1. Introduction
Nowadays, the principal nations generate millions of used tyres all over the world. Instead of being sent to landfills, the rubber powder obtained from end-of-life tyres (ELTs) is being used in different applications like rubber modified asphalt materials for road construction and maintenance [
1]. The asphalt industry has been developing pavements containing crumb-rubber modified (CRM) binders over the last 40 years and this is likely to increase as it is an excellent way to make use of waste and to provide the asphalt mixtures with an improved mechanical [
2,
3,
4] compared to conventional mixtures. The service life of asphalt rubber (AR) mixtures is longer when compared to conventional mixtures [
4]. These mixtures offer better performance under heavy traffic loads, and higher resistance to rutting at high temperatures and to thermal cracking at low temperatures [
5,
6]. These facts can be related to the modification of the binder by rubber and comparable with binders modified with Styrene Butadiene Styrene (SBS), as Lo Presti et al. have demonstrated [
6]. Wang et al. have reported that CRM binders are more resistant than SBS modified binders in terms of thermal aging [
7]. Nevertheless, two detailed studies by Behnood and Olek [
8,
9] reported different performance (i.e., reduced stiffness and elastic recovery) of the CRM binders due to the fact that CRM does not produce a polymeric network as in the case of SBS modified binders. In deeds, the measurement of the viscosity of CRM binders requires complex procedures [
10] due to the rubber particles in suspension. Furthermore, the evolution of the properties with the storage time demands special studies [
11].
The characteristics of CRM binders depend on the source of the bitumen [
12]. Regarding the composition of the bitumen, asphaltenes are high molecular weight phenols and heterocyclic compounds. They are the hardest components, giving the bitumen stability, body, and adhesiveness. They are also responsible for some of the rheological properties like their non-Newtonian behaviour. Other components of the bitumen enhance certain properties: resins provide ductility, plasticity, and adhesion while saturates and aromatics are usually related to viscosity [
8,
9,
13,
14,
15].
Due to the complexity of the chemical composition of the bitumen, the asphalt industry usually separates its components in accordance with their molecular weight. These components are Asphaltenes, Saturates, Naphthenic-aromatic, and Aromatic-polar compounds, as early proposed by Corbett et al. [
10,
11,
16]. These fractions are determined by method ASTM D 4124 or the corresponding Spanish method NLT-373 [
17].
The cyclic aromatic hydrocarbons are lightweight compounds with higher capacity to react with the crumb rubber [
18], especially the non-polar naphthenic-aromatic fraction. The rubber-bitumen modification includes the absorption of light components, decomposition of rubber, and the generation of new compounds [
19].
Putman and Amirkhanian [
20] established that the variations of properties during the CRM modification might be related to their particle effect; this is the addition of particulate matter to the binder as well as the interaction of rubber particles and the binder. The diffusion of the light fractions during rubber-bitumen interaction was verified with high-pressure gel permeation chromatography (HP-GPC). In the same line, Cong et al. [
21] have reported that the high proportion of lightweight fractions enhances the performance of CRM binders. Consequently, due to the composition of the bitumen to be modified with CRM, the properties of the CRM binders and the performance of CRM asphalt mixtures could vary.
Additionally, the type and amount of rubber powder can also influence the result [
22]. Some properties of crumb rubber might affect rubber-bitumen interaction. Average particle size and specific surface appear to be predominating factors as well as the grinding method to produce CRM [
23].
