Properties of Wood Particleboards Containing Giant Reed (Arundo donax L.) Particles

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Physical Properties
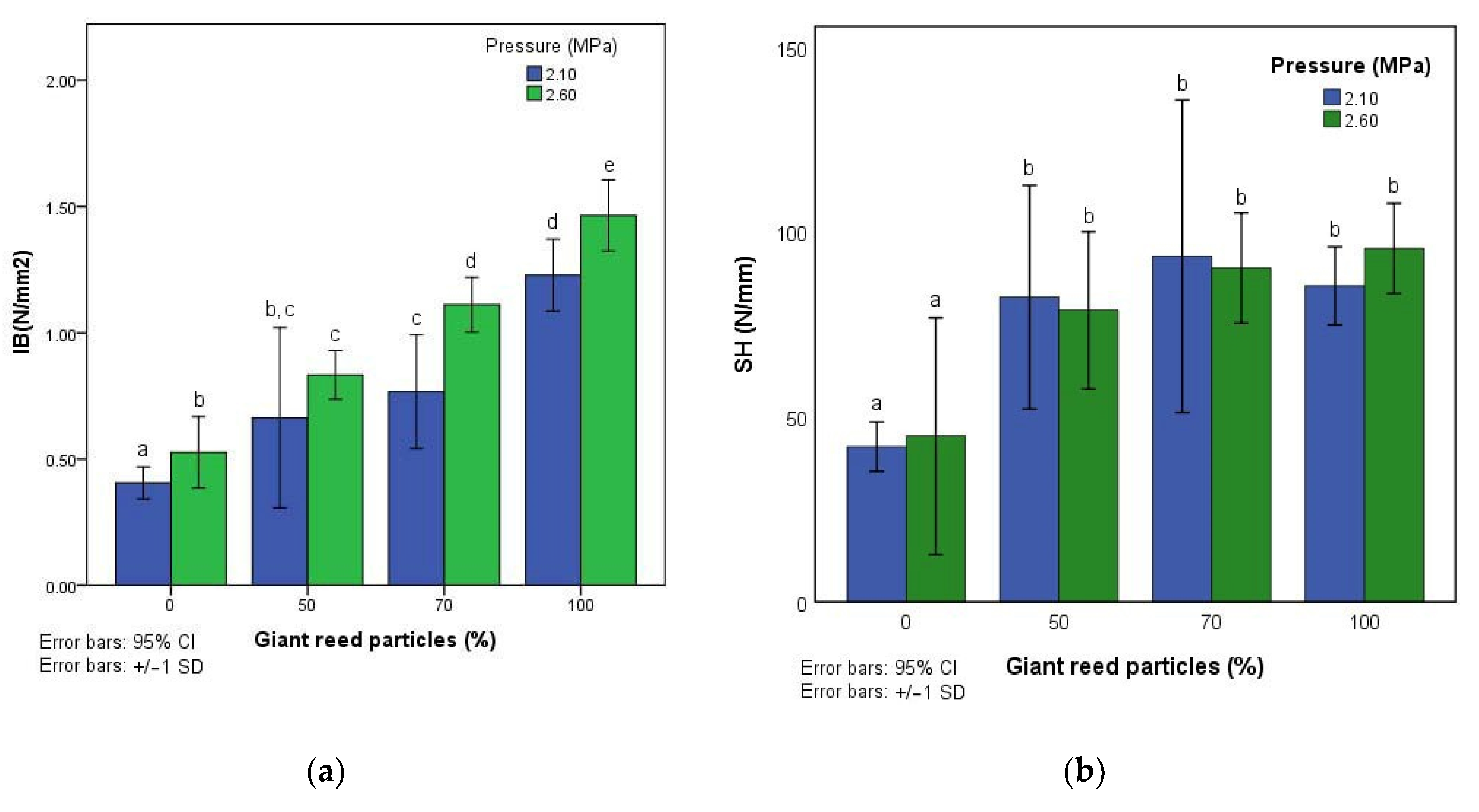
3.2. Mechanical Properties
3.3. Thermal Conductivity
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- FAO. El Estado de los Bosques en el Mundo; Organización de las Naciones Unidas para la Alimentación y la Agricultura: Rome, Italy, 2014. [Google Scholar]
- Mantau, U.; Saal, U.; Prins, K.; Steierer, F.; Lindner, M.; Verkerk, H.; Eggers, J.; Leek, N.; Oldenburguer, J.; Asikainen, A.; et al. Real Potential for Changes in Growth and Use of EU Forests; EUwood: Hamburg, Germany, 2010. [Google Scholar]
- Bektas, I.; Güler, C.; Kalaycioğlu, H.; Mengeloglu, F.; Nacar, M. The Manufacture of Particleboards using Sunflower Stalks (helianthus annuus L.) And Poplar Wood (populus alba L.). J. Compos. Mater. 2005, 39, 467–473. [Google Scholar] [CrossRef]
- Guler, C.; Bektas, I.; Kalaycioglu, H. The experimental particleboard manufacture from sunflower stalks (Helianthus annuus L.) and Calabrian pine (Pinus brutia Ten.). Forest Prod. J. 2005, 56, 56–60. [Google Scholar]
- Guler, C.; Copur, Y.; Tascioglu, C. The manufacture of particleboards using mixture of peanut hull (Arachis hypoqaea L.) and European Black pine (Pinus nigra Arnold) wood chips. Bioresour. Technol. 2008, 99, 2893–2897. [Google Scholar] [CrossRef] [PubMed]
- Guler, C.; Büyüksarı, Ü. Effect of production parameters on the physical and mechanical properties of particleboards made from peanut (Arachis hypogaea L.) hull. BioResources 2011, 6, 5027–5036. [Google Scholar]
- Pirayesh, H.; Khazaeian, A.; Tabarsa, T. The potential for using walnut (Juglans regia L.) shell as a raw material for wood-based particleboard manufacturing. Compos. Part B Eng. 2012, 43, 3276–3280. [Google Scholar] [CrossRef]
- Pirayesh, H.; Khanjanzadeh, H.; Salari, A. Effect of using walnut/almond shells on the physical, mechanical properties and formaldehyde emission of particleboard. Compos. Part B Eng. 2013, 45, 858–863. [Google Scholar] [CrossRef]
- Çöpür, Y.; Güler, C.; Akgül, M.; Taşçıoğlu, C. Some chemical properties of hazelnut husk and its suitability for particleboard production. Build. Environ. 2007, 42, 2568–2572. [Google Scholar] [CrossRef]
- Barbu, M.C.; Sepperer, T.; Tudor, E.M.; Petutschnigg, A. Walnut and Hazelnut Shells: Untapped Industrial Resources and Their Suitability in Lignocellulosic Composites. Appl. Sci. 2020, 10, 6340. [Google Scholar] [CrossRef]
