1. Introduction
The essence of sustainable development is the efficient use of natural resources achieved by the efficient recovery of used materials, products and components for the near future. This systemic change is not an option for people but an obligation [
1]. The application of each goal of sustainable development requires the cooperation of consumers, designers and material experts, developers, companies and investors, as well as the third sector, academics, politicians with the people from across the world [
2]. The central idea is to transform an industry in the traditional notion into a new type of industry. Priority is using all the knowledge in terms by creating a product design, taking into account its entire “life cycle” so that it is as waste-free as possible, as long as possible and closed [
2]. This means that we use fewer primary resources, less energy and use sustainable and renewable resources and materials in the production of our products [
3]. We create the individual components of the product so that they are reusable, repairable, modifiable, and, if necessary, recyclable or biodegradable [
1,
4]. All over the world, manufacturers and researchers have significantly improved the resource efficiency of their production processes and products. They want to reduce their environmental impact even more in the future [
5]. The Sustainable Development Goals (SDGs), adopted unanimously by 193 countries (
Figure 1), represent a new universal standard for development that is in mind for all the inhabitants in the world. Thanks to the intentions and indicators, which are also foreseen in the plan, measuring success will be much easier [
2].
The main reason is to ensure the environmental, social and economic sustainability of growth with particular emphasis on the protection and improvement of the environment [
6]. The priority is to implement an automatic identification technology by the investigation of environmental friendly geopolymer composites materials and create an added value by monitoring of new products directly in the manufacturing. We want to find ways to improve the quality of the environment and human life by increasing production efficiency [
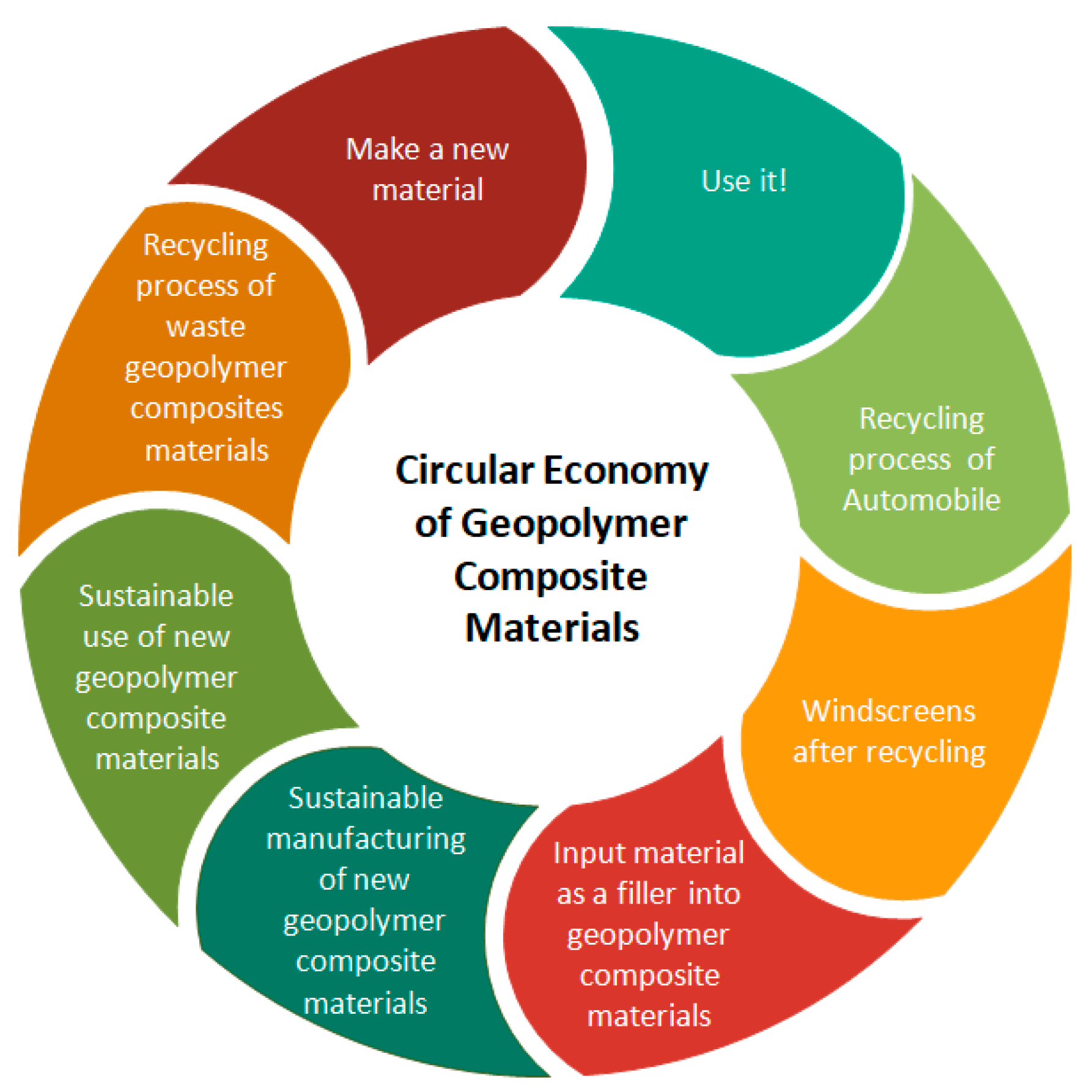
7]. Recycled materials, smart technology and investigation of new environmentally friendly material, in the vision of circular economy principles, is our goal (
Figure 2).
The reason for using radio frequency identification technology (RFID) technology in our research is the fact that it helps monitor the movement of individual goods, pallets and containers throughout the distribution chain. By placing the RFID chip directly into the geopolymer composite material, we obtain a lot of useful information, such as product identification for customer needs, product identification number for storage evidence, date of manufacture, quantity of goods, etc. [
8]. Advantage of this technology is minimization of human work, eliminate error rate in manual data processing and therefore increase the overall effect [
9].
The most significant benefit of automatic identification technology is particularly evident in the manufacturing area. However, RFID as one important part of automatic identification, has also a considerable share in improving storage, simplifying of warehouse operations and their transparency. It is much applicable benefit of contactless technology used by our investigation. The RFID technology can provide manufacturing companies with extensive opportunities to improve their efficiency in areas such as production and storage [
3,
8]. The chip is a part of the so-called tag, which is placed on the product [
