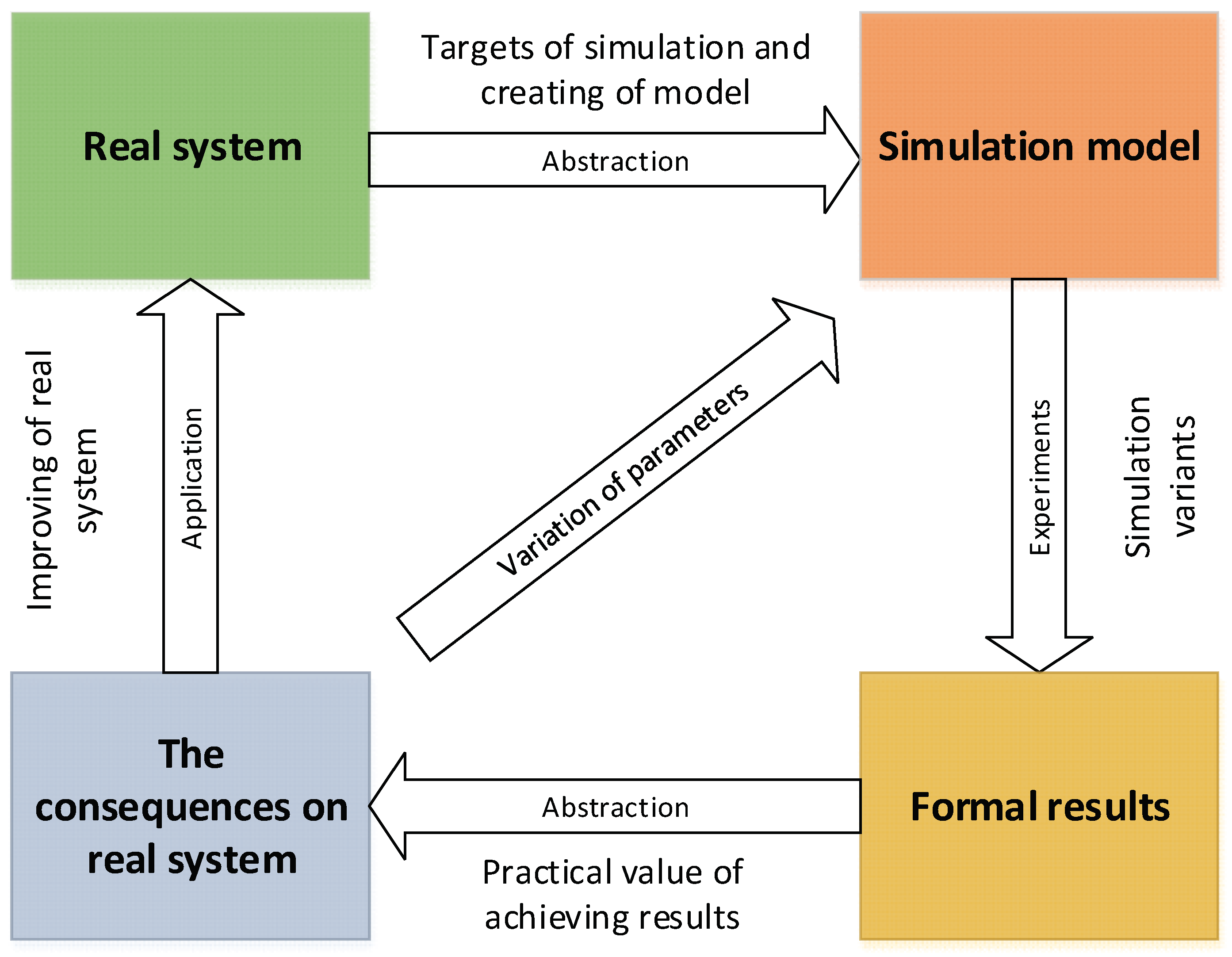
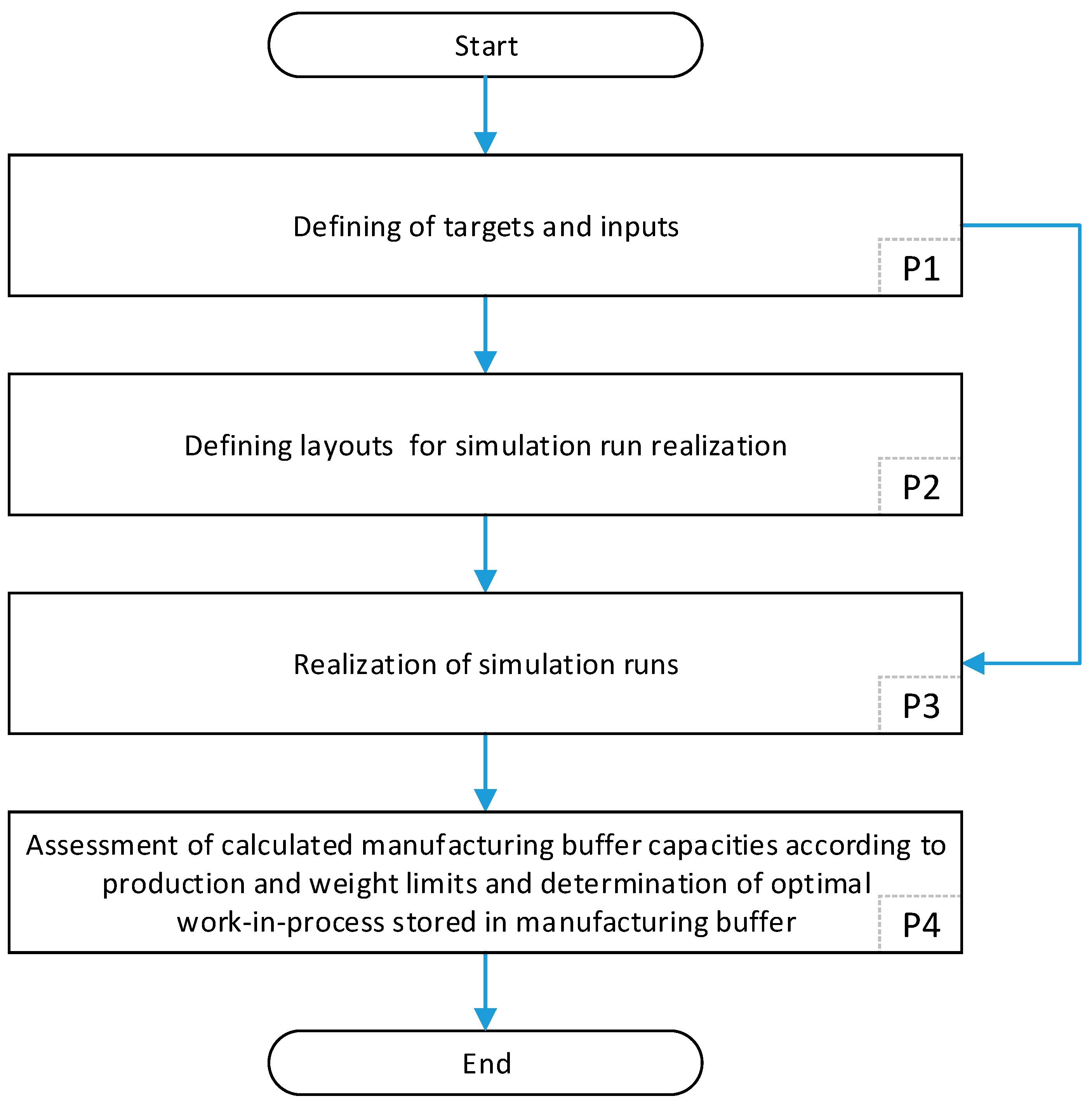
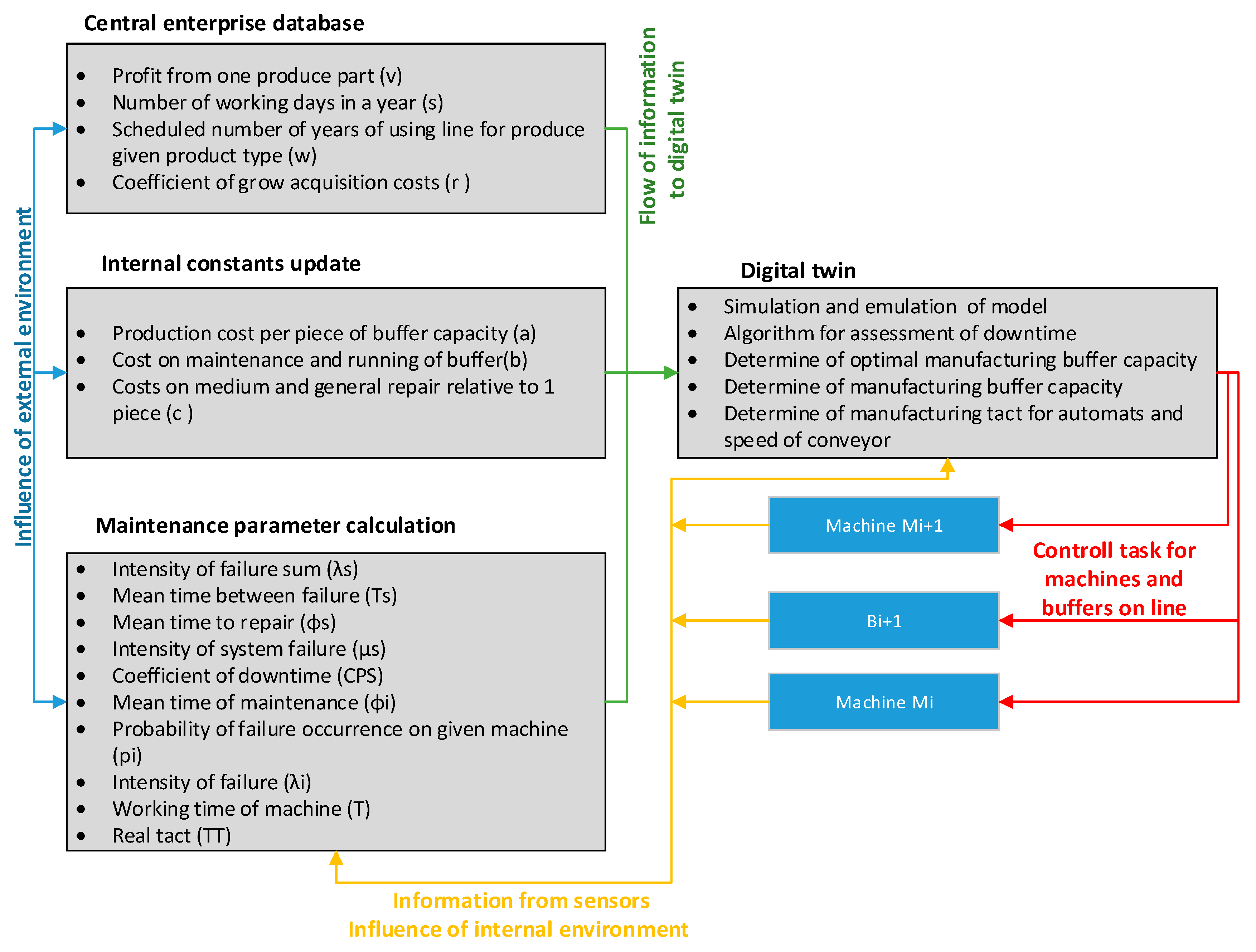
The current situation in the field of interoperation manufacturing buffer is a combination of using conveyers for the functions of manufacturing buffers and common manufacturing buffers. To make manufacturing competitive and sustainable, it is necessary to actively seek to avoid waste in production. Waste in production also includes a high level of buffer inventory. The cost of inventory is mainly manifested by the use of capital that could have been used for another purpose. WIP inventory is, therefore, a cost item, and is required to be as low as possible. To reduce the WIP inventory, it is necessary for the optimum capacity of the manufacturing buffer to be calculated for each group of products before each device is added to the manufacturing line. For the process of determining the optimal capacity of manufacturing buffers, the system described below was created. Mutual interactions and relationships are defined for each block of the algorithm. The phases of this system are shown in
Figure 4. The system is suitable for already operating production systems, and statistics from devices can be obtained.
