Cost Modeling and Evaluation of Direct Metal Laser Sintering with Integrated Dynamic Process Planning

Abstract
:1. Introduction
2. Methodologies
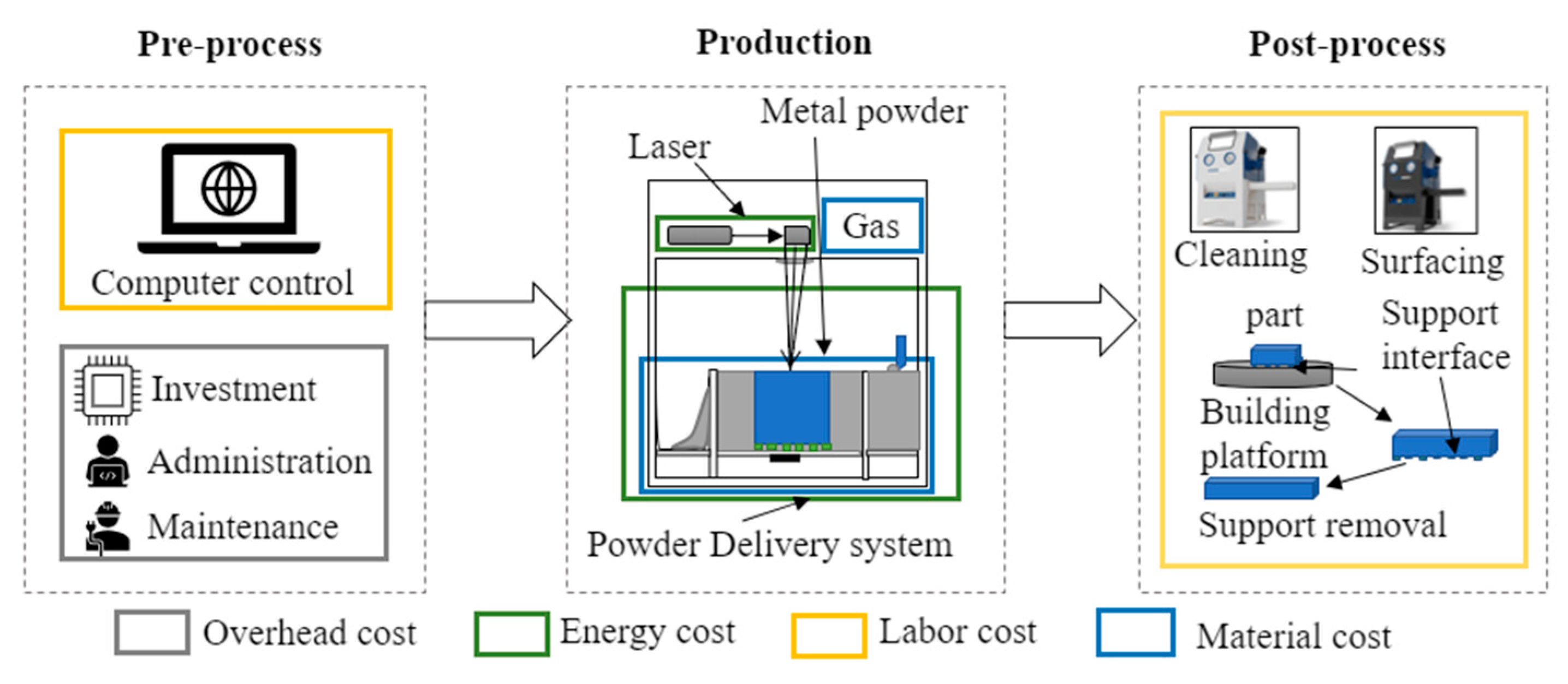
2.1. Illustration of the Direct Metal Laser Sintering Process
2.2. Cost Modeling
2.2.1. Energy Consumption Cost
2.2.2. Labor Cost
2.2.3. Material Cost
2.2.4. Overhead
2.2.5. Geometry Complexity Factors
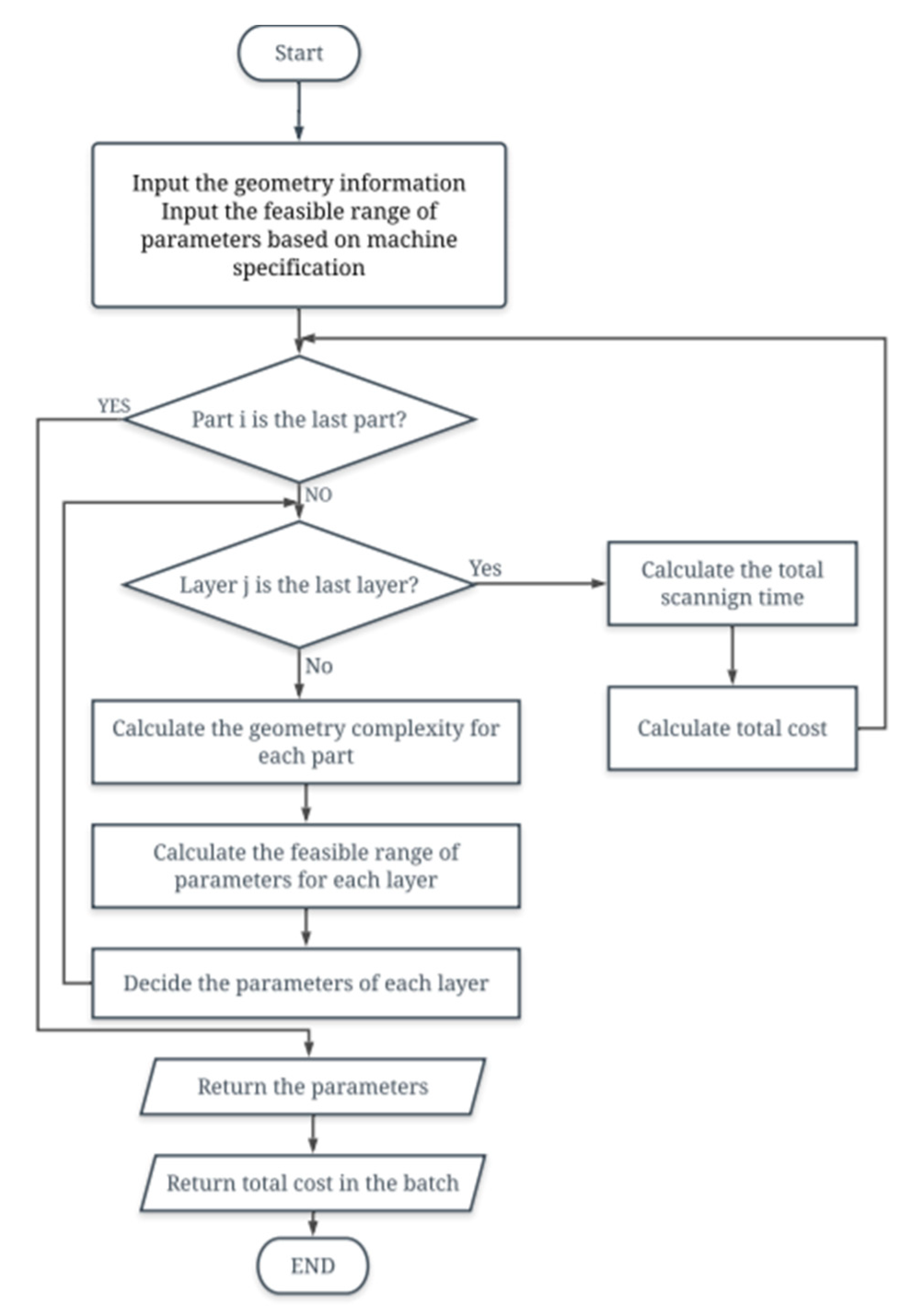
2.3. Process Planning Algorithm
| Step 1 GET the part geometry information including volume-related factors and geometry complexity factors Step 2 GET the feasible ranges of changeable parameters , , , and based on machine specification Step 3 FOR FOR CALCULATE the layer-wise geometry complexity based on the part geometry complexity factor for each part in the batch CALCULATE the feasible range of parameters of , , according to CALCULATE scanning time for the layer as according to the changeable parameters , , END LOOP CALCULATE total scanning time CALCULATE total cost END LOOP Step 4 FIND a set of parameters , , and that reduce the total cost Step 5 RETURN the solution with changeable parameters for each layer and total cost Step 6 END |
3. Case Studies
3.1. Model Comparison with the Current Literature for Different Materials
3.2. Model Calculation for Single Geometry and Mixed Batch Productions
