1. Introduction
Concrete is the most widely consumed construction material, exceeding 10 billion tons/year [
1] worldwide, of which 165 million tons/year is in Europe [
2]. In 2012, the cement and concrete industry directly generated 20 billion Euros in value and 384,000 jobs in the European Union [
3]. Since this industry has a 2.8 multiplier factor in the overall economy [
3], it has a major socio-economic impact.
In addition, the vast amount of natural resources and energy required by the concrete industry, [
4] as well as its remarkable CO
2 emissions [
5,
6,
7], make this sector indispensable towards a sustainable low carbon economy [
8]. Most notably, concrete’s ability to incorporate industrial wastes [
9,
10] provides a key opportunity to implement Circular Economy [
8] whilst helping the European Union to achieve its targets set for waste recycling and resource efficiency [
11], and also to tackle its Societal Challenge ‘Climate action, environment, resource efficiency and raw materials’ [
12].
It is therefore natural that several industrial and agricultural wastes incorporated in cement-based materials have been under intense scrutiny by the scientific community [
1,
13,
14,
15]. Often, these investigations revealed that eco-concretes present improved performance including durability [
15,
16,
17]. However, among the vast number of surrogates investigated, only fly ash (FA) [
10,
18,
19], ground-granulated blast-furnace slag [
9,
10,
20], and silica fume [
9,
10] have already been consolidated in large-scale industrial application.
The uncertainty about the future availability of these surrogates, as well as the above-mentioned environmental, social, technological and economic reasons, encourage further knowledge transfer to industry, for which an industrial–academic collaboration is paramount. This framework permits that identified cement surrogates, besides complying with concrete standards and performance targets, also meet market demands, ensuring acceptance by end-users (designers, engineers, constructors and authorities).
The primary purpose of this study was to assess the technological feasibility of incorporating an equilibrium catalyst (ECat) waste, generated in Portuguese oil refinery, in the composition of a widely produced ready-mixed concrete, by Betão Liz company (Carnaxide, Portugal). The industrial concrete, used as a reference, is made with a binary binder of cement and FA pozzolan. ECat was investigated as partial or total FA substitute.
The ECat is a catalyst used in the fluid cracking catalytic units present in most of the oil refineries to optimize the crude oil refining process obtaining more valuable products, such as high-octane gasoline. When it loses enough catalytic activity, it is withdrawn from the process, thereby becoming a waste that is typically disposed of in landfills. More than 400 oil refineries worldwide use fluid cracking catalytic units [
21] generating around 840 metric kt/year of spent ECat [
22], of which 20% is in Europe [
23]. Portuguese oil refinery industry withdraws 1.7 metric kt/year of ECat [
24].
The ECat catalyst is a white-grey powder containing an aluminosilicate faujasite-type zeolite, an essentially amorphous alumina active matrix, clay and a binder. The crystalline structure of the zeolite is the main compound responsible for the ECat’s very high specific surface (> 100 m
2/g) [
25].
Previous research has revealed that spent ECat is a cementitious material as it undergoes the pozzolanic reaction, which is the reaction with calcium hydroxide (Ca(OH)
2) released during cement hydration. This reaction produces additional strength-providing reaction products, i.e., calcium aluminosilicate hydrates (C-A/S-H). Th pozzolanic reactivity has been demonstrated monitoring the extension of the direct reaction of the ECat with Ca(OH)
2 using titration methods, such as the Frattini test [
26] and modified Chapelle test [
27]. ECat’s ability to undergo the pozzolanic reaction when it is incorporated in a cement-based matrix was also verified directly using thermo-gravimetric analysis (TGA) [
28,
29,
30], X-ray diffraction [
31] and Fourier transform infrared spectroscopy [
32]. In addition, ECat pozzolanicity was verified indirectly using the strength activity index, i.e., the ratio between the compressive strength of a test sample with ECat incorporation in the binder by the compressive strength of a test sample without ECat [
33,
34].
The literature review also showed that when ECat partially replaced cement by up to 15–20% (by mass), it enhances both early and long-term strength of cement-based materials [
34,
35,
36]. Moreover, it has also been shown that up to 10–15% of cement replacement by ECat has no adverse effect on the cement-based materials durability [
35,
37,
38]. From a technological viewpoint, the ECat’s main disadvantage as a pozzolanic material is the workability reduction that it promotes on the fresh state of cement-based materials, as its content in the binder increases due to its high surface area with water affinity [
34,
36,
39].
The synergetic advantages of using ternary binders with ECat and FA has also been reported [
29,
40,
41] revealing that FA counteracts the loss of workability in the fresh-state promoted by ECat; on the other hand, the ternary binder with ECat accelerates early hydration, as compared to the binary cement-FA binder, and it also improves the chloride ingress resistance.
Despite stated research results corroborating the advantages of ECat as cementitious material, as well as the significant amount of this waste availability worldwide, to the best of the authors’ knowledge, this waste is not yet being used by the construction materials industry.
As such, an industrially-oriented investigation has been carried out. The ready-mixed concrete produced in plants of the Betão Liz company, made with a binary binder containing 33% (by mass) of FA pozzolan, was used as reference. Two innovative concretes studied were made with binary binders of 16.7%, and 33% of ECat and one was made with a ternary blended binder of 16.7% of FA and 16.7% of ECat. Mechanical properties and concrete quality were evaluated through compressive strength and ultrasonic pulse velocity testing. Durability of concretes was estimated based on transport properties (capillary water absorption, chloride migration coefficient, and electrical resistivity).
