maintained at 350 °C for 30 min. The reaction pressure generated by the reactants at 350 °C was ~25 MPa for all experiments, and the agitation speed was controlled at 200 rpm. After the reaction was completed, the reactor was rapidly cooled down to the room temperature at a cooling rate of 10 °C min
−1 by circulating the tap water in the cooling coil.
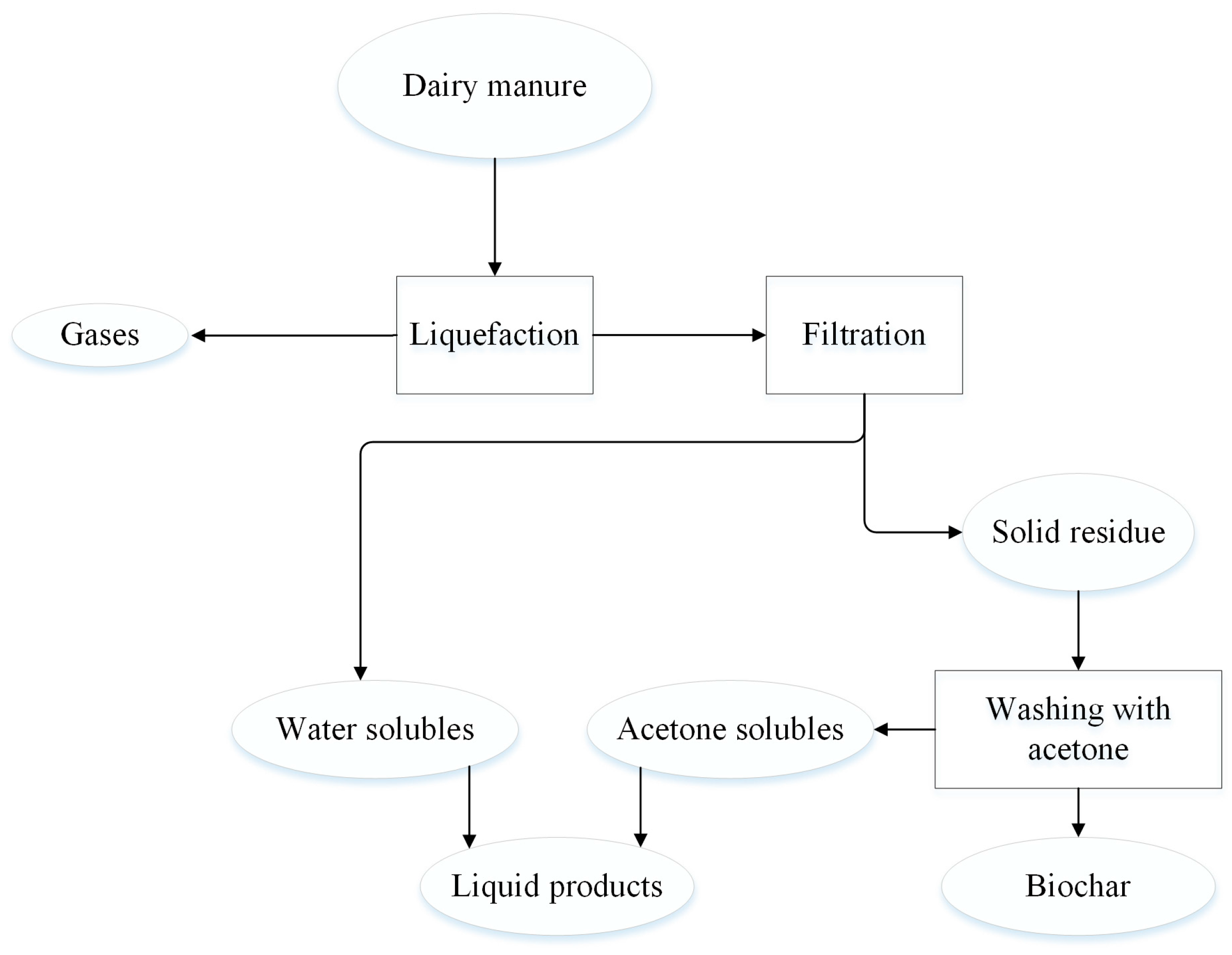
The product separation process after HTL is shown in
Figure 1. The gaseous products were collected into a 1 L Tedlar bag for later gas chromatography (GC) analysis [
32]. The vessel was opened to collect its contents, and the final pH of the slurry was recorded. The slurry mixture was filtered to separate the aqueous products and the solid residue. Because the solid residue composed of solid biochar and tar-like organic compounds, the residual solid was also washed with acetone during filtration until the filtrate was clear. Accordingly, the liquid products contain water-soluble and acetone-soluble chemicals [
33,
34]. The solid residue (i.e., biochar) was dried in an oven at 105 °C until its mass became constant, and then weighted. The mass of the gas was calculated based on the final pressure in the reactor at the room temperature and gas composition. The biochar yield was determined as the mass ratio of the solid residue to the input dry manure. The gas yield was determined as the mass ratio of the gas to the input dry manure. The liquid yield was calculated by mass difference.
