1. Introduction
Materials used in textiles have a negative environmental impact; two thirds originate from petrochemicals, while the production and processing of cotton (CO) requires a high amount of water and generates a lot of wastewater [
1]. The high demand for textiles result in increased textile waste generation [
2]. By using the textile waste as an asset and re-using it as a raw material in textile production, the environmental impact of the textile industry could be reduced. By mechanical tearing, recovered fibers can be re-assembled into yarn and, subsequently, into textiles. However, fiber spinnability and yarn strength is largely affected by the fiber length, which decreases during tearing [
3]. Aronsson and Persson [
3] investigated how the condition of worn garments affected the quality of the recycled cotton fibers from post-consumer denim and single jersey fabrics. They found that more heavily worn garments had shorter fiber lengths than the less worn ones. However, after tearing, the fiber length difference between the different degrees of wear was insignificant for the denim while the single jersey actually recorded significantly shorter fibers for the less worn fabrics. The authors’ reverse engineering approach revealed that the single jersey was knitted from fine ring-spun yarns whereas the denim consisted mainly of rotor spun yarns. They argue that the yarn construction is more important than the degree of wear for the tearing outcome [
3].
It has been reported that the decrease in fiber quality during textile tearing makes it necessary to blend the recycled fibers with virgin fibers to enable the spinning of yarn [
4,
5,
6,
7,
8]. Further, the choice of yarn spinning method is limited by the short fiber content. Ring spinning cannot handle such short fibers. Thus, rotor or friction spinning is used. Limited research has focused on the spinning of fibers from recycled textiles. Merati and Okamura [
4] used friction spinning to blend recycled fibers with 51% virgin CO, adding a PES filament core that increased the regularity and strength in a yarn of count 30 tex. Wanassi et al. [
5] used rotor spinning to produce yarn of 50/50 recycled and virgin CO fibers. Pre-consumer waste from, e.g., the CO spinning industry have some similarities to torn fibers; the main one being a high amount of short fibers.
Mohamed Taher et al. [
6] managed to incorporate 25% CO waste into rotor spun yarn without any change in appearance, regularity, or uniformity. Duru and Babaarslan [
7] investigated the effect of the opening roller speed on a 60/40 blend of virgin PES and waste fibers. Khan, Hossain, and Sarker [
8] found that the blend ratio significantly affected the yarn strength of rotor spun yarn, although higher cylinder speed could increase the quality with a higher percentage of added waste. Several researchers have performed similar work and adopted similar methods to spin yarn from recycled fibers. The yarn spinning process and final textile character is greatly influenced by the frictional behavior of the fibers [
9,
10].
The friction coefficient is not easily measured between staple fibers due to the difficulties of controlling a continual addition of normal load on the fibers. For comparison purposes, the frictional behavior of staple fibers can be measured with a cohesion test. Inter-fiber cohesion is often defined as the ability of a fiber arrangement to hold its shape or the energy needed to separate a fiber assembly [
11,
12]. Fiber cohesion is influenced by fiber friction, the shape of the fiber, and the flexural rigidity of the fibers, as well as the fiber length and denier [
11,
13]. As the inter-fiber cohesion is dependent on fibers’ individual properties as well as the arrangement of the fibers, cohesion tests are typically comparative tests. Fiber cohesion of staple fibers can be measured dynamically by measuring the mean drafting force of slivers or rovings with, e.g., a Westpoint cohesion tester or a modified rotorring. Dynamic cohesion tests measure the force of straightening the fibers and, over a certain draft ratio, the sliding of fibers, but rarely reach the maximum force needed to break a fiber arrangement. A cohesion test was developed by Barella in 1953 that measured the minimum twist of cohesion, which is the minimum twist needed to hold a sliver or yarn together during the tensioning from a weight [
14,
15]. A static cohesion test can be performed with a tensile tester on a sliver, roving, or carded web [
16,
17,
18]. The American standard ASTM D2612-99 [
17] describes a static cohesion test on slivers and tops. Scardino and Lyons [
18] performed a similar test on carded webs where they normalized the maximum force to the linear density and called it the
maximum cohesive tenacity.
When performing fiber cohesion tests on fiber samples treated with different loadings of finishes and lubricants, the difference between samples shows the lubrication effect on inter-fiber friction [
19]. An encouraging effect of lubricant on inter-fiber friction has been shown when the fibers were treated with an optimum lubricant concentration. The inter-fiber friction is at its lowest when the fibers are treated at this concentration, and the friction increases on further increase of lubricant after which the friction may decrease; this effect has been reported in previous studies [
9,
20,
21]. The explanation for this phenomenon is that there are three zones for the loading of lubrication: (a) low concentration, where a mono-layer is formed; (b) intermediate zone, where hydrodynamic resistance is created; and (c) a high loading of lubricant with hydrodynamic flow conditions [
9]. Depending on fiber type and lubricant, the optimum lubricant concentration is usually found between 0.1 and 0.5% [
9,
20,
21].
Polyethylene glycol (PEG) is used in the textile industry to lower friction and, e.g., increase spinnability or to improve the hand of a fabric [
22]. However, it is not a lubricant used in the industry with CO. Other lubricants often used are hydrophobic oils; however, these are attracted to synthetic fibers, which makes removal difficult [
23]. PEG is non-toxic and soluble in water, which facilitate ease of application and removal [
24,
25].