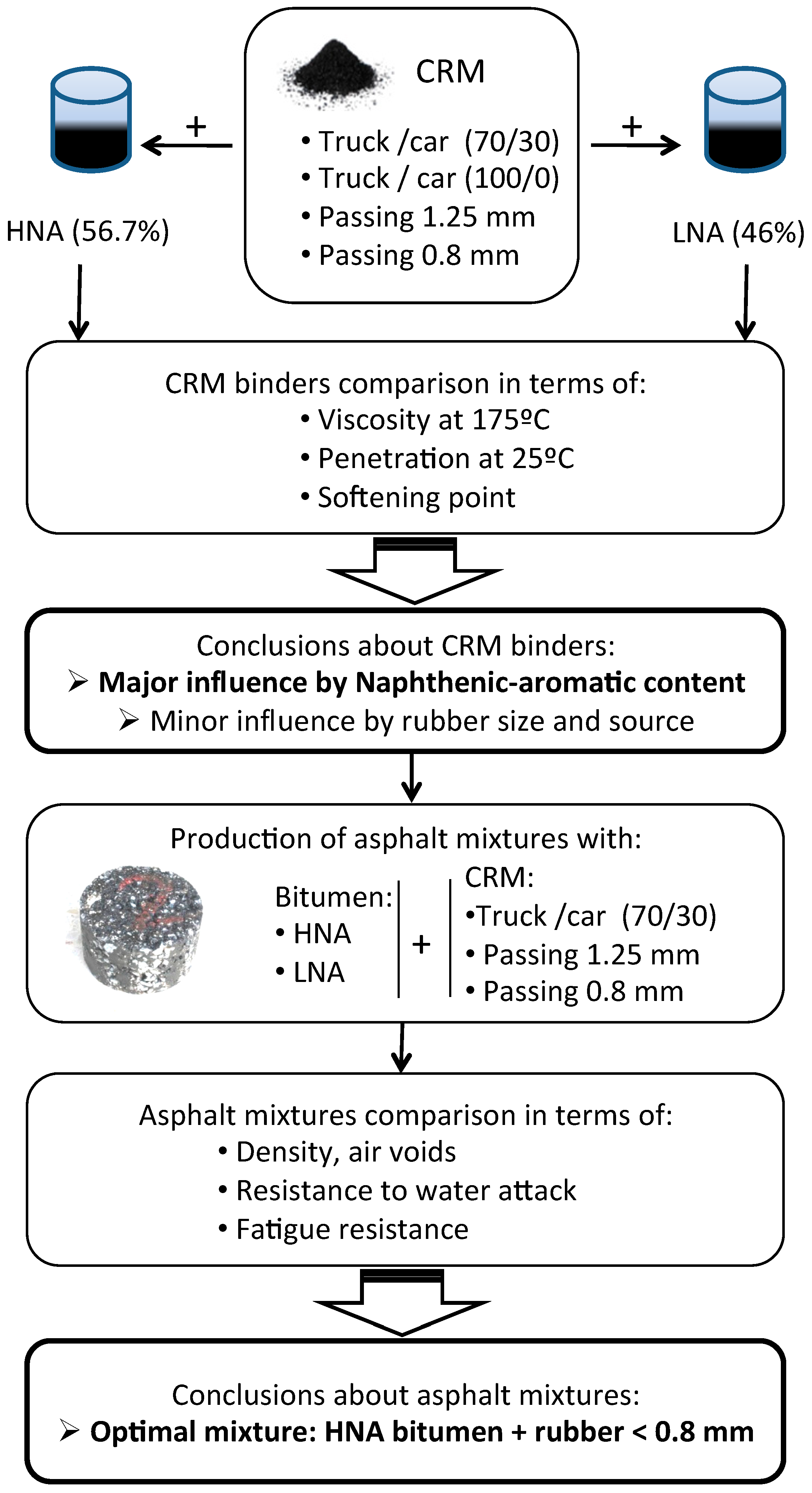
In this study, two base binders with high and low content of non-polar naphthenic aromatic compounds were selected; ambient grinding was chosen instead of cryogenic grinding, as it is the only one available in the Spanish market. This method processes scrap tyres at room temperature and provides irregularly shaped particles with large surface areas that are able to promote the interaction between the rubber and the bitumen [
21,
23]. Regarding the source of rubber, two sources were selected for this study: (1) CRM obtained by grinding 70–30% truck-passenger car tyres and (2) CRM achieved by grinding 100% truck tyres. Also, two maximum particle sizes were taken into account: 0.8 and 1.25 mm.
