1. Introduction
Paper recycling is important for a number of reasons. It conserves natural resources, saves landfill space, and reduces the amount of pollution in the air from incineration. Energy savings in recycled paper production amount to 70% compared to virgin fiber paper production. Additionally, paper recycling saves huge amounts of water. Moreover, it leads to reductions in gas emissions and water-polluting emissions [
1,
2]. Due to the positive environmental impacts of paper recycling, the amount of paper recovered for reuse has been significantly increasing over the past two decades. In the year 2019, up to 72% of all paper and board consumed in Europe was recycled, making it one of the most collected and recycled material in Europe [
3,
4]. According to CEPI Key Statistics 2019, almost 75% of collected paper for recycling was utilized in packaging paper and board production [
3]. As recycling contributes towards sustainability and circular economy, the use of recycled paper and board as food packaging material is often favored over paper and board made from virgin fibers [
5]. For that reason, a great share of recycled fibers is being used in food applications as primary or secondary packaging in many European countries. However, since a significant portion of recycled fibers has been printed at some point, the suitability of using recycled fiber from printed sources in food contact applications is still under evaluation in terms of health safety, since it is difficult to exclude exposure to traces of ink chemicals, varnishes, and adhesives in recycled fibers. In other words, recycling of printed papers may introduce contaminants in the food packaging material that have a possibility to migrate to the packaged food under certain conditions, posing health concerns for the consumers [
5].
Studies on paper-based food packaging materials published in the past two decades have identified a wide range of substances that may be present in recycled pulp [
6,
7,
8,
9,
10,
11,
12,
13,
14]. During paper recycling, those substances remain in the solid matrix and thereby end up in new products based on recycled fibers [
12]. Binderup et al. [
6] were among the first authors to cite a large list of potentially harmful substances present in recycled paper, such as phthalates, solvents, azocolorants, diisopropyl naphthalenes, primary aromatic amines, polycyclic aromatic hydrocarbons, and benzophenone. In order to maintain the high paper recycling rates with a satisfying quality of recycled pulp, it is crucial that paper recycling processes are highly effective in ink and toxic component removal [
15]. Moreover, it is of great importance to search for ways to reduce the occurrence of harmful contaminants and to minimize their migration into the packed food [
14]. All in all, the paper and board food packaging chain are currently facing the challenge between the wish for food safety and the desire to make packaging more circular [
16].
Should recycled paper be used in food packaging, it must comply with many specific requirements proposed by European legislation. This means that recycled paper should not give rise to the migration of substances, which can pose health risks to the consumers. This requirement comes from the EU Framework Regulation (EC) No. 1935/2004 that covers generally all food contact materials (FMC) and sets the basic requirement for these materials [
17]. Regulation (EC) No. 2023/2006 on Good Manufacturing Practices [
18] also applies to all FCM. However, besides general requirements laid out in mentioned regulations, at present, in the EU, there is still no harmonized legislation on paper-based packaging materials intended for direct contact with food, or on the use of recycled paper fibers in contact with foods. In the absence of a specific directive, the paper and board food packaging supply chain rely on the national legislation for paper and board published in some European countries. Existing regulations define the chemicals that are allowed in the manufacture of paper and board and set limits for various contaminants in finished products [
19]. The German Federal Institute for Risk Assessment’s (BfR) Recommendation for paper and board for food [
20,
21] is regarded as the most reputable regulation in Europe concerning paper packages [
14]. Moreover, in addition to current national laws and existing regulations for paper and board FCM, guideline documents such as CEPI’s Food Contact Guidelines for the compliance of paper and board materials and articles [
22] developed by the European paper and board manufacturing industry, as well as converting sectors and other associations, are also available. Such documents are aimed at manufacturers of paper and board FCM and are designed to provide guidance for establishing compliance with the Regulation (EC) No. 1935/2004. However, the guideline documents are not legally binding.
