Closed-loop supply chains integrate forward and reverse logistics. The concept emphasizes product returns after sales and the activities of capturing return value through reuse, remanufacturing, and recycling [
1]. Over the last decade, many studies have verified the benefits related to reverse logistics and developed numerous approaches to manage various after-sales activities [
2,
3,
4,
5,
6,
7,
8,
9,
10]. This study examines a specific reverse logistics program, after-sales product returns, and services. This section reviews the nature of the problem and relevant literature.
2.1. Current Business Practices and Issues
After-sale activities can generate significant revenues for industrial suppliers [
11]. However, most brands have more than one manufacturer and supplier, making it challenging to manage after-sale activities. SONY, for example, sources from Compel, Quanta, and Inventec, among others. Since individual manufacturers have their own product designs involving confidentiality, manufacturers have to build their own repair lines or find local partners to handle return products, which increases their overhead costs. Specifically, in a repair line, defectives are received, diagnosed, disassembled, repaired, re-assembled, and tested. Operations required in repair lines can be very different from those in regular assembly lines. Manufacturers usually cannot leverage their existing facilities to perform the repair operation.
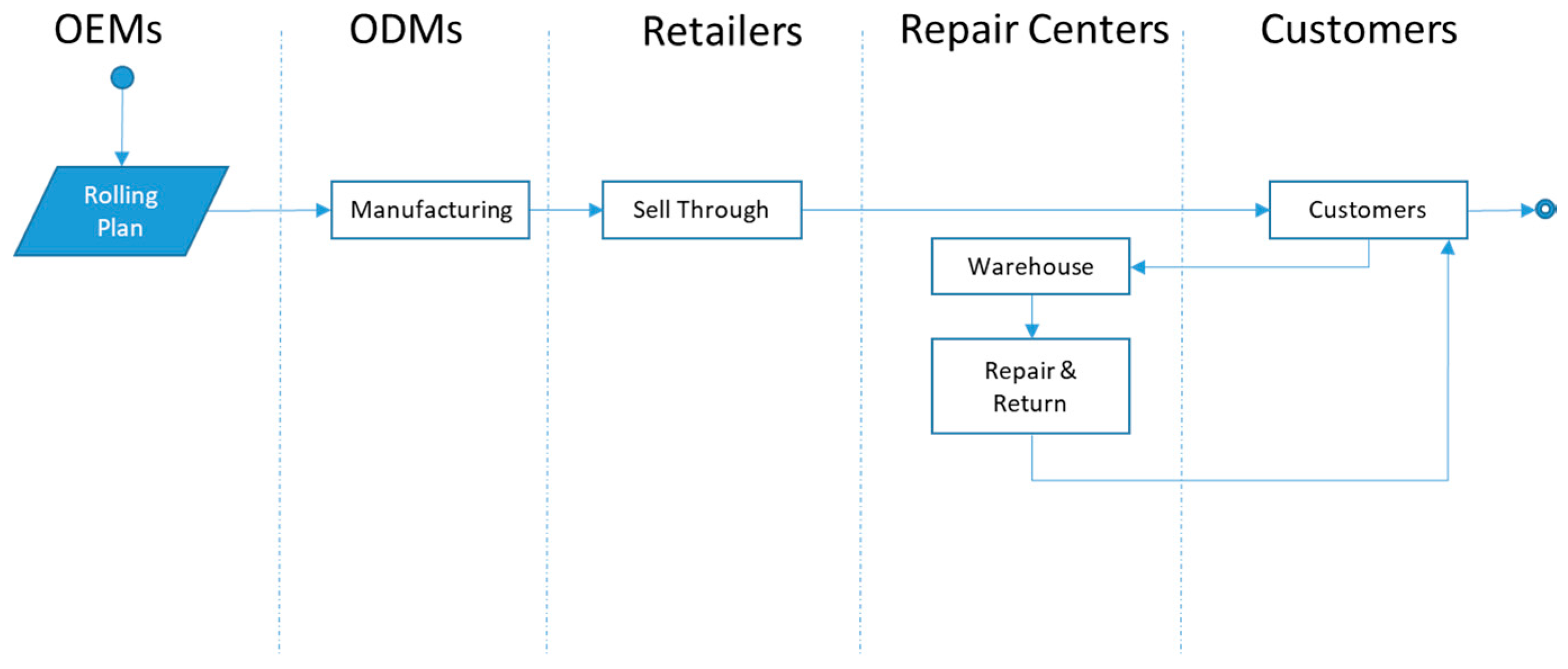
Figure 1 displays a closed-loop supply chain with product returns. Returned products from customers are consolidated in the warehouse before they are sent to the repair center for inspection and disassembly. Dismantled parts are then sent for remanufacturing or to the secondary market as spare parts [
12].