- Scatolino, M.V.; de Oliveira Costa, A.; Júnior, J.B.G.; de Paula Protásio, T.; Mendes, R.F.; Mendes, L.M. Eucalyptus wood and coffee parchment for particleboard production: Physical and mechanical properties. Cienc. Agrotech. 2017, 41, 139–146. [Google Scholar] [CrossRef] [Green Version]
- De Araújo Veloso, M.C.R.; Pires, M.R.; Villela, L.S.; Scatolino, M.V.; de Paula Protásio, T.; Mendes, L.M.; Júnior, J.B.G. Potential destination of Brazilian cocoa agro-industrial wastes for production of materials with high added value. Waste Manag. 2020, 118, 36–44. [Google Scholar] [CrossRef]
- Yang, H.-S.; Kim, D.-J.; Kim, H.-J. Rice straw–wood particle composite for sound absorbing wooden construction materials. Bioresour. Technol. 2003, 86, 117–121. [Google Scholar] [CrossRef]
- Pirayesh, H.; Moradpour, P.; Sepahvand, S. Particleboard from wood particles and sycamore leaves: Physico-mechanical properties. Eng. Agric. Eviron. Food 2015, 8, 38–43. [Google Scholar] [CrossRef]
- Silva, D.W.; Scatolino, M.V.; do Prado, N.R.T.; Mendes, R.F.; Mendes, L.M. Addition of different proportions of castor husk and pine wood in particleboards. Waste Biomass Valoris. 2018, 9, 139–145. [Google Scholar] [CrossRef]
- Jimenez, J.J.P.; Acda, M.N.; Razal, R.A.; Abasolo, W.P.; Hernandez, H.P.; Elepaño, A.R. Effect of tobacco stalk additive particle size on the bond strength and formaldehyde emission of urea formaldehyde bonded plywood. Philipp. J. Sci. 2020, 149, 351–360. [Google Scholar]
- Kowaluk, G.; Szymanowski, K.; Kozlowski, P.; Kukula, W.; Sala, C.; Robles, E.; Czarniak, P. Functional assessment of particleboards made of apple and plum orchard pruning. Waste Biomass Valoris. 2020, 11, 2877–2886. [Google Scholar] [CrossRef] [Green Version]
- Nemli, G.; Demirel, S.; Gümüşkaya, E.; Aslan, M.; Acar, C. Feasibility of incorporating waste grass clippings (Lolium perenne L.) in particleboard composites. Waste Manag. 2009, 29, 1129–1131. [Google Scholar] [CrossRef]
- García-Ortuño, T.; Andréu-Rodríguez, J.; Ferrández-García, M.T.; Ferrández-Villena, M.; Ferrández-García, C.E. Evaluation of the physical and mechanical properties of particleboard made from giant reed (Arundo donax L.). BioResources 2011, 6, 477–486. [Google Scholar]
- Ferrández-García, C.E.; Andreu-Rodríguez, J.; Ferrández-García, M.T.; Ferrández-Villena, M.; García-Ortuño, T. Panels made from giant reed bonded with non-modified starches. BioResources 2012, 7, 5904–5916. [Google Scholar] [CrossRef] [Green Version]
- Ferrandez-Garcia, M.T.; Ferrandez-Garcia, C.E.; Garcia-Ortuño, T.; Ferrandez-Garcia, A.; Ferrandez-Villena, M. Experimental Evaluation of a New Giant Reed (Arundo donax L.). Composite Using Citric Acid as a Natural Binder. Agronomy 2019, 9, 882. [Google Scholar]