Deinking flotation is the most widely preferred method of removal of the printing ink from recovered papers during the recycling process. The deinking process is based on the difference between hydrophobic inks and hydrophilic paper fibers in which hydrophobic ink particles are removed from pulp suspension by adhesion to air bubbles, forming a froth that is then separated from the pulp suspension [
23,
24]. Deinking through flotation is proved to be a successful recycling method for most of today’s inks and printing technologies which can be found in recovered papers [
25]. However, some types of prints show significant problems during recycling. Most problems occur with the use of water-based flexographic inks, inkjet inks, UV curable inks, and liquid toners [
26,
27].
White top linerboards used in food packaging applications are manufactured largely on the basis of recovered paper. Either virgin fiber pulps or recovered papers of medium and higher grades are used to manufacture white top plies of multi-ply testliners [
28]. In Croatia, the linerboard’s white top ply is usually produced from deinked pulp originating from offset printed wood-free papers. This means that the layer intended to come into direct contact with food is manufactured from deinked fiber pulp.
Blasius and Manoiu in 2009 [
28] investigated the possibility of utilizing recovered paper grades that had been rarely or never used as fibrous raw materials in the production of white top linerboards in order to minimize the production costs. Among other alternative paper grades, they studied the suitability of using sorted office paper grades (corresponding to the class 2.05 of the European List of Standard Grades of Paper and Board for Recycling—EN643). The results of their investigation showed that to achieve the desired optical characteristics of deinked pulp, the recovered office papers must undergo the two-loop flotation process considering the higher ink particle loads that may be present in their deinked pulp. According to their study, sorted office papers could serve as an alternative substitution pulp for the chemical pulp that is currently widely used in the production of white top linerboards.
Printing and writing paper grades used in offices are among the most valuable papers in the paper industry as they contain high content of virgin fibers (high-quality chemical pulp) [
29]. Currently, the recovered office paper grades are mostly utilized in the production of tissue paper, writing and printing paper, paperboard, and newsprint [
30,
31], but so far have been rarely used as fibrous raw materials for the production of linerboard’s top ply [
28]. It is worth mentioning that utilization rates for recovered office paper grades have been very low (13.1%) [
3], even though they comprise the participation of more than 30% in total collected recovered papers [
32,
33]. For these reasons, some scientists in recent years started investigating the potential of underutilized recovered paper sources for nanocellulose production. In this respect, office printouts can be used as a raw material for cellulose nanocrystals production [
34,
35]. There is also a possibility of using office printouts for the production of cellulose derivates such as carboxymethyl cellulose [
36]. The class of sorted office papers mostly includes papers printed by various digital printing techniques such as electrophotography or inkjet technology. Different types of printing inks are used in these techniques: most of the electrophotographic printing applications utilize dry toner, e.g., the toner in powder form, while inkjet printers print with liquid ink of low viscosity, which is mostly water-based in the case of small-scale A4 size home and office printers.
Digital printing can present problems for recycling as the printing inks used in some techniques are not generally suitable for deinking. This is especially pronounced with inkjet inks and liquid toners [
37]. The poor deinking behavior of inkjet inks is mostly related to the chemical and physical properties of their colorants which are either soluble dyes or very fine pigments. The presence of either of them, in just small quantities, has an adverse effect on recycling as they could not be removed through flotation deinking [
38].
In this study, three different types of digitally printed papers comprising dry toners and inkjet inks were submitted to a chemical deinking flotation in laboratory conditions, and the handsheets formed after each deinking flotation trial were tested on the suitability for direct food contact. Evaluation of deinkability for each group of recycled prints was performed, as well. Deinkability was evaluated by calculating the flotation yield, pulp’s brightness and whiteness increase, ink elimination factor, determination of residual ink area, as well as ash content elimination.
The safety evaluation was executed by determining the content of heavy metals (Cd, Pb, Hg, Cr VI), primary aromatic amines (PAAs), diisopropylnaphthalenes (DIPN), phthalates, and polychlorinated biphenyls (PCB) from aqueous or organic solvent extracts of deinked paper pulp. The fastness of the fluorescent whitening agents was determined, as well.