2. Experimental Program Materials and Methods
2.1. Materials
The binding materials used were: commercial limestone Portland cement type CEM II/A-L 42.5R, according to European standard EN 197-1 produced by CIMPOR company (Alhandra, Portugal); fly ash (FA) from a thermoelectrical plant of the EDP company at Sines, Portugal; spent equilibrium catalyst (ECat) generated at the fluid cracking catalytic unit of the Portuguese oil-refinery company PETROGAL S.A. at Sines, Portugal.
CEM II/A-L containing up to 20% limestone reduces cement manufacture energy requirements and carbon emissions by as much as 10% compared to plain Portland cement while producing eco-concretes with comparable performance [
5,
42]. Thus, the use of composite Portland cements, such as CEM II, represent one component of the cement industry’s environmental footprint reduction strategy [
7]. As such, sub-type CEM II/A cement is currently the most consumed in Europe [
43].
Table 1 lists the bulk chemical compositions, physical properties and pozzolanicity of the binding materials, as well as the chemical requirements of FA for use in concrete defined by EN 450-1 standard. Chemical composition was obtained by X-ray fluorescence spectrometry, and loss on ignition was evaluated following European standard EN 196-2.
Considering the cement chemical composition, its constituents’ content was determined as follows: mass percentage of gypsum = 1.6 × mass percentage of SO3 = 4.35% and mass percentage of filler = 2 × loss on ignition (500–950 °C) = 12.50%. Thus, the mass percentage of clinker is 83.15%.
Results show that ECat meets the normative chemical requirements of FA for use as an addition in concrete. The quality of the ECat regarding loss on ignition is higher than that of FA, as ECat complies with category A, and FA with category B.
Density was determined by helium pycnometry. Specific surface area was determined by nitrogen adsorption-desorption isotherm at 77 K.
Particle size distribution was obtained by laser diffraction.
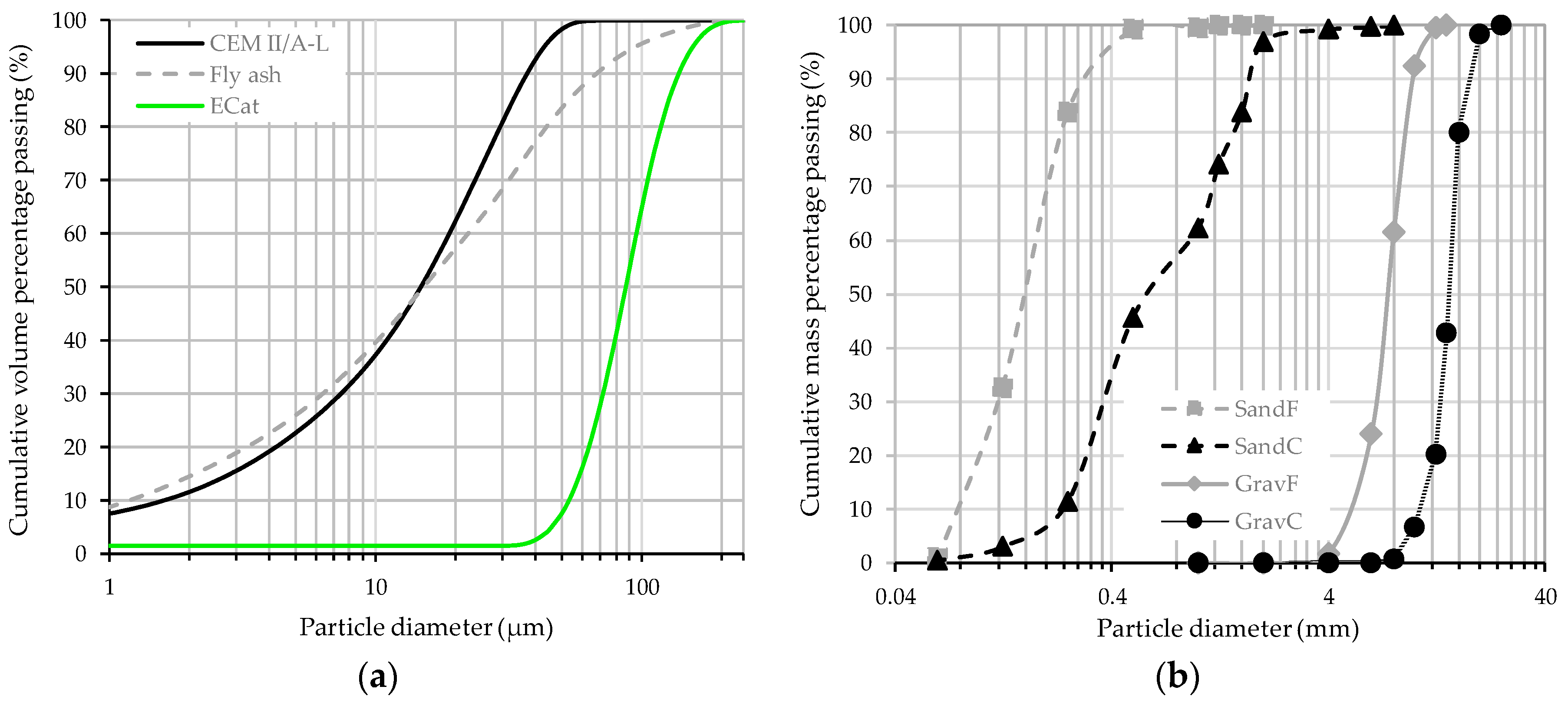
Figure 1a shows the cumulative particle size distributions of binding materials. The fineness of FA particles is similar to those of CEM II particles both regarding the median (d
50) and particle size distribution (although the mean of FA particles is higher than that of CEM II); whereas ECat particles are significantly coarser and have a narrower particle size distribution than those of CEM II and FA. Thus, besides the pozzolanic effect, FA particles may promote a filler effect associated with their ability to deposit in the intergranular voids between cement particles, which should contribute to a denser cement mortar matrix. The filler effect due to ECat is not expected to be significant [
44].
