Abstract
This article describes research done within the CIRCE2020 project, implemented under the Interreg CENTRAL EUROPE 2014–2020 Programme. The main aim is to present the results of a life cycle assessment (LCA) and life cycle costing (LCC) carried out for a recycling plant in Wielkopolska. From the LCA perspective, the analyzed recycling plant performs two functions; therefore, two research approaches were adopted: from the final waste management perspective (Approach 1) and from the production of secondary products (Approach 2). From the first perspective, the total environmental impact for the reference flow (215.140 kg of multi-material waste) was 552.32 Pt. When focused on the second perspective, the environmental impact for the production of plastic boards (3.073 boards) reached 659.58 Pt. The difference in the obtained values results from the fact that the second analysis, besides waste processing, included additionally the generation of raw materials corrected by the quality factor. The total production cost of boards made of multi-material waste was PLN 165,957.23. Energy consumption is the main cost-generating element of production and also the most important environmental hot spot. To increase environmental efficiency and reduce costs, the use of technology allowing for the reduction of energy demand should be considered first.
1. Introduction
Construction of a business model based on the circular economy (CE) assumptions is among one of the greatest contemporary challenges. CE is a concept that assumes rational use of raw materials by letting them circulate in the economy as long as this is justified economically and environmentally. CE is one of the areas of corporate social responsibility (CSR). The talking point in CSR-related papers is the relationship between corporate social responsibility and circular economy as a consequence of limited sources and environmental problems [1,2,3]. This approach improves business sustainability by reinserting waste into the supply chain to manufacture products on-demand in different industries [4,5,6,7].
Implementation of the circular economy (CE) principles is among the priorities of the European Union, which is reflected in the currently undertaken initiatives. Examples of such actions include the CIRCE2020 project. The CIRCE2020 is R&D and implementation project that has been implemented since 2017 under the Interreg CENTRAL EUROPE 2014–2020 Programme by a consortium of partners from Poland, Italy, Austria, Hungary, and Croatia.
The main objective of the project was to introduce innovative models of raw material supply chain management based on the circular economy concept. Under CIRCE2020, technological solutions for waste management that fit into the idea of CE were examined, implemented, and then tested in companies in Wielkopolska. Polish experts involved in the project included scientists from the Poznań University of Economics and Business who were responsible for conducting the life cycle assessment (LCA) and life cycle costing (LCC) for selected waste streams. Parallel works were carried out by the other project partners in the Veneto Region in Italy, Tyrol in Austria, Dalmatia in Croatia, and the Tatabanya Industrial Park in Hungary. This article describes research done within the CIRCE2020 project. These studies focused on selected waste streams generated in Wielkopolska, mainly multi-material plastic packaging.
Life cycle management tools can be used to support a circular economy business model [8,9,10]. Application of LCA and LCC in the circular economy context is discussed in the literature from both methodological and practical viewpoints [11,12,13,14,15]. There are many case studies investigating implementation of LCA and LCC in the waste management field [16,17,18]. The papers are focused on eco-efficiency measurement. The results demonstrate that the integration of LCA and LCC can provide key arguments for sustainable policy making and indicate technological innovations that have the potentials to improve sustainable businesses. The presented article fits into this subject. The main aim of the paper is to describe the results of LCA and LCC carried out for a recycling plant interested in the processing of mixed plastics. Presented LCA and LCC studies were carried out in the first quarter of 2019 (2018 was the reference period). The LCA and LCC studies were carried out in a fully methodologically consistent manner, for identical system boundaries, and for the same functional unit.
However, the presented paper touches also on the issue linked with multifunctionality, which is a problem that needs to be faced in LCA study. Taking into account the multifunctionality of such an activity, the LCA study was divided into two variants (Approach 1 and Approach 2), which made it possible to verify whether and to what extent the perspective of the study and the inventory data modelling affect the final results. The second variant of the LCA study was modelled using the circular footprint formula (CFF). CFF was developed as part of methodology aiming at measuring the environmental performance in the life cycles of products and organizations (Environmental Footprint Initiative) [19]. CFF is an equation consisting of several parameters that may be considered difficult for business practice. Application of CFF in LCA is an important point in the scientific discussions on the LCA methodology; however, industrial case studies are so far rarely described. An interesting example is a building case study where the end-of-life modelling with the use of CFF for the CEN standards (EN 15804+A1) was proposed [20]. The case study described in this article demonstrates the use of CFF in a different context. The paper presents how to use CFF in a specific case when a recycling plant is also a producer of secondary product and how to interpret the results. Basically, two issues are described: process multifunctionality and product multifunctionality.