3]. Then, it is sufficient for the tag to be in the electromagnetic field of the reader. The radio signal emitted by the sensor antenna is capable of passing through various materials and different distances (from a few centimeters to several meters). The reader reads all the tags within its reach and takes care of the initial data filtering [
1,
2]. The products can be quickly and unambiguously identified or counted this way, while the tag might not even be visible [
2]. Thanks to tags attached to the goods and readers located at all strategic points in the supply–customer chain, it is possible to track the movement of products from the producer to the consumer in real time. One of the reasons why radio frequency identification is considered to be of great benefit is the almost unlimited number of possible applications. We see the advantage of using the given technology in the manufacturing area, which will increase the use of RFID also in the management of transportation of materials and finished products [
1,
3].
By applying RFID technology to the industry, we get a reliable tool for continuous reading, collecting, storing and using information online. We can manage a significant amount of information obtained from the production by applying smart technology. The function of this pillar is not only to collect these data but also to investigate them and make conclusions, proposals to manufacturing improvement or even predict the failure of some machines.
2. Study Area
In the context of sustainable development goals, we focus our attention in the long term on the following areas: climate change, water, biodiversity protection, protection and sustainable use of natural resources and waste management, sustainable consumption and production, especially with a focus on circular economy policy and green growth [
2,
10]. From a chemical and material point of view, geopolymers are alkaline-activated mineral binders whose which structure consists of a polymer system Si-O-Al [
4]. From a technical point of view, geopolymers are high-strength materials, insoluble in water, having high thermal insulation properties, non-flammability and with the resistance to high temperature and aggressive effects of the chemical environment [
5,
6]. The Most crucial factor for the selection of this material in the research was the minimum CO
2 production associated with the formation of starting materials, the final product and subsequent treatment of large amounts of waste [
2,
5,
6]. Geopolymers have higher compressive strength, resistance to high as well as to low temperatures and chemical components when compared to commonly used concrete [
7]. However, the most significant advantage is a much more environmentally friendly production method. In the production of one ton of standard cement, there is a leakage of the same amount of CO
2—about one ton [
5,
6]. The use of waste materials as a filler gives this geopolymer composite material an environmental and energy advantage with high applicability to various industries [
7]. Geopolymer composite materials can thus be considered as green materials [
8]. In theory, we can create a nearly perfect imitation of almost all known types of stone. Geopolymers find application in various fields of industry, such as construction, construction materials, fireproof materials and environmental protection. According to the latest report from the European Environment Agency, circular economy approaches are key to increasing the quality and quantity of recycling as well as the reuse of building materials. We believe that more needs to be done to prevent or recycle the large amounts of waste produced by the construction and automotive sectors in Europe. Therefore, our priority in the present paper is to increase the production of geopolymer composite materials, where the filler forms is are recycled glass from automobile windscreens [
8].
