1. Introduction
Nowadays, companies can remain competitive, which, besides low unit costs, are able to satisfy individual customer needs [
1,
2]. The individual customer needs primarily mean the increase of the number of variety of products to be manufactured, and the continuous changing of quantities, which increases the complexity of the testing process of the finished products [
3].
In the course of testing electronic products, we check whether the products comply with the statutory provisions (energy efficiency rating, noise level, etc.), and with the customer needs (appropriate operation of functions, life expectancy, etc.) [
4].
A lot of factors can trigger the modification of the already established product testing process, including, most importantly, the following:
significant change in the quantity of the products to be manufactured,
testing of new product type(s),
changing of legal provisions (the testing of those parameters that not have been investigated before is necessary),
lean process development [
5,
6].
The replanning of the existing process can result in plenty of failures (inappropriate material handling equipment, testing machine and process scheduling), which affects sustainability. The literature defines sustainability as the satisfaction of the present needs of mankind at the same time with the preservation of the environment and natural resources for the next generations [
7]. In the field of logistics, we can make steps towards sustainability by the rationalization of our processes and/or application of environment friendly technologies, and its significance is continuously increasing because of the population growth [
8,
9].
At the modification of the testing process of electronic products, we can make steps for the sake of increasing sustainability by keeping the following in mind:
usage of renewable energy resources at the operation of facilities, material handling tools and testing equipment,
choosing material handling device(s) [
10,
11,
12], testing equipment with the appropriate capacity (no unnecessary acquisition of assets, thus the usage of non-renewable natural resources decreases),
minimization of material handling path and the size of inter-operational storage areas at the establishment of testing process (smaller area is required for performing the given activity, thus the usage of non-renewal natural resources needed for infrastructural investments decreases).
application of line planning method with minimum material handling capacity (energy consumption decreases) [
13,
14],
checking of the establishment of workflow processes for the sake of avoiding customer complaints (in the case of delivering a defective product, the usage of non-renewable natural resources significantly increases) [
15].
The application of the simulation modelling technology can provide a substantial support for one of the tools of Industry 4.0 at the establishment of testing process because of the increasing complexity. If we would like to define simulation, then, it is basically a method which is capable of realistic modelling of processes and systems, thus its status changes become evaluative [
16].
We can classify the simulation models according to several aspects. If the input data of the simulation model contains probability element, then we speak about a stochastic simulation model, otherwise it is a deterministic one [
17]. According to another classification aspect, we can distinguish continuous and discrete simulation models. In case of the discrete model, the system statuses change in the countable points, while in the continuous model, they change as the continuous function of time [
18,
19].
Due to the regular replanning of the processes, there is a stronger and stronger need to the simulation examination of the testing process of the electronic products. However, the domestic and international literature do not sufficiently address this field. In this paper, we present a concept of such a parameterizable discrete simulation model, by which the modification of processes become evaluative even before the implementation, thus the unnecessary investment costs and the losses inherent in the processes can be avoided.
2. Introduction of the Important Tools of Industry 4.0