To determine the influence of all these factors regarding the binder modification, several tests were performed including softening point, penetration, and viscosity. Furthermore, in order to relate the bitumen composition and the characteristics of the rubber powder to the performance of the CRM asphalt mixtures, the volumetric properties, the resistance to water attack, and the fatigue life of the mixtures were studied.
3. Results and Discussion
In the following paragraphs, the laboratory results for the aforementioned tests are shown and discussed.
3.1. Viscosity
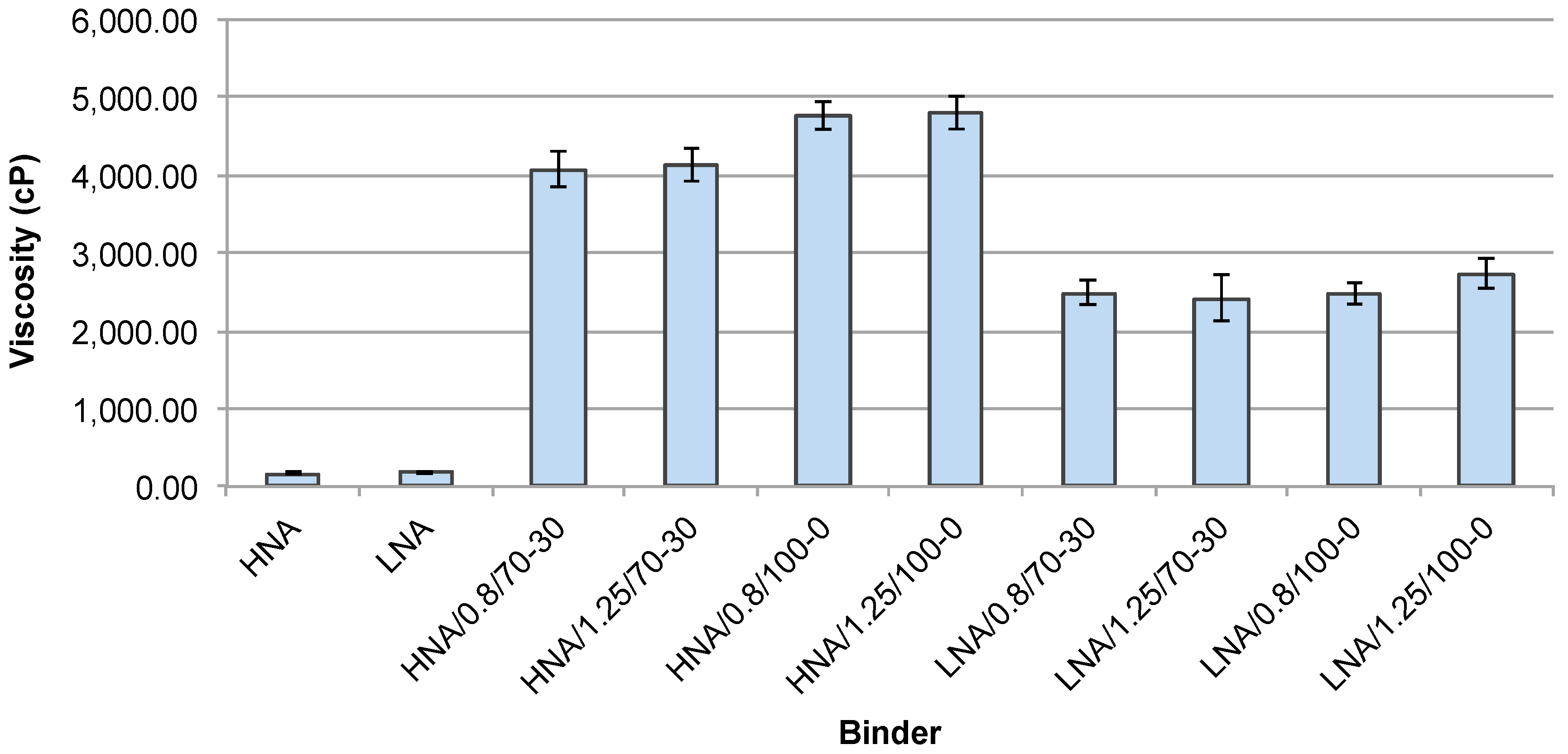
The results of viscosity at 175 °C can be seen in
Table 6 and
Figure 3. The first result focuses on the effect of CRM on viscosity. The rubber dramatically increases the viscosity of the CRM binder regardless of the base binder. As for the influence of the Naphthenic Aromatic content, HNA bitumen yields higher viscosity values; about twice those of the LNA modified binders. Nevertheless, the type of CRM (composition and particle size) appears to have little or no influence on the viscosity of the modified binders, as displayed on
Figure 3. The enhancement of the CRM binders with HNA base binder is in line with the findings of Cong et al. [
21]. Nevertheless, the general lack of influence of the rubber particle size is not in accordance with the work of Shen et al. [
23], and should be revised in further investigations.
