1. Introduction
Climate changes have emerged today as life-threatening issues for the whole world. The principal CO
2-emitting sectors of the economy include coal-fired power plants, transportation, and major manufacturing construction industries such as steel and cement. In particular, the concrete industry impact on greenhouse gasses (GHG) emissions and non-renewable energy consumptions has been discussed in several publications [
1,
2]. According to Schneider et al. [
1], annual global cement production has reached 2.8 billion tons, and it is expected to increase up to 4 billion tons per years in a decade. The gross energy requirement for Portland cement production ranges from 2900 MJ/ton to 3300 MJ/ton of clinker, and CO
2 emissions are approximately equal to 0.90 ton/ton of clinker [
3]. For these reasons, the main challenge for the concrete industry in the future consists of finding the right tools to support the growth of the population—and the subsequent industrialization and urbanization—by protecting the environment [
4,
5,
6] and, at the same time, reducing the consumption of energy [
7,
8] and natural resources [
9,
10,
11,
12] .
The coal-fired power plants generate considerable solid wastes that included fly ash (FA)—up to 700 million tons per years worldwide—that can be used in cement and concrete production due to its pozzolanic characteristics [
13,
14,
15]. This allows to reduce gross energy requirement (GER), CO
2 emissions (Global Warming Potential: GWP), and consumption in natural resources, since FA can partially replace Portland cement in concrete and mortar production.
Several studies have been conducted on mortars and concretes where Ordinary Portland Cement (OPC) has been partially replaced with FA [
16,
17,
18,
19,
20,
21]. Unfortunately, the optimization of composition of high volume fly ash (HVFA) concretes is quite complex due to the variation of fineness, mineralogy, and chemical composition (alkalis, sulfates, lime, and organics) of fly ashes. In order to overcome these difficulties, the use of ultrafine fly ash (UFFA) has also been proposed by Jones et al. [
22] and Yazici et al. [
23]. Generally, ultrafine fly ash is produced from traditional (class F according to ASTM C618 [
24] or type V according EN 197-1 [
25] and EN 450-1 [
26]) fly ash by grinding, reaching particle size ranging from 1 μm to 5 μm. Yazici et al. [
23] concluded that compressive and splitting tensile strength of UFFA-based concretes increased along UFFA fineness. Supit et al. [
27] noted that use of UFFA up to 15% in respect to binder mass determines a great improvement on compressive strength of HVFA mortars, especially at early ages, due to the larger specific surface area of ultrafine fly ash that promotes an increase in the amount of fly ashes involved in the pozzolanic reaction, an acceleration of this mechanism, and an improvement of both the transition zone and the microstructures of the matrix, especially in terms of porosity [
28]. The same authors [