2. Materials and Methods
2.1. Waste Selection
The first stage of the CIRCE2020 project was to quantify the waste produced in the region of Wielkopolska in Poland, to identify the waste streams with the highest potential for recycling. Selection of relevant flows was based on:
- the opinion of experts with a background in waste management;
- the results of brainstorming sessions with AM Trans Progres and external experts;
- data provided by waste management companies operating in Wielkopolska;
- guidelines of the EU Action Plan on Circular Economy;
- goals defined in the Waste Management Plan for Wielkopolska Region for 2016–2022, along with the Investment Plan;
- the quantity of waste (according to the European Waste Catalogue) generated in Wielkopolska.
Waste flows generated in 2016 in the Wielkopolska region have been inventoried and distinguished (Table 1). As produced in the largest amount, the following three types of flows have been recognized as the most suitable for recycling and circularity: plastic packaging (EWC 15 01 02), waste plastic (EWC 07 02 13), and mixed packaging (EWC 15 01 06). A need for developing new recycling technologies focused on treating these waste flows has been identified and assumed as a goal in the CIRCE project.

Table 1.
List of relevant waste flows identified in Wielkopolska.
Based on the conducted analysis of waste, two companies dealing with plastics processing in Wielkopolska were selected. Both entities were interested in implementing, on a large scale, a technology allowing the use of mixed waste plastic streams. For them, the LCA and LCC studies were the prerequisites and stimuli for the expansion of their business. Below, the most important assumptions and results of the research carried out for one of the two recycling plants are presented. With this example, the identified difficulties in implementing LCA and LCC are also discussed.
2.2. Goal and Scope
The research focused on multi-material plastic waste (mainly packaging). Due to its heterogeneity, it is very difficult to process this waste to separate individual polymers and produce a homogeneous regranulate. Therefore, for this waste type, landfilling or co-incineration are the most common forms of final management. Taking into account the circular economy guidelines, technology has been developed in which the multi-material plastic waste serves as input to the conversion process based on a physical treatment process. This process allows us to use different combinations of multipolymer waste to produce the final product—secondary plastic board with valuable features that probably will find an application in horticulture as a fencing board.
The purpose of this research was to determine potential environmental impacts and costs of a new business area of the analyzed recycling plant, which includes processing of multi-material plastic waste and the production of boards from it. The functional unit was to process 215.140 kg of multi-material plastic waste and to produce 3.073 boards sized 2.0 × 1.4 × 0.02 m with a unit weight of 70.0 kg made out of the recycled materials. It has been assumed that the material composition of the recycled product represents the morphology of the multi-material waste stream received by the examined recycling plant in 2018 and it is as follows: HDPE 30%, PP 30%, PC 10%, PA 10%, ABS 10%, and Aluminum 10%.
System Boundary
The following unit processes related to waste conversion technology have been included in the foreground system’s boundary: shredding, mixing, thermal processing, packaging, and internal transportation. However, it should be underlined that from the LCA perspective, the business of the analyzed recycling plant can be seen as performing two functions (process multifunctionality):
- function 1 (f1) → final waste management;
- function 2 (f2) → production of secondary plastic boards.
What is more, the second function (f2) yields a finished product made of recycled materials, so we are dealing with another source of multifunctionality (product multifunctionality), concerning only the boards produced:
- function 2a (f2a) → production of virgin product A in the previous life cycle;
- function 2b (f2b) → production of secondary product B (secondary plastic board) in the current life cycle.
In practice, this means that the impact assigned to board production function (f2) should be divided between two coupled product systems (f2a and f2b). The question is how to address all these issues in the LCA study.
It is assumed that the management of the recycling plant in question would like to know what the potential environmental impact of their new waste conversion business is. Two different research perspectives were adopted to address this issue, and they directly affect the system boundaries of the study (Figure 1):
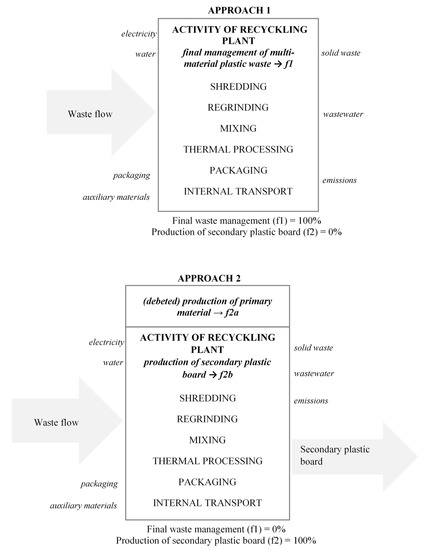
Figure 1.
System boundaries in the presented LCA study, according to Approach 1 and 2.
- Approach 1—calculation of environmental impacts with a focus on multi-material plastic waste final management. This reflects the perception of the recycling plant as a waste management entity and performing the “end-of-life” function. In this approach, all impacts related to the operation of the plant are assigned to function 1 (100% = f1 and 0% = f2). Therefore, secondary board production is somewhat “ignored” with zero impact assigned to it.