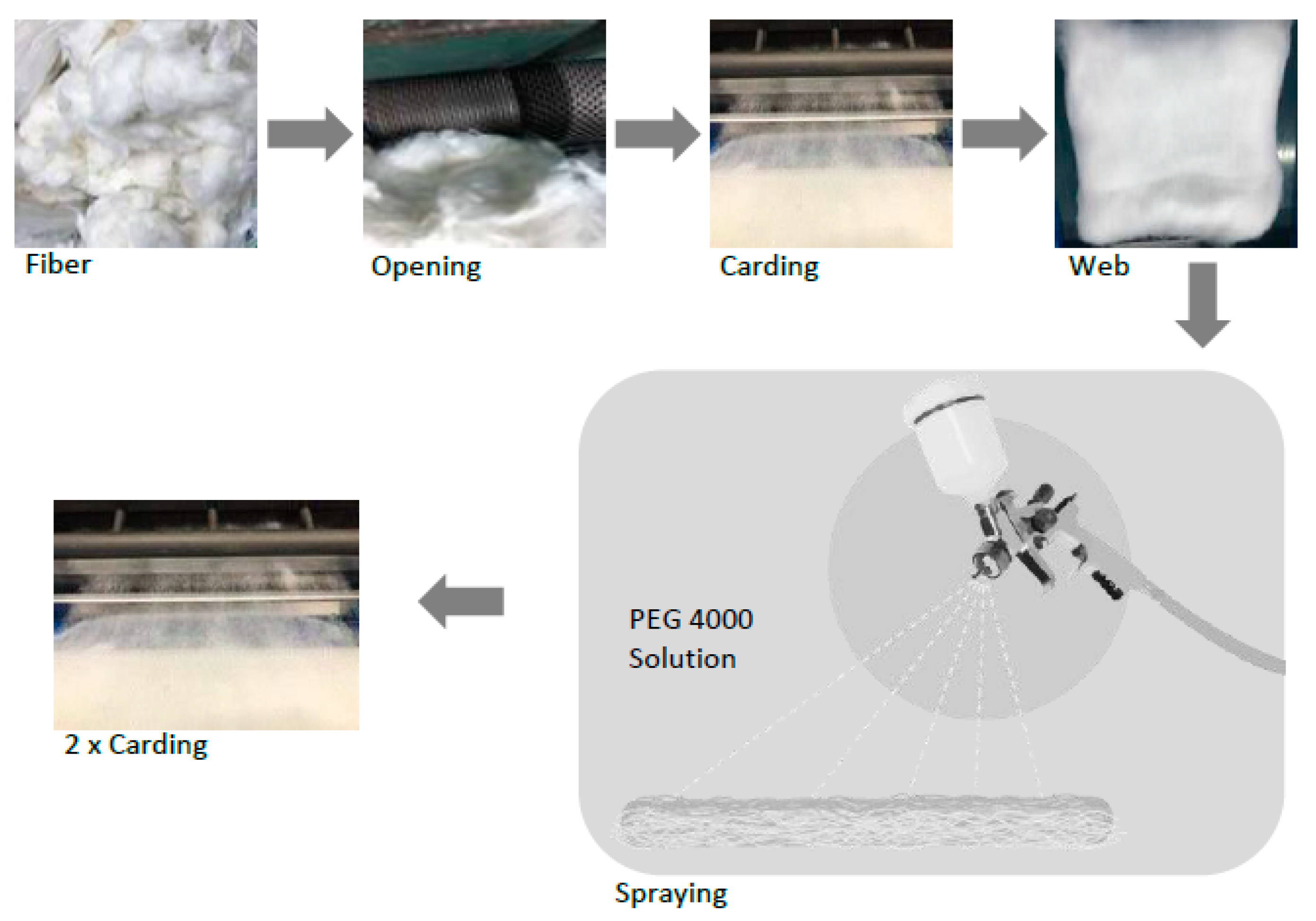
Due to the harsh tearing process, which shortens the fiber length, mechanical recycling of textiles has traditionally resulted in low value products, such as rags or stuffing for insulation. To increase the quality of recycled fibers and enable reassembling to yarn and textiles, the fiber length needs to be retained to a larger degree. This paper describes how a comparative method to quantify inter-fiber cohesion was utilized to suggest suitable PEG 4000 pretreatment loading on off-the-shelf fabrics before mechanical recycling. The effects of variation of the PEG loading upon tearing outcome were studied for CO, PES, and cotton/polyester (CO/PES) plain weave fabrics.
3. Results and Discussions
The main drawback of mechanical recycling of textiles is the loss of fiber length. During the recycling process, the fiber interlocking within and between yarns cause frictional forces to break the fibers rather than disentangling it. The aim was to reduce the cohesion with the use of a lubricant pre-treatment and thereby retain fiber length. Further, a method was developed to test fiber cohesion in order to predict the effectiveness of the tearing process.
3.1. Inter-Fiber Cohesion Measurement
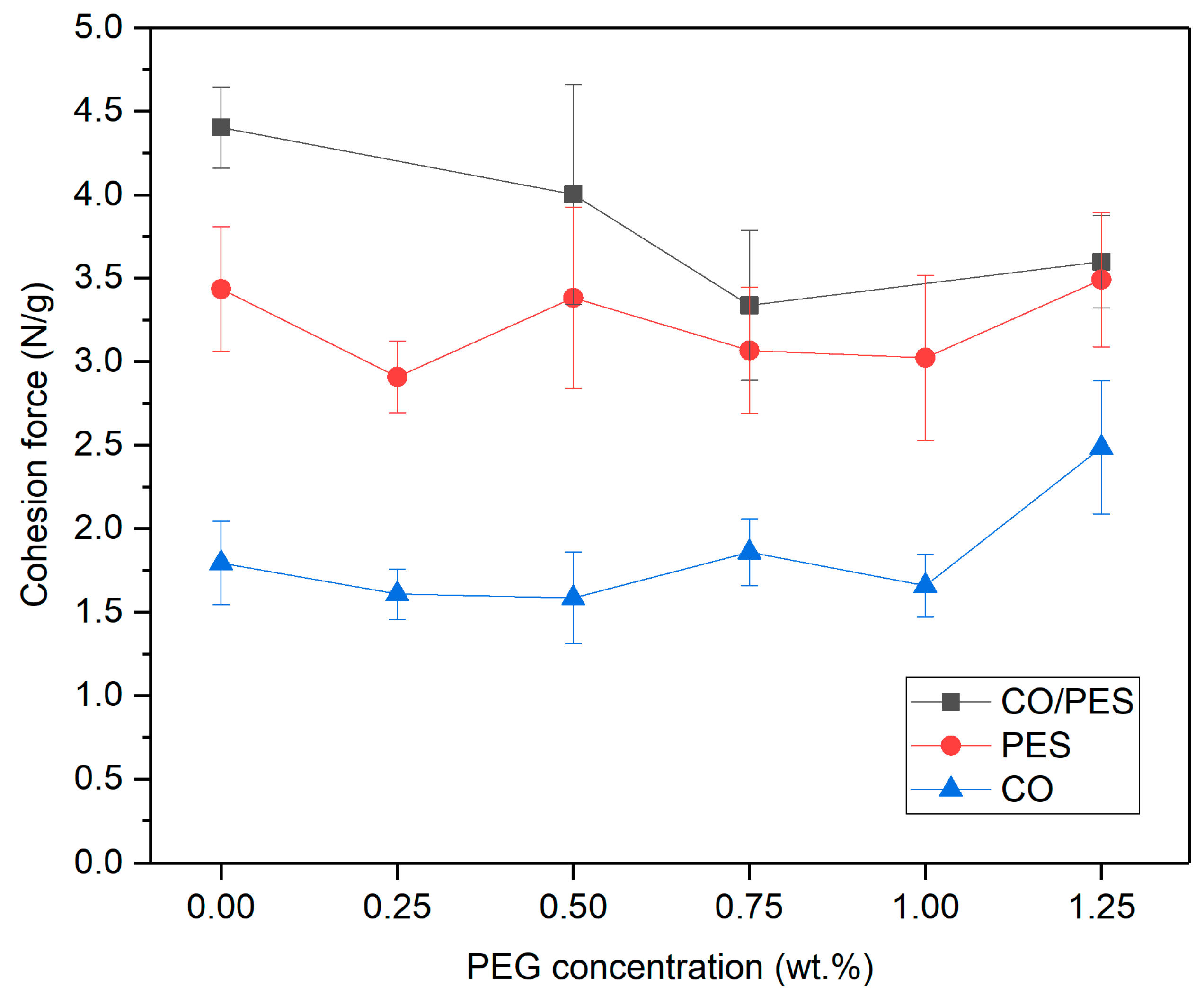
Cohesion test result for CO, PES, and CO/PES fiber webs with different treatment concentrations of PEG (
Table 1) are shown in
Figure 3. The trend is that the CF decreases at 0.25 wt.%, after which the cohesion seems to increase for PES and stay at approximately the same level for CO before increasing at 0.75 wt.%. For PES fibers, the cohesion decreases at 0.75–1.00 wt.% before increasing again. For both PES and CO, the CF increase at 1.25 wt.%. The trend for CO/PES is a decrease in cohesion with the lowest point at 0.75 wt.%. Previous research on how lubricant concentrations affect the friction or cohesion of fibers show that, after an initial increase, friction decreases and is subsequently followed by a further increase [
20]. Another work found a minimum friction value at low concentration [
21]. The low concentration minimum is explained by a mono-layer of lubricant filling the grooves of the fiber [
20,
21]. With higher concentration, the lubricant sticks to itself between fibers, increasing the cohesion between fibers [
20]. However, to our knowledge, there is no research that describes the effects of PEG concentration dependence on fiber-fiber interactions.