29] investigated durability issues of concretes manufactured with UFFA characterized by mean size particles equal to 3.4 μm. Experimental results indicated that chloride diffusion coefficient decreases up to 70% respect to the reference mixture made with FA. Moreover, concretes containing UFFA exhibited better corrosion resistance in terms of smaller measured corrosion currents when compared to OPC concretes. Finally, the sulfate resistance is strictly related to the fineness of the fly ash employed. The higher the specific surface of FA, the lower the expansion of mortars in magnesium-sulfate-rich environments [
30,
31].
In this paper, an experimental study was carried out to assess rheological, mechanical, and physical properties of mortars manufactured with traditional low calcium siliceous (class F according to ASTM C618 [
24] or type V according to EN 197-1 [
25] and EN 450-1 [
26]) FA and UFFA as a partial replacement of five different types of cement at equal water–binder ratio.
2. Materials
Five different types of cement, according to EN 197-1 [
25], chosen between those widely used in Italy were used (
Table 1). In addition, a low calcium siliceous (class F according to ASTM C618 [
24] or type V according to EN 450-1 [
26]) fly ash and, by grinding the same FA, an ultrafine fly ash (UFFA) were employed. Raw materials were characterized by XRD analysis (Rietveld method), XRF analysis, laser granulometry, SEM observations, and thermogravimetric analysis. Environmental parameters GER (Gross Energy Requirement) and GWP (Global Warming Potential) of cements reported in
Table 1 have been taken from the Ecoinvent 3.0 database.
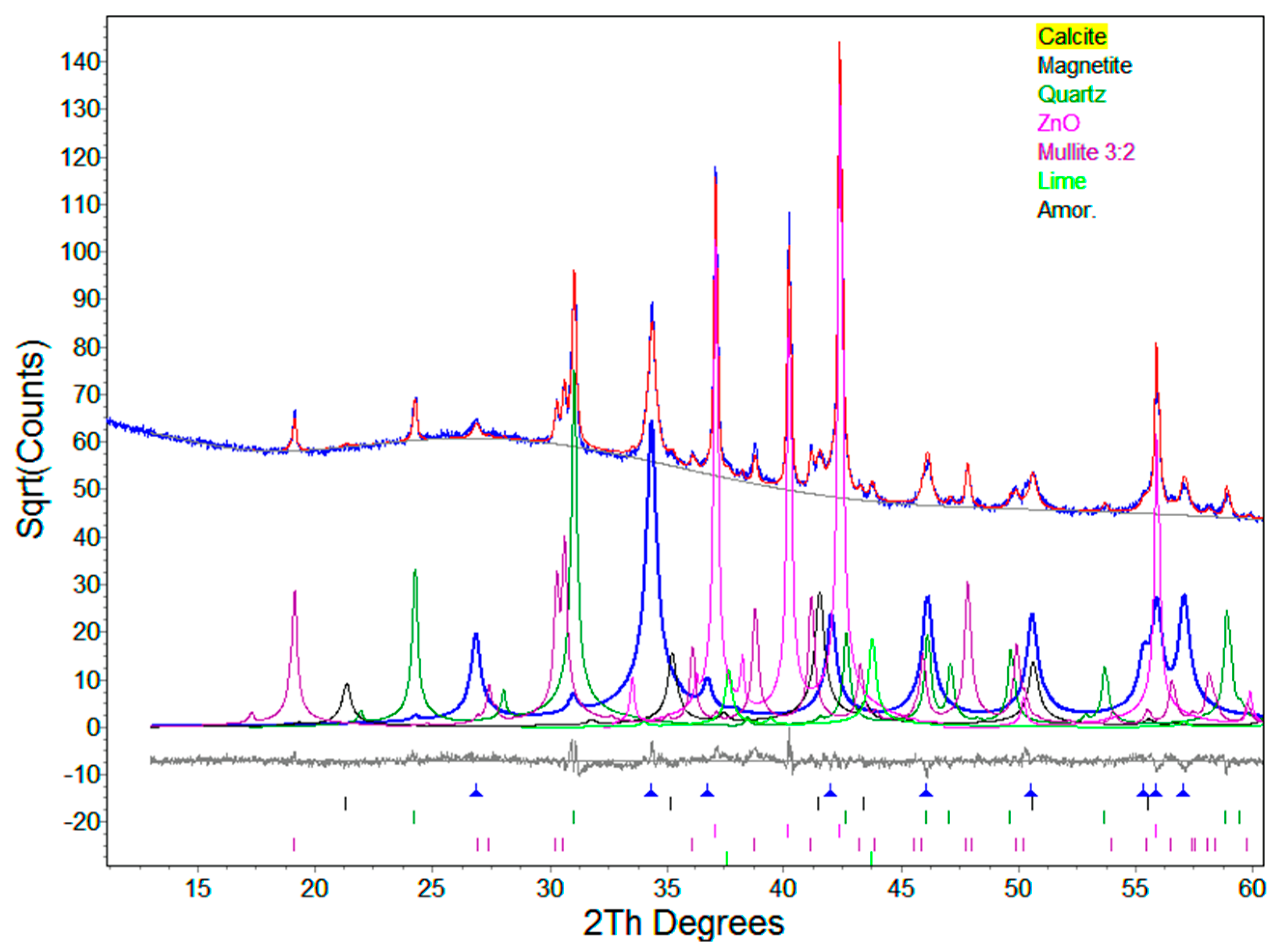
XRF and XRD analysis shows that in terms of chemical nature and crystallinity, FA and UFFA (UFFA is obtained by grinding FA) are silico-alumina-based amorphous materials with small amounts of iron oxide and calcium oxide (
Table 2,
Figure 1). Laser granulometry analysis (
Table 3) confirms for UFFA, as a consequence of the grinding process, a reduction of average particle size (16.69 μm and 11.29 μm is the D50 for FA and UFFA, respectively) and an increase in the specific surface area (4500 cm
2/g and 6800 cm
2/g for FA and UFFA, respectively).
The grinding process requires lower energy than that needed for grinding Portland cement clinker, reaching values close to 0.10 MJ/kg. Therefore, grinding UFFA determines an increase in both energy requirement and greenhouse gases emissions compared to the unmilled fly ash. However, despite the increase in GER and GWP (CO
2 emissions grow by 50%, GER doubles) as a consequence of grinding, the environmental impact of UFFA is extremely lower than that deriving from Portland cement production (
Table 4).
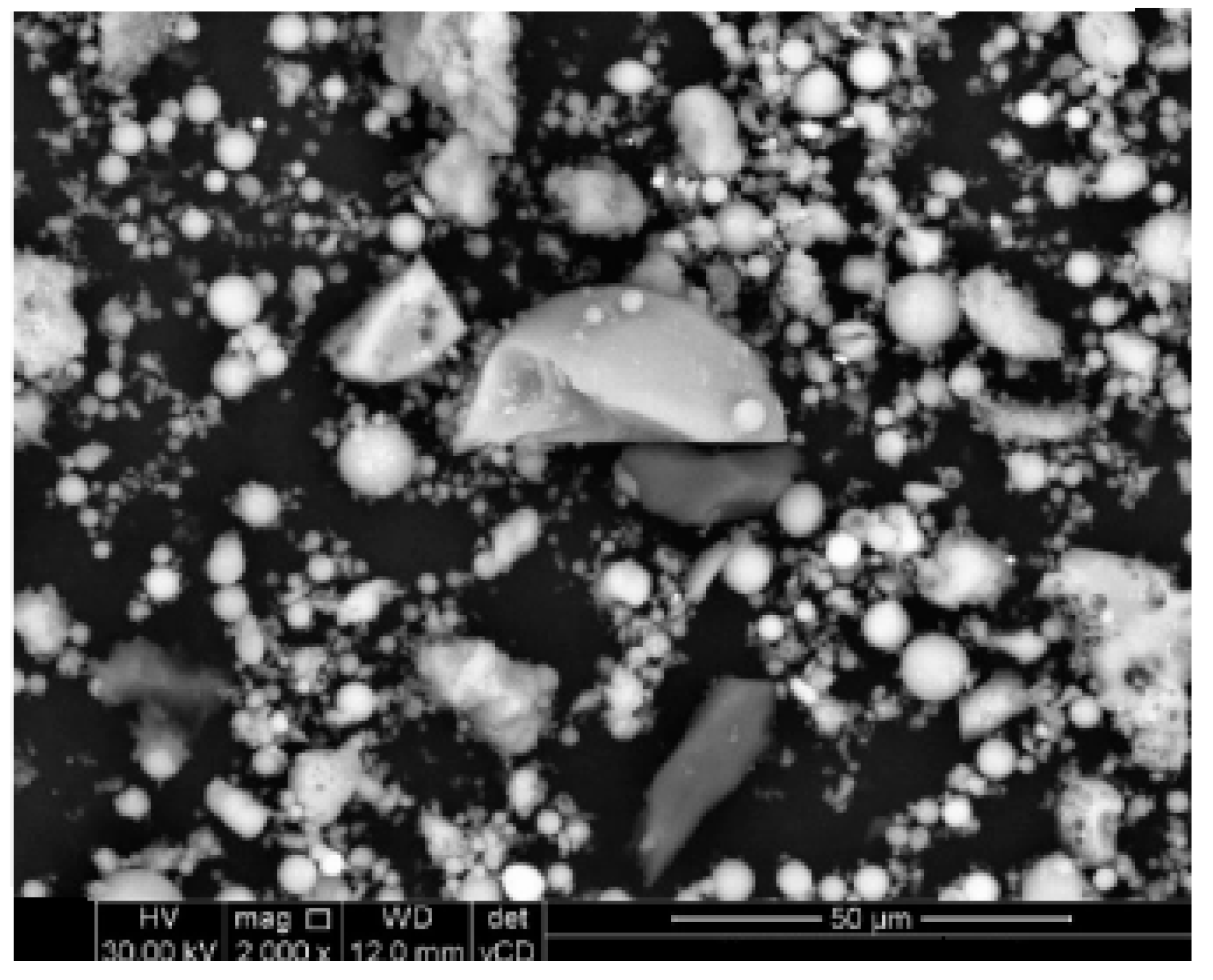
SEM images show for UFFA the presence of uneven spheres of variable size, plenospheres, and irregular-shaped particles with net edges attributable to fragments of ground spheres (
Figure 2). A comparison of
Figure 2 (UFFA) and
Figure 3 (which refers to not milled FA) indicates that the grinding process determines a general damage of particles, especially for those having a diameter greater than 50 μm. Thermogravimetric analysis evidences a weight loss of UFFA equal to 8.8% in the temperature range 250–1000 °C with a maximum of 850 °C and a sharp speed change at 800 °C. Thermogravimetric measurements performed on FA (and UFFA) show an exothermic weight loss in the 600–800 °C temperature range. The 2.5% weight loss measured is in good agreement with LOI (Loss of Ignition) datum (2.98% and 3.01% for FA and UFFA, respectively).