Fundamentally, the industrial revolutions can be connected to social, economical and technological changes, since the primary condition of invention and spread of each technology is the availability of the appropriate economical and social environment [
2].
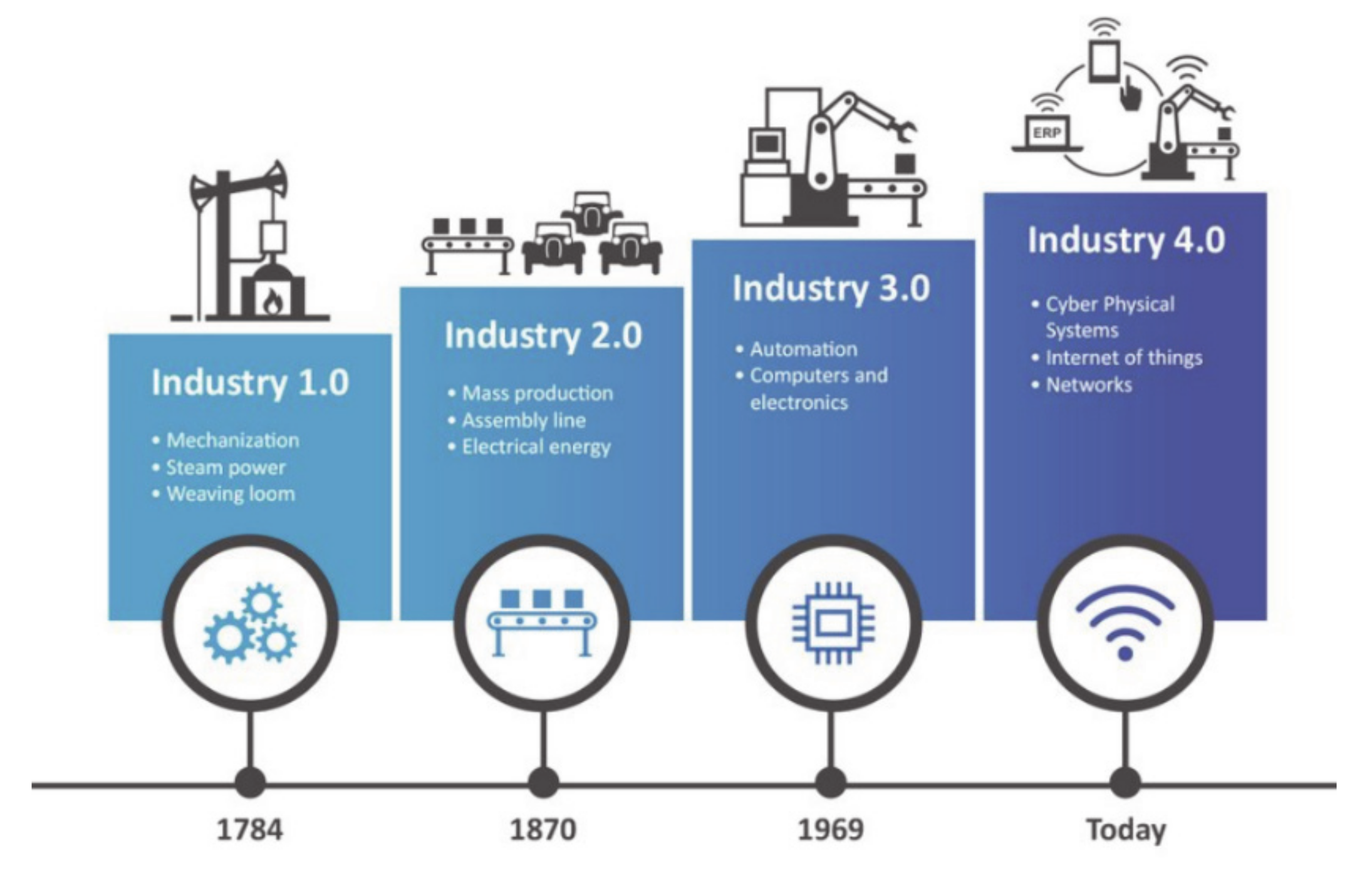
The beginning of the first revolution is dated to the invention of the modern steam engine, while the biggest novelty of the second industrial revolution was the invention of electricity. In the third industrial revolution, the spread of electronic, IT systems and automation was crucial. Nowadays, as the result of the increase of the cohesion between information technology and the automation of the cyber-physics systems being developed, brought us the beginning of a new era, i.e., the fourth industrial revolution [
20,
21,
22].
Figure 1 shows the main features of the industrial revolution.
Appearance of a lot of tools can be connected to the fourth industrial revolution. With their application, the production and service companies have newer opportunities [
23,
24]. The important tools are the following:–
Additive manufacturing (AM): At additive manufacturing, the parts are made with the help of powder ingredients and laser light, contrary to the separating and forming procedures. Its advantage is that parts with more complex geometry can be manufactured without tools [
25,
26].
3. Features of the Applied Simulation Framework
We adapted the elaborated simulation method to the version 10.1 of Plant Simulation framework [
40]. Naturally, if necessary, the model can be applied to other frameworks as well, following its adaptation (e.g., simul8, arena, etc.).
The most important features of the applied framework are the following [
41]:
Discrete event-driven operation: It makes the fast running of the prepared models possible by that the software always examines the discrete moments of the next substantial event (e.g., a truck arrives, a product is finished, etc.).
Object-oriented approach: The framework contains predefined objects, whose behavior in most cases can be set with the help of predefined data entry fields (if necessary, the SimTalk programming language can be applied).
Graphic display option: There are a lot of diagram types and functions available for showing output data of the prepared model.
Animated display option: If necessary, the running of the prepared model can be displayed with an animation.
Interactive intervention option: It is possible to modify the input data (even in the course of running the program).
Access to external databases: The joining of the framework to external databases can be implemented (e.g., Oracle, SQL, ODBC, XML, etc.).
The main structural elements of the framework are the following:
Class library: It includes all the objects needed for the preparation of the simulation model. We call one element of the class library a class, whose parameters can be modified optionally and new classes can be created as well (by copying or by legacy).
Toolbar: It makes the accelerated access of the objects possible. Its elements refer to objects, which are originally available in the class library. Thus, an unambiguous relationship can be matched between certain objects of the toolbar and of the class library.
Modelling area: As a matter of fact, the display of a “frame” in which the simulation model can be created. Within a “frame” more “frames” can be created (even in a hierarchical structure), which is for ensuring the transparency of the model (for example, at modelling the site of a company, a separate draft can contain the raw material warehouse and the production plant).
Console: With the help of it, we can display information about the current status of the elements of the model (e.g., value of the variables, error messages, etc.) during the running of the simulation model.
4. Parameterizable Simulation Model of the Testing Process of Electronic Products
For the preparation of the simulation examination model of electronic products, we have elaborated a process with 10 steps (see
Figure 2).
4.1. Determination of the Goal of the Simulation Examination
Before the preparation of the simulation program, the goal(s) of the examination [
42] must be clearly determined, which can be the following, in the case of finished products testing processes:
Avoiding planning failures (e.g., determination of the inappropriate material supply methods and technological equipment with inadequate capacity).