- Approach 2—calculation of environmental impacts with a focus on secondary board production. This reflects the perception of the recycling plant as an entity producing ready-made products from secondary raw materials, and thus operating on the borderline of at least two product systems and performing a “production” function in the life cycle. In this approach, all the impacts associated with the plant’s operations are assigned to function 2 (0% = f1 and 100% = f2), so waste final management (f1) is somewhat “ignored”, and all the environmental impact is assigned to secondary board production (f2).
However, the production of these boards, as products from secondary raw materials, requires further allocation. To perform correct allocation between primary raw material production (f2a) and secondary raw material processing (f2b), CFF was applied [21,22]. The allocation factors for f2a and f2b will vary depending on the material. The CFF algorithm, as well as the parameters used for the calculation and the allocation factors, are presented in the next section.
2.3. Data Collection
2.3.1. Modelling of Environmental Data—Approach 1
In the first approach to the LCA study, the focus was on the final waste management function of the recycling plant. The study used company-specific data coming from internal sources (company’s documentation). The study also used secondary data sets from Ecoinvent v. 3.5. To model electricity production, the energy mix for Poland (Electricity, low voltage {PL}, market for) was used.
The data for the LCA study were collected separately for unit processes identified in the waste conversion technology. The study accounted for electricity, machine wearables (knives, cubes, etc.), consumables (lubricants, spacers, oils, etc.), intermediary packaging, and fuel for internal transport:
- electrical power consumption was calculated based on direct measurements taking into account the average duration of individual operations and the average power of machines and equipment used for unit technological processes;
- other data (intermediate materials, solid waste, air emissions) were allocated using an allocation factor of 3.73%, which reflects the weight share of multi-material plastic waste in the total waste received by the recycling plant in 2018.
Uncertainty of the life cycle analyses is influenced by many factors; one of them is data quality. To ensure high-quality final results, the study used primary data. The minimum data quality requirements were as follows:
- Reliability: verified data partly based on assumptions
- Completeness: representative data from a smaller number of sites but for adequate periods
- Temporal differences: less than 0.5 years of difference to year of study
- Geographical differences: data from area under study
- Further technological differences: data from enterprise under study
2.3.2. Modelling of Environmental Data—Approach 2
In the second approach to the LCA study, the perspective of the secondary product manufacturer was adopted, which forced the use of the circular footprint formula for modelling inventory data. The CFF was developed by the Joint Research Centre (JRC) at the request of the European Commission as part of the Environmental Footprint (PEF) and Organization Environmental Footprint (OEF) methods and has been published in the latest version of PEFCR/OEFSR guidance documents [21,22]. CFF is used to model the circularity of materials and energy. It can be used for any LCA study in which a secondary raw material product appears. For this study, a fragment of the CFF algorithm for secondary material production was used:
where:
EI: environmental impact of the studied process
R1: proportion of material in the input to the production that has been recycled from a previous system.
Ev: specific emissions and resources consumed (per unit of analysis) arising from the acquisition and pre-processing of virgin material.
A: allocation factor of burdens and credits between supplier and user of recycled materials.
Erecycled (Erec): specific emissions and resources consumed (per unit of analysis) arising from the recycling process of the recycled (reused) material, including collection, sorting, and transportation process.
Qsin: quality of the ingoing secondary material, i.e., the quality of the recycled material at the point of substitution.
Qp: quality of the primary material, i.e., quality of the virgin material.
To sum up, in the study, both the processes occurring at the producer of the secondary product (foreground system) and those related to the production of primary raw materials (background system) were analyzed:
- primary raw material production—Ev (based on secondary data taken from Ecoinvent v. 3.5);
- secondary raw material processing in the analyzed company—Erecycled (waste treatment leading to the production of secondary products, based on specific data collected in Approach 1);
- primary raw material production, adjusted by quality factor Qsin/Qp—Ev*Qsin/Qp (based on secondary data taken from Ecoinvent v. 3.5, dataset valid for Europe).
The above processes must be allocated accordingly, i.e., assigned to the production of products from secondary raw materials. For this purpose, the allocation factors resulting from the calculations made under the CFF should be determined. These are presented below.
Approach II assumes that the products being the input for the production of secondary boards are the following packaging primary raw materials: HDPE, PP, PC, ABS, PA, and aluminum. Although the materials serving as input for the secondary board production are complex waste products, the CFF parameters are presented below (Table 2) separately for each of them:
Table 2.
Circular footprint formula input data.
- R1 = 1 means that the board is entirely made of recycled materials.
- Parameters A are set arbitrarily by the European Commission and reflect the situation on the secondary raw materials market (supply–demand relationship). It can take three values: 0.2, 0.5, and 0.8. For example, if parameter A = 0.2, it means that demand for the secondary raw material exceeds supply, if parameter A = 0.5, it means that the secondary raw material market is balanced.
- The Qsin/Qp parameters reflect the quality performance of primary materials at the point of substitution. In the case study, parameters Qsin/Qp are at least 0.9. It means that due to the quality of multi-material packaging waste, it is possible to use them in the secondary board production process.