The ANOVA analysis on CF results showed that there are significant differences between one or more treatment concentrations for all fiber types. Tukey pairwise comparisons showed that, for CO, 1.25 wt.% is significantly different from all other concentrations, and for PES, 0.25 and 1.25 wt.% are the only concentrations significantly different from each other. For CO/PES, 0.75 and 1.25 wt.% are significantly different from untreated fiber webs, and 0.5 and 0.75 wt.% are significantly different from each other. The results show that there are trends and some significant differences; however, it will be the analysis of recycled fibers that shows how the lubricant treatment affects the recycling process.
3.2. Recovered Fiber Analysis
Recycling was performed on three samples of each fabric material; one test for non-treated fabric and two with different pre-treatment PEG concentrations. This was to quantify the effect of pre-treatment on the quality of recycled fibers. A low concentration of PEG 4000 (0.1 or 0.2 wt.%) was chosen for the three types of fabrics to identify the effect of a small amount of lubricant. Further, a second higher pre-treatment concentration value was chosen where we tried to achieve the optimal value (minimum CF) obtained from the results of inter fiber cohesion measurements presented in
Figure 3. Unfortunately, there were some unforeseen experimental difficulties with the CO/PES material, which is why there is a difference between the higher pre-treatment concentration and the lowest CF detected; see
Table 3 for concentrations on pre-treatments on fabrics.
Table 4 shows the result of the analysis on the recycled fibers. A higher concentration of PEG gave a decreased fraction of unopened fiber and preserved fiber length for all fabrics. The decrease of neps and threads is shown to be 21% for CO, 50% for PES, and 18% for CO/PES. As the presence of neps is an indication of fiber breakage and mechanical stresses [
30], the recycling process for treated fabrics is shown to be gentler.
The length of recycled cotton fibers was 4.3 mm longer for higher concentration treated CO fiber compared to untreated fabric. For PES, the fiber length difference was even higher; fabric treated with 0.7 wt.% PEG gave 9.4 mm longer fibers compared to untreated fabrics. Recycled CO/PES fabric treated with 0.5 wt.% PEG gave 3.7 mm longer fibers compared to untreated fabrics.
For all fabric materials, the tearing process was gentler at the highest PEG loading. Additionally, for PES, there were areas of melted fibers in untreated recycled fabric, which completely disappeared for the treated fractions. This could be seen as evidence that there is in fact a decrease of cohesion during the tearing process for lubricant treated fabrics.