To confirm these comments, an analysis of variance (ANOVA) was elaborated for two factors with two replicates/group. This statistical technique allows us to analyze the influence of two factors on the variable response (i.e., viscosity). In this study case, as there are three variables (binder source, CRM source and CRM size) it is necessary to establish the value of one of them before analyzing the influence of the other variables. For instance, by establishing the binder source as HNA, the influence of CRM size and CRM source can be analyzed. Accordingly, the interpretation of the ANOVA results should be (carried out or calculated) for every value of the established variable.
According to the ANOVA results for the viscosity values (
Table 7), the CRM source is a significant variable for the HNA binder and more reactive than the LNA binder. For both, the 70-30 and the 100-0 rubber powders, the use of HNA or LNA results in statistically different viscosity. This means that the use of the HNA binder really yielded CRM binders with higher viscosity. These conclusions are in accordance with Thodesen et al. [
12] that found that the factors with major influence on viscosity were: base bitumen, rubber content, and source of CRM.
3.2. Penetration
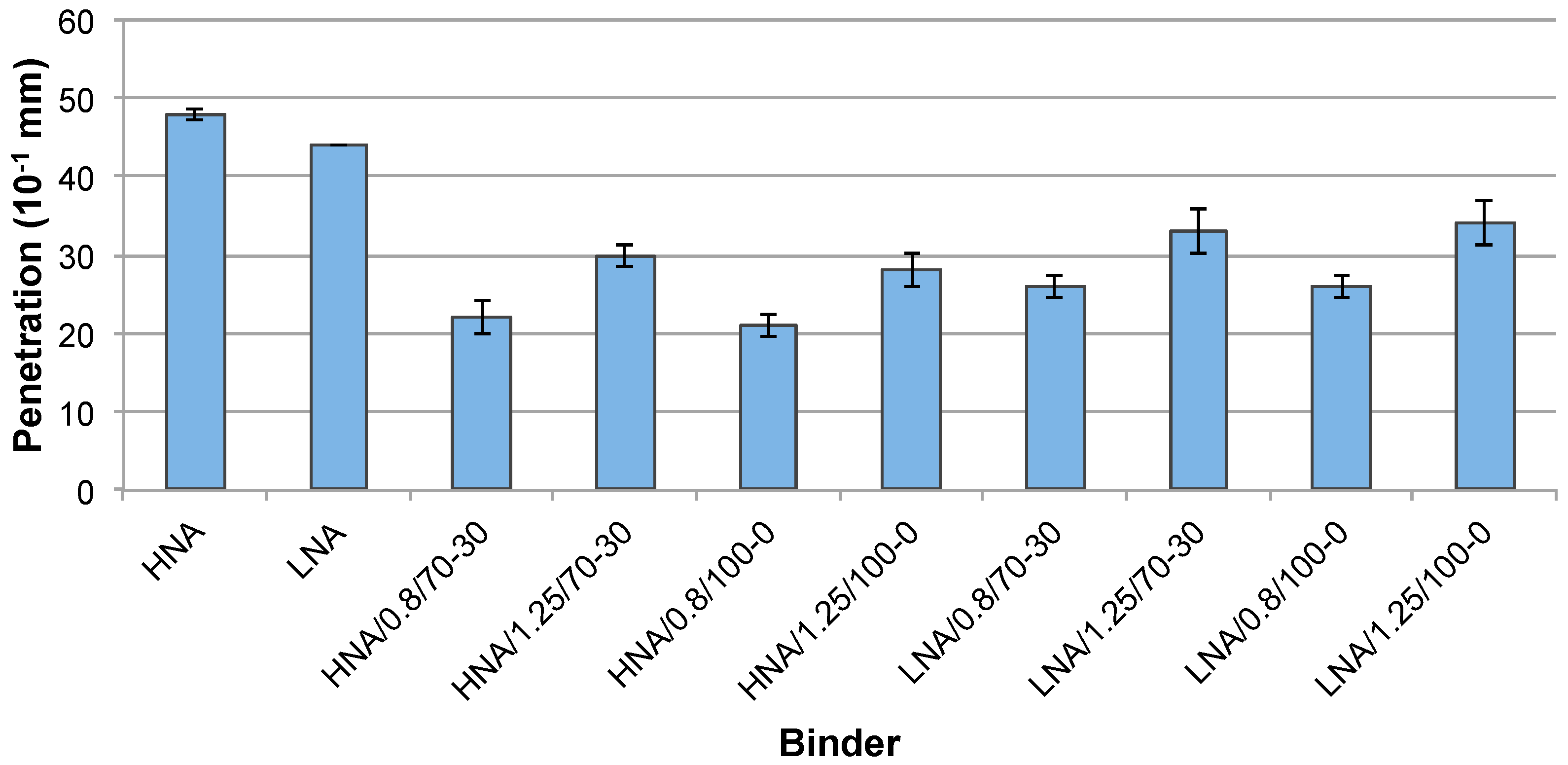
The penetration test results can be seen in
Table 8 and
Figure 4. CRM binders show a lower penetration when compared with the original HNA and LNA binders. The interaction of the light fractions with the rubber particles appears to result in harder binders. Additionally, the 0.8 mm maximum size apparently results in lower penetration values.
According to the ANOVA for the penetration results (
Table 9), it appears that the CRM source affects the penetration results. Additionally, for both sources of rubber (70-30 and 100-0) the CRM size influence has statistical significance, with F values above the 7.7086 critical value. The 1.25 mm maximum size rubber CRM binders yielded CRM binders with higher values of penetration. Nevertheless, these CRM binders are not stable during storage; they decant so that in the upper part of the penetration sample where the needle penetrates and therefore only the smallest particles of rubber remain. The coarse particles settled, especially in the case of the 1.25 mm maximum particle size. The upper portion of the sample does not represent the entire sample because it contains only a portion of fine rubber particles. For this reason, every conclusion based on the penetration values may not be reliable. It is necessary to emphasize that the settling problem does not affect the viscosity test because it is an in-motion test, neither the softening point because of the reduced size of the sample that allows faster cooling compared to larger penetration samples and prevents the settling of the rubber particles.