As a result of CFF calculations, allocation factors were obtained, which were used to build a data inventory model. The Table 3 shows that finally Approach 2 includes two processes (groups of processes): Erecycled and Ev*Qsin/Qp.
Table 3.
Allocation factors obtained as part of CFF calculations.
2.3.3. Cost Categories
The data necessary to calculate the costs of the secondary board production come from internal and external sources. Internal data includes information from the company’s financial and accounting system, data from the production, and controlling system. External data includes market prices and tax law regulations.
For cost calculation needs, data collected as part of the environmental data inventory (Approach 1) were used for the exclusion of costs of solid waste. Most of the solid waste generated is returned to production and the costs of other waste (e.g., used consumables) are marginal.
Apart from the costs resulting from the environmental data inventory containing used materials and energy, the following cost categories were taken into account:
- pre-acquisition costs (purchasing price of multi-material wastes);
- depreciation of tangible assets;
- direct wages;
- indirect wages;
- insurance and other fees;
- environmental fee.
Cost calculation was based on the direct and indirect costs of the secondary board production. The settlement key for indirect fixed costs is 20%, which is a standard key within this entity for that part of its business activity.
3. Results
3.1. Environmental Impact Assessment—Approach 1
Life cycle impact assessment was conducted using LCIA ILCD 2011 Midpoint+ V1.10/EC-JRC Global, equal Weighting method. The total environmental impact of final management of 215.140 kg of multi-material plastic waste expressed as a cumulative eco-indicator is 552.32 Pt. 1 Pt means average human environmental impact in EU-27 in 2010 [24]. Below, the results are presented as normalized and weighted results (Table 4) broken down into unit processes. Figure 2 presents percentage shares in the total environmental impacts of the analyzed impact categories (excluding toxicity-related impact categories). Based on obtained results, the significant issues were analyzed. For this purpose, the most relevant impact categories and the most relevant unit processes were identified.
Table 4.
The environmental impact of final waste management—weighted results [Pt].
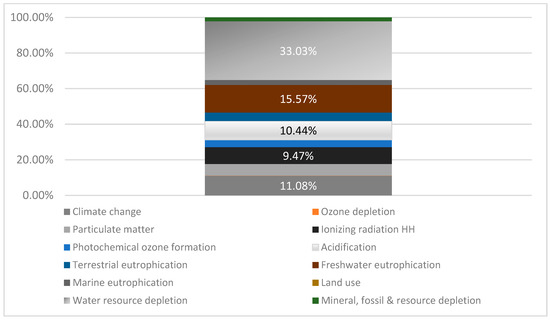
Figure 2.
Identification of the most relevant impact categories—based on the normalized and weighted results [%].
The most relevant impact categories were identified as all impact categories that cumulatively contribute to at least 80% to the total environmental impact (excluding toxicity related impact categories). In the presented study, the most relevant impact category is water consumption (33% of the total environmental impact). This is because the analyzed processes in multi-material waste processing are highly energy-intensive, and the generation of electricity in Poland entails the consumption of large amounts of water for cooling the turbines. In the research, four additional relevant impact categories were identified:
- Freshwater eutrophication
- Climate change
- Acidification
- Ionizing radiation HH
Below, the results are presented as characterized results of the most relevant impact categories (Table 5). Each most relevant impact category was investigated by identifying the most relevant processes. The most relevant processes are those that collectively contribute at least 80% to any of the most relevant impact categories identified.
Table 5.
The environmental impact of the most relevant impact categories—characterized results.
The most relevant unit process is thermal processing of waste. This process accounts for over 60% of the environmental impact within each of the relevant impact categories. It is the most energy-intensive process and numerous consumables are used in it. Waste shredding and regrinding are also noteworthy. The first one accounts for environmental interventions contributing to significant impacts within each relevant impact category, but the environmental impact for particular impact categories is much smaller than that of thermal processing. Regrinding is considered as a relevant process only for two relevant impact categories and, similarly to shredding, its share in the environmental burdens is relatively low. The figure below (Figure 3) shows percentage shares in the environmental impacts of unit processes within each of the analyzed impact categories (excluding toxicity-related impact categories).
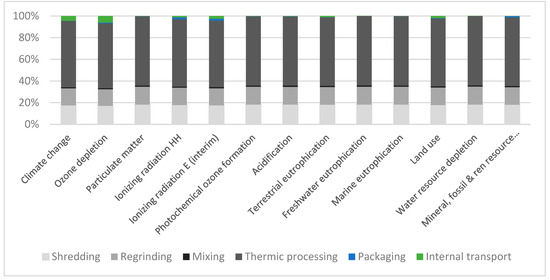
Figure 3.
The environmental impact of unit processes—environmental profile [%].
3.2. Environmental Impact Assessment—Approach 2
The environmental impact of producing 3073 boards from multi-material plastic waste, calculated taking CFF into account, is 659.58 Pt. Below (Table 6), the single score results are presented broken down into two processes (process groups), which were included in the study by using CFF.
