A Balancing Method of Mixed-model Disassembly Line in Random Working Environment

Abstract
:1. Introduction
2. Random Analysis of Disassembly Operation
2.1. Notations
| Parameters | Description |
| Disassembly task set | |
| Product similarity coefficient | |
| Product Category | |
| Total number of disassembly tasks | |
| Disassembly workstation | |
| Part number | |
| The sum of the K-station disassembly time | |
| Disassembly operation beat of the disassembly line | |
| Disassembly operation time obeys normal distribution; The average value of the disassembly operation time of the n-th disassembly task of the m-th product; The variance of the disassembly operation time of the n-th disassembly task of the m-th product | |
| Disassembly operation time of the n-th disassembly task of the m-th product | |
| Task set for the k-th workstation | |
| Proportion of the m-th product in the smallest proportional unit | |
| Disassembly work cost per unit time | |
| Disassembly efficiency | |
| Population size | |
| Cross probability;: Maximum allow crossover probability;: Minimum allowed crossover probability | |
| Mutation probability;: Maximum allowed mutation probability;: Minimum allowed mutation probability | |
| Current number of iterations | |
| Maximum number of iterations of the algorithm | |
| The initial temperature | |
| Current actual annealing temperature | |
| Cooling coefficient | |
| Current iterations, the maximum number of iterations should not exceed | |
| Termination temperature | |
| Weight coefficient | |
| Decision variables | |
| The i-th disassembly task takes precedence over the j-th disassembly task, Otherwise | |
| The n-th disassembly task of the m-th product is assigned to the k-th disassembly workstation, Otherwise | |
| Indicating that the market has demand for the n-th component of the m-th product, Otherwise | |