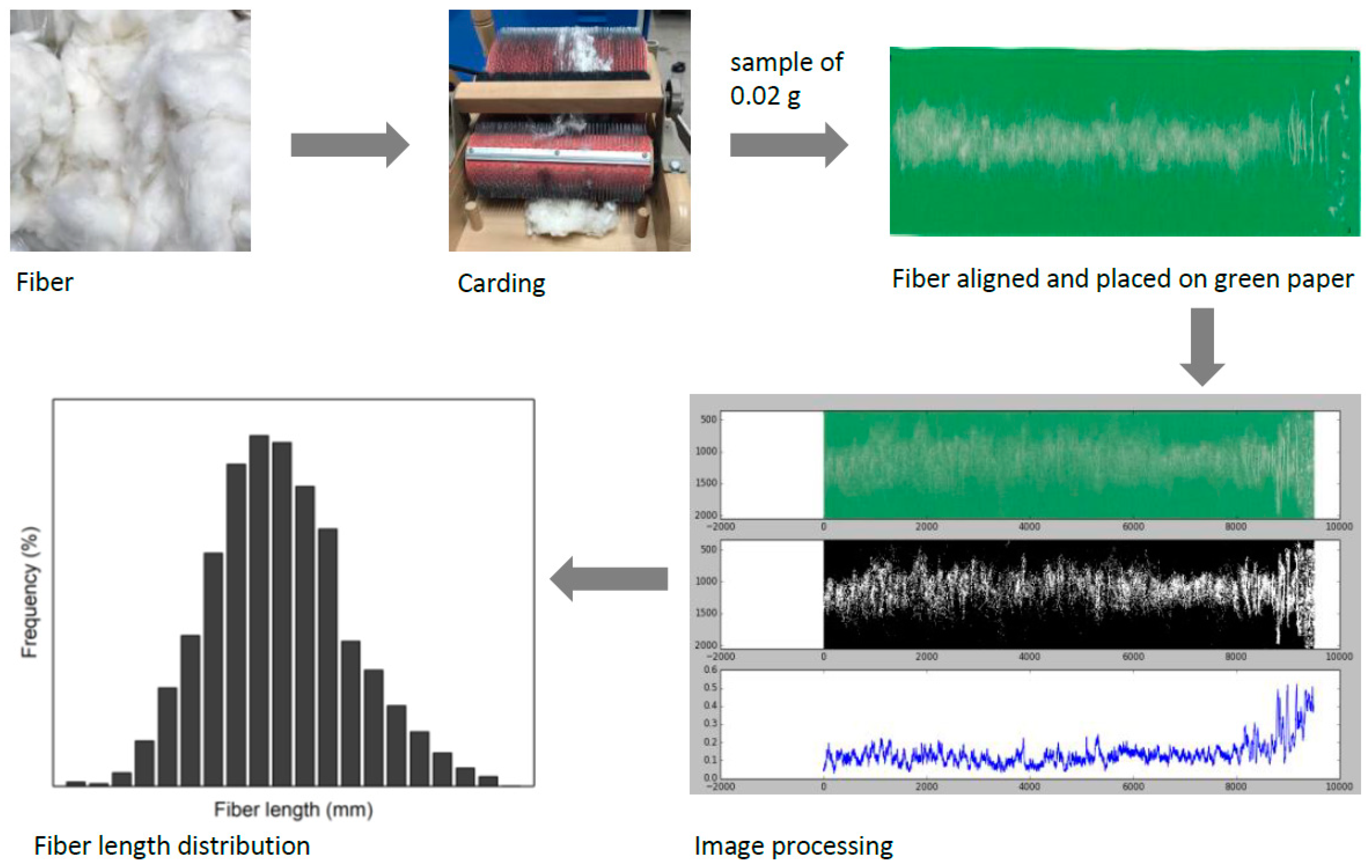
The average length of these fibers increased on PEG treatment of fabrics before the tearing process, as seen in
Table 4. The fiber length distribution for recycled fibers can be seen in
Figure 4. The concentration of PEG affected the fiber length. The change was most pronounced in PES, and it can be seen that the treatment with 0.7 wt.% PEG gave fibers as long as 28 mm, while the longest for the 0.2 wt.% PEG was 20 mm and 10 mm for the untreated fabric. Fiber length distribution was also generally wider after the treatment. This could be due to the fact that the fibers in the treated fabric broke less during processing and thus gave a wider range of lengths. These results fall in line with other results in this work.
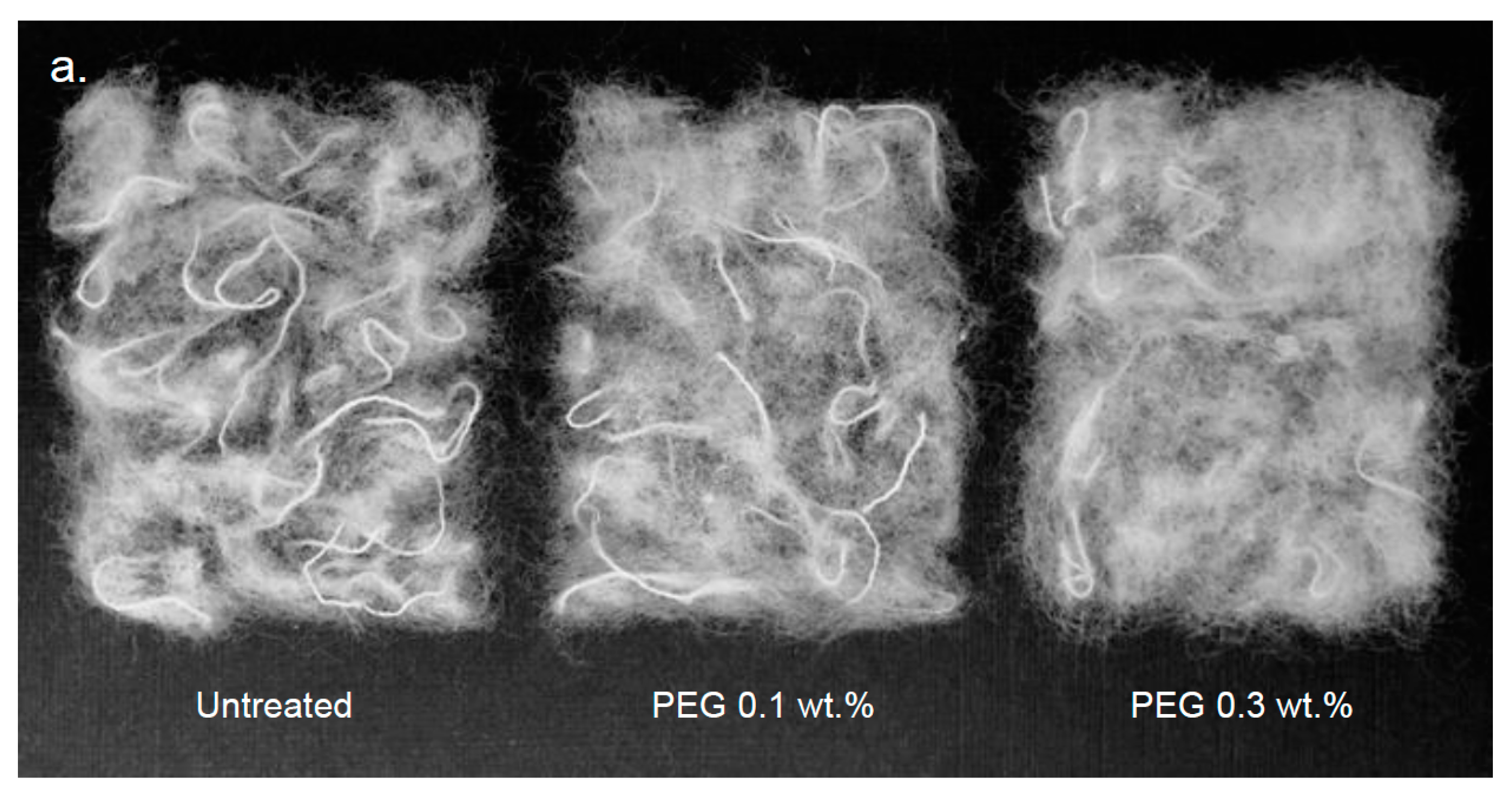
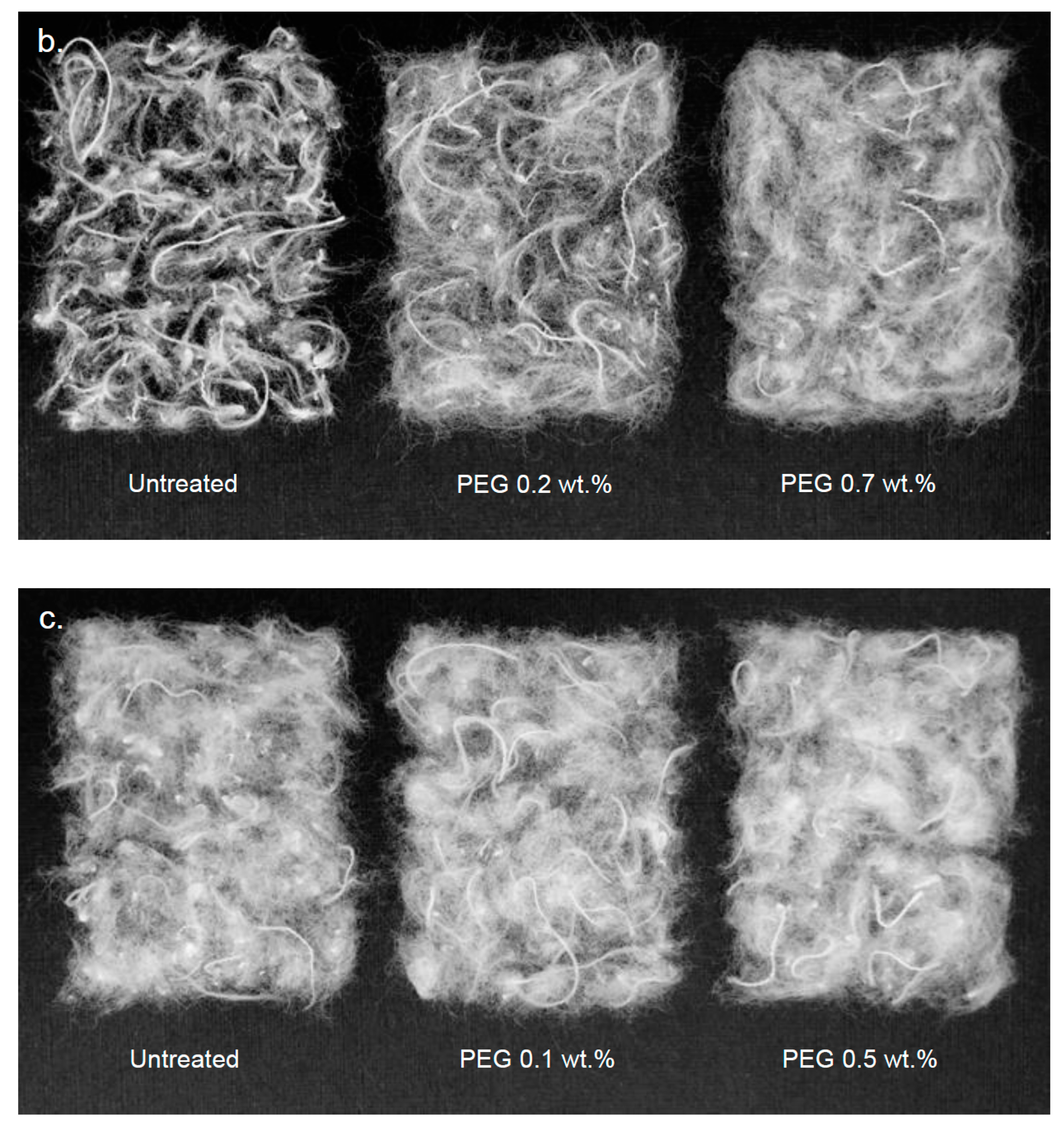
Effect of lubricant on the efficiency of the tearing process was evident on CO and PES fiber samples, which is shown in
Figure 5. This representation of the recycled fibers shows visually what has been shown in numbers in
Table 4 and fiber length distribution in
Figure 4. Especially for PES, the length of fibers increased with a higher loading of PEG. In
Figure 5a,b, it can be seen that the treated samples are more wooly, less dense and less threads and neps are visible. The CO/PES fiber samples also show a difference between treatments in
Figure 5c, albeit a less distinct change.
3.3. Yarn Spinning
The possibility to rotor spin yarn from 100% recycled fibers was examined to further study the effect of the pre-treatment by a lubricant. During the preparation, it was discovered that it was not possible to process the recycled fibers from CO/PES and untreated PES in the drawing frame, as it was not possible to attain an even sliver. For the CO/PES this can be explained by the high difference in fiber length between the recycled CO and PES. For untreated PES, carding difficulties are related to neps of partly molten fibers that appear to have fused together in the recycled fibers.