As suggested in practice and by researchers after many years of testing, geopolymers are considered to be an environmentally friendly construction material [
9]. They are part of the customized aircraft interior, shuttle walls or part of Formula F1 car bodies thanks to their fire resistance [
10]. We used the radiofrequency automatic identification technology by the investigation of composite geopolymer materials. We tested a varying percentage of powdered recycled windscreens, and the ability to use this technology in the dusty environment of the chosen industry is also assessed in the research.
Preparation of Geopolymer Composite Materials
Materials of chemical and mineralogical composition which are prerequisites for the geopolymer reaction [
11,
12] are suitable for the preparation of geopolymers (
Figure 3).
The second essential component of geopolymers is a suitable activator [
10,
11,
12,
13]. The research used a mixture called Baucis L 160, which is produced in České lupkových závody, a.s. with the seat in Nový Strašecí (Czech Republic). Geopolymer is an inorganic material compound with two-components. Cement is aluminosilicate binder based on metakaolin (part A) and is activated by an alkaline activator (part B). The primary component, cement (
Table 1) is forming by controlled heat treatment of kaolin and shale at a temperature of 750 °C [
10,
12,
14].
The activator (
Table 2) supplied for Baucis L 160 is a commercial two-component aluminosilicate binder of the same name. It is a solution of sodium silicate with a silicate modulus of 2.96 and a density of 1485 kg·m
−3 [
10,
12].
In preparing the geopolymer, the prescribed component ratio given by the manufacturer is chosen, mixing five parts by weight of component A (cement) and four parts by weight of component B (activator). The mixing composition of 150 g of cement and 120 g of activator are homogenized in a Heidolph RZR 2020 laboratory mixer for 5 min. After geopolymer homogenization, we added 5%, 10%, 15%, and 20% of the weight of glass powder filler into the mixture. The material set at 21 °C for 28 days. The age of composite material was 30 days from the beginning of the homogenization process of the mixture.
The filler in the manufacturing process of geopolymer composite material is recycled glass powder after windscreens recycling. The point is that recycled windscreens as a final product of recycling (so-called glass sand, dust) re-enters production as a secondary raw material, without losing any property that would reduce its useful value. Part of the windscreen is a polyvinyl butyral foil, which was removed by chemical separation processes and, in our research, we focused only on glass powder. By windscreen recycling, the glass can circulate indefinitely. Here we see the evident importance of the use of secondary raw materials as a filler, and we undoubtedly support the circular economy of our country.
The active glass filler [
15,
16] of recycled windscreens with the grain size of 35 µm (
Figure 4) was added to the composite material in addition to the constituents mentioned above with the selected % volume in the mass as follows up 5–20% by weight.
The preparation process of geopolymer consists of mixing [
17] the starting material with an alkaline activator [
18,
19]. In particular, the possibility of large-scale use of secondary raw materials, which was in this case glass dust of recycled windscreens, brings significant environmental and economic benefits, and it is a resource available in the long term [
20,
21]. By the composites preparation process, the focus was on the dustiness of the environment as the key factor and confirmation of the suitability of using RFID technology [
22,
23,
24]. The following
Table 3 describes the essential characteristics of the geopolymer material used.
The experiment was carried out at the Technical University of Kosice, the Faculty of Manufacturing Technologies with the seat in Presov. Several factors were selected for the measurements, and they were varied over time. One of those was the thickness of deposit dust of geopolymer composite [
25], which started at 5 and ended at 20 mm. Another various factor [
26] was the filler percentage in the geopolymer mixture.