FA and ECat pozzolanicity was evaluated, both directly using the modified Chapelle test (described in French standard NF P 18-513), and indirectly using the activity index (AI) according to European standard EN 450-1. AI is the ratio (in percent) between the compressive strength of a mortar sample, prepared with 75% (by mass) cement CEM I 42.5R and 25% pozzolan (FA or ECat) by the compressive strength of a mortar sample prepared with 100% cement, at the same curing age.
The results show that both FA and ECat are pozzolanic materials, since they react with Ca(OH)
2. Direct determination of Ca(OH)
2 by Chapelle’s test show that ECat presents a high pozzolanic reactivity since it consumes 1540 mg/g (
Table 1) while, typically, pozzolans consumes lower than 1000 mg of lime per g of tested material [
45]. This result is in accordance with the ECat’s very high specific surface area of 150070 m
2/kg (
Table 1). From this test result, FA also presents a significant pozzolanic reactivity—consuming 991 mg
lime/g (
Table 1)—although lower than that of ECat. According to the EN 450-1 standard, a material is pozzolanic if, at 28 days of curing age, AI ≥ 75%. Since AI values of FA and ECat are higher than 83%, this test method confirmed both additions of pozzolanicity. However, since the AI values are similar for both additions, the indirect test method to evaluate the pozzolan activity by computing AI do not reflect the higher ECat pozzolanicity shown in the Chappelle’s test result. This result, i.e., the similarity between the AI values for both additions, might be attributed to a lack of Ca(OH)
2 available in the hydrated cement matrix, due to the significant cement replacement level with the pozzolanic materials (25%, by mass) in the blended binder mortar prepared to determine pozzolans’ AI. This argument is reinforced by the fact that, in a previous study [
34], in which pozzolanicity of ECat, at 28 days, was evaluated by preparing the blended cement mortar with a lower cement replacement level with ECat of 20% (by mass) (as prescribed by the American standard ASTM C311), the AI value obtained was 95%. Thus, it seems that the mortar with higher cement content that forms more cement hydration products, such as Ca(OH)
2, increases the extension of the ECat’s pozzolanic reaction.
Four different aggregates (according to European standard EN 12620) were used: two different natural siliceous sands, one coarser designated SandC, (density 2.63, fineness modulus of 5.23, water absorption of 0.77%) and one finer designated SandF (density 2.63, fineness modulus of 2.84, water absorption of 0.48%) as well as two crushed limestone gravels, one coarser designated GravC (density 2.69, fineness modulus of 8.51, shape index of 19.30, water absorption of 1.1%) and one finer designated GravF (density 2.72, fineness modulus of 5.21, shape index of 19.50, water absorption of 1.0%).
Figure 1b shows the cumulative particle size distributions of aggregates determined following the EN 933-2 standard.
Two concrete admixtures were used: the third-generation high-range water reducer superplasticizer (Sp) BASF MasterEase 3530 and the plasticizer (P) MasterPozzolith 7002, both complying with European standard EN 934-2. The Sp consists of modified polycarboxylates and P consists of lignosulfonate and both are supplied in liquid form with a density of 1.07 and 1.11, respectively. Tap water was used, in accordance with European standard EN 1008.
The materials used in this study, except for the ECat, are the same of those used in the industrial ready-mixed concrete production at Betão Liz.
2.2. Concrete Mixture Design and Samples Preparation
Four concrete mixtures with binary and ternary blended binders comprising CEM II, FA and ECat, were investigated. The reference concrete has a binary blended binder containing 66.7% (by mass) of CEM II and 33.3% (by mass) of FA. This reference concrete mixture reproduces the formulation of a concrete, widely used in ready-mixed concrete plants of Betão Liz company, that complies with C25/30 XC2(P) Cl 0.2 Dmax22 S4 class of concrete in accordance with the EN 206-1 standard. Since the investigation intended to be industrial application-oriented, the innovative concretes mixtures were designed to assess if the same clinker factor reduction can be achieved. As such, the other three concretes tested incorporate ECat in their binders as a partial, or total, surrogate of the FA present in the reference concrete.
The acronyms adopted in this study for the concrete mixtures identification refer the percentage (by mass) of each addition present in the binder as follows: 33FA is the reference industrial concrete mixture, 16FA16ECat is the concrete which binder’s phase contains 16.7% of FA and 16.7% of ECat and, 16ECat and 33ECat are, respectively, the concretes which binder’s phases contain 16.7% and 33.3% of ECat.
Table 2 presents the mixture proportions of concretes.