During the manufacturing of yarn from recycled CO and PES, it was noted that most neps and threads were removed during the production of sliver and during rotor spinning. This gave the positive outcome that the yarn quality was largely unaffected by the amount of unopened material. The PES fibers treated with 0.2 wt.% PEG were difficult to spin into yarn, which is why we chose a relatively high linear density for all yarns. The linear densities of the yarns are shown in
Table 5.
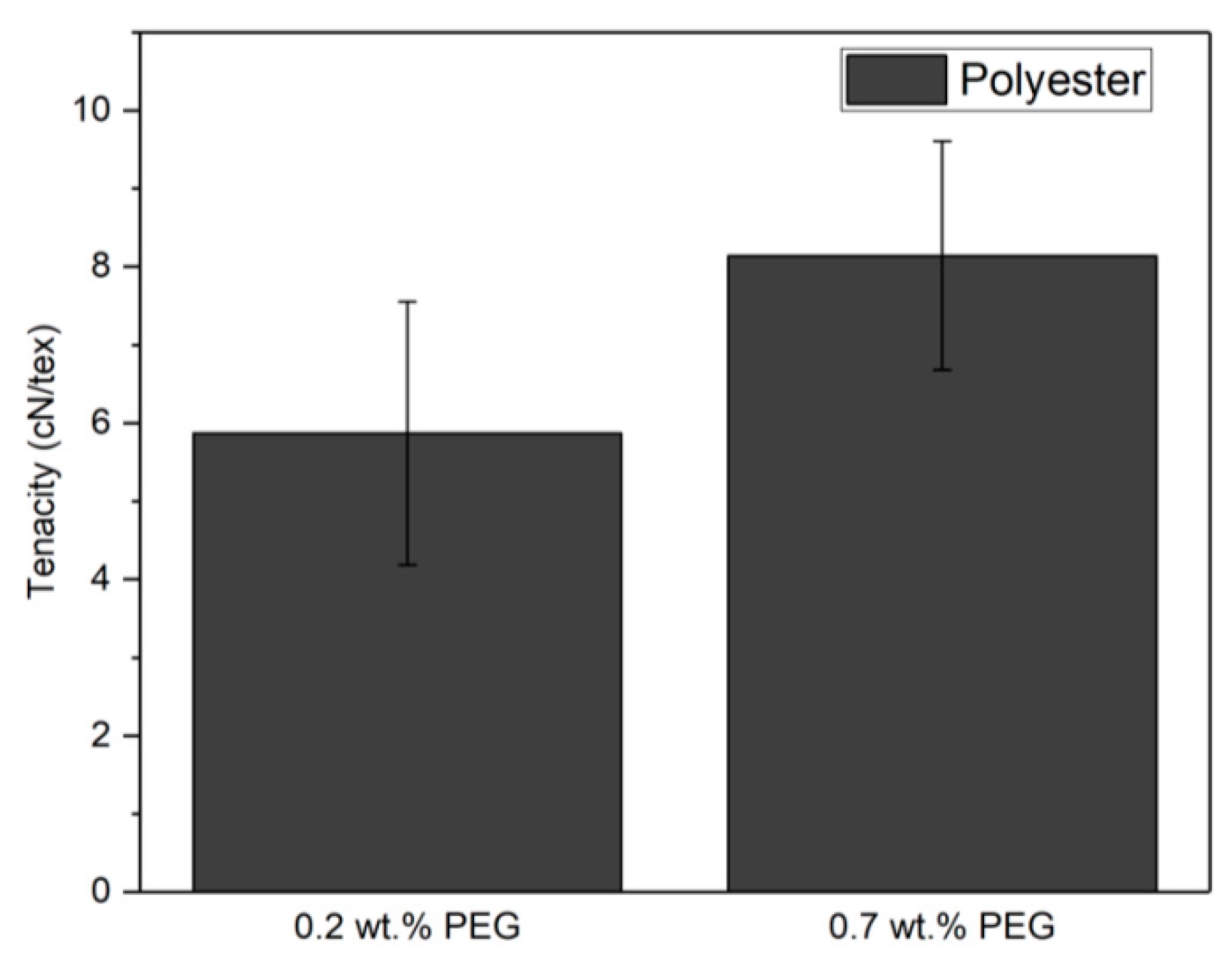