The objective of this study was to determine the possibility of the use of deinked office paper grades as an alternative fiber source in the production of white top linerboards.
2. Materials and Methods
In this study, three different types of office printed papers were chosen to be recycled by means of laboratory deinking flotation. The papers were printed using inkjet and electrophotography techniques on printers typically found at home and offices. Inkjet prints (printed with black pigmented ink), as well as laser prints printed in black and in color (CMYK) using dry toner, were deinked by means of a laboratory deinking flotation. Black and color (CMYK) prints were printed using the Ingede A4 letter Gray and CMYK test pages, respectively.
The uncoated woodfree office paper was used as a substrate for all printing trials. The office paper characteristics are shown in
Table 1.
Inkjet prints were printed with the Canon iP4300 printer (which uses black pigment-based ink for printing text) with the printing mode set to text greyscale printing. Laser prints were printed with the HP 1010 printer (for black prints) and color (CMYK) prints were printed with the LEXMARK C920 printer.
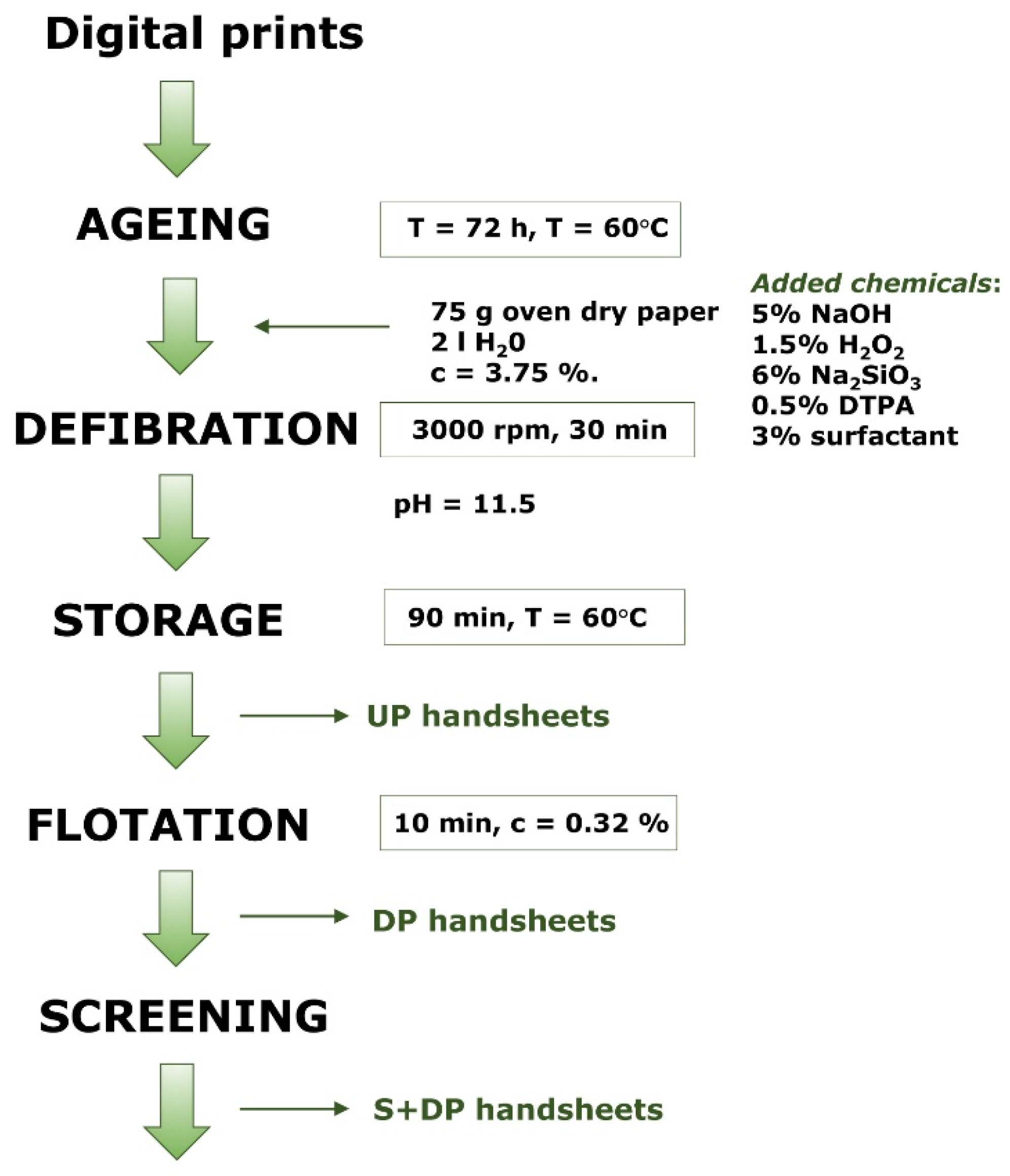
For the deinking flotation procedure (
Figure 1), three separate recovered paper samples were prepared: black laser prints, color laser prints, and inkjet prints.
The samples were submitted to accelerated ageing for 72 h at a temperature of 60 ± 3 °C prior to the chemical deinking flotation. The samples were then separately recycled following the same routine: 75 g of oven dry prints were cut in 2 × 2 cm strips and put in the pulper. By adding two liters of deionized water at a temperature of 60 °C, the consistency of pulp was set to 3.75%. Then, the deinking chemicals were added: 5% NaOH (22.90 mL), 1.5% H2O2 (20 mL), 6% Na2SiO3 (17.30 mL), 0.5% DTPA (0.38 g), and 3% surfactant (2.25 g). The industrial deinking process was simulated with these amounts of added chemicals. The obtained pH was between 11.5 and 11.7. The pulp was disintegrated in the pulper at 3000 rpm for 30 min and was afterwards stored