The simultaneous use of cement type CEM II and a high content of additions in the concrete composition is aligned with the action plan developed by the ready-mixed concrete sector strategy to improve resource efficiency and reduce concrete embodied carbon, and thus, increasing its sustainability [
46].
The small adjustments in the aggregates composition of the concretes with ECat incorporation (
Table 2) were established based on preliminary mixture preparation, to ensure similar visual appearance of concretes in the fresh state and, thus, to preserve end-user acceptance. The water content was also experimentally calibrated to keep a constant slump value of 200 ± 10 mm in the range (160–210 mm) of the S4 concrete consistency class. As anticipated based on previous results [
34,
36,
40] the water needed to achieve similar slump values tend to increase with the increase of ECat content due to its very high specific surface (150070 m
2/kg,
Table 1) with water affinity that promotes a significant water absorption of 29.7% (by mass). In fact, the water content increases 27.0% from 148 kg/m
3 in the 33FA reference concrete to 188 kg/m
3 in the 33ECat concrete which corresponds, respectively, to w
added/B ratios of 0.49 and 0.63. However, the determination of the effective water-to-binder mass ratio, w
eff/B, (
Table 2), using Equation (1), reveals that the effective water available for binder hydration was kept mostly the same among the concretes, varying in a much narrower range within 0.49 and 0.53. Thus, the excess water added in concretes with ECat incorporation is absorbed by its particles, not remaining as free water.
where w
added is the added water, and ECat and B are the ECat and binder content in concrete expressed in kg/m
3, respectively.
Concrete mixtures were prepared using a vertical axis mixer following the procedure presented in
Table 3. Just after mixing, the following properties of fresh concretes were evaluated (following the standard test methods mentioned between parentheses): consistency by slump test (EN 12350-2), and bulk density (EN 12350-6).
For each concrete mixture, various samples were prepared for posterior testing in the hardened state. As such, molds were filled and compacted following the EN 12390-2 standard. Depending on the property to be evaluated, different molds’ shape and size were adopted (
Section 2.3) namely, cubic molds with 150 mm side for compressive strength and ultrasonic testing, and cylindrical molds (∅100 mm × 200 mm) for chloride migration, electrical resistivity and water capillary absorption testing. The samples were unmolded after 24 h and stored in a chamber at 20 ± 2 °C and humidity greater than 95% until testing date. Three samples were tested for each test property and curing age.
2.3. Experimental Design and Test Methods on Hardened Concrete
2.3.1. Experimental Design
The use of complex concrete mixtures, namely incorporating recycled products, endorse a performance-based mixture design approach concerning the mechanical properties and the durability.
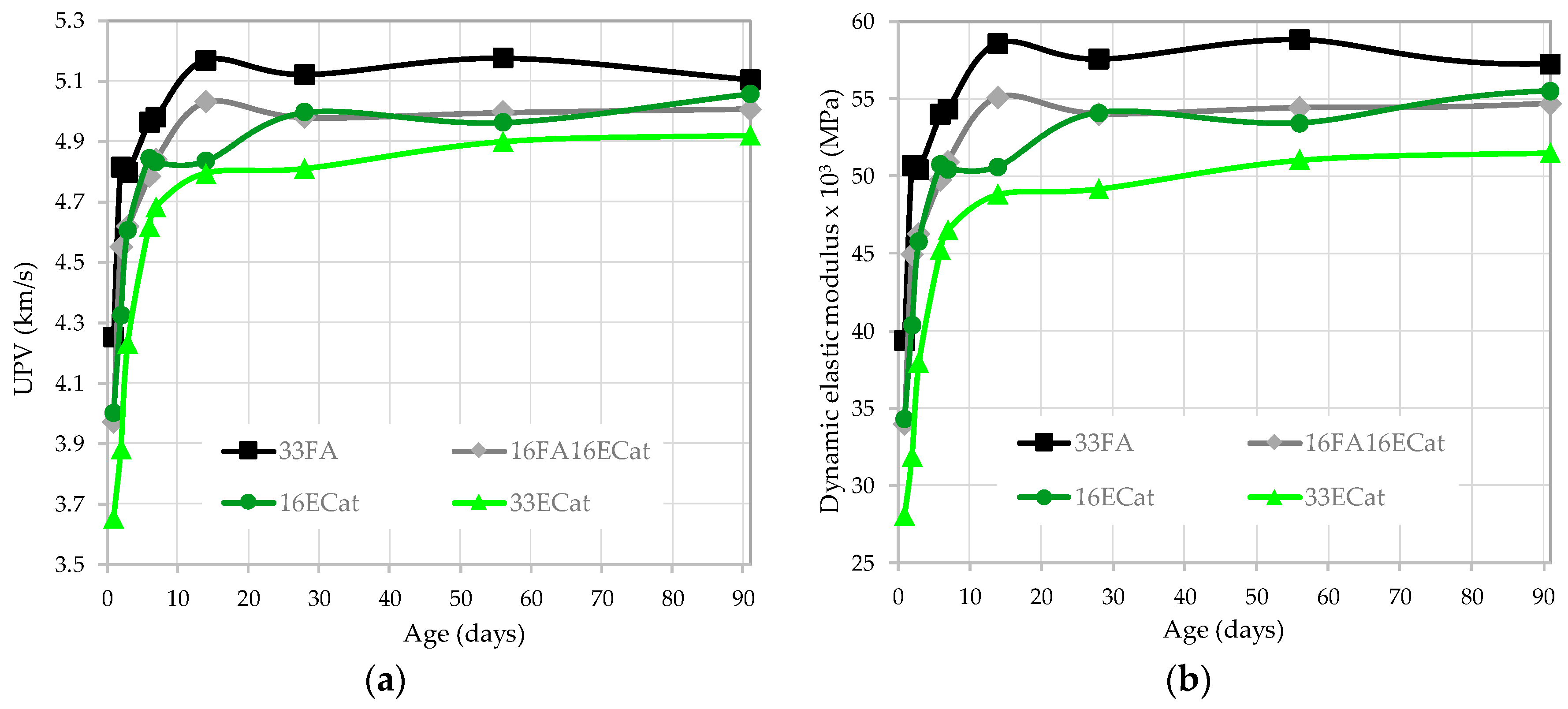
Mechanical properties evaluated were the compressive strength and the dynamic modulus of elasticity (Ed). This property was determined from ultrasonic pulse velocity (UPV) measurements because this method has proved to be useful, reliable and non-destructive both for computing Ed and to estimate concrete quality.