Figure 5 presents a view of geopolymer composite materials after microscopy scanning. The first view is shown. Using the Pike GladiATR microscope, we received the main view, height and 3D view of tested materials. According to the presented analysis, we obtained a complex image of how geopolymer mixture treats with glass powder filler.
The filler in this experiment consisted of recycled car windscreens mixture [
26,
27]. The first sample of measurements was performed at a filler ratio of 5%, and the final geopolymer mixture contained up to 20% of the filler.
3. Investigation of Selected Parameters of Customized Geopolymer Composite Materials Used Automatic Identification Technology
The experiment realized under laboratory conditions was focused on the verification of the selected RFID transponders readability. The endpoints were intensity (kHz) and the quality of the radio frequency signal reflected from the RFID tag [
3,
28]. The choice of these two parameters was crucial for the research in terms of the functionality and reliability of RFID technology in the dusty environment during the preparation of composite geopolymer materials.
Figure 6 shows the deposition process of the geopolymer mixture [
22,
23], as well as the entire measurement assembly.
The form was made by using 3D printer [
20,
29] to allow the accurate application of the mixture for the measurements. The automatic identification technologies, which largely replace human work, minimize the error rate, increase production efficiency and, finally, offer online monitoring which are used to make production more efficient [
30]. The reason why RFID was chosen in this research is its diversity of use in the different areas of industry and directly communication possibility with enterprise resource planning software (ERP) [
31].
3.1. Description of the Used Technology
The measuring was performed via the device by the Technology Solutions (UK) Ltd. company [
3,
28,
32] specifically the 1128 Bluetooth
® UHF RFID Reader (
Figure 7). The chosen device gives the possibility of replacing high-performance antennae, including a 2D scanner, in order to achieve a high level of flexibility and functionality [
3]. The data recorded via the 1128 Bluetooth
® UHF RFID Reader can be stored on a 32GB Micro SD memory card [
28]. The device works with the ASCII protocol, which speeds up the integration of the reader into normal exploitation as needed [
33,
34].
This reader is designed to read and record UHF transponders EPC Class 1 Gen 2 (
Figure 8) and communicate with various devices via USB communication channel and Bluetooth
® wireless technology [
3,
35]. Three transponders from Avery Dennison
® company have been selected for the experiment, solely focusing on the production of labelling elements such as RFID transponders. One of the three tags has a capacitor with larger capacity in its design, which will impact the resulting signal strength characteristics compared to the other two transponders. There were models AD-814, AD-237r6 and AD-226iM selected explicitly [
36,
37,
38]. The selection of the measured transponders was determined by their size and the size of the antennae. The exact dimensions of the selected tags are 22 × 22, 70 × 14.5, and 95 × 8.15 mm. These dimensions also show a variety of options for selecting RFID tagging elements.
The main reason for choosing the 1128 Bluetooth
® UHF RFID Reader was the extensive software support from Technology Solution (UK) Ltd., as well as the support for third-party applications that were developed to meet the specific needs of individual customers. One of the primary company software, called RFID Explorer, which is compatible with iOS, Android, and Windows, has been chosen for the experiment [
32]. RFID Explorer has several features, including Inventory, Find-a-tag, Read/Write, and Commands. The Find-a-tag function was used during the measurements, due to its ability to find the selected tag and to display the intensity level of the reflected signal of the selected transponder using graphic elements [
3,
28]. Technology Solution (UK) Ltd. offers a standalone RFID Tag Finder application that has similar functionality to the Find-a-tag, but it lacks the ability of graphic representation of the loading timeframe and signal strength of the selected transponder. The RFID Explorer application interface [
32], which can be seen in
Figure 9, shows the simplicity, clarity and broad functionality of the software developed by the company for its hardware devices.
3.2. Measurement Process
The testing of selected parameters of RFID technology (
Table 4) was carried out in the laboratory under the conditions of 21 °C room temperature and 64% humidity [
38]. We investigated the readability of selected RFID tags that have been embedded in a geopolymer composite material in the range of 5 to 20 mm inside.
The experiment reader was placed at 100 mm (
Figure 10) above the flat table on which the tag, which was a part of the composite material [
37,
39]. We have simulated the readability of an RFID tag placed in a geopolymer composite material. The percentages of the filler, that was recycled glass after windscreen recycling process, changed. The intensity of reading of individual selected types of RFID tag was monitored.