Table 6.
The environmental impact of producing secondary boards—Single Scores [Pt].
What is the most important in the context of these results is their comparison with the results obtained in Approach 1. First of all, it was noted that the environmental impact indicator for processing in the investigated company is higher for Approach 1 (Table 7). A lower index has been obtained for the same processing in Approach 2 due to the allocation of environmental impacts using parameters R1 and A of the CFF formula. Since in the analyzed case, R1 equals 1 (boards are entirely made of secondary raw materials), the allocation of environmental impact is determined by parameter A. As mentioned, this parameter reflects the situation on the secondary raw materials market. A value of 0.5 means that the secondary raw material market is balanced and such a value of the parameter A has been adopted for most of the analyzed raw materials. Aluminum is the exception, for which the parameter A takes the value of 0.2. Therefore, activity of the analyzed recycling plant treated as processing leading to the recovery of aluminum and other raw materials has lower environmental impact.
Table 7.
The environmental impact—Approach 1 versus Approach 2 [Pt].
The second inventory element included in the study by using CFF is the production of primary raw materials corrected by the quality factor at the point of substitution. Inclusion of the production of primary raw materials in the calculation of environmental impacts results in a significant increase in the environmental impact of the analyzed operations. This constitutes an additional debit related to withdrawing secondary raw materials from the market. Although it can be considered as an artificial intervention, such reasoning is valid, because the production of boards from secondary raw materials results in the secondary raw materials concerned not being used in an alternative production system at a given time. This, in turn, may lead to increased consumption of primary resources.
It is worth underlining that according to the contribution analysis and ranking criteria recommended by the PN-EN ISO 14044: 2009 [25], the difference in the environmental impact calculated in Approach 1 and Approach 2 is about 20%. It shows that the choice of allocation procedure may be relevant. In our case study, a debited primary production has turned out to be one of the two key drivers making the difference between final results.
To determine how changes in energy generation and methodological choices affect the results of the LCA, the sensitivity analysis was conducted. Two criteria of sensitivity analysis were considered (Table 8). Firstly, average European energy mix for electricity production was used (electricity, low voltage (Europe without Switzerland), market group four). Secondly, a different LCIA method was applied (ReCiPe 2016 endpoints H/A V.1.04). It could be concluded that regardless of the above-mentioned issues, the environmental impact calculated in Approach 1 is lower than results achieved in Approach 2, but the differences are even more relevant.
Table 8.
The environmental impact—sensitivity analysis.
3.3. Cost Analysis
The final element of the research was the calculation of the costs of manufacturing boards from multi-material plastic waste. Tables below present calculated direct (Table 9) and indirect (Table 10) costs—for the whole production and the unit product.
Table 9.
Total and unit direct costs of secondary board production.
Table 10.
Total and unit indirect costs of secondary board production.
The total manufacturing cost of 3073 secondary boards is 165,957.23 PLN. Calculated costs seem to be relatively high. The high cost-consuming production of the board is primarily influenced by energy consumption (about 40% of the total production costs). As already emphasized, the energy demand for the production of boards from multi-material plastic waste is high. Energy consumption is the most important environmental hot spot, and cost analysis highlights the importance of this resource. The purchase price of wastes (about 30%) and depreciation value of fixed assets (about 18%) hold a significant share in the total production costs. The calculation of the last of these costs requires clarification.
Depreciation of production plants and machines results directly from accounting records, but for some machines also from market data and tax records. In the analyzed period, depreciation was 27,177.61 PLN. The company uses the following fix assets: mill, panel saw, recycling press, compressor, forklift, silo (mixer), mill (grinder), and press. The depreciation value of five production plants was determined based on the depreciation table and accounting records. In turn, the silo, mill, and press are unique machines, which are not depreciating in the accounting records. To calculate the total real cost of manufacturing the board, the market prices of similar machines and the depreciation rate from the list of depreciation rates according to the tax law for this type of fixed assets were assumed, amounting to 14%. It was assumed that all of the above-mentioned fixed assets are used exclusively for the production of secondary boards from multi-material plastics waste; therefore, a 20% ratio is not included in the calculation of the settlement key.
4. Discussion
Given that the main idea behind the circular economy is recycling raw materials, the technological processes analyzed under the CE solutions should actually end up in processing waste in a way that enables the production of valuable semi-finished or finished products. For the sake of methodological correctness, the recycling multifunctionality should be taken into account when planning an LCA study in the CE context, and it should be ensured that the study also covers the production of a conventional product that will be replaced by a secondary product. The associated impacts should be credited as an environmental benefit.
However, expansion of system boundaries could be problematic. First of all, the product for which the secondary product will be a substitute must be specifically defined, including the quality of the secondary material at the point of substitution together with features affecting the functionality and life span of the product. Another difficulty lies in collecting inventory data for the conventional product. If we assume that the LCA study is carried out at a recycler who is considering implementing technology for CE, we also need to assume that this entrepreneur does not have access to specific production data defining the primary product. Getting such data from the market is not easy, due to potential competitiveness, and secondary databases in many cases provide information on the production of the main component materials rather than the specific product.