3.1.1. Definitions of Targets and Inputs
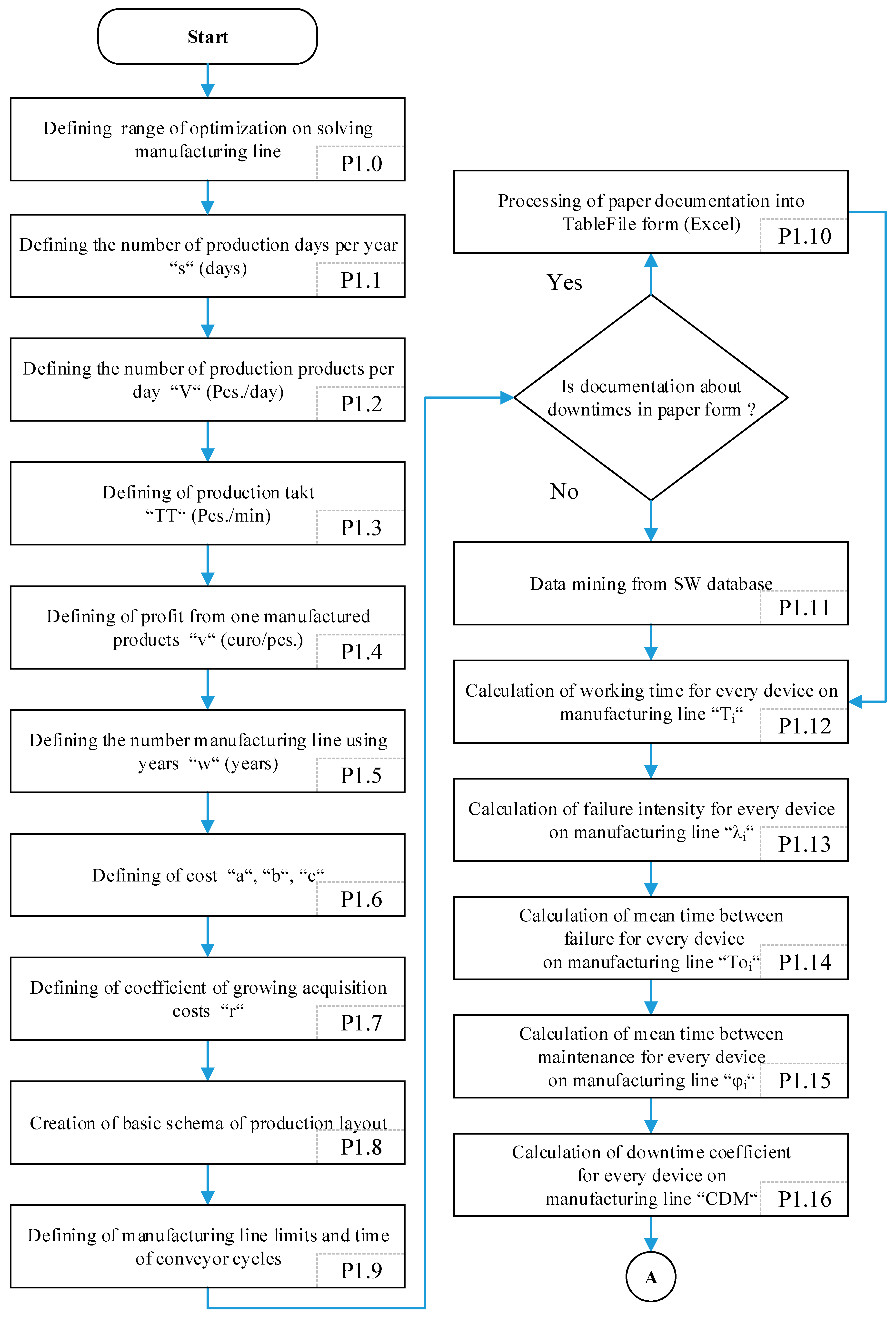
The main goal of the first phase of the definition of targets and inputs is to determine the extent of the solvable manufacturing line parts and the objectives of optimisation. This phase also includes the collection and processing of all necessary data needed to determine the optimum capacity of the manufacturing buffer and, thus, the optimal WIP inventory. The data obtained in the later phase serve as input for the realisation of calculations. The contents of the algorithm for defining targets and inputs are illustrated in
Figure 5. The definition of targets can be understood as the selection of a manufacturing line range with defined limitations causing negative impacts that are exceeded by the benefits. Inputs are understood as data related to devices on the manufacturing line that ensure the validity of the simulation model to represent the real situation.