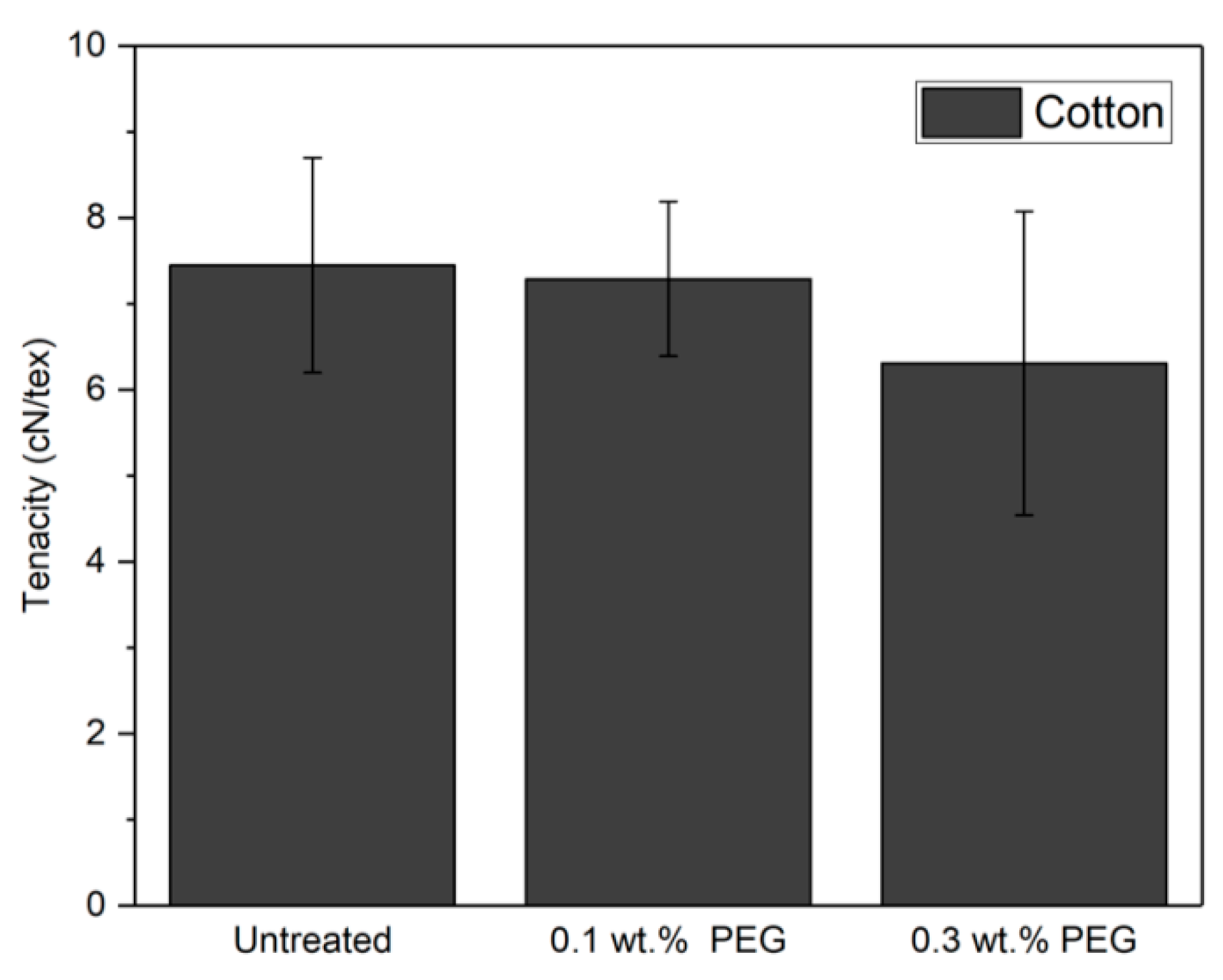
Tensile test results for rotor spun yarn of recycled CO are presented in
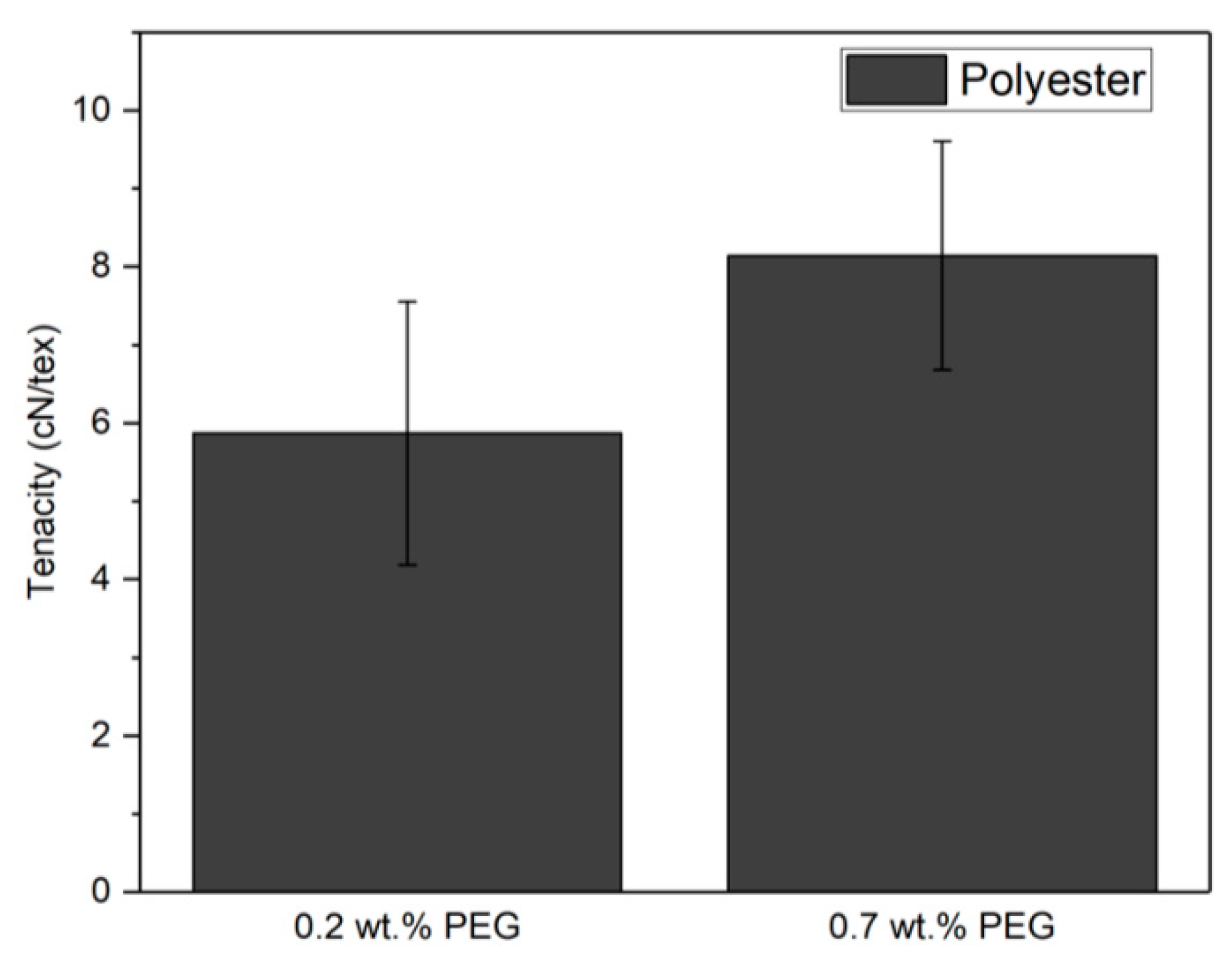
Figure 6. It can be seen that the tenacity of 100% recycled CO rotor spun yarns decrease with the increased concentration of lubricant pre-treatment even though the fiber length was better preserved. For the recycled PES yarns (
Figure 7), the tenacity increase with the fiber length, even though the concentration of lubricant is increased.