In this LCA study, the difficulties described above were encountered. There is currently no product on the market that would match the composition of the secondary board, and it is difficult to propose a specific substitute. The food and construction industries should be excluded from potential applications. Most likely, the secondary product will find an application in horticulture as fencing board. It is also possible that it has such new functions that it would fit in some market niche and then, in such a case, it would basically be impossible to extend the system boundaries with the avoided production of a conventional product.
Another problem occurring in the LCA study in the context of CE is modelling of a multifunctional system. In such cases, the CFF algorithm is recommended to be applied. CFF consists of several parameters and requires many input data. Additionally, some shortcomings with regards to CFF are demonstrated in the literature, e.g., the default data provided for the quality term [26]. It should be noted that in the theory and practice of environmental life cycle assessment, problems relating to multifunctionality and allocation procedure usually occur. To dealt with it, several end-of-life allocation approaches were proposed [27], focusing on the whole product life cycle perspective. In the presented study, a producer perspective was adopted and an approach when a fragment of the CFF algorithm for secondary material production was used. It means that the burdens were allocated between production of virgin product and production of secondary product. The fact that CFF includes the generation of primary materials corrected by the quality factor caused the environmental impact calculated to take CFF into account to increase, due to changes in another product system.
Some difficulties were also encountered in the analysis of the costs of producing boards from multi-material plastic waste. The company uses a simple accounting system. This has several consequences. First, some of the cost information had to be obtained manually, which, in turn, was lengthy and subjective. The company records only basic cost information for the whole business. That is why, when determining the costs for recycling activities, they were based on the knowledge and experience of company employees and logical assumptions. The lack of a developed ERP class integrated program meant that the process of obtaining this information was significantly extended and that the obtained information was subjective in some areas. The cost calculated in this way is a static measure and cannot be compared in time. Each “manual” calculation of this cost will generate a relatively high expenditure of time and money for the company. It is, therefore, doubtful that the company will carry out such cost calculations regularly. In turn, the basic principle of control is that the results obtained should be compared with the forecasts adopted in monthly, quarterly, and annual periods. Therefore, it is not certain that the results obtained are representative and that a similar scale of operations takes place in the remaining periods.
A simple accounting system does not provide the data needed for in-depth analyses modelled on Business Intelligence modules in ERP class systems. The analyzed company produces various products, and using a simple accounting system, it was impossible to determine, for example, the margin on secondary boards. The lack of detailed measurements of the number and time of activities carried out resulted in the settlement key for indirect costs being discretionary and expert. Of course, this does not distort the entire pool of costs, but it can affect the precision of allocating indirect costs to a given product, in this case, to secondary boards. Observing the production process, it can be stated that this key is specified correctly. However, this certainly needs to be verified in the future.
Based on the analyses carried out, it is possible to indicate possible directions to improve the usability of the accounting system and the accuracy of cost calculations. One solution is to refine the accounting entries within the existing accounting system. However, it should be borne in mind that such a solution would generate a lot of manual work and time. Therefore, a better solution for the enterprise would be the implementation of an integrated ERP system. Under this system, it would be possible to specify, for example, margins on individual product groups and recipients, real-time changes in the unit cost of the product, as well as deviations from forecasted values and unit cost under various activities in accordance with the activity-based costing principle.
5. Conclusions
This article presents an environmental assessment and cost calculation of the process of secondary products production based on the technology of multi-material plastic waste conversion. LCA and LCC analyses quoted in this article were part of the CIRCE2020 project implemented in cooperation with a company from Wielkopolska. The designed technology will enable obtaining a valuable secondary product that probably will find an application in horticulture as fencing board.
From the LCA point of view, the activity of the analyzed recycling plant has two functions; therefore, two different research perspectives were adopted: from the point of view of the final management of multi-material plastic waste (Approach 1) and from the point of view of manufacturing secondary products (Approach 2). Since the production of boards from secondary materials requires the environmental impact to be allocated between the production of primary raw material and the processing of secondary material, for Approach 2, the circular footprint formula was used to determine the allocation factors. The most important results are as follows:
- As a result of the analysis of the operation of a recycling plant from the perspective of final multi-material plastic waste management (Approach 1), the total environmental impact expressed in terms of cumulative eco-indicator for the defined reference flow (215.140 kg of waste) was 552.32 Pt.
- When focused on secondary product generation (Approach 2), the environmental impact related to the production of secondary-material boards with 215.140 kg of multi-material plastic waste (3.073 boards) reaches 659.58 Pt.