3.3. Cost Performance Using Constant vs. Dynamic Process Planning
3.4. Sensitivity Analysis
4. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Notation List
| Isoperimetric area of the layer part (mm2) | |
| Hatching distance at the layer (mm) | |
| Laser power at the layer (J/s) | |
| Scanning speed at the layer (mm/s) | |
| Geometry complexity factor of the part | |
| Distributed cost for part (USD) | |
| Total cost of the entire production batch (USD) | |
| Administration cost (USD) | |
| Energy cost in the production batch (USD) | |
| Labor cost during the preprocessing and postprocessing period (USD) | |
| Maintenance cost (USD) | |
| Material cost of the batch (USD) | |
| Overhead cost (USD) | |
| Energy consumption of layer (J) | |
| Layer thickness of the th layer (mm) | |
| Monetary price of the energy (USD) | |
| Price of the protective gas (USD/L) | |
| Hourly salary of the labor (USD/h) | |
| Machine investment cost (USD) | |
| Price of the metal material (USD/g) | |
| Life span of the machine (h) | |
| Constant power consumption of the system (J/s) | |
| A set of laser power for the process planning | |
| Power of the nozzle motor system (J/s) | |
| Power of recoating system (J/s) | |
| Envelop area of the th layer in the part (mm2) | |
| Area of the part in the layer (mm2) | |
| Total area of in the layer (mm2) | |