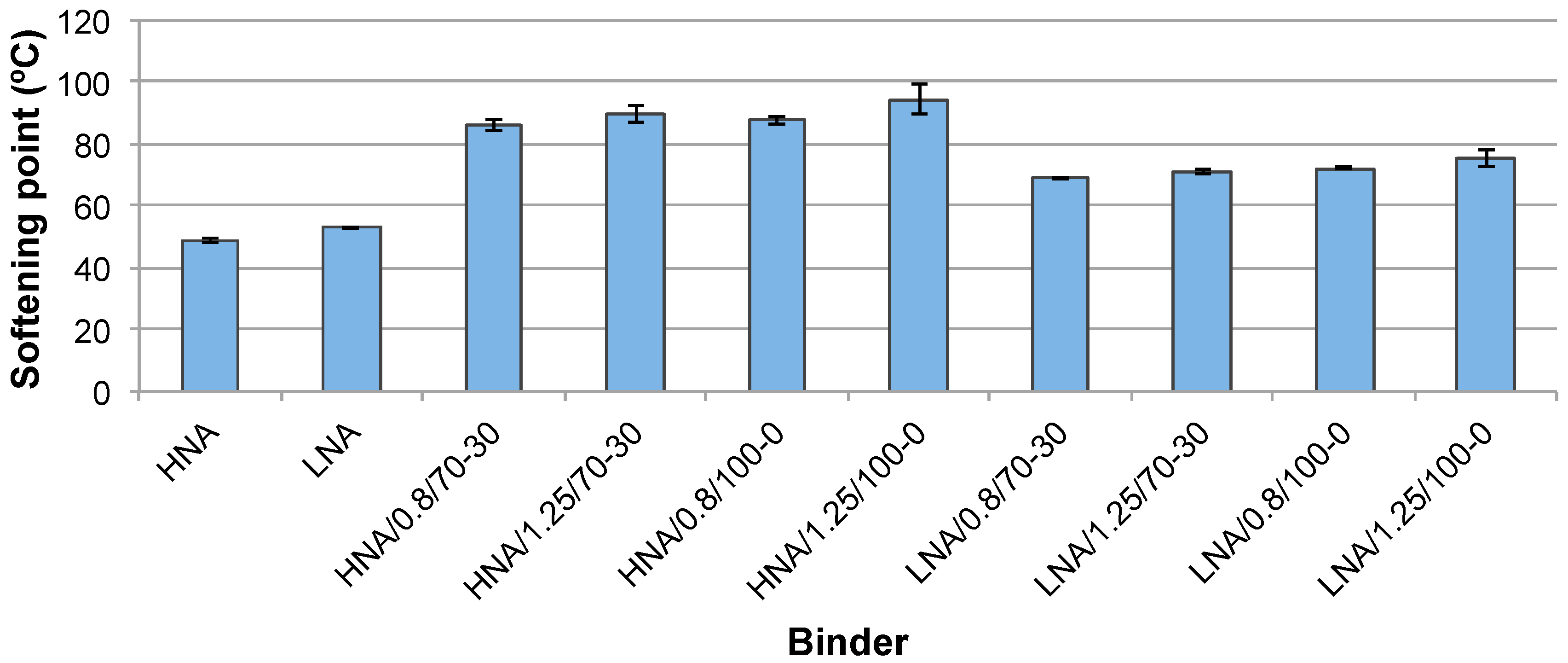
3.3. Softening Point
Table 10 and
Figure 5 show that the addition of CRM increases the softening point of the CRM modified binders. The influence of the presence of rubber can be attributed to the absorption of the light non-polar fractions of the bitumen by the rubber. It is in line with the results of viscosity and penetration displayed above. This result is also in line with the findings of Sienkiewicz et al. [
33].
Figure 5 shows that the softening point values for the HNA modified binders are higher than those for the LNA binders. As for the influence of size and source of the CRM, it appears that there is no noteworthy trend. The softening point values are very similar in all cases. So, the composition of the base bitumen appears to be the main factor influencing the softening point of the CRM binders.
The ANOVA for the softening point values shows (
Table 11) that for both 70-30 and the 100-0 rubber sources, the use of HNA or LNA base bitumen makes differences with statistical significance. The HNA bitumen yielded CRM binders with higher softening point values.
3.4. Volumetric Properties
At the beginning of the work with CRM asphalt mixtures, it was decided to reduce the study ignoring the rubber source variable. The influence of this variable on the properties of the CRM binders was not evident. The only source considered was 70-30 rubber. Nevertheless, the maximum particle size of the rubber powder continued to be studied. In the Spanish market, it is not easy to find crumb rubber suppliers that guarantee the source of rubber (proportion of truck/passenger car tyres ground to produce the CRM). Nevertheless, it is possible to order products with different maximum sizes. For this reason, it was decided to thoroughly study the influence of the maximum particle size on the performances of the CRM asphalt mixtures.
The specimens (100 mm in diameter and 100 mm in height) were mixed at 175 °C, and then compacted at 165 °C by static pressure, 17 tons during 2 min. The results of density, as well as the results for the air void content, can be observed in
Table 12. The maximum density had a value of 2.345 g/cm
3 in all cases.