The results presented above make it clear that the LCA perspective and, consequently, the approach to modelling of inventory data, influence the potential environmental impact levels of a recycling plant’s operations. The difference in the obtained values results from the fact that the analysis focusing on the production of the secondary product also included the generation of raw materials corrected by the quality factor. This intervention should be treated as an additional debit related to taking the secondary resources from the market and, therefore, it increases the environmental impact of the analyzed waste conversion processes. From the point of view of the investigated company, this constitutes an artificial burden, but it is justified by the life-cycle perspective, as it implies the consequences of specific manufacturing activity. However, it should be noted that according to the contribution analysis and ranking criteria recommended by the PN-EN ISO 14044: 2009, the difference between the total environmental impact calculated in Approach 1 and Approach 2 is fairly important.
This research also covered an analysis of the costs of manufacturing boards from multi-material plastic waste. The total manufacturing cost of 3073 secondary boards is PLN 165,957.23 (about 55 PLN/unit). The high cost-consuming production of the board is primarily influenced by energy consumption (about 40% of the total production costs). The purchase price of wastes (about 30%) and depreciation value of fixed assets (about 18%) also constitute an important cost of the total production costs.
Based on LCA study, it was concluded that the most relevant impact category is water consumption related to energy demand of the analyzed processing. It is worth stressing that this environmental problem occurs in the supply chain and constitutes an intermediate environmental aspect for the analyzed company. It could be concluded that to increase environmental efficiency and reduce costs, the use of technology allowing for the reduction of energy consumption should be considered first.
Author Contributions
Conceptualization: K.J.-L. and A.L.; methodology: K.J.-L., A.L., and D.G.; software: K.J.-L.; validation: K.J.-L. and A.L.; formal analysis: K.J.-L., D.G., and M.K., investigation: K.J.-L.; resources: K.J.-L., D.G., and M.K.; data curation: K.J.-L.; writing—original draft preparation: K.J.-L., D.G., and M.K.; writing—review and editing: K.J.-L. and A.L.; visualization: K.J.-L. and A.L.; supervision: K.J.-L.; project administration: M.K.; funding acquisition: M.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Interreg CENTRAL EUROPE 2014–2020 Programme and conducted within CIRCE2020 project (https://www.interreg-central.eu/Content.Node/CIRCE2020.html).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Scarpellini, S.; Marín-Vinuesa, L.; Aranda-Usón, A.; Portillo-Tarragona, P. Dynamic capabilities and environmental accounting for the circular economy in businesses. Sustain. Account. Manag. Policy J. 2020, 11, 1129–1158. Available online: https://www.emerald.com/insight/2040-8021.htm (accessed on 15 July 2020).
- Zhao, X. China’s policies for promoting the circular economy: Past-decade experiences, future plans and success stories. In Unmaking Waste in Production and Consumption: Towards the Circular Economy; Crocker, R., Saint, C., Chen, C.G., Tong, Y., Eds.; Emerald Publishing Limited: Bingley, UK, 2018; pp. 49–66. [Google Scholar]
- Li, R.; Meng, L.; Leung, T.; Zuo, J.; Tang, B.; Wang, Y. Unmaking waste in construction in the EU and the Asian circular economy: A formal institutional approach. In Unmaking Waste in Production and Consumption: Towards the Circular Economy; Crocker, R., Saint, C., Chen, C.G., Tong, Y., Eds.; Emerald Publishing Limited: Bingley, UK, 2018; pp. 225–240. [Google Scholar]
- Nascimento, D.; Alencastro, V.; Quelhas, O.; Caiado, R.; Garza-Reyes, J.; Rocha-Lona, L.; Tortorella, G. Exploring Industry 4.0 technologies to enable circular economy practices in a manufacturing context: A business model proposal. J. Manuf. Technol. Manag. 2019, 30, 607–627. [Google Scholar] [CrossRef]
- Hvass, K.; Pedersen, E. Toward circular economy of fashion: Experiences from a brand’s product take-back initiative. J. Fash. Mark. Manag. 2019, 23, 345–365. [Google Scholar]
- Sandvik, I.; Stubbs, W. Circular fashion supply chain through textile-to-textile recycling. J. Fash. Mark. Manag. 2019, 23, 366–381. [Google Scholar] [CrossRef]
- Kocí, V.; Rocha, J.L.; Zakuciová, K. The concept of circular economy applied to CCS, waste and wastewater treatment technologies. In Proceedings of the International Conference on Sustainable Energy & Environmental Sciences (SEES), Singapore, 22–23 February 2016. [Google Scholar]