Comparison of planning changes (e.g., comparison of more versions with the use of values of indicators originating from simulation examination).
Determination of limit powers and limit states (e.g., necessary storage capacities, testing capacity).
4.2. Assignment of the Examined Logistics System
On the basis of the goals, the parts and limits of the examined logistics system must be determined.
4.3. Getting Acquainted with the Operation of the Examined System
The persons performing the simulation examination must be informed about the material flow and operation properties of the elements of the limited logistics system in order to make all the factors available, which are important in connection with the modelling. From the aspect of examining the testing process, particular attention should be paid to the possible product deficiencies and for the implementation of the related logistics processes.
4.4. Preparation of the Simulation Model of the Material Flow Process
The framework suitable for the preparation of simulation examination contains predefined objects, which make the preparation of the simulation model of the examined material flow system possible. The important objects are described below.
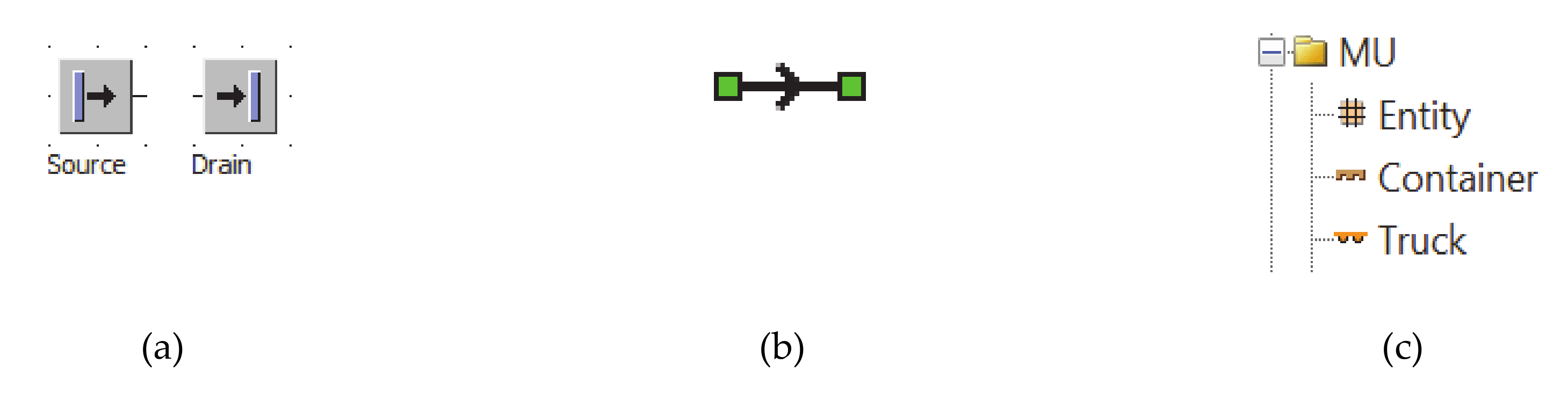
The limitation of the examined material flow system is performed with the help of the source and drain objects (
Figure 3a). The elements can be connected by the connector object (
Figure 3b). The source object is suitable for generating moveable units (e.g., parts, storage unit, transport vehicle (
Figure 3c)) according to the set time interval and frequency, while the absorption object is for absorbing the prepared moveable units (besides recording the statistical data).
The examined logistics system can be created in the modelling area between these objects. Depending on whether we need to model the testing tasks of one or more product, we can speak about elementary and parallel action object (
Figure 4a). In case, in the course of testing, we need to perform assembling or disassembling action, then the object in
Figure 4b can be used. Modelling of the inter-operational storage and the storage tasks can be performed by the objects, which can be seen in
Figure 4c.
We perform the material flow path between actions with the following:
Figure 5a belt conveyor object in case of material handling equipment inside the company,
Figure 5b traffic route object in case of human work and
Figure 5c public road traffic route object in case of public road traffic.
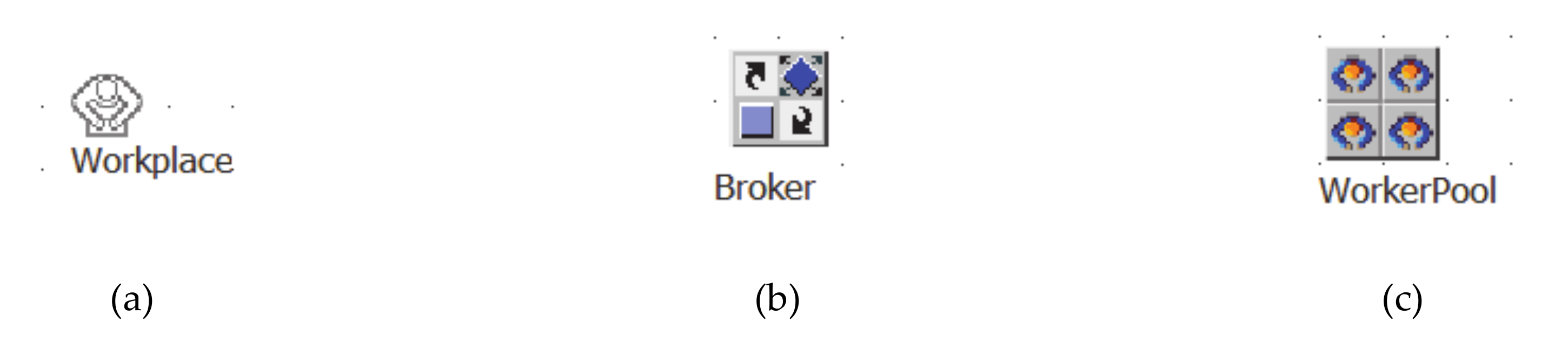
For the modelling of the manpower in the simulation framework, a separate, predefined object system was created. The
Figure 6a object is used for designating the place of performing work, the
Figure 6b object is for controlling the work of employees, while the
Figure 6c object is for selecting a temporary place for the workers (when there is no work, the workers can stay here).