Block P1.0, at the beginning of the optimisation process, is necessary to define the objectives according to which WIP inventory optimisation of the range of the production line will be carried out.
Block P1.1 represents the determination of the number of production days per year. The parameter includes only the production days when the product for which the calculation of the optimal WIP inventory is intended is being produced. This can be estimated from the number of planned manufactured products pulled from a marketing survey and orders [
21].
Block P1.2 represents the determination of the production volume for the entire shift
(V). It is given in pieces for all shifts per day (the best results can be achieved by considering two shifts [
11]). This is the maximum throughput that the manufacturing line is able to achieve without downtime. It can be determined based on the cycle time of automatic machines.
Block P1.3 represents the identification of the cycle time of the automatic machine (ϑ). It is given in pieces per minute and converted into pieces per hour. It should be the cycle time of an automatic machine that is a bottleneck in the system.
Block P1.4 represents the determination of the profit that comes from one product (v). It is given in monetary units per piece. It is calculated as the unit cost of production subtracted from the selling price.
Block P1.5 represents the number of years (w) for which the production of the product is planned. It is a dynamic indicator and depends mainly on the market and its requirements. The planned production time can be determined based on marketing forecasts and orders.
Block P1.6 represents the determination of the unit cost of production of the manufacturing buffer capacity with the following characteristics:
(a) It is given in monetary units per piece. They are understood as storage costs. Storage costs create an effect where capital is tied to materials and cannot be used elsewhere. The capital-binding materials generate costs calculated from their price with the aid of any of the evaluation methods.
(b) It represents the running and maintenance costs of the manufacturing buffer. It is given in monetary units per manufacturing buffer for all shifts (the best results can be achieved by considering two shifts [
11]). Its value can be calculated from the cost of lubricating the manufacturing buffer mechanisms. In the case of sensors, it is the cost of energy, the work done to control the sensors and, where appropriate, the cleaned contents of the manufacturing buffer after a variety of hardened emulsions mixed with impurities. They are activities that are carried out every day. The determination of maintenance costs consists of taking the findings of each day for repetitive acts, measuring their time costs and multiplying the duration by the hourly added value of the manufacturing line.
(c) It represents the determination of the costs of medium and general repair of the manufacturing buffer. It is given in monetary units for one manufacturing buffer. This is the cost of planned manufacturing buffer repairs that do not occur every day; they are planned ahead using predictive maintenance. They may be repaired outside the total productive maintenance (TPM) [
20] of machines, which suspends the manufacturing line and creates costs. The cost depends on different factors like the needs of the professional and the cost of performing the repairs, e.g., the need for the replacement of mechanisms or sensors, the duration of the repair, etc. All such factors need to be considered, and they approximately determine the duration of the intervention and the costs of medium and general repair. The costs of medium and general repair can be found by multiplying the duration of the activity by the hourly added value of the manufacturing line.
Block P1.7 represents the determination of the factor that determines the growth of the acquisition and repair costs
(r). Its value should be 1 ≤
r. Based on [
11], the ideal value of this coefficient is 1.5.
Block P1.8 represents the acquisition or outline of a layout with the deployment and naming of devices (automatic machines) on the manufacturing line.
Block P1.9 represents the detection of all restrictions that occur on the line. At the same time, the cycles of individual conveyors must be measured.
The decision block represents the assessment in the form of documentation. If it is in paper form, it is necessary to insert all data about the failure into Excel for further work. If the failure data are inserted into any database software, it is necessary to pull all downtime data from the database.