- Zinck, S.; Ayed, A.-C.; Niero, M.; Head, M.; Wellmer, F.-W.; Scholz, R.W.; Morel, S. Life cycle management approaches to support circular economy. In Designing Sustainable Technologies, Products and Policies; Benetto, E., Gericke, K., Guiton, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar] [CrossRef]
- Nieroa, M.; Schmidt Rivera, X.C. The role of life cycle sustainability assessment in the implementation of circular economy principles in organizations. In Proceedings of the 25th CIRP Life Cycle Engineering (LCE) Conference, Copenhagen, Denmark, 30 April–2 May 2018. [Google Scholar]
- Avesani, M. Sustainability, sustainable development, and business sustainability. In Life Cycle Sustainability Assessment for Decision-Making; Elsevier: Amsterdam, The Netherlands, 2020; pp. 21–38. [Google Scholar] [CrossRef]
- Kambanou, M.L.; Sakao, T. Using life cycle costing (LCC) to select circular measures: A discussion and practical approach. Resour. Conserv. Recycl. 2020, 155. [Google Scholar] [CrossRef]
- Mendoza, J.M.F.; D’Aponte, F.; Gualtieri, D.; Azapagic, A. Disposable baby diapers: Life cycle costs, eco-efficiency and circular economy. J. Clean. Prod. 2019, 211, 455–467. [Google Scholar] [CrossRef]
- Stief, P.; Dantan, J.-Y.; Etienne, A.; Siadat, A. A new methodology to analyze the functional and physical architecture of existing products for an assembly oriented product family identification. In Proceedings of the 11th CIRP Design Conference, Nantes, France, 23–25 May 2018. [Google Scholar]
- Soo, V.K.; Compston, P.; Doolan, M. Life Cycle Modelling of End-of-Life Products: Challenges and Opportunities towards a Circular Economy. In Proceedings of the 26th CIRP Life Cycle Engineering (LCE) Conference, West Lafayette, IN, USA, 7–9 May 2019. [Google Scholar]
- Blundo, D.S.; Muiña, F.E.G.; Pini, M.; Volpi, L.; Siligardi, C.; Ferrari, A.M. Life cycle-oriented design of ceramic tiles in sustainable supply chains (SSCs)’. Asia Pac. J. Innov. Entrep. 2018, 12, 323–337. [Google Scholar]
- Di Maria, A.; Eyckmans, J.; Van Acker, K. Downcycling versus recycling of construction and demolition waste: Combining LCA and LCC to support sustainable policy making. Waste Manag. 2018, 75, 3–21. [Google Scholar] [CrossRef] [PubMed]
- Zhang, R.; Ma, X.; Shen, X.; Zhai, Y.; Zhang, T.; Ji, C.; Hong, J. PET bottles recycling in China: An LCA coupled with LCC case study of blanket production made of waste PET bottles. J. Environ. Manag. 2020, 260. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, M.; Dong, L.; Gebremariam, A.; Miranda-Xicotencatl, B.; Di Maio, F.; Tukker, A. Eco-efficiency assessment of technological innovations in high-grade concrete recycling. Resour. Conserv. Recycl. 2019, 149, 649–663. [Google Scholar] [CrossRef]
- Commission Recommendation of 9 April 2013 on the use of Common Methods to Measure and Communicate the Life Cycle Environmental performance of Products and Organisations (2013/179/EU). Available online: https://eur-lex.europa.eu/legalcontent/EN/TXT/PDF/?uri=CELEX:32013H0179&from=EN (accessed on 15 July 2020).
- Mirzaie, S.; Thuring, M.; Allacker, K. End-of-life modelling of buildings to support more informed decisions towards achieving circular economy targets. Int. J. Life Cycle Assess. 2020, 25, 2122–2139. [Google Scholar] [CrossRef]
- Zampori, L.; Pant, R. Suggestions for Updating the Product Environmental Footprint (PEF) Method; Publications Office of the European Union: Luxembourg, 2019; ISBN 978-92-76-00654-1. [Google Scholar] [CrossRef]
- Zampori, L.; Pant, R. Suggestions for Updating the Organisation Environmental Footprint (OEF) Method; Publications Office of the European Union: Luxembourg, 2019; ISBN 978-92-76-00651-0. [Google Scholar] [CrossRef]
- European Platform on Life Cycle Assessment. Available online: https://eplca.jrc.ec.europa.eu/LCDN/developerEF.xhtml (accessed on 15 July 2020).
- Report ILCD 2011 v1.0.10 Method Update in Open LCA. Available online: https://www.openlca.org/wp-content/uploads/2015/11/ILCD_2011_v1_0_10_method_update_in_openLCA_LCIA_methods_pack_1_5_6_v1.1.pdf (accessed on 20 November 2020).
- PN-EN ISO 14044:2009 Environmental Management—Life Cycle Assessment—Requirements and Guidelines; ISO: Geneva, Switzerland, 2009.
- Bach, V.; Lehmann, A.; Görmer, M.; Finkbeiner, M. Product environmental footprint (PEF) pilot phase—Comparability over flexibility? Sustainability 2018, 10, 2898. [Google Scholar] [CrossRef]
- Allacker, K.; Mathieux, F.; Pennington, D.; Pant, R. The search for an appropriate end-of-life formula for the purpose of the European Commission Environmental Footprint initiative. Int. J. Life Cycle Assess. 2017, 22, 1441–1458. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).