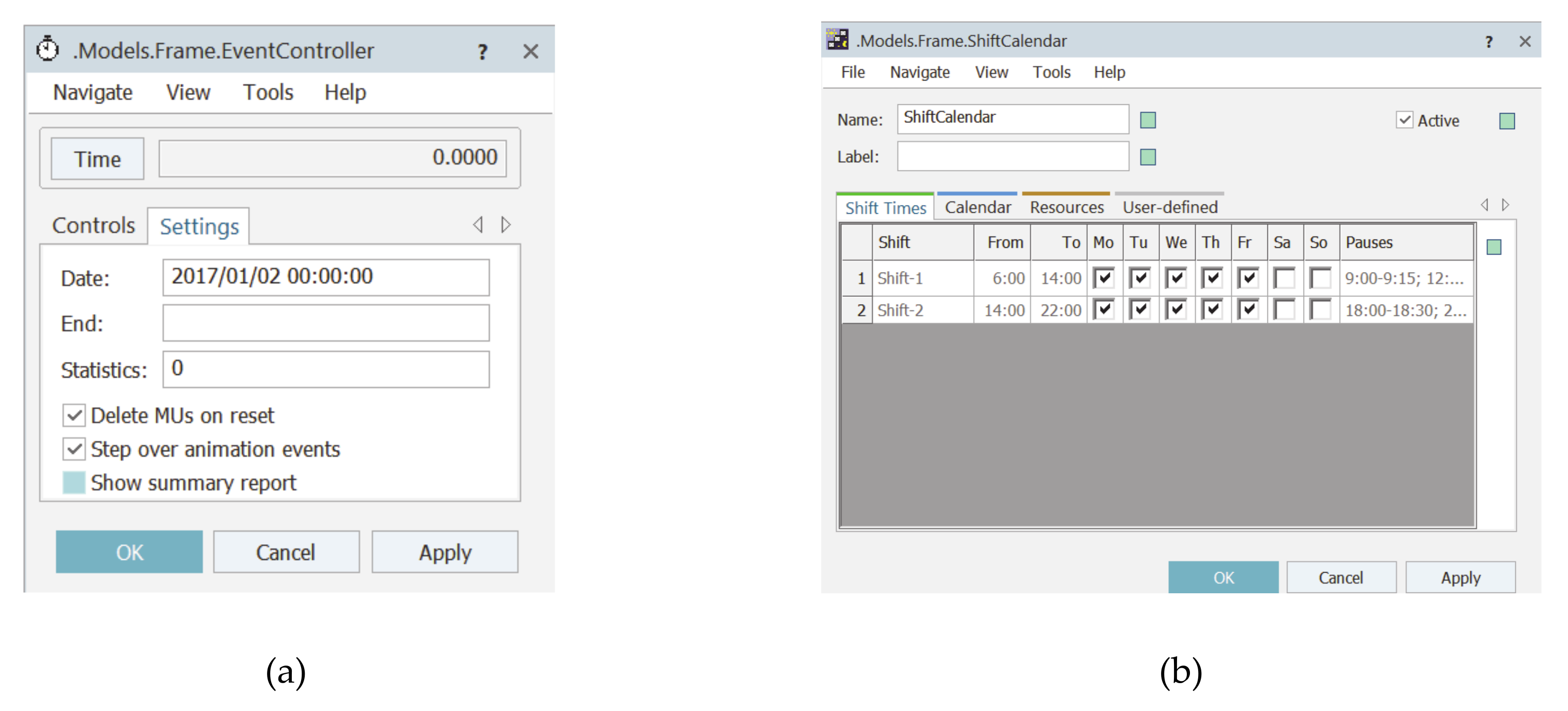
Setting of the running time of the simulation model is done be the Event controller object (
Figure 7a), while the shift scheduling of the applied objects can be performed by the Shift calendar (
Figure 7b).
4.5. Preparation of the Simulation Model of the Information Flow Process
For the implementation of the simulation of material flow processes, the data structures necessary for the production, material handling and testing of electronic products to be tested must be created and they must be filled with data. These data structures will be introduced in the following:
Testing plan data table (
Table 1): It shows that in the case of manufacturing electronic products on more production lines in the given shift, which product type with which type of product deficiencies’ proportions will be manufactured. The proportions of product deficiencies were recorded on the basis of empirical data, and their exploration is virtually done in the testing process.