| Bounding box volume (mm3) | |
| Gas release speed during the production (L/h) | |
| A set of scanning speed for the process planning | |
| Total volume of the supporting structures (mm3) | |
| Perimeter of the th layer in the part (mm) | |
| Mass of the part (USD) | |
| Total number of layers | |
| Total number of parts | |
| Starting scanning time in the layer (s) | |
| Total production time (h) | |
| Fixed recoating time for each layer (s) | |
| Operating time for the machine (h) | |
| Postprocessing time (h) | |
| Preprocessing time (h) | |
| Total scanning time in the layer (s) | |
| Total scanning time (s) | |
| Time consumption before the building process (s) | |
| Setup time for the machine (h) | |
| Utilization rate (%) | |
| Density of the metal material (g/mm3) | |
| A set of layer thickness for the process planning | |
| Index of the part | |
| Index of the layer |
References
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal additive manufacturing in the commercial aviation industry: A review. J. Manuf. Syst. 2019, 53, 124–149. [Google Scholar] [CrossRef]
- Kline, J.S.; Jablonowski, J.; Eigel-Miller, N. The World Machine Tool Output & Consumption Survey. Gardner Intell. 2014. Available online: https://www.gardnerweb.com/cdn/cms/2014wmtocs_SURVEY.pdf (accessed on 27 February 2014).