2.2. Multi-Product Structure Difference Analysis
2.3. Random Processing Method
3. Balancing Model of Mixed-Model Disassembly Line in Random Working Environment
3.1. Mathematical Description
3.2. Modeling Assumption
3.3. Model Development
4. Solution Algorithm
4.1. The Construction of Feasible Solutions
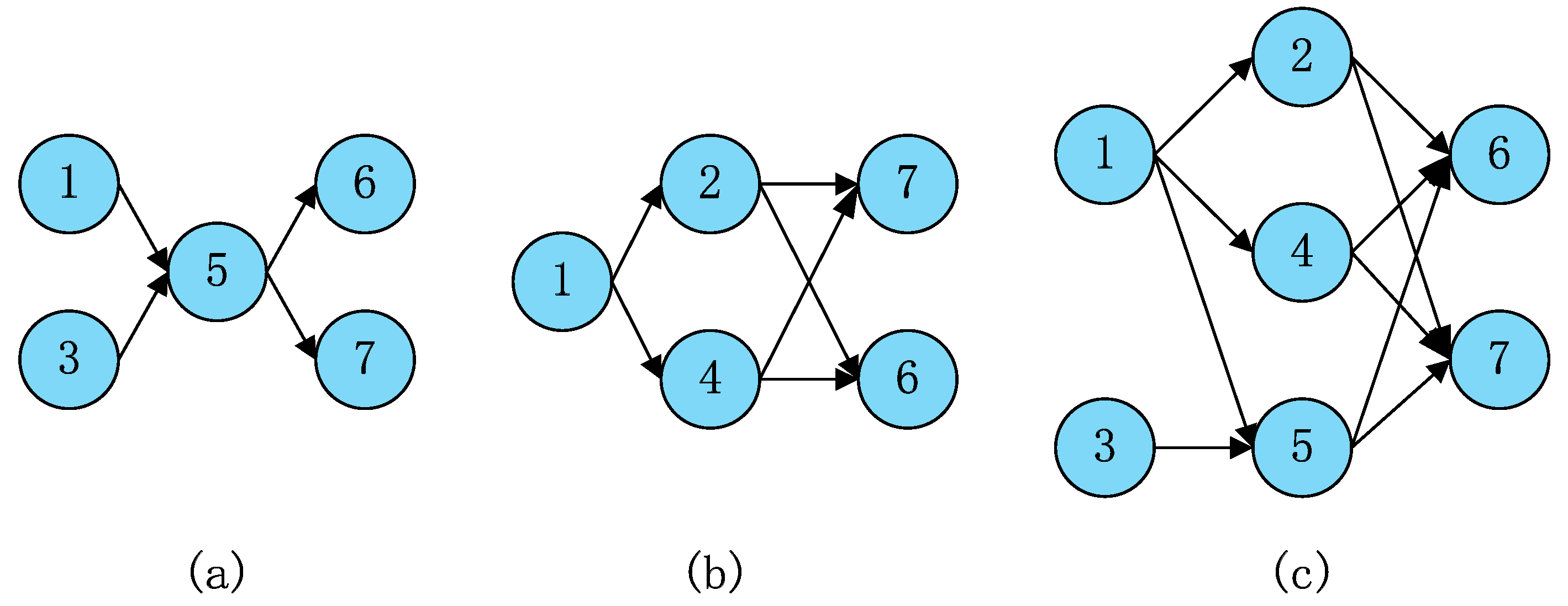
 , indicating that task 1 takes precedence over task 2. If the disassembly task takes precedence over the disassembly task , then (,) = 1, otherwise, () = 0. The structural similarity coefficient of the two products A and B is . The priority matrix R is constructed according to the priority order between tasks:
, indicating that task 1 takes precedence over task 2. If the disassembly task takes precedence over the disassembly task , then (,) = 1, otherwise, () = 0. The structural similarity coefficient of the two products A and B is . The priority matrix R is constructed according to the priority order between tasks:4.2. Adaptive Simulated Annealing Genetic Algorithm
4.3. Algorithm Steps
5. Case Validation
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Idiano, D.; Rosa, P. Remanufacturing in industry: Advices from the field. Int. J. Adv. Manuf. Technol. 2016, 86, 2575–2584. [Google Scholar]
- Tao, F.; Cheng, Y.; Zhang, L.; Nee, A.Y.C. Advanced manufacturing systems: Socialization characteristics and trends. J. Intell. Manuf. 2017, 28, 1079–1094. [Google Scholar] [CrossRef]
- Kwak, M.J. Optimal Line Design of New and Remanufactured Products: A Model for Maximum Profit and Market Share with Environmental Consideration. Sustainability 2018, 10, 4283. [Google Scholar] [CrossRef]