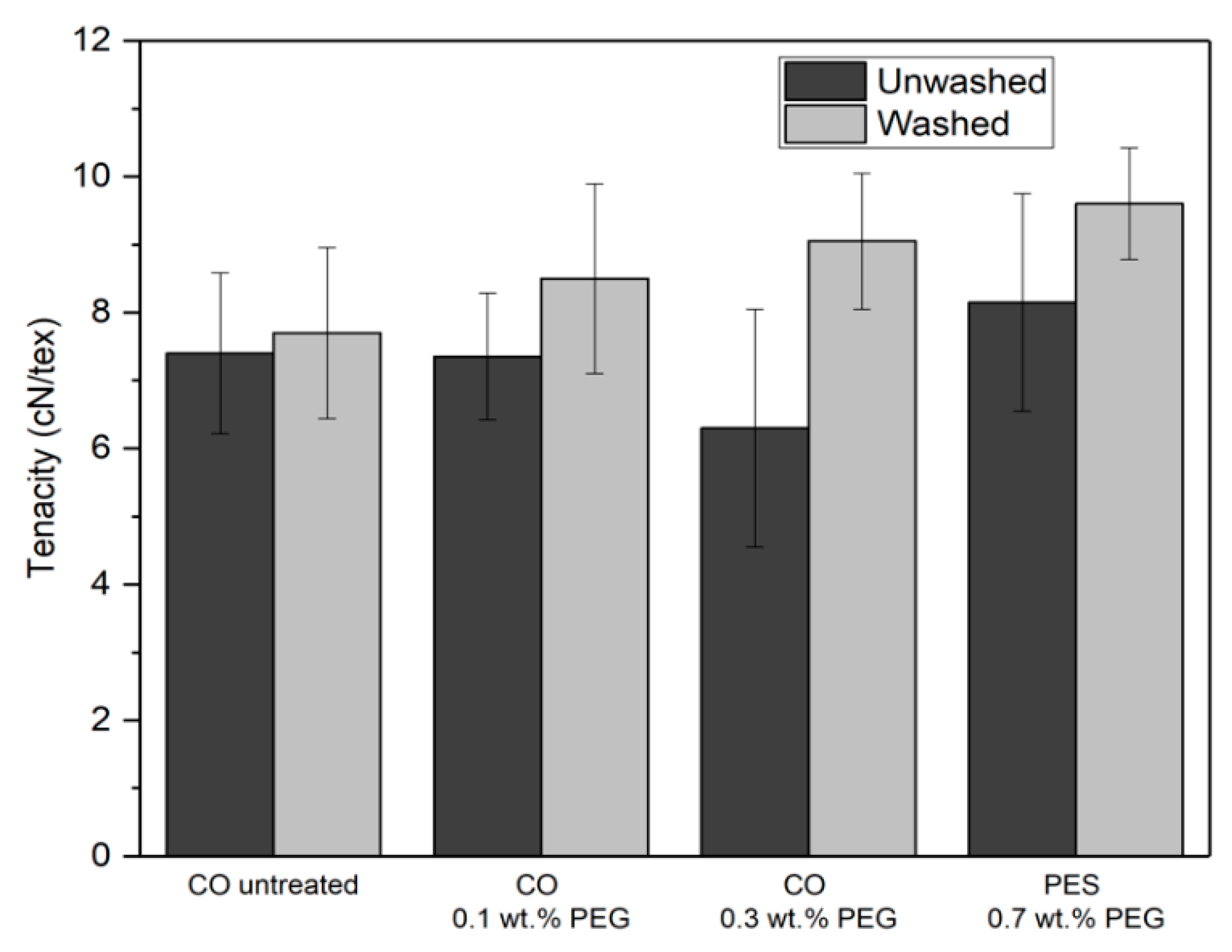
To understand the effect of lubricant in the tenacity of recycled yarn, the yarns were washed and the tenacity was retested after washing.
Figure 8 show that the tenacity of each yarn is higher after washing. Due to the difficulties in producing yarn from PES treated with 0.2 wt.% PEG, the quantity of yarn was not enough to test the tenacity after washing.
When analyzing this result statistically, ANOVA showed that the pre-treatment did not have a significant effect on CO yarn tenacity, while the washing did. Further analysis with the Tukey Simultaneous test showed that the tenacity was significantly different after washing for all samples except for untreated CO. Further, neither treated yarns were significantly different from untreated yarn before washing.
After washing, only the 0.3 wt.% for CO had significantly higher tenacity than the untreated samples. For PES yarns, ANOVA showed that both washing and pre-treatment concentration had a significant effect on the tenacity. The Tukey Simultaneous test confirmed this.
The yarns containing the lubricant PEG had lower tenacity, while the same yarns showed higher strength after washing. This shows that the presence of PEG alters the mechanical properties of the yarn as normally longer fibers give a stronger yarn. This is explained by the lubricant effect of PEG; PEG decreases the cohesion between fibers and thus the strength of the yarn. However, during washing, PEG is removed and the fiber length influences the yarn strength positively. After washing, the fiber cohesion between the longer fibers of pre-treated recycled fibers gave strength to the yarns.
4. Conclusions
In this paper, we investigated a method to preserve the fiber length upon mechanically recycling fibers using PEG 4000 treatment. The lubricant PEG reduced cohesion between fibers in the cohesion test and in the tearing process. The fabrics disassembled more easily, and the effect was visible on the recycled fibers. The inter-fiber cohesion test proved successful in predicting a more efficient tearing process with lubricant treated fabrics. Pre-treatment with PEG resulted in:
Decreased inter-fiber cohesion;
A tearing process with higher efficiency;
Decreased fiber length reduction during tearing;
Enabling rotor spun yarn from 100% recycled fibers.
The lubricating effect on yarn tenacity was also shown by the increase of strength after removal of lubricant through washing. This further proves the inter-fiber cohesion reduction effect of PEG.
This paper shows the potential of lubricant treatment to decrease inter-fiber cohesion during tearing and to increase the value of mechanically recycled fibers. As textile waste can constitute many different fiber types, in the future it would be valuable to study suitable lubricants for different fibers and different fiber blends.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}