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Woodhead Publishing: Cambridge, UK, 2017; ISBN 9780081004340. [Google Scholar]
- Schiller, G.J. Additive manufacturing for Aerospace. In Proceedings of the IEEE Aerospace Conference Proceedings, Big Sky, MT, USA, 7–14 March 2015. [Google Scholar]
- Salmi, M.; Paloheimo, K.S.; Tuomi, J.; Wolff, J.; Mäkitie, A. Accuracy of medical models made by additive manufacturing (rapid manufacturing). J. Cranio-Maxillofacial Surg. 2013, 41, 603–609. [Google Scholar] [CrossRef] [PubMed]
- Aimar, A.; Palermo, A.; Innocenti, B. The Role of 3D Printing in Medical Applications: A State of the Art. J. Healthc. Eng. 2019, 2019, 5340616. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bogers, M.; Hadar, R.; Bilberg, A. Additive manufacturing for consumer-centric business models: Implications for supply chains in consumer goods manufacturing. Technol. Forecast. Soc. Chang. 2016, 102, 225–239. [Google Scholar] [CrossRef]
- Patalas-Maliszewska, J.; Topczak, M.; Kłos, S. The level of the additive manufacturing technology use in polish metal and automotive manufacturing enterprises. Appl. Sci. 2020, 10, 735. [Google Scholar] [CrossRef] [Green Version]
- Leal, R.; Barreiros, F.M.; Alves, L.; Romeiro, F.; Vasco, J.C.; Santos, M.; Marto, C. Additive manufacturing tooling for the automotive industry. Int. J. Adv. Manuf. Technol. 2017, 92, 1671–1676. [Google Scholar] [CrossRef]
- Bromberger, J.; Richard, K. Additive Manufacturing: A Long-Term Game Changer for Manufacturers; McKinsey Co.: Berlin, Germany, 2017. [Google Scholar]
- Rodrigues, T.A.; Duarte, V.R.; Tomás, D.; Avila, J.A.; Escobar, J.D.; Rossinyol, E.; Schell, N.; Santos, T.G.; Oliveira, J.P. In-situ strengthening of a high strength low alloy steel during Wire and Arc Additive Manufacturing (WAAM). Addit. Manuf. 2020, 34, 101200. [Google Scholar] [CrossRef]
- Lopes, J.G.; Machado, C.M.; Duarte, V.R.; Rodrigues, T.A.; Santos, T.G.; Oliveira, J.P. Effect of milling parameters on HSLA steel parts produced by Wire and Arc Additive Manufacturing (WAAM). J. Manuf. Process. 2020, 59, 739–749. [Google Scholar] [CrossRef]
- Ott, K.; Pascher, H.; Sihn, W. Improving sustainability and cost efficiency for spare part allocation strategies by utilisation of additive manufacturing technologies. Procedia Manuf. 2019, 33, 123–130. [Google Scholar] [CrossRef]
- Associates, W. Wholers Report; Wholers Assoc. Inc.: Fort Collins, CO, USA, 2019. [Google Scholar]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Additive Manufacturing Handbook: Product Development for the Defense Industry; Informa UK Limited: London, UK, 2017; ISBN 9781482264098. Available online: https://www.researchgate.net/profile/Valmik_Bhavar2/publication/285982651_A_review_on_powder_bed_fusion_technology_of_metal_additive_manufacturing/links/570f25de08aed4bec6fdf38d/A-review-on-powder-bed-fusion-technology-of-metal-additive-manufacturing.pdf (accessed on 14 April 2016).