Data table containing the parameters of material handling units (
Table 2): In the testing process, a number of units doing material handling can get a role in performing material handling tasks between testing units. The second data table summarizes the important parameters of these objects. It must be also noted separately, that the operation time should be interpreted at the material handling equipment, on which the testing task is also performed (e.g., roller conveyor stops for performing a short measurement). Maximum quantity of gathered products is the number of products that can be aligned behind each other (e.g., on a roller conveyor), while the rolling time is the time needed for the rotation of the rotating table.
Data table belonging to the performing of testing operation:
Table 3 contains the parameters of the actions included in the testing process. It shows the following: what turn-on, testing and turn-off period are connected to the examination of the given product type on a given technological equipment.
4.6. DeterMination of Evaluative Indicators
For the sake of rationalizing of plans made for the modification of the testing process, it is important to choose the most suitable indicators for the goal of the examination.
In case of the decision to be made on the storage capacity: In the course of running of the created simulation model from the utilization rate of the inter-operational storages, we can determine the ideal storage capacity, which can help us in determining the ideal storage areas.
Important factors:
- ○
maximum inventory level of inter-operational storage,
- ○
relative frequency function of the utilization rate of storage areas.
At the decision regarding the material handling devices to be applied: As a result of the running of the simulation examination, we can determine the performance data of the material handling devices having set parameters, and on the basis of this, we can decide on the possible modification of the type and number of the devices to be purchased.
Important factors:
- ○
average and maximum utilization rate of material handling devices,
- ○
capacity of material handling devices.
At the making of decision regarding the testing equipment: In the course of performing simulation examination we can get information about the compliance of the testing equipment, i.e., we can determine whether the given type and quantity fulfils the requirements or not.
Important factors:
- ○
average and maximum utilization rate of testing equipment,
- ○
capacity of testing equipment.
Important factors:
- ○
operation cost of the testing process,
- ○
capacity of testing process.
4.7. Implementation and Testing of the Operation of the Simulation Model
After the placement of objects necessary for the material and information flow, the following actions must be made for the operation and testing of the simulation program.
Setting of the preparation of product types: With the use of the data of the data structures recorded in
Table 1, we must set the way of generating product types in the input object(s). At starting the simulation program, this object will generate the objects with good quality and those having different product deficiencies at regular intervals and frequency.
Setting of the path of material flow: Having regard to the material flow objects, the good quality forwarding path must be set, which is to be applied in connection with products having different product deficiencies. In principle, it means that when exiting from an object, the product deficiency attribute will be checked, and the direction of forwarding will be determined on the basis of its value.
Setting of parameters of objects performing material handling: The parameter setting of objects (e.g., material handling devices, human resources) applied in the material flow system must be based on the data structure values recorded in
Table 2. The recording of parameter values of the objects performing material handling is performed at zero time instant of the running of the simulation with the help of an application created for recording parameters.
Setting of the parameters of testing equipment: The setting of parameter values of testing operations must be realized on the basis of the data structure values recorded in
Table 3. The recording of parameter values of the testing devices is performed at zero time instant of the running of the simulation with the help of an application created for recording parameters.
Setting of the running time, shift plan of the simulation model: The running time and the shift scheduling (length of shifts, breaks) of the applied objects are set in the simulation framework.
Setting of the preparation of indicators: In this point, the following is performed: the preparation of applications related to the creation of indicator(s) necessary for making decision(s) regarding the modification of the testing process.
Testing: The operation of the examination model must be certified together with corporate professionals (during certification, we examine whether the elaborated model reflects reality or not). It can occur in many cases that smaller corrections must be made on the examination model for the sake of appropriate operation (e.g., data and process correction, etc.).
4.8. Running, Setting of the Indicator(s)
From the data collected in the course of running the simulation model, the factors necessary for making development decision(s) are created. In order to minimize the risks inherent in development decisions, it may be necessary to consider the sensitivity of the parameters relevant to the decision. During this examination, we observe the effect of changing the parameter(s) to be determined on the logistic indicators. With the help of the test, we can determine the ideal parameters and parameter intervals (e.g., operating time, speed, etc., for given technological equipment).
4.9. Decision about the Implementation of the Development Plan
On the basis of the completed examinations, a decision is whether to perform further examinations (continuing from step 4) or to realize the prepared plan.
4.10. Implementation of the Development Plan
The approved development concepts are implemented.
5. Application of Simulation Examination Method at the Modification of the Testing Process of Refrigerators
For the presentation of the practical application of the examination method shown in chapter 4, see the following: Preparation and application of parameterizable simulation model suitable for the review of the development plan of product testing process of a company dealing with the production of refrigerators. For reasons of confidentiality, the examined company was not identified and data used in the case study were not fully presented.