- Wang, L.H.; Wang, X.V.; Gao, L.; Va’ncza, J. A cloud-based approach for WEEE remanufacturing. Cirp Ann. Manuf. Technol. 2014, 63, 409–412. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Tang, D.B.; Li, S.P.; Yang, J.; Salido, M.A.; Giret, A.; Zhu, H.H. An Optimization Approach for the Coordinated Low-Carbon Design of Product Family and Remanufactured Products. Sustainability 2019, 11, 460. [Google Scholar] [CrossRef]
- Ilgin, M.A.; Akçay, H.; Araz, C. Disassembly line balancing using linear physical programming. Int. J. Prod. Res. 2017, 55, 6108–6119. [Google Scholar] [CrossRef]
- Priyono, A.; Ijomah, W.; Bititci, U. Disassembly for remanufacturing: A systematic literature review, new model development and future research needs. J. Ind. Eng. Manag. 2016, 9, 899–932. [Google Scholar] [CrossRef]
- Hu, B.T.; Feng, Y.X.; Zheng, H.; Tan, J.R. Sequence Planning for Selective Disassembly Aiming at Reducing Energy Consumption Using a Constraints Relation Graph and Improved Ant Colony Optimization Algorithm. Energies 2018, 11, 2106. [Google Scholar] [CrossRef]
- Süleyman, M.; Zeynel, A.; Kürşad, A.; Eren, Ö.; Alexandre, D. A solution approach based on beam search algorithm for disassembly line balancing problem. J. Manuf. Syst. 2016, 41, 188–200. [Google Scholar]
- Shaaban, S.; Kalayci, C.B.; Gupta, S.M. Ant colony optimization for sequence-dependent disassembly line balancing problem. J. Manuf. Technol. Manag. 2013, 24, 413–427. [Google Scholar]
- Gungor, A.; Gupta, S.M. A solution approach to the disassembly line balancing problem in the presence of task failures. Int. J. Prod. Res. 2001, 39, 1427–1467. [Google Scholar] [CrossRef]
- McGovern, S.M.; Gupta, S.M. A balancing method and genetic algorithm for disassembly line balancing. Eur. J. Oper. Res. 2007, 179, 692–708. [Google Scholar] [CrossRef]
- Ding, L.P.; Feng, Y.X.; Tan, J.R.; Gao, Y.C. A new multi-objective ant colony algorithm for solving the disassembly line balancing problem. Int. J. Adv. Manuf. Technol. 2010, 48, 761–771. [Google Scholar] [CrossRef]