All experiments were duplicated or triplicated. The mean values and standard deviations were reported in this paper. The statistical significance of the results was assessed using ANOVA F-test in Microsoft® Excel 2016 (Redmond, WA, USA). The statistical significance level cut-off was chosen as p = 0.05.
2.3. Chemical Composition of Produced Gases and Liquid Products
Gases produced by the HTL were quantified and analyzed by using a Varian CP-4900 Micro-GC (Santa Clara, CA, USA) to determine the contents of H2, N2, O2, CO, CO2, and ethane. The chemical composition of the liquid products was identified using an Agilent 7890-5975C gas chromatography-mass spectrometry (GC-MS) (Santa Clara, CA, USA) with a HP-5MS capillary column (Agilent Technologies, Santa Clara, CA, USA). The temperature of the GC column was programmed at 60 °C for 4 min and then increased to 280 °C at 10 °C/min, and held isothermally at 280 °C for 5 min. The injector temperature was set at 250 °C. The injection size was 1 µL. The carrier gas was helium at a flow rate of 1 mL/min. The ion source temperature of the mass selective detector was set at 230 °C. The compounds in the samples were identified by the comparison with the mass spectral database of the National Institute of Standards and Technology (Gaithersburg, MA, USA).
2.4. Elemental Analysis and Heating Value
The elemental analyses of carbon (C), hydrogen (H), nitrogen (N), and sulfur (S) contents of raw manure and biochars were carried out using a Perkin Elmer series II CHNS/O analyzer 2400 (Waltham, MA, USA). The oxygen (O) content was calculated as the mass difference on an ash-free basis.
The higher heating value (HHV) of samples was calculated using Equation (4) [
35]:
2.5. Analyses of Raw Manure and Biochar
The moisture content of raw manure and the biochar was determined according to ASTM E871-82. Ash content was measured according to ASTM E1755-01.
The surface area and pore size distribution of raw manure and the biochar samples were measured with a Micromeritics ASAP 2020 surface area and porosity analyzer (Norcross, GA, USA). Brunauer-Emmett-Teller (BET) and Barrett-Joyner-Halenda (BJH) methods were used to analyze the surface area and average pore size, respectively. The total pore volume was determined by the amount of N2 uptake at a relative pressure of P/P0 ≈ 0.995.
The analysis of the phosphorus (P) availability of the biochar samples was carried out using a LaMotte NPK Soil Test Kit (Chestertown, MD, USA). The phosphorus availability has a unit of pounds per acre.