Block P1.12 is the calculation of the devices’ running time
(Ti) [
20]. It is given in hours:
where PT
i is the planned the working time of the i-th device and η
i is the overall length of downtime of the i-th device during the planned working time.
Block P1.13 represents the calculation of the failure intensity
(λi) on all devices on the manufacturing line [
20]:
where COD
i is the overall downtime that occurs during the running time of the i-th device.
Block P1.14 represents the calculation of the mean time between failures (MTTR) for the i-th device
(Toi) counted for every device on the manufacturing line [
20]. It is given in hours:
Block P1.15 represents the calculation of the mean maintenance time for the i-th device
(Φi) counted for every device on the manufacturing line [
20]. It is given in hours:
Block P1.16 represents the calculation of the coefficient of downtime
(CDM) for every device located on the manufacturing line [
20]. It is given as a percentage:
The value of availability is calculated for each device using
(CDM) [
20]:
If the manufacturing line is transferred, it can be used to calculate the coefficient of downtime of the manufacturing line (CDS), which is used for the calculation (CDM).
3.1.2. Defining Layouts for Simulation Run Realisation
The manufacturing line decomposition module is used to create the schemas needed to create a simulation model in accordance with the submodule of the optimal manufacturing buffer capacity calculation and the objective function value. The input data include block P1.8. The result of this phase is the creation of the layout of a solvable manufacturing line according to which the simulation models are carried out. A diagram of the defining layouts for simulation run realisation is shown in
Figure 6.
The purpose of block P2.1 is to determine the number of solvable layout parts of the manufacturing line based on the decomposition strategy. To calculate the number of layout parts in the manufacturing line, the number of machines must be divided by three. The number three is used as it is the number of automatic machines with two manufacturing buffers. The optimal capacity is calculated using three automatic machines and two manufacturing buffers because that is the simplest example of the interactions between manufacturing buffers. With two manufacturing buffers, the impact of their capacity on the objective function can be observed. At the same time, the understanding of the line of three automatic machines and two manufacturing buffers helps us to deal with longer and much more complex manufacturing lines [
11]. A graphical expression of the decomposition process for three machines and two manufacturing buffers is shown in
Figure 7.
The principle of decomposition lies in the gradual solution of the manufacturing line, starting from the first automatic machine, and each calculated solution becomes a constant for the next solved part.
In the case of a branch, the part must be solved as a problem of two automatic machines and one manufacturing buffer [
11]. A graphical expression of the decomposition process for two machines and one manufacturing buffer is shown in
Figure 8.
Each part (A or B) creates a separate part of the manufacturing line for the realisation of simulation runs, and the objective function is calculated separately for B1 and B2.
This decomposition of the line is possible because the throughput of part of the system is given by the last machine parameter [
22].
3.1.3. Realisation of Simulation Runs
The module serves as an algorithm to obtain the results of the downtime η at different manufacturing buffer capacities. The input data come from blocks P1.9, P1.15 and P1.16. In these blocks, there are data about the parameters of the machines and conveyors. Other input data include simulation schematics obtained from block P2.1. A schema of the phase realisation of simulation runs is shown in
Figure 9.
Block P3.1 represents the creation of a simulation model for the first part of the manufacturing line based on the data from the input module and the layout obtained from the decomposition module.
Block P3.2 represents the realisation of simulation experiments with the created model. First, it is run with the maximum capacity of the manufacturing buffer obtained based on the volume or weight calculation.
The volume calculation
(CBi) [
20] is
where WCB
i is the total volume of the manufacturing buffer after the subduction of mechanical restraints, and VS is the volume of one product placed in the manufacturing buffer calculated according to the widest size of the product.
The weight calculation
(CBi) [
20] is
where MWB
i is the maximum weight load of the manufacturing buffer, and WS is the weight of the single product. Note that the number with the smallest value is selected.
The data about the average state of the manufacturing buffer and the CDS of the manufacturing lines are the starting points for comparing the results obtained in block P3.4.