The measured parameter was the intensity associated with the quality of the radio frequency signal reflected from the RFID tag, which was recorded as a percentage (%). The signal intensity was monitored for thirty seconds. This time period was chosen to collect the data needed to create graphical dependencies showing the waveform intensity of the reflected signal over some period of time.
Figure 11 shows three graphical dependencies of selected transponders without geopolymer mixture deposit. The graphs show that the intensity of the reflected radio frequency signal is in the range of 70–85%. The graphical dependence in the graph A in
Figure 11 shows the progress of a transponder with a larger capacitor capacity (accumulating the energy required to send data takes a more extended time period) due to which the signal is not constant and continuous as can be seen in graphs B and C. The AD-814 transponder signal in the graph A can be characterized as a unidirectional rectangular periodic signal.
4. Results and Discussion
The presented experiment of selected automatic identification technology, the measurement was performed at an ambient temperature of 21 °C and a humidity of 64% according to the relevant standard ISO 18047. The first measurement of the AD-814 tag with deposits of 5% geopolymer mixture can be seen in
Figure 12. The following figure contains four graphical dependencies. Each of these graphs represents a reflected transponder signal with a determined thickness of the geopolymer mixture. After examining all the graphs, it can be said that the signal intensity decreased by about 5–10%. It is also possible to notice minor anomalies when compared to the graphical dependencies without deposit. The 5-, 10- and 20-mm graphs of material deposit show the disturbance of this transponder signal periodicity.
Figure 13 shows graphical dependencies of the AD-237r6 transponder type with a deposit of 5% geopolymer mixture. The graphs created due to measuring different deposit thicknesses do not differ greatly from each other. The signal intensity was reduced by an average of 20% compared to the no-deposit intensity. The signal level was in the range of 60–65%, which can be said to be sufficient and satisfactory for the reliable operation of RFID technology. The only detected signal error can be seen in the 20-mm deposit graph in which the signal loss occurred for a concise. Overall, this signal error is negligible and irrelevant.
The AD-226iM transponder was the last one verified with the tag selected for the experiment for each geopolymer composite measurement. The graphical dependencies, which result from its measurement, are visible in
Figure 14. After investigation all four graphs, it can be concluded that the transponder, despite its dimensions, was the most sensitive to the geopolymer mixture deposit. The thickness of the 5-mm geopolymer material caused the decrease in the signal intensity by 20%. The signal was decreased by another 30% with a 10-mm deposit. The deposit of the material at a height of 15 mm caused the loss of the signal intensity in the range of 40–45%. The thickest layer of geopolymer powder deposit caused not only a weak intensity at 40%, but also an occasional signal loss and more significant oscillation as well.
Another set of measurements was performed after changing the percentage of the filler present in the geopolymer mixture in the ratio of 10% weight. The proportion of glass powder in the mixture was increased to 10%. As can be seen in
Figure 15, this parameter change was not very visible. The signal intensity is in the range between 60–70%. It is also possible to observe the occasional loss of periodicity of the reflected AD-814 transponder radio frequency signal.
The AD-237r6 tag signal was almost identical to that of the 5% geopolymer mixture graph. However, several minor differences can be seen in the following
Figure 15. The first one is the slight increase in signal oscillation. The second one is the slight decrease in the signal intensity by approximately 5%, and another one is the recurrent loss of signal. This loss has already been observed in the previous measurement with a 5% mixture and a deposit thickness of 20 mm. In this case, however, the failure occurred only at a 15-mm deposit and was repeated twice during the 30-s signal monitoring. When geopolymer composite materials equipped with transponder between data carriers and combined read/write heads are always relatively small distances (in our case 100 mm) to guarantee the maximum transmission range.
The transponder AD-237r6 contain a number of useful information (
Figure 16), such as identification of the manufacturer for the needs of customers in supply chains, identification number of the product for the needs of storage evidence and date of manufacture. The graphical dependencies in
Figure 17 belong to the AD-226iM transponder, which proved to be most susceptible to geopolymer mixture deposits in the previous measurement. The decrease again confirmed in the signal intensity by approximately 5%. Interestingly, as during the last measurement, no signal loss was recorded. The oscillation of the reflected signal is at the level similar to that of the 5% mixture, and it is also possible to notice its gradual increase, which depends on the thickness of the material deposit.