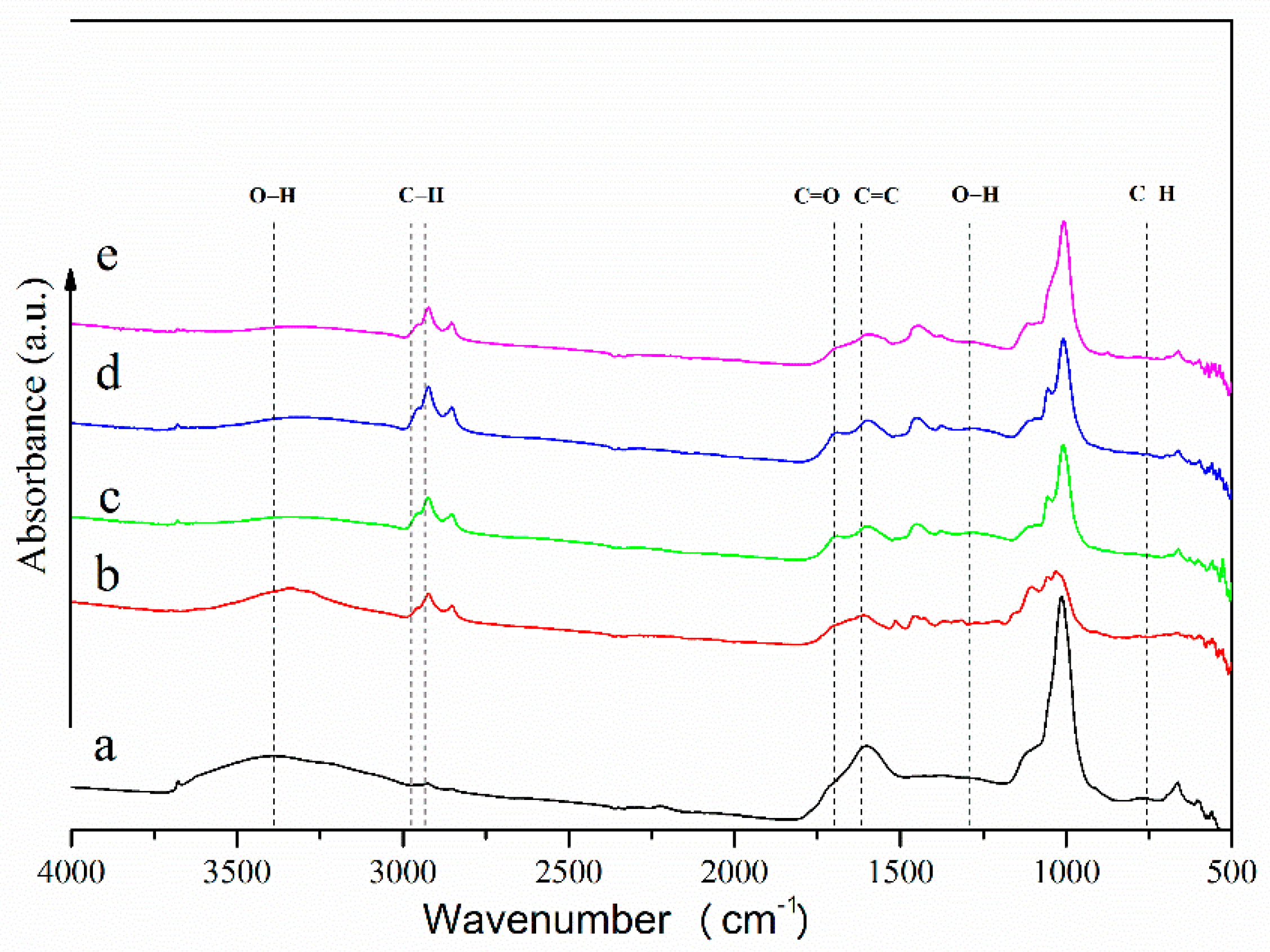
Fourier Transform Infrared (FT-IR) spectra were collected on a Varian 670 FT-IR spectrometer (Santa Clara, CA, USA). Spectra were collected from 4000–600 cm−1 with 0.98 cm−1 resolution.
X-ray diffraction technology (XRD) was used to analyze the crystal structural differences of biochar produced by HTL of dairy manure assisted with various chemicals. The XRD analysis was conducted by using an Agilent Technologies Oxford Gemini X-Ray Diffractometer (Santa Clara, CA, USA) in the range of 20 ≤ 2θ ≤ 80.
4. Conclusions
Hydrothermal liquefaction (HTL) of dairy manure assisted by chemicals of NH3·H2O, H3PO4, and glycerol was proposed as a sustainable alternative for the animal manure management. HTL significantly reduced the mass of the original manure. Compared to the water-only HTL, the applications of NH3·H2O and H3PO4 during the HTL of dairy manure could significantly enhance the production of liquid chemicals. The addition of NH3·H2O or glycerol increased the amounts of non-polar toluene, xylene, and other benzene-contained compounds, while HTL assisted with H3PO4 produced high amounts of acids, pyridine, 3-methyl-pyridine, 2,6-dimethyl-pyrazine, 2-cyclopenten-1-ones, and phenols. Therefore, it is possible to produce target chemicals from dairy manure via HTL assisted with various chemicals.
The biochars produced via HTL showed a significant increase in the surface area and pore volume, which indicated a better holding capacity of water/nutrients. The biochar obtained by using HTL assisted with NH3·H2O had the highest surface area of 63.88 m2/g and the highest pore volume of 0.24 cm3/g. In addition, the biochars had relatively higher N, P, C, and other minerals, and may serve as a good source of nutrients. FT-IR and XRD analyses showed that the structure of manure was destroyed by HTL reactions such as depolymerization of feedstock, decomposition of feedstock monomers, and recombination of reactive fragments. The preliminary energy analyses showed that the energy consumption of this process might be reduced to 50% of the original energy content of the feedstock, and the energy payback period was about 3.5 years. Combining all advantages, HTL of dairy manure might increase the sustainability of the farming operation via producing energy products, fine chemicals, and biochars. Future studies including a complete process design, pilot scale experiments, economic analysis, and life cycle analysis are still required to further explore this concept.






{kind=link}
{kind=link}