- European Committee for Standardization. EN 309. Particleboards. Definitions and Classification; European Committee for Standardization: Brussels, Belgium, 2005. [Google Scholar]
- European Committee for Standardization. EN 323. Wood-Based Panels. Determination of Density; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- European Committee for Standardization. EN 317. Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- European Committee for Standardization. EN 319. Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of de Board; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- European Committee for Standardization. EN 310. Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- European Committee for Standardization. EN 320. Particleboards and Fibreboards—Determination of Resistance to Axial Withdrawal of Screw; European Committee for Standardization: Brussels, Belgium, 2011. [Google Scholar]
- European Committee for Standardization. EN 312. Particleboards. Specifications; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization. EN 12667. Thermal Performance of Building Materials and Products: Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter Methods: Products of High and Medium Thermal Resistance; European Committee for Standardization: Brussels, Belgium, 2001. [Google Scholar]
- Obataya, E.; Norimoto, M. Acoustic properties of a reed (Arundo donax L.) used for the vibrating plate of a clarinet. J. Acoust. Soc. Am. 1999, 106, 1106–1110. [Google Scholar] [CrossRef]
- Khedari, J.; Charoenvai, S.; Hirunlabh, J. New insulating particleboards from durian peel and coconut coir. Build. Environ. 2003, 38, 435–441. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve (mm) | Pine Wood Particles (%) | Giant Reed Particles (%) |
|---|---|---|
| 4 | 36.4 | 24.9 |
| 2 | 26.3 | 30.1 |
| 1 | 27.1 | 20.4 |
| 0.5 | 5.3 | 14.4 |
| 0.25 | 2.0 | 6.5 |
| 0.125 | 2.2 | 2.1 |
| 0.063 | 0.4 | 1.5 |
| <0.063 | 0.3 | 0.1 |
| Type of Board | Proportion of Pine Wood Particles (%) | Proportion of Giant Reed Particles (%) | Pressure (MPa) | Time (min) | Temperature (°C) | Number of Boards |
|---|---|---|---|---|---|---|
| A1 | 100 | 0 | 2.1 | 4 | 120 | 4 |
| A2 | 50 | 50 | ||||
| A3 | 30 | 70 | ||||
| A4 | 0 | 100 | ||||
| B1 | 100 | 0 | 2.6 | |||
| B2 | 50 | 50 | ||||
| B3 | 30 | 70 | ||||
| B4 | 0 | 100 |
| Type of Board | Density (kg/m3) | TS 2 h (%) | TS 24 h (%) | WA 2 h (%) | WA 24 h (%) |
|---|---|---|---|---|---|
| A1 | 842.91 (5.93) | 26.04 (0.57) | 27.70 (0.95) | 53.52 (4.80) | 52.08 (0.81) |
| A2 | 695.27 (22.39) | 13.51 (0.52) | 15.95 (0.55) | 57.55 (5.46) | 63.59 (8.83) |
| A3 | 632.72 (23.54) | 12.20 (0.41) | 14.23 (0.23) | 56.49 (1.52) | 61.69 (3.75) |