Concrete durability is largely related to the ingress of deleterious external agents that could lead to deterioration of concrete performance over time. As such, the durability depends on the microstructure of the material (pore size distribution, connectivity and tortuosity of pore system as well as chemistry) that determines the mechanisms of substances penetration in concrete. Typically, a single parameter is not sufficient to characterize the ‘potential’ durability of concrete, namely regarding corrosion, due to the physicochemical complexity of processes that take place as well as due to the different driving forces involved in the transport of substances such as, concentration gradient and total pressure gradient.
The key transport properties assessed were: (i) capillary water absorption that governs the liquid moisture movement by surface tension effects. This is one of the most important features of a building material because is considered the fasted transport mechanism and may occur in a dry or semi-dry state; (ii) chloride ions migration since chloride ions can trigger reinforcement corrosion which is a major issue for the durability of concrete structures; and (iii) electrical resistivity that indicates the ability to transport the electrical charges through the material. This property besides depending on pore structure is also influenced by the composition of the pore solution. Since corrosion is an electrochemical process, resistivity also correlates with reinforcement corrosion potential.
The ‘potential’ durability of a given concrete mixture is specified from its classification based on transport properties values experimentally obtained. The durability classes were defined based on threshold values of the transport properties referred to as durability indicators (see
Section 3.2.4 and
Section 3.2.5).
2.3.2. Test Methods
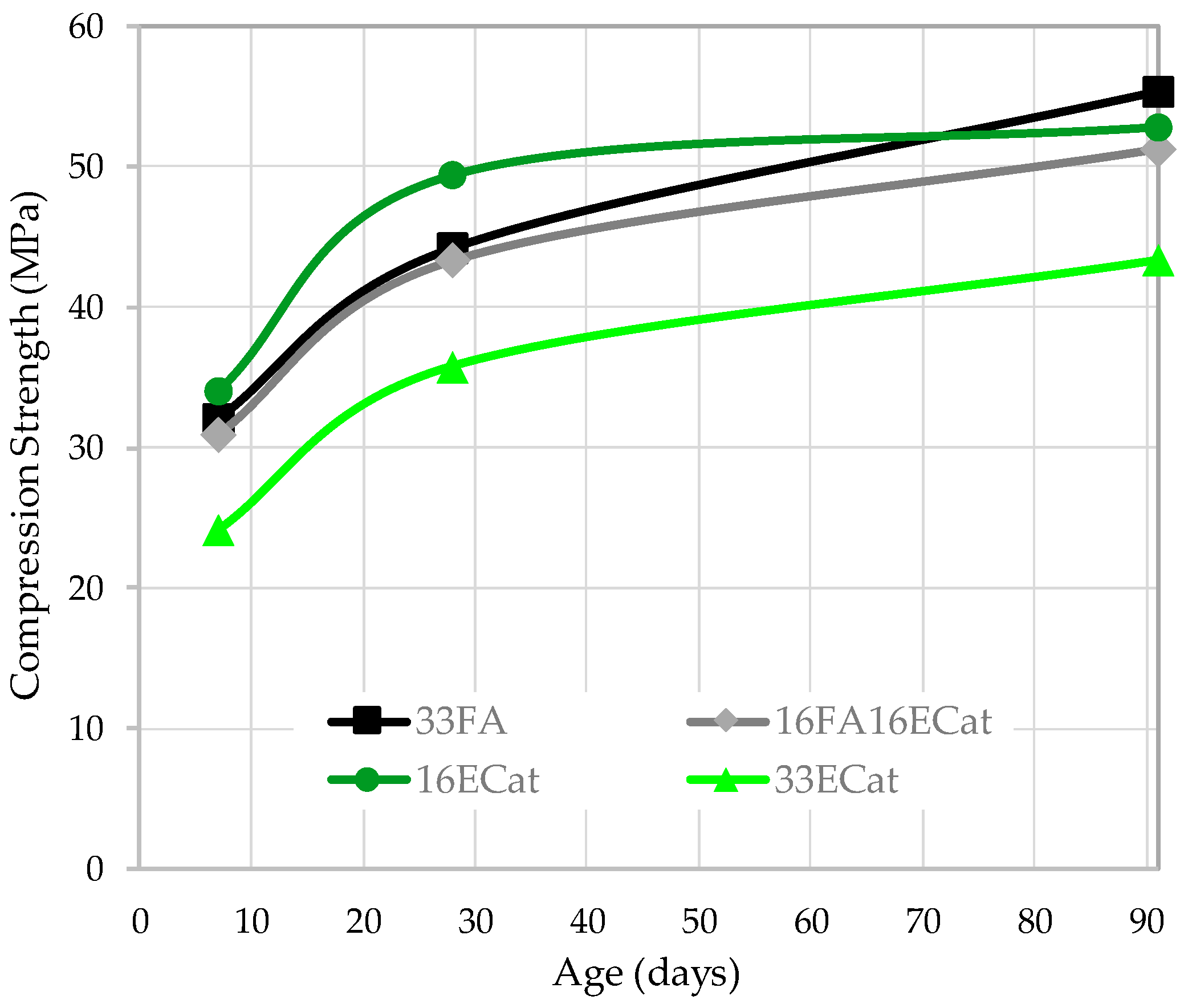
The compressive strength test was performed at 7, 28 and 91 days following the procedure described in European standard EN 12390-3.