- Lu, C.; Liu, Y.C. A disassembly sequence planning approach with an advanced immune algorithm. Proc. Inst. Mech. Eng. 2012, 226, 2739–2749. [Google Scholar] [CrossRef]
- Kalayci, C.B.; Polat, O.; Gupta, S.M. A variable neighbourhood search algorithm for disassembly lines. J. Manuf. Technol. Manag. 2015, 26, 182–194. [Google Scholar] [CrossRef]
- Alshibli, M.; ElSayed, A.; Kongar, E.; Sobh, T.; Gupta, S.M. Disassembly Sequencing Using Tabu Search. J. Intell. Robot. Syst. 2016, 82, 69–79. [Google Scholar] [CrossRef]
- Alshibli, M.; EISayed, A.; Kongar, E.; Sobh, T.; Gupta, S.M. A Robust Robotic Disassembly Sequence Design Using Orthogonal Arrays and Task Allocation. Robotics 2019, 8, 20. [Google Scholar] [CrossRef]
- Kalayci, C.B.; Gupta, S.M. A particle swarm optimization algorithm with neighborhood-based mutation for sequence-dependent disassembly line balancing problem. Int. J. Adv. Manuf. Technol. 2013, 69, 197–209. [Google Scholar] [CrossRef]
- Liu, J.; Wang, S.W. Balancing disassembly line in product recovery to promote the coordinated development of economy and environment. Sustainability 2017, 9, 309. [Google Scholar] [CrossRef]
- Kalayci, C.B.; Polat, O.; Gupta, S.M. A hybrid genetic algorithm for sequence-dependent disassembly line balancing problem. Ann. Oper. Res. 2016, 242, 321–354. [Google Scholar] [CrossRef]
- Gao, Y.C.; Wang, Q.R.; Feng, Y.X.; Zheng, H.; Zheng, B.; Tan, J.R. An Energy-Saving Optimization Method of Dynamic Scheduling for Disassembly Line. Energies 2018, 11, 1261. [Google Scholar] [CrossRef]
- Guiras, Z.H.; Turki, S.; Rezg, N.; Dolgui, A. Optimization of Two-Level Disassembly/Remanufacturing/Assembly System with an Integrated Maintenance Strategy. Appl. Sci. 2018, 8, 666. [Google Scholar] [CrossRef]