- Sabiston, G.; Kim, I.Y. 3D topology optimization for cost and time minimization in additive manufacturing. Struct. Multidiscip. Optim. 2020. [Google Scholar] [CrossRef]
- Urbanic, R.J.; Saqib, S.M. A manufacturing cost analysis framework to evaluate machining and fused filament fabrication additive manufacturing approaches. Int. J. Adv. Manuf. Technol. 2019, 102, 3091–3108. [Google Scholar] [CrossRef]
- Chan, S.L.; Lu, Y.; Wang, Y. Data-driven cost estimation for additive manufacturing in cybermanufacturing. J. Manuf. Syst. 2018, 46, 115–126. [Google Scholar] [CrossRef]
- Piili, H.; Happonen, A.; Väistö, T.; Venkataramanan, V.; Partanen, J.; Salminen, A. Cost Estimation of Laser Additive Manufacturing of Stainless Steel. Phys. Procedia 2015, 78, 388–396. [Google Scholar] [CrossRef]
- Langelaar, M. Combined optimization of part topology, support structure layout and build orientation for additive manufacturing. Struct. Multidiscip. Optim. 2018. [Google Scholar] [CrossRef] [Green Version]
- Tosello, G.; Charalambis, A.; Kerbache, L.; Mischkot, M.; Pedersen, D.B.; Calaon, M.; Hansen, H.N. Value chain and production cost optimization by integrating additive manufacturing in injection molding process chain. Int. J. Adv. Manuf. Technol. 2019, 100, 783–795. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Li, L. Cost modeling and analysis for Mask Image Projection Stereolithography additive manufacturing: Simultaneous production with mixed geometries. Int. J. Prod. Econ. 2018, 206, 146–158. [Google Scholar] [CrossRef]
- Mahadik, A.; Masel, D. Implementation of Additive Manufacturing Cost Estimation Tool (AMCET) Using Break-down Approach. Procedia Manuf. 2018, 17, 70–77. [Google Scholar] [CrossRef]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Forecast. Soc. Change 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Rickenbacher, L.; Spierings, A.; Wegener, K. An integrated cost-model for selective laser melting (SLM). Rapid Prototyp. J. 2013, 19, 208–214. [Google Scholar] [CrossRef]
- Hopkinson, N.; Dickens, P. Analysis of rapid manufacturing-Using layer manufacturing processes for production. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 31–39. [Google Scholar] [CrossRef] [Green Version]
- Pascall, A.J.; Qian, F.; Wang, G.; Worsley, M.A.; Li, Y.; Kuntz, J.D. Light-directed electrophoretic deposition: A new additive manufacturing technique for arbitrarily patterned 3D composites. Adv. Mater. 2014, 26, 2252–2256. [Google Scholar] [CrossRef] [PubMed]
- Derby, B. Additive Manufacture of Ceramics Components by Inkjet Printing. Engineering 2015, 1, 113–123. [Google Scholar] [CrossRef] [Green Version]
- Sochol, R.D.; Sweet, E.; Glick, C.C.; Venkatesh, S.; Avetisyan, A.; Ekman, K.F.; Raulinaitis, A.; Tsai, A.; Wienkers, A.; Korner, K.; et al. 3D printed microfluidic circuitry via multijet-based additive manufacturing. Lab Chip 2016, 16, 668–678. [Google Scholar] [CrossRef] [Green Version]
- Park, J.; Tari, M.J.; Hahn, H.T. Characterization of the laminated object manufacturing (LOM) process. Rapid Prototyp. J. 2000, 6, 36–50. [Google Scholar] [CrossRef]
- Gong, X.; Anderson, T.; Chou, K. Review on powder-based electron beam additive manufacturing Technology. Manuf. Rev. 2014, 45110, 507–515. [Google Scholar] [CrossRef]
- Jackson, B. GE Aviation Celebrates 30,000th 3D Printed Fuel Nozzle. 3D Printing Industry. 2018. Available online: https://3dprintingindustry.com/news/ge-aviation-celebrates-30000th-3d-printed-fuel-nozzle-141165/ (accessed on 8 October 2018).
- Albright, B. Siemens 3D Prints Power Turbine Blades. 2017. Available online: https://www.digitalengineering247.com/article/siemens-3d-prints-power-turbine-blades/ (accessed on 12 June 2017).