| A4 | 631.41 (26.19) | 12.36 (0.82) | 34.46 (4.69) | 14.88 (0.78) | 46.34 (7.80) |
| B1 | 850.20 (44.54) | 22.83 (2.07) | 24.61 (2.56) | 52.86 (5.23) | 57.69 (5.17) |
| B2 | 743.26 (21.29) | 16.44 (1.60) | 18.03 (1.87) | 54.54 (3.37) | 61.28 (3.08) |
| B3 | 741.73 (37.47) | 15.64 (1.29) | 18.30 (1.98) | 45.90 (6.67) | 54.65 (7.84) |
| B4 | 738.16 (30.02) | 12.12 (3.45) | 23.29 (5.31) | 16.25 (2.59) | 41.35 (5.63) |
| Factor | Properties | Sum of Squares | d.f. | Half Quadratic | F | Sig. |
|---|---|---|---|---|---|---|
| % of reed added | Density (kg/m3) | 65,724.901 | 3 | 21,908.300 | 6.252 | 0.002 |
| TS 24 h (%) | 1260.236 | 3 | 420.079 | 17.876 | 0.000 | |
| WA 24 h (%) | 2054.597 | 3 | 684.866 | 16.689 | 0.000 | |
| MOR (N/mm2) | 162.434 | 3 | 54.145 | 5.832 | 0.002 | |
| MOE (N/mm2) | 533,881.466 | 3 | 177,960.489 | 1.187 | 0.329 | |
| IB (N/mm2) | 3.451 | 3 | 1.150 | 40.724 | 0.000 | |
| SH (N/mm) | 9422.803 | 3 | 3140.934 | 12.105 | 0.000 | |
| Thermal C. (W/m·K) | 0.002 | 3 | 0.001 | 12.108 | 0.000 | |
| Pressure applied | Density (kg/m3) | 34,161.109 | 1 | 34,161.109 | 8.196 | 0.007 |
| TS 24 h (%) | 98.413 | 1 | 98.413 | 1.835 | 0.184 | |
| WA 24 h (%) | 20.619 | 1 | 20.619 | 0.220 | 0.642 | |
| MOR (N/mm2) | 93.261 | 1 | 93.261 | 8.755 | 0.005 | |
| MOE (N/mm2) | 2,517,539.649 | 1 | 2,517,539.649 | 28.529 | 0.000 | |
| IB (N/mm2) | 0.344 | 1 | 0.344 | 3.108 | 0.086 | |
| SH (N/mm) | 105.462 | 1 | 105.462 | 0.212 | 0.648 | |
| Thermal C. (W/m·K) | 0.001 | 1 | 0.001 | 8.074 | 0.007 |
| Type of Board | MOR (N/mm2) | MOE (N/mm2) | IB (N/mm2) | TS 24 h (%) |
|---|---|---|---|---|
| B2 | 13.1 | 1.734 | 0.83 | 18.03 |
| B3 | 14.1 | 1.880 | 1.11 | 18.30 |
| Grade P1 | 10.5 | - | 0.28 | - |
| Grade P2 | 11.0 | 1.800 | 0.40 | - |
| Grade P3 | 15.0 | 2.050 | 0.45 | 17.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferrandez-Villena, M.; Ferrandez-Garcia, A.; Garcia-Ortuño, T.; Ferrandez-Garcia, C.E.; Garcia, M.T.F. Properties of Wood Particleboards Containing Giant Reed (Arundo donax L.) Particles. Sustainability 2020, 12, 10469. https://doi.org/10.3390/su122410469
Ferrandez-Villena M, Ferrandez-Garcia A, Garcia-Ortuño T, Ferrandez-Garcia CE, Garcia MTF. Properties of Wood Particleboards Containing Giant Reed (Arundo donax L.) Particles. Sustainability. 2020; 12(24):10469. https://doi.org/10.3390/su122410469
Chicago/Turabian StyleFerrandez-Villena, Manuel, Antonio Ferrandez-Garcia, Teresa Garcia-Ortuño, Clara Eugenia Ferrandez-Garcia, and Maria Teresa Ferrandez Garcia. 2020. "Properties of Wood Particleboards Containing Giant Reed (Arundo donax L.) Particles" Sustainability 12, no. 24: 10469. https://doi.org/10.3390/su122410469