- Liu, J.Y.; Zhou, Z.D.; Pham, D.T.; Xu, W.J.; Yan, J.W.; Liu, A.M.; Ji, C.Q.; Liu, Q. An improved multi-objective discrete bees algorithm for robotic disassembly line balancing problem in remanufacturing. Int. J. Adv. Manuf. Technol. 2018, 97, 3937–3962. [Google Scholar] [CrossRef]
- Kalayci, C.B.; Hancilar, A.; Gungor, A.; Gupta, S.M. Multi-objective fuzzy disassembly line balancing using a hybrid discrete artificial bee colony algorithm. J. Manuf. Syst. 2015, 37, 672–682. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.W.; Lee, D.H. A sample average approximation algorithm for selective disassembly sequencing with abnormal disassembly operations and random operation times. Int. J. Adv. Manuf. Technol. 2018, 96, 1341–1354. [Google Scholar] [CrossRef]
- Bentaha, M.L.; Olga, B.; Dolgui, A. An exact solution approach for disassembly line balancing problem under uncertainty of the task processing times. Int. J. Prod. Res. 2015, 53, 1807–1818. [Google Scholar] [CrossRef]
- Kalayci, C.B.; Gupta, S.M. Simulated Annealing Algorithm for Solving Sequence-Dependent Disassembly Line Balancing Problem. IFAC Proc. Vol. 2013, 46, 93–98. [Google Scholar] [CrossRef]
- Chutima, P.; Chimklai, P. Multi-objective two-sided mixed-model assembly line balancing using particle swarm optimisation with negative knowledge. Comput. Ind. Eng. 2012, 62, 39–55. [Google Scholar] [CrossRef]
- Wang, Y.; Li, K.L.; Li, K.Q. Dynamic Data Allocation and Task Scheduling on Multiprocessor Systems with NVM-Based SPM. IEEE Access 2019, 7, 1548–1559. [Google Scholar] [CrossRef]
- Kalayci, C.B.; Gupta, S.M. A hybrid genetic algorithm approach for disassembly line balancing. In Proceedings of the 42nd Annual Meeting of Decision Science Institute, Boston, MA, USA, 19–22 November 2011; pp. 2142–2148. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Algorithm | Number of stations | Load balancing index | Invalid operating cost/yuan | ||