3. Experimental Procedure
Fifty-five different types of mortars were manufactured with the same amount of water (250 Kg/m
3) and the same cement or binder (cement + FA or UFFA) nominal content (500 Kg/m
3) in order to keep constant the water–cement or water–binder ratio at 0.50. Five reference mortars (without FA or UFFA) and 50 mixtures containing 5%, 15%, 25%, 35%, and 50% by mass of FA or UFFA replacing cement were manufactured (
Table 5). The sand–binder ratio of mortars was fixed equal to 3 (maximum diameter of natural siliceous aggregates equal to 2.5 mm).
A chemical superplasticizer (ester of acrylic or methacrylic acid monomer) having 1000 g/mol side chain length, and an acid–ester ratio equal to 3.5 was used to attain a suitable workability to place the mortars in moulds to manufacture 40 × 40 × 160 mm specimens.
In order to evaluate the influence of the partial substitution of cement with FA or UFFA, several rheological and mechanical tests were carried out. Workability was measured by means of flow table according to EN 1015-3 [
34]. In addition, the specific mass was evaluated on fresh mortars according to the EN 1015-6 standard [
35]. Specific mass, compressive and flexural strength at 1, 7, 28, and 84 days (T = 20 °C, specimens soaked into water) were also determined on prismatic specimens according to EN 1015-11 [
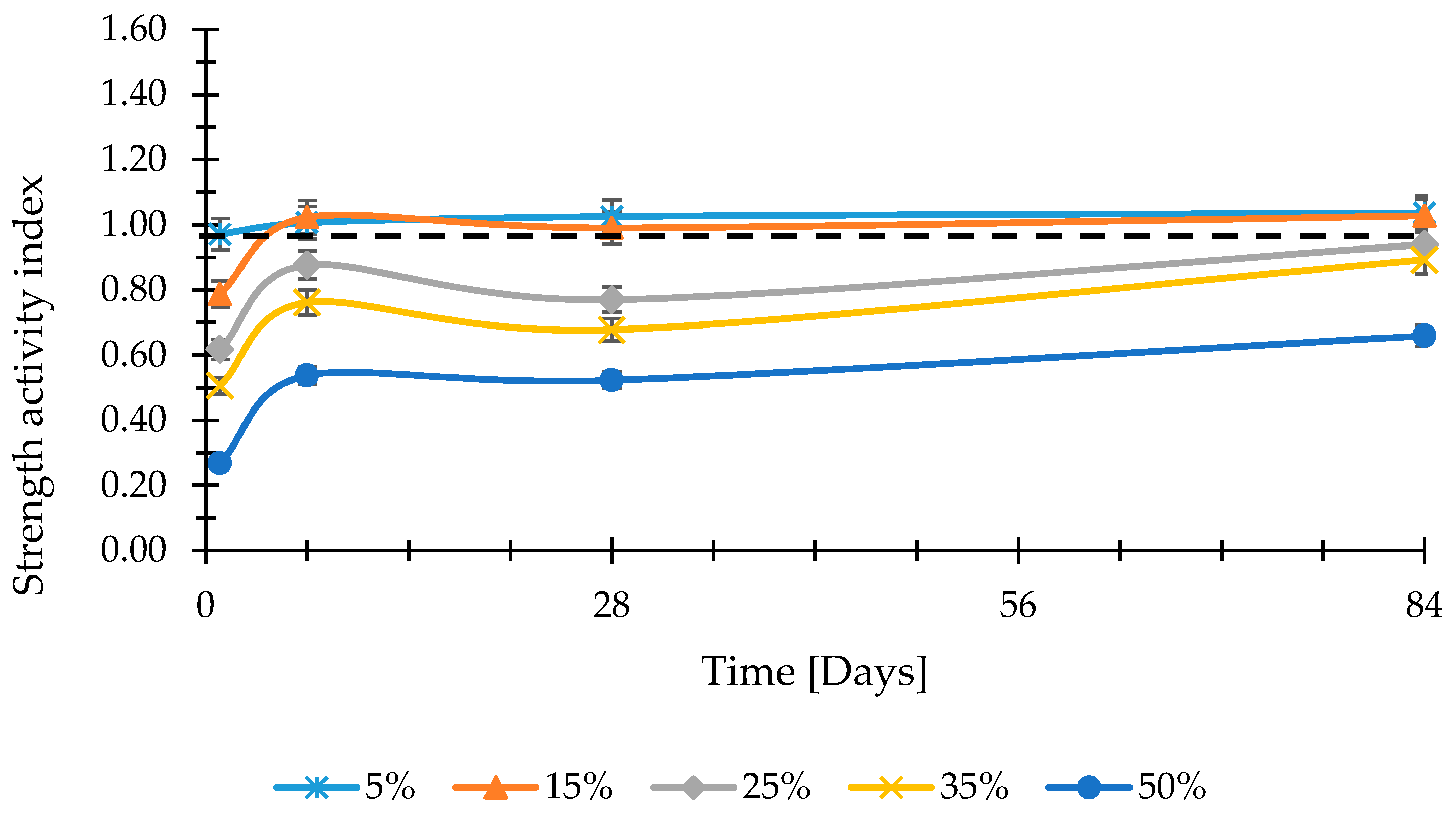