5.1. Goal of the Simulation Inspection
The product testing process of a company dealing with the production of refrigerators was replanned for the sake of satisfying future increased needs. Main objectives of the inspection:
5.2. Limitation of the Examined Logistics System
The production of refrigerators is performed on two production lines. Afterwards, the testing of products is performed through two symmetrical testing processes. The examined logistics system includes the process from the manufacturing of products (
Figure 7, limit lines A and B) until the storage of finished product (
Figure 8, limit lines C and D).
5.3. Getting Acquainted with the Operation of the Examined System
Before the preparation of the simulation model, we got acquainted with the operation of the existing process, and we recorded, in details, the modifications planned in connection with the transformation of the process on the basis of the conciliations with the professionals of the company.
5.4. Preparation of the Simulation Model of the Material Flow Process
At the preparation of the model, we modelled the system limits with two input objects and two output objects (
Figure 3a). In the examined material flow system, the material handling was performed by roller conveyors, driverless forklifts and human resources. Thus, the belt conveyor object (
Figure 5a), and the traffic route object (
Figure 5b) were used. The modelling of human work was done with the use of 6.1–6.3 objects. The modelling of the testing operations was realized by the elementary action object (
Figure 4a). We realized the connection between the placed objects with connecting element (
Figure 3b).
5.5. Preparation of the Simulation Model of the Information Flow Process
For the implementation of the simulation of material flow processes, the data structures necessary for the production, material handling and testing of electronic products to be tested must be created and they must be filled with data. These data structures will be introduced in the following:
Testing plan data
Table 4: It shows in which shift and within which intervals do the product types arrive from the production to the testing process. Regarding the product types, we define the probability of the arising product deficiencies.
Data table containing the parameters of material handling units: In the examined logistics, process roller conveyors, driverless forklifts and human resources perform the material handling tasks.
Table 5 summarizes the important parameters of these units. It must be also noted separately, that the operation time should be recorded at the material handling equipment, on which the testing task is also performed (e.g., roller conveyor stops for performing a short measurement). Maximum quantity of gathered products is the number of products that can be aligned behind each other (e.g., on a roller conveyor), while the rolling time is the time needed for the rotation of the rotating table.
Data table belonging to the performing of testing operation:
Table 6 contains the parameters of the actions included in the testing process. It shows the following: what turn-on, testing and turn-off periods are connected to the examination of the given product type on a given technological equipment.
5.6. Determination of Evaluation Indicator(s)
After running the simulation model, the following two indicators need to be defined:
where
is the II. and
is the III. set of unique identifiers of products tested during the testing process.
5.7. Implementation and Testing of the Operation of the Simulation Model
After the placement of objects necessary for the material and information flow, the following actions were made for the operation and testing of the simulation program.
Setting of the preparation of product types: The product types are prepared for the I and II testing processes with the help of input objects. The generating is performed by the values recorded in
Table 4 as per a method prepared by us.
Setting of the path of material flow: In connection with both testing processes, 6 material flow routes were set (appropriate product, and 5 product type failures). After performing a given operation, the direction of product forwarding is determined with the help of the quality attribute assigned to the product.
Setting of parameters of objects performing material handling: The parameter setting of objects applied in the material flow system is performed on the basis of data recorded in
Table 5. There is a separate method for setting, which is run at the start of the simulation.
Setting of the parameters of testing equipment: Setting of the parameter values of the testing operations was performed on the basis of the values of
Table 6. There is a separate method for setting, which is run at the start of the simulation.
Setting of the running time of the simulation model: In the simulation framework, a 24-h-long running time was set.
Setting of the preparation of indicators: The values of the indicators to be prepared can be determined from the statistical data belonging to the packaging equipment and the absorption objects.
Testing: We tested the examination model together with corporate professionals. The placing of objects, the establishing of connection between them and the setting of parameters necessary for the running were in accordance with the plans, thus the simulation program is suitable from the aspect of the examination.
5.8. Running, Setting of the Indicator(s)
From the data collected in the course of running the simulation model, the factors necessary for making development decision(s) were created.
Performance values determined by different packaging times: The results of running the simulation program at different packaging operation times are shown in
Table 7 and
Figure 9.
5.9. Decision about the Implementation of the Development Plan
Based on the simulation study carried out on the basis of the developed improvement plan, it can be stated that the performance of the system meets the expectations. For process II, a packaging machine with an operating time of at least 24 s/db and process III for 25 s/db is required.
5.10. Implementation of the Development Plan
Planning and implementation of the approved development concepts.
6. Summary
This paper highlights the fact that with the appropriate establishment of the logistics processes, we can make significant steps towards sustainability by using renewable resources and/or by reducing environmental impact. As a result of digitalization hallmarked by the fourth industrial revolution, more and more accurate data become available, thus the application of the simulation modelling technology is becoming more and more effective. We described that the replanning of the testing process of the electronic products can become necessary in several cases (e.g., significant change in the legislative provisions, and in the quantity of products to be tested in the future). Thus, the significance of application of parameterizable simulation examination models is increasing. According to our knowledge, the domestic and international literature have not dealt with the method of establishing these kind of simulation examination processes, thus we tried to fill in the gap related to this. We have developed such a simulation examination method, in which by observing the steps, we can safely underpin the decisions related to the testing process of electronic products. We presented a case study, which included the steps of implementations of the simulation examination related to the testing process of refrigerators. With the spread of digitalization, the application of digital twin technology will be prioritized in the field of the testing process of electronic products. Due to this, we can decide over making development decisions by analyzing real-time data.