|---|---|---|---|---|---|
| 0.90 | 752 | GA | 11 | 77792.98 | 26.48 |
| SA | 11 | 80247.03 | 26.48 | ||
| ASAGA | 10 | 2044.20 | 3.92 | ||
| 0.95 | 758 | GA | 11 | 78082.15 | 26.51 |
| SA | 11 | 80579.55 | 26.51 | ||
| ASAGA | 10 | 1923.02 | 3.77 | ||
| 0.99 | 770.4 | GA | 11 | 80549.86 | 26.92 |
| SA | 11 | 83130.09 | 26.92 | ||
| ASAGA | 10 | 1969.49 | 3.81 |
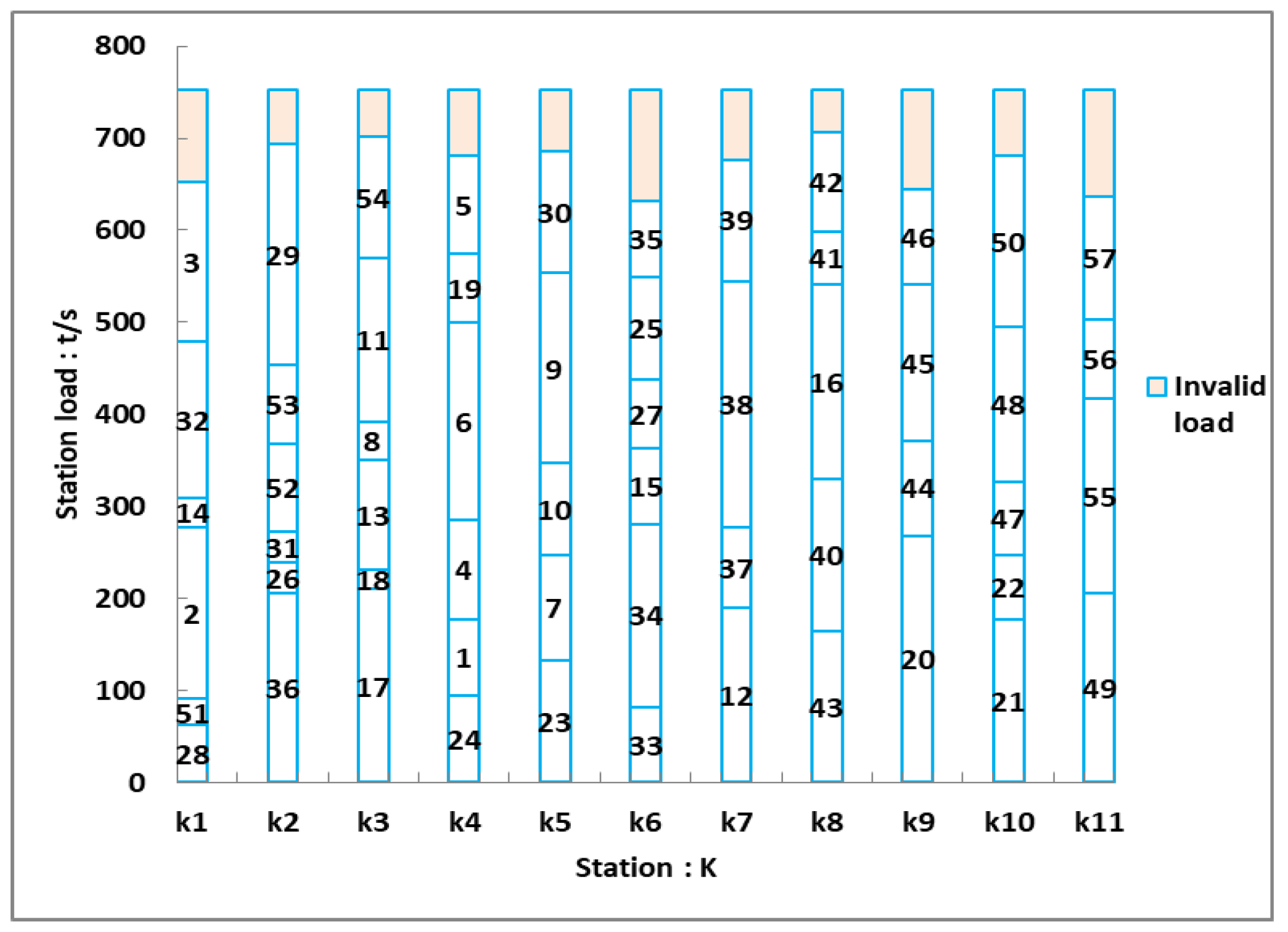
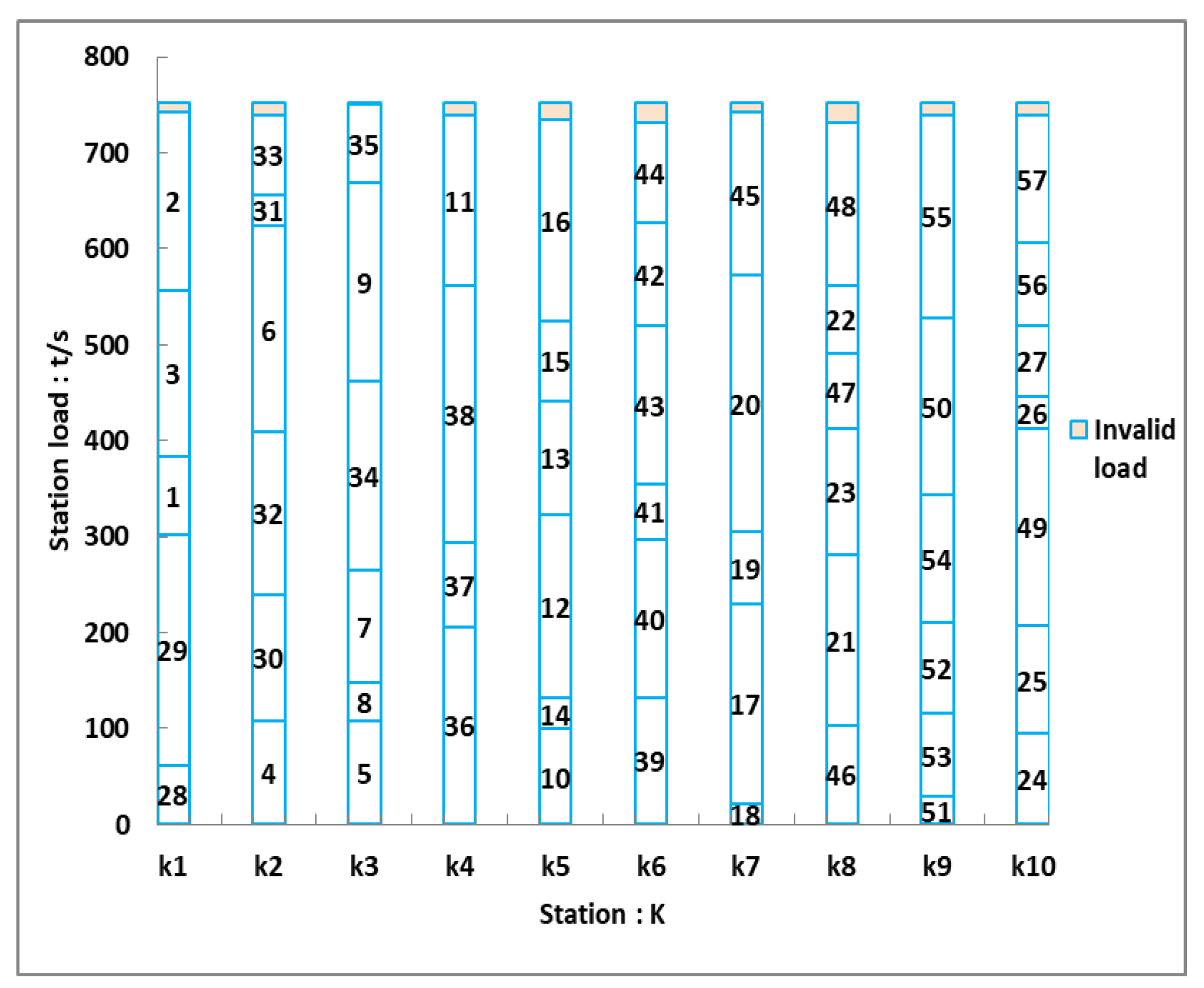
| Algorithm | StationF1 | Task number | Payload (s) | Invalid load (s) | F2 | F3 | F4 | Fm |
|---|---|---|---|---|---|---|---|---|
| GA | 1 | 28,51,2,14,32,3 | 657.99 | 100.01 | 10001.80 | 40.00 | 3.00 | 0.460 |
| 2 | 36,26,31,52,53,29 | 699.64 | 58.36 | 3406.36 | 68.00 | 1.75 | ||
| 3 | 17,18,13,8,11,54 | 707.97 | 50.04 | 2503.50 | 40.00 | 1.50 | ||
| 4 | 24,1,4,6,19,5 | 687.14 | 70.86 | 5020.79 | 76.00 | 2.13 | ||
| 5 | 23,7,10,9,30 | 691.31 | 66.69 | 4447.96 | 24.00 | 2.00 | ||
| 6 | 33,34,15,27,25,35 | 637.17 | 120.83 | 14600.25 | 28.00 | 3.62 | ||
| 7 | 12,37,38,39 | 682.98 | 75.02 | 5628.30 | 20.00 | 2.25 | ||
| 8 | 43,40,16,41,42 | 712.13 | 45.87 | 2104.10 | 48.00 | 1.38 | ||
| 9 | 20,44,45,46 | 649.66 | 108.34 | 11737.12 | 48.00 | 3.25 | ||
| 10 | 21,22,47,48,50 | 687.14 | 70.86 | 5020.79 | 28.00 | 2.13 | ||
| 11 | 49,55,56,57 | 641.33 | 116.67 | 13611.19 | 28.00 | 3.50 | ||
| SA | 1 | 36,1,2,10,32 | 749.61 | 8.39 | 70.39 | 20.00 | 0.25 | 0.703 |
| 2 | 28,8,3,51,17,26,13 | 674.65 | 83.35 | 6947.39 | 64.00 | 2.50 | ||
| 3 | 52,14,18,15,53,31,54,11 | 666.32 | 91.68 | 8405.22 | 68.00 | 2.75 | ||
| 4 | 29,19,23,30,33, | 666.32 | 91.68 | 8405.22 | 48.00 | 2.75 | ||
| 5 | 24,27,34,25,37,4 | 678.81 | 79.19 | 6270.50 | 40.00 | 2.38 | ||
| 6 | 5,6,7,9 | 649.66 | 108.34 | 11737.12 | 36.00 | 3.25 | ||
| 7 | 12,35,38,39 | 678.81 | 79.19 | 6270.50 | 20.00 | 2.38 | ||