- Jiang, J.; Xu, X.; Stringer, J. Optimization of process planning for reducing material waste in extrusion based additive manufacturing. Robot. Comput. Integr. Manuf. 2019, 59, 317–325. [Google Scholar] [CrossRef]
- Jin, Y.; Du, J.; He, Y. Optimization of process planning for reducing material consumption in additive manufacturing. J. Manuf. Syst. 2017, 44, 65–78. [Google Scholar] [CrossRef]
- Markaki, O.; Kokkinakos, P.; Panopoulos, D.; Koussouris, S.; Askounis, D. Benefits and risks in Dynamic Manufacturing Networks. In Proceedings of the IFIP Advances in Information and Communication Technology, Rhodes, Greece, 24–26 September 2012. [Google Scholar]
- Liu, J.; Chen, Q.; Liang, X.; To, A.C. Manufacturing cost constrained topology optimization for additive manufacturing. Front. Mech. Eng. 2019, 14, 213–221. [Google Scholar] [CrossRef]
- Nejad, H.T.N.; Sugimura, N.; Iwamura, K. Agent-based dynamic integrated process planning and scheduling in flexible manufacturing systems. Int. J. Prod. Res. 2011, 49, 1373–1389. [Google Scholar] [CrossRef]
- Kim, H.J.; Chiotellis, S.; Seliger, G. Dynamic process planning control of hybrid disassembly systems. Int. J. Adv. Manuf. Technol. 2009, 40, 1016–1023. [Google Scholar] [CrossRef]
- Chang, H.C.; Chen, F.F. A dynamic programming based process planning selection strategy considering utilisation of machines. Int. J. Adv. Manuf. Technol. 2002, 19, 97–105. [Google Scholar] [CrossRef]
- Cyr, E.; Lloyd, A.; Mohammadi, M. Tension-compression asymmetry of additively manufactured Maraging steel. J. Manuf. Process. 2018, 35, 289–294. [Google Scholar] [CrossRef]
- Kučerová, L.; Zetková, I.; Jandová, A.; Bystrianský, M. Microstructural characterisation and in-situ straining of additive-manufactured X3NiCoMoTi 18-9-5 maraging steel. Mater. Sci. Eng. A 2019, 750, 70–80. [Google Scholar] [CrossRef]
- Shellabear, M.; Nyrhilä, O. DMLS—Development History and State of the Art. 2004. Available online: https://www.i3dmfg.com/wp-content/uploads/2015/07/History-of-DMLS.pdf (accessed on 24 September 2004).
- Joris DMLS: 3D Printing in Titanium Possible with i.materialise. Available online: https://i.materialise.com/blog/en/i-materialise-launches-dmls-you-can-now-3d-print-in-titanium/ (accessed on 18 January 2011).
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need. Technologies 2017, 5, 15. [Google Scholar] [CrossRef]
- Barclift, M.; Joshi, S.; Simpson, T.; Dickman, C. Cost modeling and depreciation for reused powder feedstocks in powder bed fusion additive manufacturing. In Proceedings of the Solid Freeform Fabrication 2016—27th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 8–10 August 2016. [Google Scholar]
- EOS Eos M 290. 2019. Available online: https://www.eos.info/en/additive-manufacturing/3d-printing-metal/eos-metal-systems/eos-m-290 (accessed on 15 January 2019).
- U.S. Energy Information Administration. Texas State Profile and Energy Estimates. Available online: https://www.eia.gov/state/data.php?sid=TX#Prices (accessed on 17 December 2020).
- State Minimum Wage Laws. Available online: https://www.dol.gov/agencies/whd/minimum-wage/state#tx (accessed on 17 December 2020).