Ultrasonic pulse velocity (UPV) was evaluated at 1, 2, 3, 6, 7, 14, 28, 56 and 91 days. UPV was measured by direct transmission method (following the procedure described in EN 12504-4 standard) using a PROCEQ Tico test equipment with two 54 kHz transducers. UPV values were computed using Equation (2).
where,
L is the ultrasonic pulse path length through the sample i.e., the distance between the two transducers and
t is the pulse transit time provided by the test equipment.
The dynamic modulus of elasticity (
Ed) of concretes was determined from the UPV values using the Equation (3) [
47].
where
. is the dynamic modulus of elasticity (MPa); UPV is the ultrasonic pulse velocity (km/s) obtained by Equation (2);
is the density of hardened concrete (kg/m
3) computed by dividing the sample mass (experimentally assessed before the UPV test) to its volume (0.15
3 m
3); and
is the dynamic Poisson’s ratio, assumed 0.2 in this study since it is a typical value for normal concretes [
48].
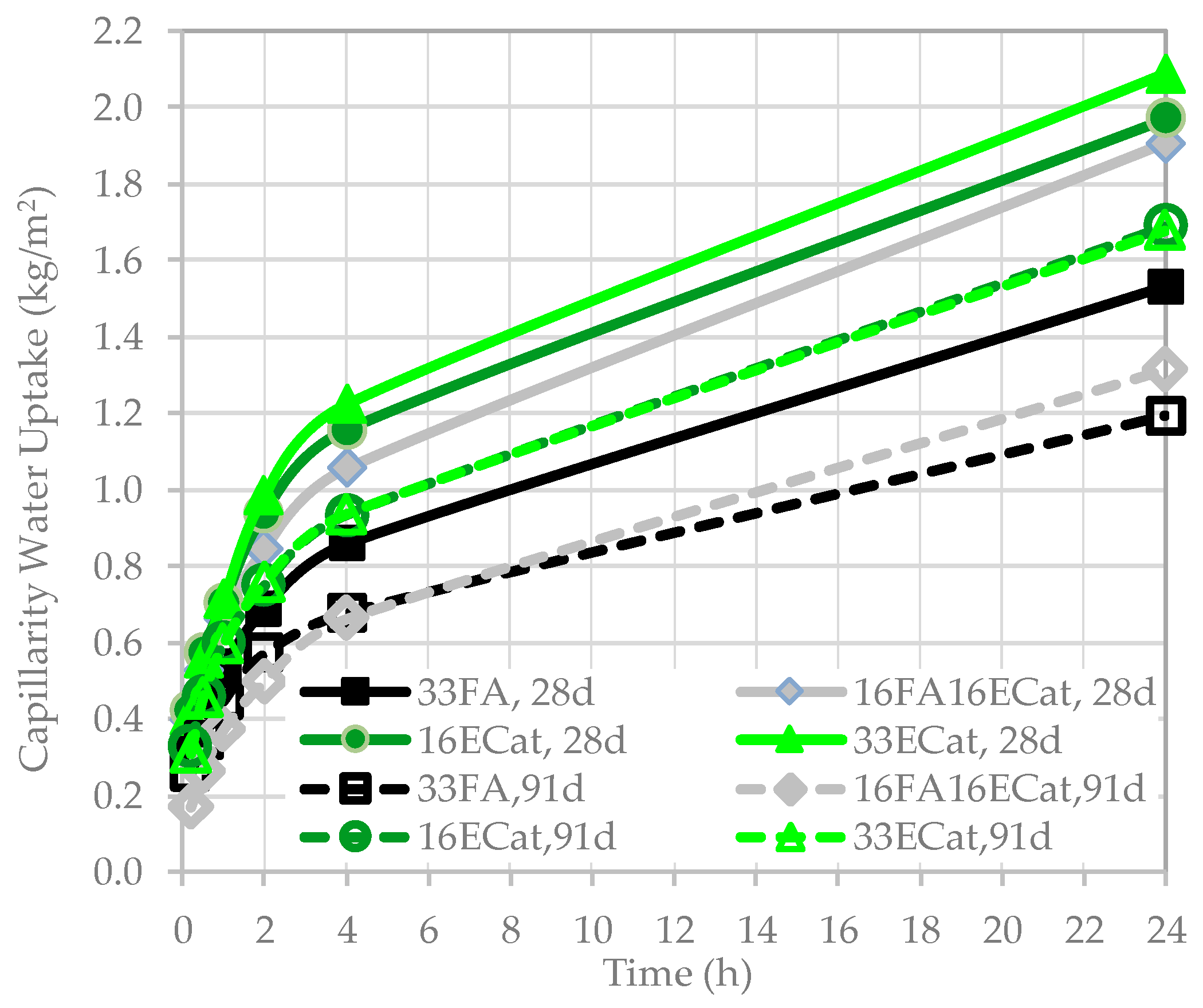
The resistance to capillary water absorption of concretes, at 28 and 91 days, was evaluated following the testing procedure described in the EN 13057 standard. In brief, the procedure consisted in preparing, for each concrete mixture, three replicates samples (∅100 × 100 mm) sliced from the cylindrical samples molded. After that, the measurements of water capillary absorption were carried out immersing 2 mm of the cut face of each dried sample into water. The mass of each sample was monitored after 12 min, 30 min, 1 h, 2 h, 4 h and 24 h from its first contact with water. The water uptake per unit area was calculated, for each time increment, from the mass of water absorbed (kg) divided by the cross-sectional area of the test face exposed to water (m2). The capillary water sorption coefficient, S (kg/m2·h0.5), is obtained empirically from the slope of the plot of the water uptake per unit area (kg/m2) against the square root of time of immersion (h0.5).