| 8 | 16,40,20 | 649.66 | 108.34 | 11737.12 | 40.00 | 3.25 | ||
| 9 | 43,41,42,44,21,22 | 687.14 | 70.86 | 5020.79 | 48.00 | 2.13 | ||
| 10 | 45,46,47,48,50 | 712.13 | 45.87 | 2104.10 | 36.00 | 1.38 | ||
| 11 | 55,49,56,57 | 641.33 | 116.67 | 13611.19 | 28.00 | 3.50 | ||
| ASAGA | 1 | 28,29,1,3,2 | 749.61 | 8.39 | 70.39 | 36.00 | 0.25 | 0.455 |
| 2 | 4,30,32,6,31,33 | 745.45 | 12.55 | 157.62 | 40.00 | 0.38 | ||
| 3 | 5,8,7,34,9,35 | 757.94 | 0.06 | 0.00 | 44.00 | 0.00 | ||
| 4 | 36,37,38,11 | 745.45 | 12.55 | 157.62 | 32.00 | 0.38 | ||
| 5 | 10,14,12,13,15,16 | 741.28 | 16.72 | 279.52 | 28.00 | 0.50 | ||
| 6 | 39,40,41,43,42,44 | 737.12 | 20.88 | 436.12 | 52.00 | 0.63 | ||
| 7 | 18,17,19,20,45 | 749.61 | 8.39 | 70.39 | 68.00 | 0.25 | ||
| 8 | 46,21,23,47,22,48 | 737.12 | 20.88 | 436.12 | 40.00 | 0.63 | ||
| 9 | 51,53,52,54,50,55 | 745.45 | 12.55 | 157.62 | 36.00 | 0.38 | ||
| 10 | 24,25,49,26,27,56,57 | 745.45 | 12.55 | 157.62 | 72.00 | 0.38 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, X.; Liu, W.; Zhang, Z.; Wang, L.; Cao, J.; Liu, X. A Balancing Method of Mixed-model Disassembly Line in Random Working Environment. Sustainability 2019, 11, 2304. https://doi.org/10.3390/su11082304
Xia X, Liu W, Zhang Z, Wang L, Cao J, Liu X. A Balancing Method of Mixed-model Disassembly Line in Random Working Environment. Sustainability. 2019; 11(8):2304. https://doi.org/10.3390/su11082304
Chicago/Turabian StyleXia, Xuhui, Wei Liu, Zelin Zhang, Lei Wang, Jianhua Cao, and Xiang Liu. 2019. "A Balancing Method of Mixed-model Disassembly Line in Random Working Environment" Sustainability 11, no. 8: 2304. https://doi.org/10.3390/su11082304
APA StyleXia, X., Liu, W., Zhang, Z., Wang, L., Cao, J., & Liu, X. (2019). A Balancing Method of Mixed-model Disassembly Line in Random Working Environment. Sustainability, 11(8), 2304. https://doi.org/10.3390/su11082304