Block P3.3 represents the number of experiments that will be carried out to obtain the maximum objective function, which is represented by the optimum and can be found as an extreme of the objective function. The objective function is chosen as the optimisation criterion. Based on the selected calculation according to Maixner [
11], if the current average capacity of the manufacturing buffer does not interfere with the current MTTR or the availability of a maximum limit by weight or volume, it represents the upper limit. In case of a solution to the problem of three machines and two manufacturing buffers, and if it is an upper limitation, a high value rounded up to a multiple of 10 is a good upper limit. Then, the number is divided by 10, and the incrementation step is complete. Consequently, after the analysis of the results, the highest objective function is chosen, and it goes on searching near the area with incrementation of one piece. To solve the problem of two machines and one manufacturing buffer, there is no limitation on carrying out the experiments, as it is a one-way matrix without multiplying combinatorist options.
Block P3.4 aims to realise the simulation run, which gradually changes the capacity of the manufacturing buffer, thereby obtaining the downtime.
Block P3.5 represents the enrolment of data from the simulation results to the matrix of the downtime η. These data are used for the calculation of the objective function.
The purpose of block P3.6 is to create an algorithm that calculates the value of objective function
(G). After determination
(Gmax), it is possible to determine the optimum capacity of the manufacturing buffer. A block schema, called a block of optimal manufacturing buffer capacity, and the objective function calculation are shown in
Figure 10.
The decision block is used to decide whether the result is comparable to the coefficient of the line downtime, which has a fixed bond, or to a manufacturing line with a specific coefficient of downtime. The coefficient of downtime can be found by simulation or by processing a document related to downtime on the manufacturing line.
Blocks P3.5.2 to P3.5.7 are used to calculate the coefficient of line downtime with a fixed bond.
After the determination of the coefficient of downtime, the calculation of objective function
(G) can start. Blocks P3.5.8 to P3.5.11 are used to calculate the parameters that are put in the final formula
(G) in block P3.5.12. The value
(G) is different for each manufacturing buffer capacity. For calculation
(G), all input data must be defined or calculated. The objective function
(G) is the total benefit of the application of the selected manufacturing buffer capacity over the entire period. Thanks to
(G), it is possible to determine the optimum manufacturing buffer capacity [
11].
In block P3.5.13, after determining all the values (G) at different manufacturing buffer capacities, (Gmax) can be found. (Gmax) is the maximum objective function value. After the selection of (Gmax), the capacity of the manufacturing buffer that corresponds to (Gmax) is determined.
Block P 3.7 involves the determination of the optimal manufacturing buffer capacity for the solving part of the manufacturing line.
The decision-making block chooses whether to continue with simulating the next part of the manufacturing line or whether all parts of the manufacturing line are resolved and can be processed to assess the calculated manufacturing buffer capacity according to the production and weight limits and the determination of the optimal WIP inventory stored in the manufacturing buffer.
If all parts of the manufacturing line are not solved, block P3.8 creates a new simulation model. The new simulation model is created based on input data parameters and the schematic of the next part of the manufacturing line.
3.1.4. Assessment of Calculated Manufacturing Buffer Capacities According to Production and Weight Limits and Determination of the Optimal Work-in-Progress Stored in the Manufacturing Buffer
The module is used to evaluate the calculated optimum manufacturing buffer capacity according to the production restrictions of the automatic machines. A schema of the assessment of calculated manufacturing buffer capacities according to production and weight limits and determination of the optimal work-in-progress stored in the manufacturing buffer algorithm stages is shown in
Figure 11.
The entry decision block determines whether the average annual state of the manufacturing buffer is obtained by simulating P4.2 or by observing manufacturing line P4.1.
Block P4.3 represents the determination of the average manufacturing buffer capacity ((Bpi), (Bpj). It represents the quantity at which, in production without restrictions, production machines can produce the manufacturing buffer.
The decision blocks behind block P4.3 represent a comparison (Bpi) and (Bpj) with the calculated optimum capacity (Bopti) and (Boptj). Based on the comparison, (Bopti) or (Bpi) is selected. At first, in the blocks, the manufacturing buffer capacity is assessed, and the production limit result is determined as the quantity that is to be maintained in the manufacturing buffer. The sum of the capacity to be maintained in manufacturing buffers represents the optimal WIP inventory for that part of the production line.

 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}