Author Contributions
P.T. and S.T. have elaborated the model and have written the original draft. B.I., T.B. and R.S. have reviewed the paper and have made necessary contributions to the supervision of the paper Á.B.T. has helped in data collection and analysis. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by “Younger and Renewing University-Innovative Knowledge City- institutional development of the University of Miskolc aiming at intelligent specialization” project, grant number EFOP-3.6.1-16-00011.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Benias, N.; Markopoulos, A.P. A review on the readiness level and cyber-security challenges in Industry 4.0. In Proceedings of the 2nd ACM SEEDA-CECNSM Conference 2017, Kastoria, Greece, 23–25 September 2017; pp. 76–80, ISBN 978-618-83314-0-2. [Google Scholar]
- Tamás, P.; Illés, B.; Dobos, P. Waste reduction possibilities for manufacturing systems in the industry 4.0. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kozani, Greece, 23–25 September 2016; Volume 161, pp. 1–8. [Google Scholar] [CrossRef]
- Košťál, P.; Velíšek, K. Flexible manufacturing system. World Acad. Sci. Eng. Technol. 2011, 77, 825–829. [Google Scholar]
- Cselényi, J.; Illés, B. Planning and Controlling of Material Flow Systems; textbook; Miskolci Egyetemi Kiadó: Miskolc, Hungary, 2006. [Google Scholar]
- Womack, J.P.; Jones, D.T. Lean Thinking; Simon & Schuster Inc.: New York, NY, USA, 2008. [Google Scholar]
- Rother, M.; Shook, J. Learning to See: Value Stream Mapping to Add Value and Eliminate Muda; Lean Enterprise Institute: Cambridge, MA, USA, 2003. [Google Scholar]
- Franceschini, S.; Faria, L.G.D.; Jurowetzki, R. Unveiling scientific communities about sustainability and innovation. A bibliometric journey around sustainable terms. J. Clean. Prod. 2016. [Google Scholar] [CrossRef]
- Young, D.; Hawkins, T.; Ingwersen, W.; Lee, J.; Ruiz-Mercado, G.; Sengupta, D.; Smith, R.L. Designing sustainable supply chains. Chem. Eng. Trans. 2012, 29, 253–258. [Google Scholar]
- Vervest, P.; Heck, E.; Preiss, K.; Pau, F. Smart Business Networks; Springer: Berlin/Heidelberg, Germany, 2005; pp. 159–167. ISBN 3-540-22840-3. [Google Scholar]
- Komljenovic, D.; Kecojevic, V. Multi-attribute selection method for materials handling equipment. Int. J. Ind. Syst. Eng. 2009, 4, 151. [Google Scholar] [CrossRef]
- Chakraborty, S.; Banik, D. Design of a material handling equipment selection model using analytic hierarchy process. Int. J. Adv. Manuf. Technol. 2006, 28, 1237–1245. [Google Scholar] [CrossRef]
- Naoum, S.; Haidar, A. A hybrid knowledge base system and genetic algorithms for equipment selection. Eng. Constr. Archit. Manag. 2000, 7, 3–14. [Google Scholar] [CrossRef]
- Bast, H.; Delling, D.; Goldberg, A.; Müller-Hannemann, M.; Pajor, T.; Sanders, P.; Wagner, D.; Werneck, R.F. Route planning in transportation networks. In Algorithm Engineering: Selected Results and Surveys; Springer International Publishing: Cham, Switzerland, 2016; pp. 19–80. [Google Scholar] [CrossRef]
- Angelelli, E.; Arsik, I.; Morandi, V.; Savelsbergh, M.; Speranza, M. Proactive route guidance to avoid congestion. Transp. Res. B Methodol. 2016, 94, 1–21. [Google Scholar] [CrossRef]
- Kundrák, J.; Varga, G.; Deszpoth, I. Analysis of Extent of Environment Load in Alternative Manufacturing Procedures. WSEAS Trans. Environ. Dev. 2018, 14, 313–320. [Google Scholar]
- Tamás, P.; Illés, B.; Tollár, S. Simulation of a flexible manufacturing system. Adv. Logist. Syst. Theory Pract. 2012, 6, 25–33. [Google Scholar]
- Bratley, P.; Benett Fox, L.; Linus Schrage, E. A Guide to Simulation; Springer: Berlin/Heidelberg, Germany, 1987; ISBN 978-1-4612-6457-6. [Google Scholar] [CrossRef]
- Tako, A.A.; Robinson, S. The application of discrete event simulation and system dynamics in the logistics and supply chain context. Decis. Support Syst. 2012, 52, 802–815. [Google Scholar] [CrossRef]
- Rodic, A.; Mester, G. The Modeling and Simulation of an Autonomous QuadRotor Microcopter in a Virtual Outdoor Scenario. Acta Polytech. Hung. 2011, 8, 107–122. [Google Scholar]
- Lee, J.; Bagheri, B.; Kao, H.A. Recent Advances and Trends of Cyber-Physical Systems and Big Data Analytics in Industrial Informatics. In Proceedings of the International Proceeding of int Conference on Industrial Informatics, Porto Alegre, Brazil, 27–30 July 2014. [Google Scholar]
- Nagy, J. Industry 4.0: Definition, Elements and Effect on Corporate Value Chain. 2017. Available online: http://unipub.lib.uni-corvinus.hu/3115/ (accessed on 15 August 2019).