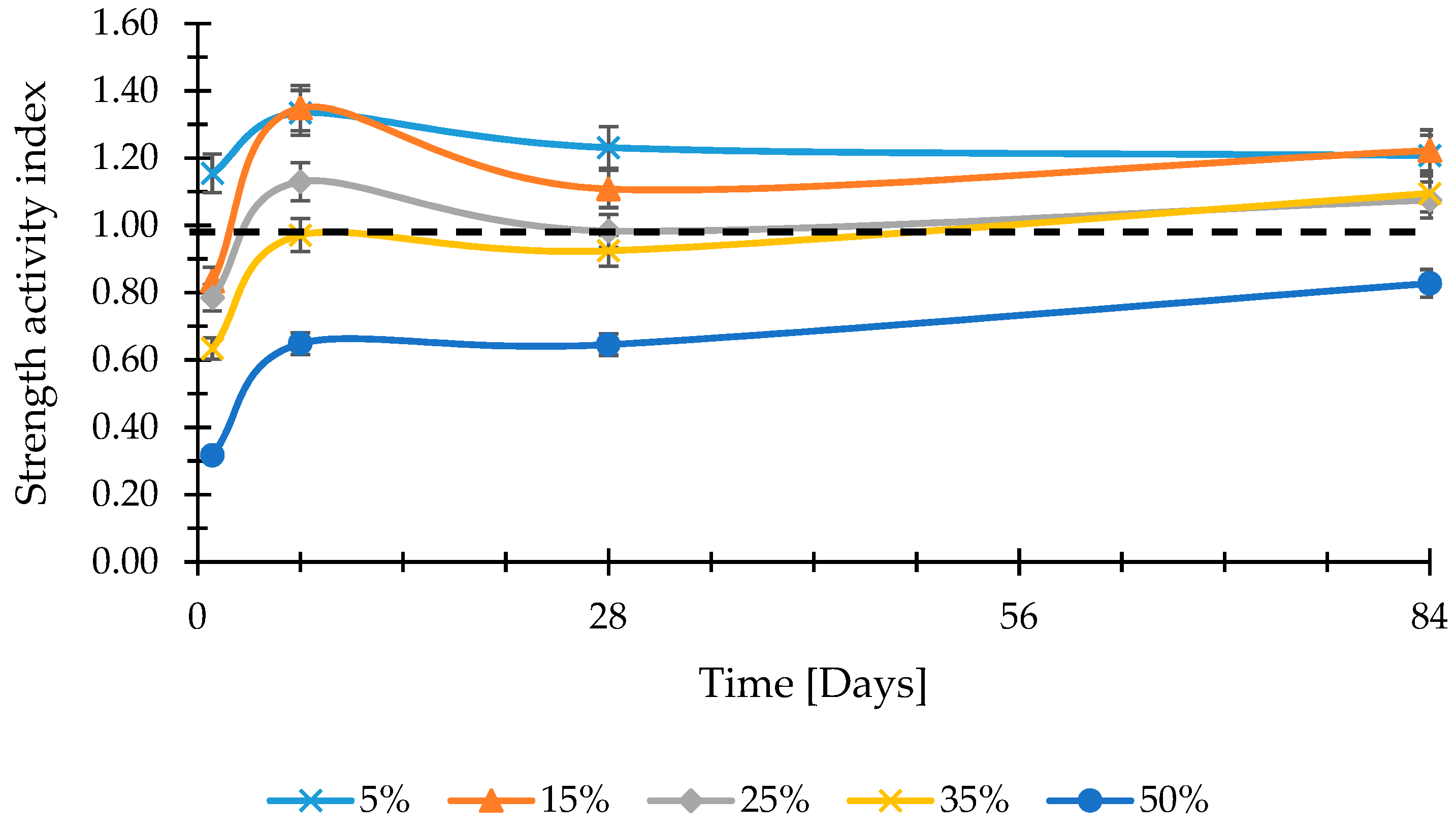
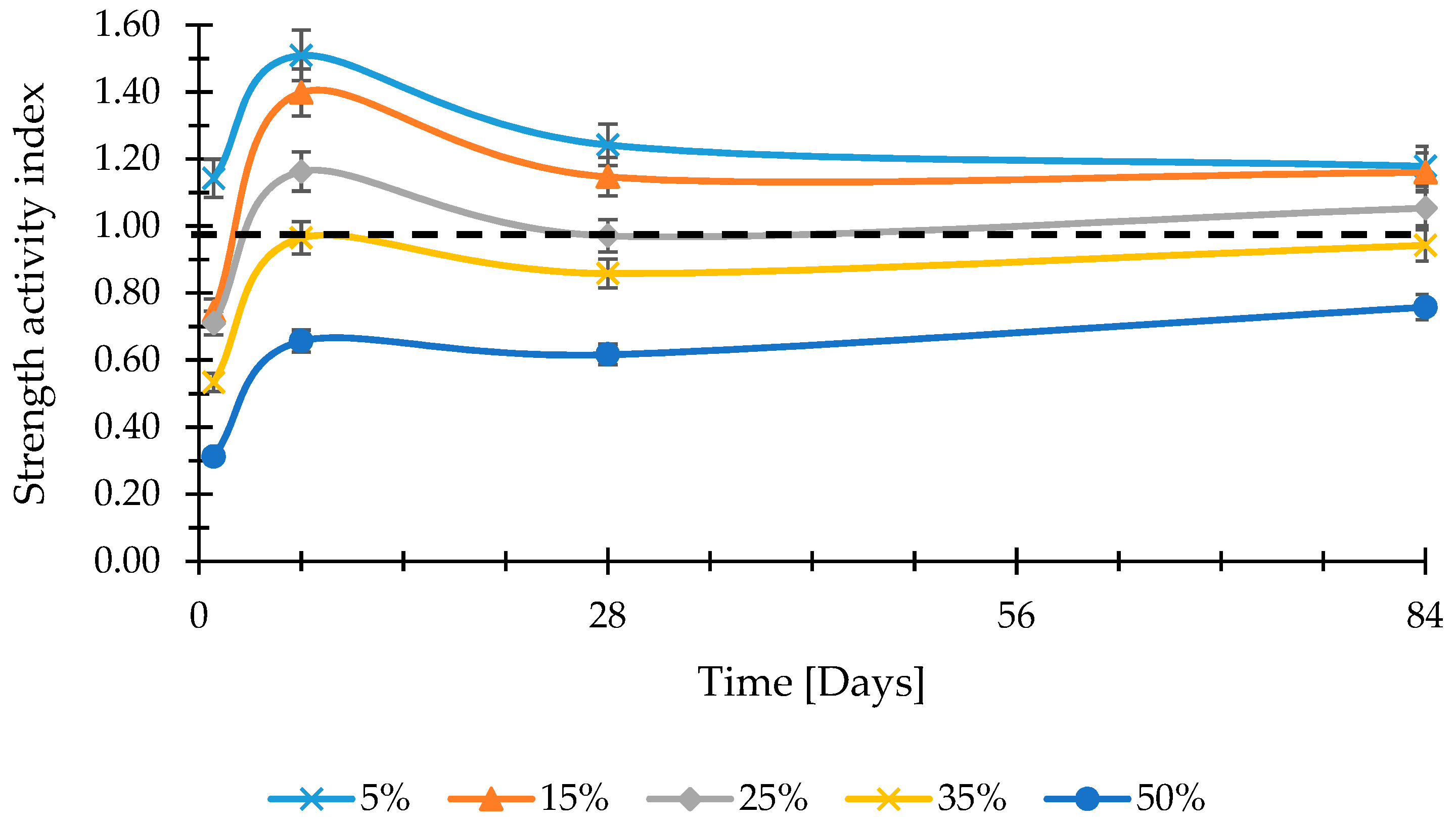
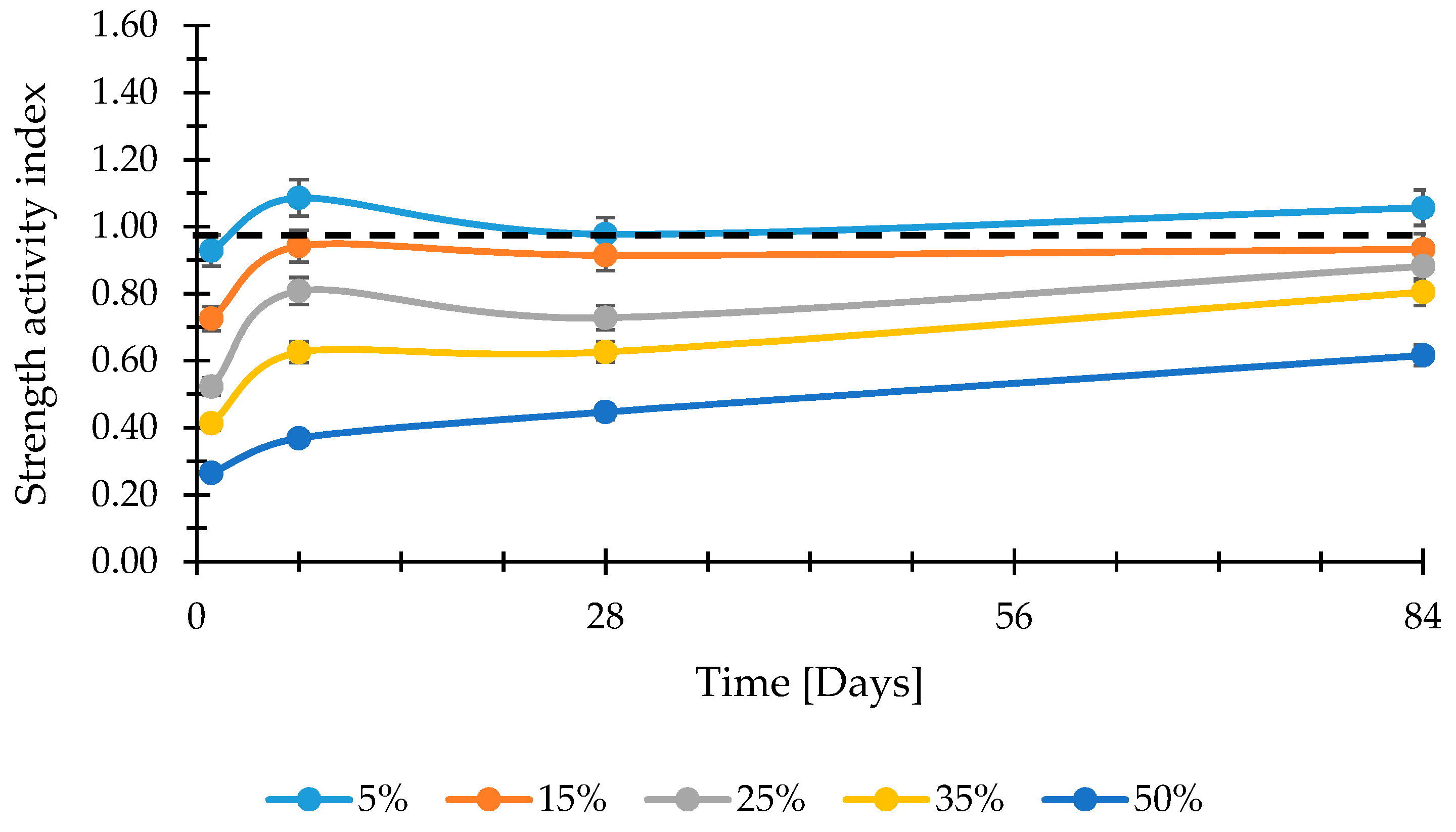
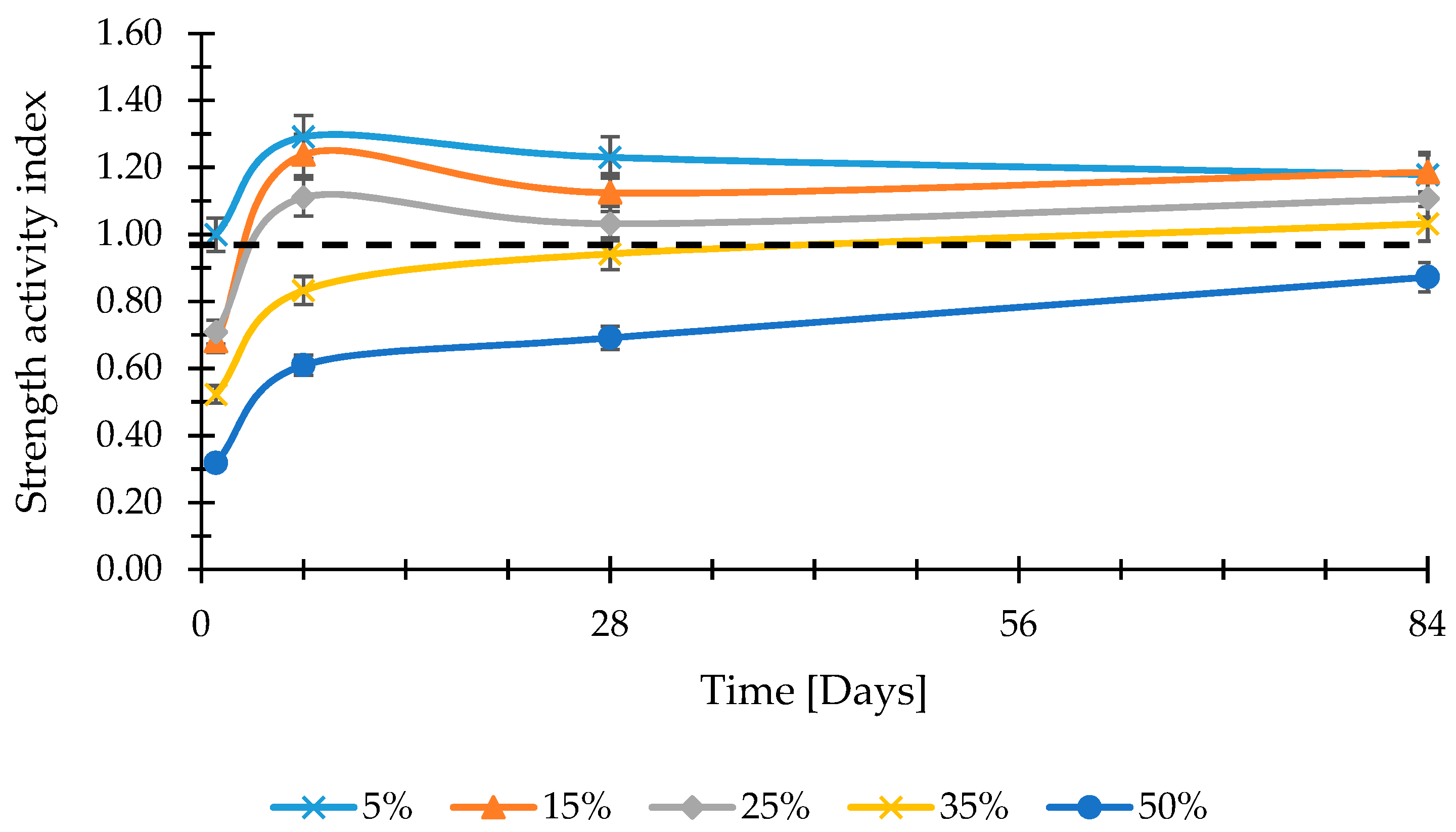
36] (four specimens for each mixture and age). Strength activity index (K: compressive strength of FA or UFFA mortar compared to that of the reference mortar containing cement only) was evaluated according to EN 450-1 [
26] and Supit et al. [
27] at different ages. The aim of the research is the evaluation of strength activity index of the most widely used cement in Europe in comparison to limits indicated by EN 206-1 [
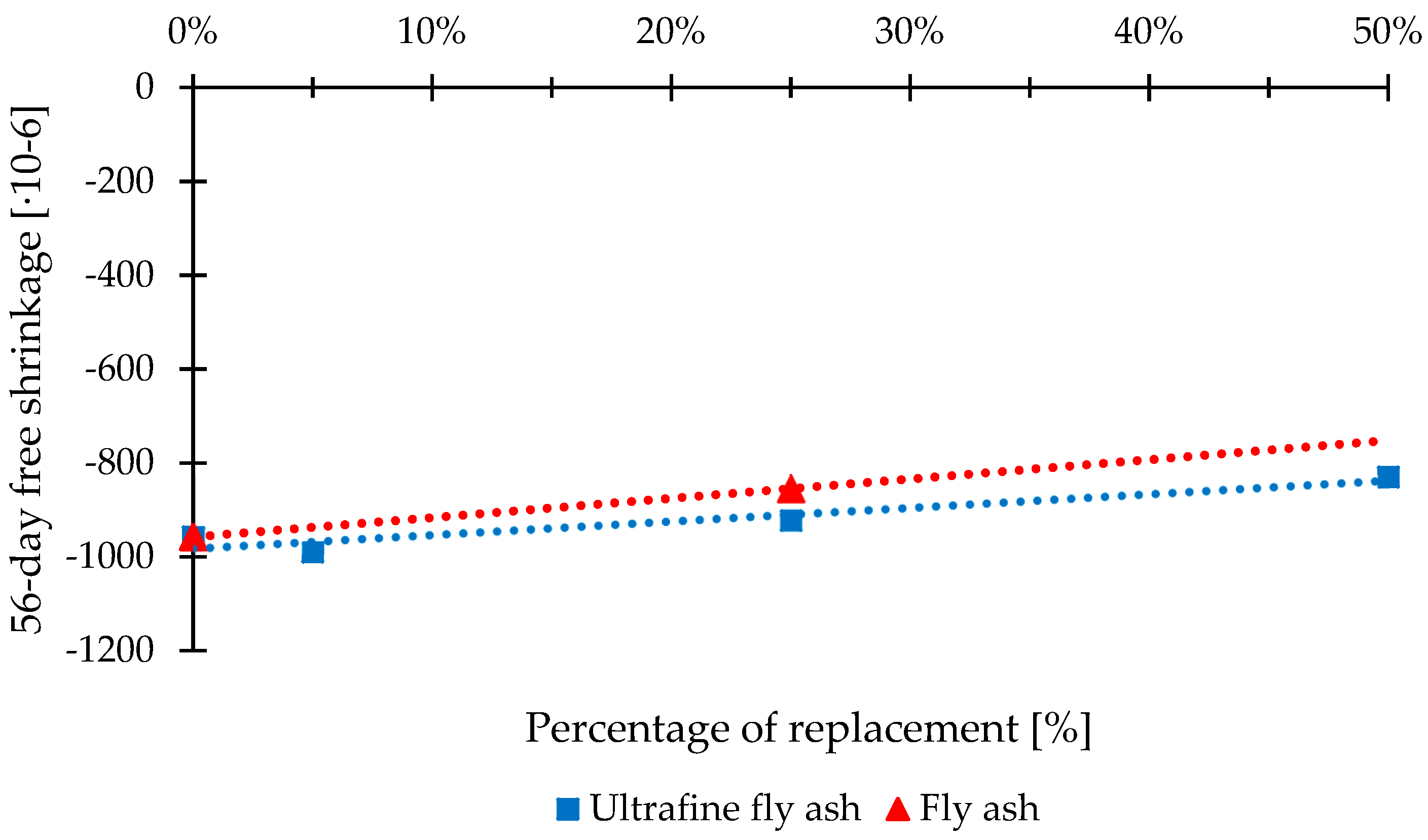