- Perry, T.L.; Werschmoeller, D.; Li, X.; Pfefferkorn, F.E.; Duffie, N.A. Pulsed laser polishing of micro-milled Ti6A14V samples. J. Manuf. Process. 2009, 11, 74–81. [Google Scholar] [CrossRef]
- Moylan, S.; Slotwinski, J.; Cooke, A.; Jurrens, K.; Donmez, M.A. Proposal for a standardized test artifact for additive manufacturing machines and processes. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 6–8 August 2012. [Google Scholar]
- Kim, F.H.; Moylan, S.P.; Garboczi, E.J.; Slotwinski, J.A. Investigation of pore structure in cobalt chrome additively manufactured parts using X-ray computed tomography and three-dimensional image analysis. Addit. Manuf. 2017. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Source |
|---|---|---|
| Machine rated power | 200 W | Technical data of EOS M290 [48] |
| Power of the motor system | 1000 W | |
| Power of the recoating system | 200 W | |
| Gas release speed | 28 m3/h | |
| The life span of the machine | 3 years | |
| Time of layer change | 7.2 s | Estimated based on the practical operation |
| Unit price of the energy | $0.12/KWh | Averaged retail price of electricity in the residential sector, May 2020 [49] |
| Hourly salary of the labor | 10.12 USD | Government data [50] |
| Material utilization rate | 50% | Model assumption |
| Density of the material | 4.41 mg/mm3 | Material property [51] |
| Price of the material | $20.85/kg | |
| Price of the protective gas | $0.14/cm3 | The listed prices on the official website [48] |
| Machine investment | $600,000 | |
| Maintenance cost | $300 | |
| Administration cost | $35,000 |
| Parameters | Value |
|---|---|
| Laser power | 285 W |
| Scanning speed | 1020 mm/s |
| Hatching space | 161 |
| Layer thickness | 30 |
| Description | NIST Test Artifact |
|---|---|
| Mass (g) | 447.34 |
| Dimension | 141.42 cm × 141.42 cm × 3.00 cm |
| Geometry complexity |
| Part | Description | Mass (g) | Dimension (cm × cm × cm) | Geometry Complexity |
|---|---|---|---|---|
| No. 1 | Washer 1 × 8.5 | 1.45 | 0.2 × 0.21 × 0.15 | |
| No. 2 | Wingnut 6 × 9 | 4.42 | 0.12 × 0.34 × 0.99 | |
| No. 3 | Wingnut 6 × 9 | 4.42 | 0.12 × 0.34 × 0.99 | |
| No. 4 | Wingnut 6 × 9 | 4.42 | 0.12 × 0.34 × 0.99 | |
| No. 5 | Bolt 25 × 8_button | 5.83 | 1.31 × 1.31 × 3.00 | |
| No. 6 | Bolt 25 × 8 countersunk | 5.83 | 1.31 × 1.31 × 3.00 | |
| No. 7 | Nut joiner 18 × 9 | 5.87 | 1.20 × 1.39 × 1.80 | |
| No. 8 | Bolt 25 × 8 socket | 6.55 | 1.15 × 1.15 × 3.10 | |
| No. 9 | Bolt 25 × 8 | 6.98 | 1.20 × 1.39 × 3.00 | |
| No. 10 | M15_nut | 19.38 | 4.00 × 3.46 × 0.50 | |
| No. 11 | Tensile test type 4 | 28.06 | 11.43 × 1.91 × 4.06 | |
| No. 12 | Drive gear | 31.30 | 4.50 × 4.50 × 0.90 | |
| No. 13 | Tensile test type 1 | 36.35 | 16.50 × 1.90 × 0.32 | |
| No. 14 | M15 bolt | 50.70 | 4.60 × 4.00 × 3.46 | |
| No. 15 | NITS test artifact | 96.62 | 10.61 × 10.61 × 1.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di, L.; Yang, Y. Cost Modeling and Evaluation of Direct Metal Laser Sintering with Integrated Dynamic Process Planning. Sustainability 2021, 13, 319. https://doi.org/10.3390/su13010319
Di L, Yang Y. Cost Modeling and Evaluation of Direct Metal Laser Sintering with Integrated Dynamic Process Planning. Sustainability. 2021; 13(1):319. https://doi.org/10.3390/su13010319
Chicago/Turabian StyleDi, Lei, and Yiran Yang. 2021. "Cost Modeling and Evaluation of Direct Metal Laser Sintering with Integrated Dynamic Process Planning" Sustainability 13, no. 1: 319. https://doi.org/10.3390/su13010319