In the current practice, OEMs send the rolling plan to ODMs for product assembly without product failure information. ODMs develop the product (parts) failure rate for production planning, to be utilized for after-sale services. The product failure rate, however, is not transparent to OEMs and it could distort OEMs’ service part orders since the return rate is not constant and the number of returned defectives for each month is unknown. Most of the time, this product return and repair process is not considered a core competence of manufacturers. Therefore, manufacturers frequently outsource product repair to local third-party service providers (3PSPs). Unfortunately, third-party service partners have their own reporting systems, and to consolidate reports from different manufacturers becomes extremely challenging. From the 3PSPs’ perspective, forecasting product returns is extremely difficult, if not impossible, due to the uncertainty related to the timing and quantity of returned products [
13]. As third-party service partners fail to plan their stock and order service parts properly and in a timely manner, after-sale service deteriorates. There are very few studies examining the issue of forecasting product returns [
14,
15]. Hsueh [
3] suggests fixed/constant demand rates and fixed return rates, both with a normal distribution, during different product lifecycle stages. The proposed PFRF model focuses on the forecasting and planning problems that 3PSPs currently face, and a decision model is developed to improve their repair operations.
In addition to forecasting product failures and returns, information sharing among various supply chain parties is also critical to after-sale service. Supply chain information sharing can shorten the lead time and reduce inventory [
16,
17]. In the case of a product return process, the common industry practice is to use a fixed failure rate for service parts for returned products [
18]. Lin and Chen [
2] propose a “3PSP” solution, where a 3PSP, as an authorized service provider (ASP), not only processes the returned defectives, but also orders new service parts to fulfill the turnaround time [
19]. Ma et al. [
20] find that it is beneficial for an OEM to license ASPs to remanufacture, while Yan et al. [
21] suggest that OEMs conducting take-back operations can improve the overall remanufacture operations. Usually, a 3PSP would order new service parts from ODMs according to the rolling plan from OEMs. However, the revised return rates are used without any adjustment for return rate fluctuations. The return rate is called epidemic if it goes higher than expected. A low return rate could indicate that few products were sold in the market and the products might be terminated soon [
18]. The proposed model includes necessary adjustments to revise failure rates, for more accurate and effective service parts inventory management.
2.3. MDP
The adjustment of the failure rate can be guided by a discrete-time Markov Decision Process (MDP). Introduced in the 1950s [
17], MDP is the model for sequential decision-making when outcomes are uncertain. The key components in the sequential decision model include a set of states of the systems, a set of decisions and their corresponding actions, rewards/costs, and transition probabilities, which are dependent on the state and the action.
The product warranty period falls within the normal life of the product BTC. During the product warranty period, product rolling plans and actual shipment become the bases of service parts planning, and the returned defectives are another factor added to predict the failure rate for the next service planning stage. The components required in MDP applications are presented in the following.
(a) Decision epochs and periods
Decisions are made at points of time referred to as decision epochs. Let T denote the set of decision epochs. In discrete time problems, time is divided into periods or stages.
(b) State and action sets
At each decision epoch, the system occupies a state S. If, at some decision epoch, the decision-maker observes the system in state s S, they may choose action a from the set of allowable actions in state s, As. Let .
(c) Reward and transition Probabilities
As a result of choosing action a As, in state s at epoch t,
- (1)
The decision-maker receives a reward, rt(s, a) and
- (2)
The system state at the next decision epoch is determined by the probability distribution pt(·|s, a).
When the reward depends on the state of the system at the next decision epoch, we let
rt(
s,
a,
j) denote the value at time
t of the reward received when the state of the system at decision epoch
t is
s, action
a A, is selected, and the system occupies state
j at decision epoch
t + 1. Its expected value at decision epoch
t may be evaluated by computing:
The function pt(j|s, a), denotes the probability that the system is in state j S at time t + 1. When the decision-maker chooses action a A, in state s at time t, it is called a transition probability function.
We refer to the collection of objects as a
Markov decision process.
(d) Decision rules
A decision rule prescribes a procedure for action selection in each state at a specified decision epoch. Decision rules are functions dt: S → As, which specify the action choice when the system occupies state s at decision epoch t. For each s S, dt(s) As. This decision rule is said to be Markovian (memoryless) because it depends on previous system states and actions, only through the current state of the system, and deterministic because it chooses an action with certainty.
We classify decision rules as history-dependent and randomized (HR), history-dependent and deterministic (HD), Markovian and randomized (MR), or Markovian and deterministic (MD), depending on their degree of dependence on past information and on their method of action selection. We denote the set of decision rules at time t by DtK, where K designates a class of decision rules K = (HR, HD, MR, MD); DtK is called a decision rule set.
(e) Policies/Plan
A policy, contingency plan, or strategy specifies the decision rule to be used in all decision epochs. A policy π is a sequence of decision rules, i.e., π = (d1, d2, … dN−1) when dt DtK for t = 1, 2, …, N − 1 for N ≦ ∞, in which K represents any of the above classes.
In summary, this research constructs a service part inventory control model with information-sharing in warranty services. Information includes a rolling plan, shipping quantities, and historical product or parts failure rates. Specifically, we utilize both MDP and BTC to estimate the failure rates and to plan the service parts supply during the product warranty period with information sharing among OEMs, ODMs, and third party service providers.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}