The main result from
Table 12 is that the density of mixture LNA/1.25/70-30 is the lowest. This is probably due to coarse rubber particles remaining in the CRM binder and making compaction difficult. The coarse particle size of 1.25 mm causes difficulties during compaction. On the other hand, it seems plausible that the CRM asphalt mixtures made with HNA binders (viscosities above 4000 cP at 175 °C) would lead to mixtures with lower densities. However, mixtures made with LNA bitumens, despite having viscosities of about 2500 cP due to lesser reactivity with the rubber, present more rubber particles in suspension that can hinder compaction, counteracting the advantage of lower viscosity. For this reason, CRM asphalt mixtures with LNA binders present lower densities when using 1.25 mm maximum size rubber. This problem was not unexpected. Navarro et al. [
34] recommended a maximum size of 0.35 mm to avoid problems in compaction. It is probable that this particle size is not practical because it is difficult to find in the market and it is expensive, but maximum sizes above 0.8 mm could be problematic.
3.5. Immersion–Compression Test
The results of the immersion–compression test can be observed in
Table 13. As for the strength of the dry conditioned specimens, it may be observed that the highest value is obtained for the HNA-0.8/70-30 mixture. A similar effect is observed in the results of retained strength. On the other hand, the lower reactivity of the LNA-binders and the larger maximum rubber size 1.25 mm and compaction difficulties yielded a mixture with less resistance to the effect of water: the lower level of naphthenic-aromatics, as well as the coarser rubber particles, resulted in a weaker mixture in terms of resistance to water attack.
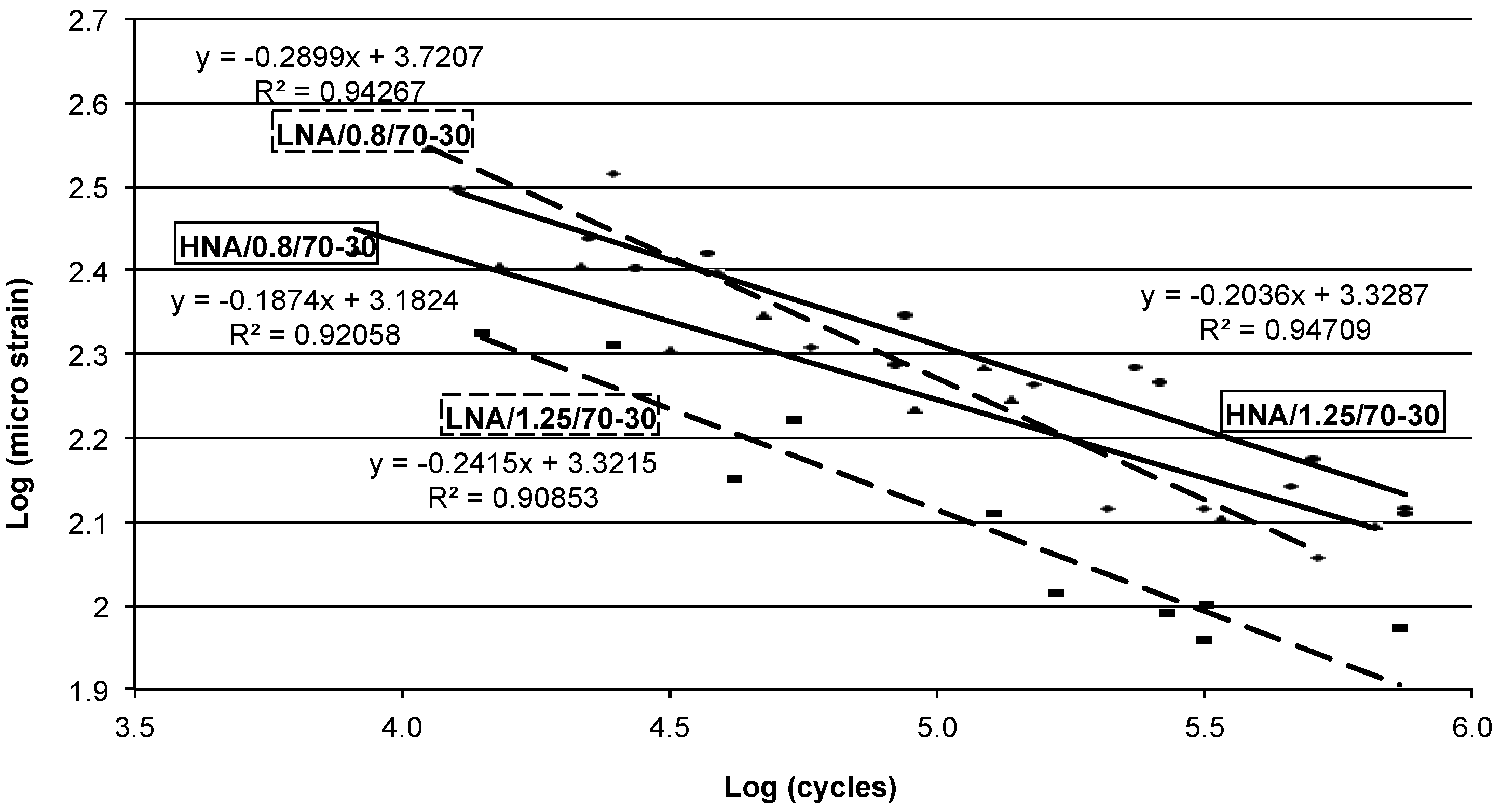
3.6. Fatigue Life
The fatigue laws were obtained in prismatic specimens subjected to a flexural three-point bending test (NLT-350). The results are shown in
Figure 6. The slope of the graphs is lower for the mixtures with HNA binders. This results in a more favorable performance in terms of fatigue life when compared with the mixtures produced with LNA binders. This fact can be attributed to the higher degree of modification of the HNA modified binders, as demonstrated above, in the sections regarding the viscosity and the softening point of the CRM binders.