- Amtage, S. From Steam Power to the Internet of Things - Industry 4.0. Available online: https://www.btelligent.com/en/portfolio/industry-40/ (accessed on 10 April 2020).
- Ghobakhloo, M. The future of manufacturing industry: A strategic roadmap toward Industry 4.0. J. Manuf. Technol. Manag. 2018, 29, 910–936. [Google Scholar] [CrossRef]
- Liao, Y.; Deschamps, F.; Loures, F.R.; Ramos, L.F.P. Past, present and future of Industry 4.0-a systematic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 55, 3609–3629. [Google Scholar] [CrossRef]
- Ding, D.; Chen, S.; Zengxi, P.; Dominic, C.; Huijun, L.; Larkin, N.; Duin, S.V. Towards an automated robotic arc-welding-based additive manufacturing system from CAD to finished part. Comput.-Aided Des. 2016, 73, 66–75. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2010. [Google Scholar]
- Glaessgen, E.H.; Stargel, D. The Digital Twin Paradigm for Future NASA and US Air Force Vehicles. In Proceedings of the 53rd Structures, Structural Dynamics and Materials Conference, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar]
- Uhlemann, T.H.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the cyber-physical production system for Industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Mayer, V.; Cukier, K. Big Data a Revolution that Will Transform How We Live, Work, and Think; Houghton Mifflin Harcourt: Boston, MA, USA, 2013; ISBN 978-0-544-00269-2. [Google Scholar]
- Dobos, P.; Tamás, P.; Illés, B.; Balogh, R. Application possibilities of the Big Data concept in Industry 4.0. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kecskemét, Hungary, 7–8 June 2018; Volume 448, p. 012011. [Google Scholar] [CrossRef]
- Ashton, K. That ‘Internet of Things’ Thing, In The Real World Things Matter More Than Ideas; RFID Journal: Hauppauge, NY, USA, 2009. [Google Scholar]
- Kim, K.D.; Kumar, P.R. Cyber physical systems: A perspective at the centennial. Proc. IEEE 2012, 100, 1287–1308. [Google Scholar]
- Ansari, F.; Seidenberg, U. A Portfolio for Optimal Collaboration of Human and Cyber Physical Production Systems in Problem-Solving. In Proceedings of the International Association for Development of the Information Society (IADIS) International Conference on Cognition and Exploratory Learning in the Digital Age (CELDA) 13th, Mannheim, Germany, 28–30 October 2016. [Google Scholar]
- Fowler, C. Virtual reality and learning: Where is the pedagogy? Br. J. Educ. Technol. 2015, 46, 412–422. [Google Scholar] [CrossRef]
- Akçayir, M.; Akçayir, G. Advantages and challenges associated with augmented reality for education: A systematic review of the literature. Educ. Res. Rev. 2017, 20, 1–11. [Google Scholar] [CrossRef]
- Bostanci, E.; Kanwal, N.; Clark, A.F. Augmented reality applications for cultural heritage using Kinect. Hum. Comput. Inf. Sci. 2015, 5, 1–18. [Google Scholar] [CrossRef]
- Chang, H.Y.; Wu, H.K.; Hsu, Y.S. Integrating a mobile augmented reality activity to contextualize student learning of a socioscientific issue. Br. J. Educ. Technol. 2013, 44, 95–99. [Google Scholar] [CrossRef]
- Sharma, A.; Sharma, A. Machine Learning: A Review of Techniques of Machine Learning. JASC J. Appl. Sci. Comput. 2018, 5, 538–541. [Google Scholar]
- Babič, M.; Karabegović, I.; Martinčič, S.I.; Varga, G. New Method of Sequences Spiral Hybrid Using Machine Learning Systems and Its Application to Engineering. Lect. Notes Netw. Syst. 2019, 42, 227–237. [Google Scholar]
- Use Plant Simulation and Throughput Optimization to Improve Manufacturing Performance. Available online: https://www.plm.automation.siemens.com/global/en/products/manufacturing-planning/plant-simulation-throughput-optimization.html (accessed on 10 April 2020).
- Tamás, P. Decision Support Simulation Method for Process Improvement of Intermittent Production Systems. Appl. Sci. 2017, 7, 950. [Google Scholar] [CrossRef]
- Bohacs, G.; Rinkacs, A. Development of an ontology-driven, component based framework for the implementation of adaptiveness in a Jellyfish-type simulation model. J. Ambient Intell. Smart Environ. 2017, 9, 361–374. [Google Scholar] [CrossRef]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}