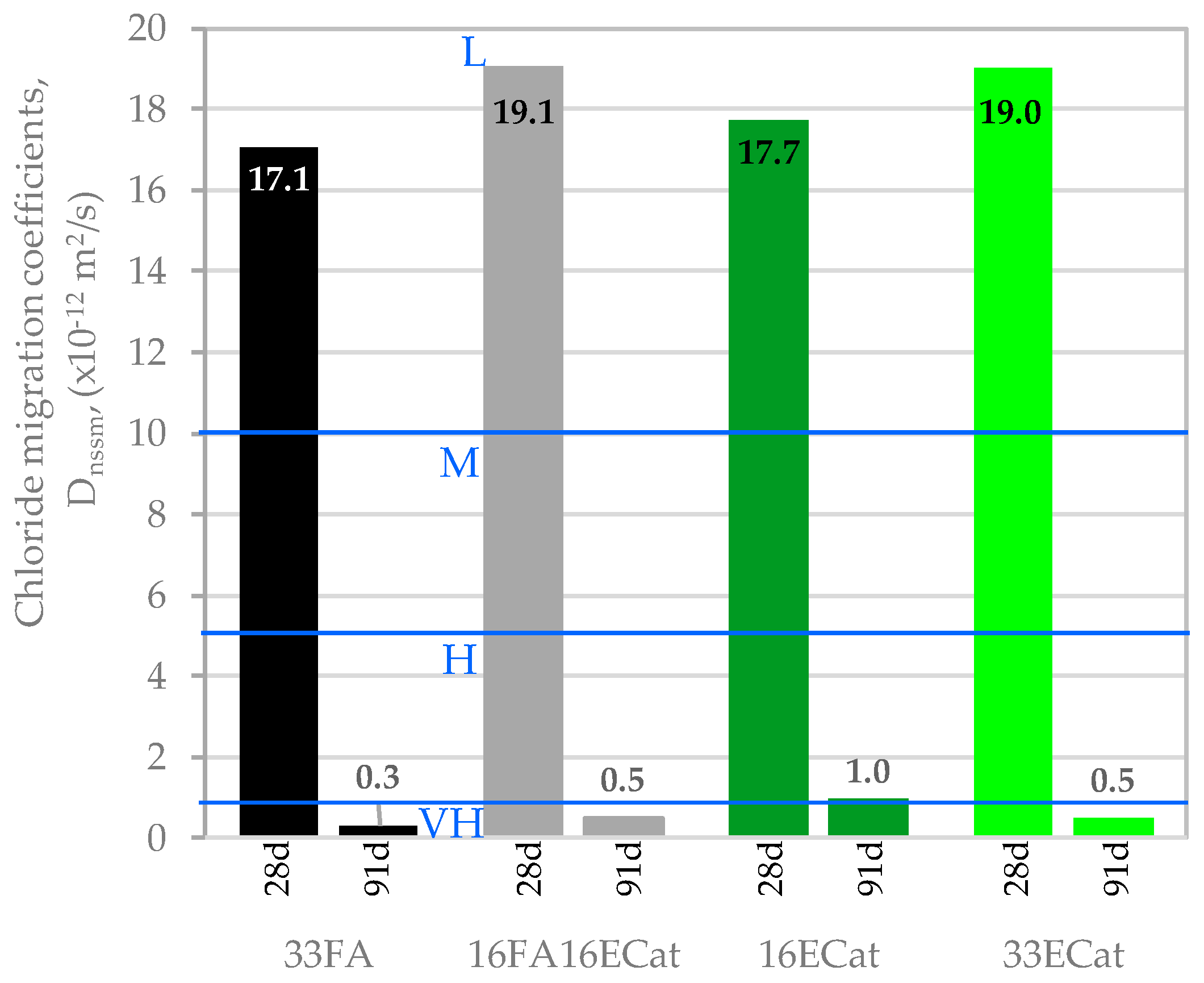
The chloride migration coefficient of concretes at 28 and 91 days was evaluated from non-steady state migration experiments following the testing procedure described in NT BUILD 492 standard. In brief, the procedure consisted in preparing, for each concrete mixture, three replicates samples (∅100 × 50 mm) sliced from the cylindrical samples molded. The samples were vacuum soaked with a Ca(OH)
2 saturated solution and, thereafter, an electrical potential is applied to force chloride ions to migrate (from a 10% NaCl catholyte solution) through the samples. Each sample was subsequently axially split into two pieces, and the freshly broken surfaces were sprayed with 0.1 M silver nitrate solution. The chloride migration depth was established as the depth of visible white silver chloride precipitated. The non-steady state chloride migration coefficients,
Dnssm, were determined using Equation (4).