The effects of the 15% geopolymer mixture deposits on the AD-814 transponder signal are shown in
Figure 18. With these graphical dependencies, an increasing irregularity in the length of the reflected signal period was noted. When comparing the graphs of the individual percentages, it is possible to notice the anomaly of the narrowing of the signal time period [
36]. The rate of glass dust in the geopolymer mixture is likely to be the cause of this recorded anomaly. If the transponder is firmly connected to the geopolymer composite material (in the geopolymer mixture) already at the beginning of the production process, it can be safely identified at any time until the end of the process. Although the transponder still sends the same signal period, it is gradually absorbed by the deposit of the mixture.
The AD-237r6 tag signal intensity, which is shown in
Figure 19, is still around 60%, despite the gradual percentage increase in the glass powder. The signal is stable up to the 15-mm deposit. The last layer of the geopolymer mixture caused a gentle oscillation of the reflected signal. Another finding is the repeated loss of signal that occurred four times at a 20-mm-thick deposit. After examining all the previous graphs, it can be said that this is the most significant detected signal error of this type of transponder so far, but it is negligible.
The sensitivity of the AD-226iM tag is again confirmed in measurements with the 15% glass powder in the mixture.
Figure 20 shows very similar values of the signal intensity as in the previous measurements. The signal strength dropped down to 40% by gradual coating. This value is still sufficient for the transmission of information. During this set of measures, a longer time response was recorded between sending and receiving of radio frequency signal.
The latest graphical dependencies of the AD-814 transponder were made at 20% of glass powder, which can be seen in the
Figure 21. Like the previous graphs, these also confirmed the stability of the reflected signal intensity, which is in the range between 60–70%. They also show the aforementioned anomaly of the tapering of the signal period.
The deposits of the geopolymer mixture containing the 20% of glass powder had minimal impact on the consistency and quality of the reflected AD-237r6 transponder signal. The graphs in
Figure 22 show the stability and quality of the signal, which was 60%. Cases of reflected signal loss at 15- and 20-mm deposit thicknesses were recorded during the measurements. These errors were repeated only twice in both cases, which ultimately has no effect on the reliability of the transponder in the dusty environment of this type.
The most vulnerable transponder of the results so far was the AD-226iM model, whose signal problems were confirmed this time, as can be seen in all four graphical dependencies in
Figure 23. Several reflected signal losses were recorded for each layer. The most significant error range is seen with the 20-mm layer of the geopolymer mixture. The impulse delay of the reflected signal was observed.
5. Conclusions
The experiment aimed to use recycled material after windscreen recycling process as reinforcement by the manufacturing of environmentally friendly geopolymer composite material and verify the correct and reliable functionality of the radio frequency identification application directly by the manufacturing process. Measurement results of the selected transponders show the real possibility of using this technology in the industry. However, it can be stated that not all tested transponders are suitable for working in this type of dusty environment.
Unsuitable model is the AD-226iM type, which did not achieve consistently sufficient results for smooth functionality of the RFID technology.
The other two, labelled as AD-814 and AD-237r6, can be identified as appropriate and convenient for such application.
The signal strength was on average 70%, which is more than satisfactory. A significant difference between these transponders was the signal flow to the reader.
The AD-814 transmitted the periodic signal, unlike the AD-237r6, which broadcasted the signal continuously. These features need to be acknowledged depending on the hardware used by the RFID technology.
Finally, we come to the question of how to implement automatic identification technology into geopolymer composite materials manufacturing. The most suitable option is the gradual introduction of the individual pillars of the new generation industry in synergy with the current production. The first step can be the collection and evaluation of the production data, from people, machines or various readers which results from ineffectiveness. This step was, in this case, ensured by the use of radio frequency identification technology. It was chosen mainly for its flexibility and the possibility of adaptation for a specific type of production, as well as reporting requirements, or instead of an evaluation of the acquired data. Our research has confirmed the option of adding a transponder with a unique serial number to the geopolymer composite material during production.
According to the number, information on the date and place of manufacturing or the maximum permitted temperature of use can be stored in the transponder chip.

 ,
, 

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}