37]. In addition, drying shrinkage was measured over time on prismatic specimens (three specimens for each mixtures) stored in a climatic chamber at controlled temperature and humidity (T = 20 °C, R.H. = 60%) according to EN 12617-4 [
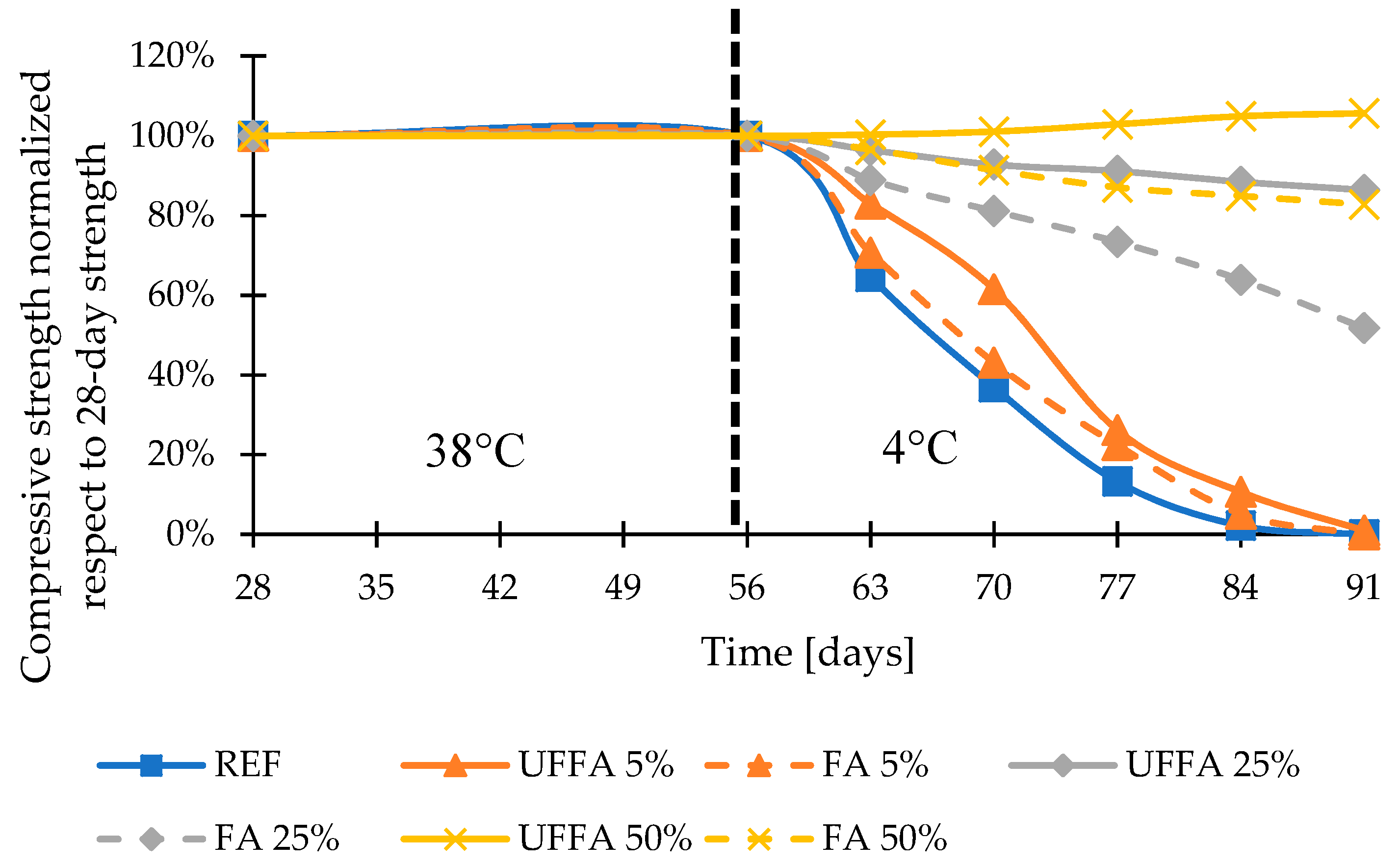
38]. Finally, durability tests were carried out on mortars. In particular, resistance of mortars to calcium chloride was investigated by placing 28-day-old prismatic specimens (40 × 40 × 160 mm,) in 30 wt % CaCl
2 solution for 28 days at 38 °C. Then, the specimens were maintained in the same solution at 4 °C in order to promote the calcium oxychloride formation. The compressive strength of mortars were evaluated over time (three specimens for each mixture and age). Lastly, tests on sodium chloride resistance, sulphate attack, and alkali-aggregate reaction were in progress.
5. Conclusions
In this paper, performances of mortars manufactured replacing different types of cement (more widely used in Italy: Portland, Portland limestone, slag, and pozzolanic) by low calcium siliceous (class F according to ASTM C618 [
24] or type V according EN 197-1 [
25] and EN 450-1 [
26]) fly ash (FA) or ultrafine fly ash (UFFA was obtained by grinding FA) were evaluated.
As a consequence of the grinding process, UFFA evidenced a reduction of average particle size (16.69 μm and 11.29 μm is the D50 for FA and UFFA, respectively), and an increase in the specific surface area (4500 cm2/g and 6800 cm2/g for FA and UFFA, respectively).