Furthermore, the HNA/1.25/70-30 asphalt mixture shows better performance (higher fatigue graph) than the HNA/0.8/70-30 asphalt mixture. Although this fact would recommend the use of the 1.25 mm maximum size rubber with HNA base binder, from the point of view of the compactability of the mixture and the resistance to water attack, it may be slightly advantageous to select the 0.8 mm maximum size rubber.
4. Conclusions
From the results obtained in this paper the following conclusions can be drawn:
The HNA base binder with a higher content of non-polar naphthenic-aromatic compounds yielded crumb rubber modified (CRM) binders with higher values for viscosity and softening point than those produced from the LNA base binder with lower content of naphthenic-aromatics
This fact can be related to the higher reactivity of the non-polar naphthenic-aromatic compounds with the rubber particles
No evident trends were obtained regarding the influence of rubber source and maximum size on the properties of the CRM binders, except for the rubber obtained from truck tyres, with a higher content of natural rubber when combined with HNA base binder.
Regarding the influence of rubber size on the CRM asphalt mixture, the only conclusion that can be drawn is that the coarser gradation (1.25 mm versus 0.8 mm maximum size) might cause difficulties during compaction of the CRM asphalt mixture, especially when combined with low reactivity LNA base binder.
In terms of asphalt mixture performance, the CRM asphalt mixture with HNA base binder showed higher resistance to water attack and longer fatigue life
As a final result, it can be stated that among the material studied, the use of base binder with a high content of naphthenic-aromatic compounds and rubber with particle maximum size of 0.8 mm seems to be the optimal option to produce crumb rubber modified binders and asphalt rubber mixtures.
The results obtained in this investigation can be extended to other crumb rubber products and procedures. In this regard, the influence of cryogenically ground crumb rubber could be studied. Since its specific surface area is lower than that of the ambient ground crumb rubber, its reactivity to the binder could be different, as well as compactability of CRM asphalt mixtures. Additionally, as European countries will adopt the performance base specifications for binders in the near future, it would be interesting to replicate this investigation with rheology studies.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}