where
U is the absolute value of the applied voltage (V);
T is the average value of the initial and final temperatures in the 0.3 M NaOH anolyte solution (K);
L is the measured values of specimen thickness (mm);
xd is the average value of the penetration depths (mm); and
t is the test duration (h).
The electrical resistivity (
) of concretes was evaluated at 7, 9, 11, 14, 21, 28, 56 and 91 days using the two electrodes technique. Electrodes were composed of wet sponges in contact with stainless steel plates (∅100 mm and 2 mm thick) placed on the saturated flat faces of the samples prepared for the chloride migration experiments. The electrical current intensity was monitored by applying a force (to ensure a constant and uniform stress distribution over the entire sample face) and 60 V voltage. The electrical resistivity (
) was then computed using Ohm’s Law (Equation (5)).
where
V is the applied voltage (Volts);
I, current intensity (Ampere); and,
A and
L are, respectively, the cross-sectional area (m
2) and length (m) of the test sample through which current passes.
4. Conclusions
This study intended to evaluate the feasibility of producing industrial ready-mixed eco-concretes incorporating ECat, a waste generated in the oil refinery industry. To pursue this objective, a widely industrially produced binary blended concrete with 33% FA, 33FA, was used as reference. ECat partially (16FA16ECat), or entirely (16ECat and 33ECat), surrogated FA in the innovative eco-concretes studied. The main conclusions of this investigation can be summarized as follows:
- ◾
The compressive strength development of 16FA16ECat concrete is similar to that of the reference concrete, 33FA. The 16ECat exhibits a strength gain higher than that of the 33FA up to 28 days whereas the compressive strength of the 33ECat is ca. 20% lower than that of 33FA up to 90 days of age. Anyhow, all concretes meet the target requirements of normative strength class C25/30
- ◾
Concretes with ECat incorporation present both lower UPV and dynamic elastic modulus values than those of 33FA concrete. Moreover, UPV and Ed values exhibit an inverse relationship with ECat content in the binders
- ◾
The classification scale to assess the concretes quality based on the UPV values reveals that all concretes are of ‘excellent’ quality
- ◾
The capillary water absorption, and the sorptivity, of ECat containing concretes are higher than those of the 33FA concrete. However, this increment shall not affect their technological application since, considering the criteria of potential durability of concretes based on S values, all investigated concretes are of ‘very good’ quality
- ◾
The non-steady state chloride migration coefficients, Dnssm, of all concretes markedly decrease from 28 to 91 days of age, and at this age, all have Dnssm ≤ 1 × 10−12 m2/s. As such, regarding the durability indicators established for this property, all concretes investigated, at 91 days, lie in the class interval of ‘very high’ resistance to chloride-induced corrosion
- ◾
Ternary 16FA16ECat concrete presents an electrical resistivity evolution similar to that of 33FA, 16ECat exhibits higher values and 33ECat lower than those of 33FA concrete. Once more these differences shall have no negative impact regarding their industrial application since, at 91 days, the 33ECat and 16FA16ECat concretes lie in the same class of durability (based on ρ values) than the 33FA, which is ‘medium’ and 16ECat belongs to the ‘high’ class.
In summary, ECat can be recycled in the production of ready-mixed concrete products, namely in the manufacture of 16FA16ECat and 16ECat concretes, with similar, or superior, technological performance, including durability when compared with that of current commercialisation. Both of these concretes contain 16.7% of ECat in binder’s phase and, respectively, 33.3% and 16.7% of total waste (ECat and FA) incorporation. Since concretes were prepared with limestone Portland cement type CEM II/A-L, the clinker content is 55.5% to 69.3%, respectively, for 16FA16ECat and 16ECat. Thus, these concretes also present sustainable qualities, including low carbon footprint and resource efficiency. Moreover, the results showed that the manufacture of ready-mixed ECat-incorporating concretes with the same clinker factor reduction (of 33%) of the current industrial production is feasible.
Likewise, ECat incorporation in concretes also provides environmental benefits to oil refinery industry due to landfilling reduction as well as economic advantages by adding value to a waste.
Further investigations will be carried out to optimize the composition of concretes with ECat incorporation that lead to the best performance targeting different engineer properties and, thus, different applications. Taking in consideration the results presented in the current study, it is anticipated that the waste content in the concretes lie within the assessed range i.e., from 16.7% to 33% and that for most applications, the optimized ECat content shall be close to 16.7%.
Turning ECat into a steady supply for concrete manufacture industry fit in seamlessly with the scheme of the circular economy making a relevant contribution for a more dynamic and sustainable society.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}