The partial replacement of Portland with the FA determines an increase in the workability of the mortars, at the same amount of water. Data shows a linear relationship between the increase in fluidity of the fresh mixtures along the percentage of FA replacing the cement, independently of the type of cement used. This behavior could be ascribed the spherical shape of FA particles. The grinding process, on the contrary, involves a general damage of particles, an increase in the number of irregular shaped particles, and a larger specific surface area responsible for a mitigation of the superplasticizing effect of UFFA compared to that shown by the (unground) fly ash.
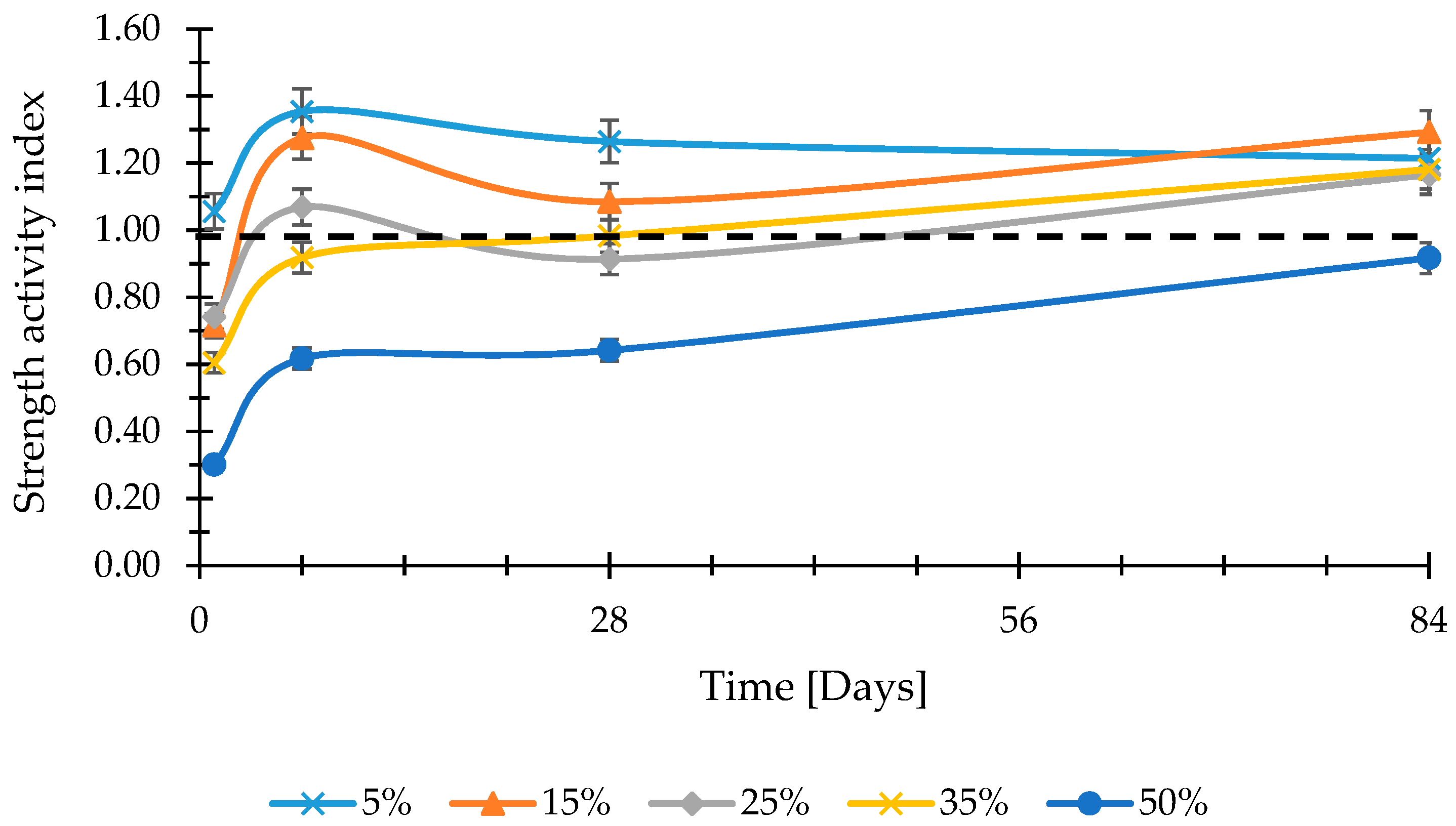
The strength pozzolanic activity index (K)-ratio of the compressive strength of mortar containing either UFFA or FA and the corresponding value of the reference mortar containing cement only, is generally higher for UFFA mortars compared to FA mixtures, regardless of the type of cement used and the percentage of replacement. Moreover, the mixtures containing up to 25% of UFFA exhibited higher compressive strength at 7, 28, and 84 days than reference mortars (cement only), independently of the type of cement used. On the other hand, compressive strength at 7 and 28 days of mortars with 35% of UFFA depends on the type of cement used. In fact, only mortars containing 35% of UFFA manufactured with CEM I 42.5 R and CEM II/A-LL 42.5 R show a K-value higher than 1. However, it can be observed that at 84 days, regardless of the type of cement used, the compressive strength of mortars containing 35% of UFFA replacing cement is higher than that of mixtures manufactured exclusively with cement. Mortars manufactured with 50% of UFFA show values of K equal to 0.70 and 0.87 at 28 and 84 days, respectively.
Replacement of Portland cement with FA or UFFA does not determine significant changes in hydraulic shrinkage. The shrinkage values of UFFA or FA based mortars are similar to those of cement-based mixtures.
The GWP of the mortar manufactured with the UFFA is, at equal 28-day strength level, 35–40% lower with respect reference mortar (and about 20–35% lower than the FA-based mortars having the same strength). Furthermore, the GER is reduced in UFFA-based mortars production of about 20–35% vs. reference mortar (and % lower than the FA-based mortars having the same strength).
The use of ultrafine fly ash in partial substitution of cement for manufacturing mortars allows to attain a better behavior in CaCl2-rich environments in respect to that exhibit by unmilled fly-ash-based mortars or reference mixtures containing only cement.
Further experimentations are needed to investigate the durability issues of mortars manufactured with UFFA and FA, especially in sodium chloride- and sulphate-rich environments or in presence of alkali aggregates reaction and freeze/thaw cycles.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}