for 90 min. In the following step, 400 mL of suspension was separated and diluted with water (up to 5 L) and the undeinked pulp handsheets were formed (hereinafter referred to as UP HS) according to the TAPPI 205 standard method. The rest of the suspension (1.6 L) was diluted with water up to the volume of 11 L and then transferred to the laboratory flotation cell and flotated for 10 min. During the flotation process, flotation froth was collected manually to be filtrated afterwards for the determination of flotation yield. Flotated suspension was then divided in two parts: one part was used for the formation of deinked pulp handsheets (hereinafter referred to as DP HS) and the other was screened, i.e., poured and washed through a sieve (fine wire mesh), and afterwards diluted with water for the formation of another set of deinked pulp handsheets (hereinafter referred to as S + DP HS). All the handsheets were made on Rapid Koethen Laboratory Sheet Former, PTI according to the TAPPI 205 standard method.
The efficiency of the deinking process was evaluated by determining flotation yield, ash content (%) elimination, optical properties (CIE L*a*b*, ISO brightness, CIE whiteness, CIE Fluorescence), determination of residual ink area (mm2/m2), and ink removal efficiency–IE700.
The mass yield (Yield, %) of the flotation deinking process was determined from oven-dried (105 °C) sludge collected during flotation and the amount of dried pulp (including filler and ink particles) introduced. The yield of the deinking process is an important parameter since ink should be removed selectively to keep this yield as high as possible [
39]. It is possible that through flotation deinking, a certain amount of fibers is lost in rejection stream and froth altogether with ink particles and fillers. For that reason, the loss of the fibers through flotation (%) was also determined.
For the determination of ash content, a test specimen was ignited in a muffle furnace at 900 ± 25 °C (T 413 om–93).
All handsheets obtained through recycling process (UP, DP, S + DP) were tested for their optical properties. All the measurements were carried out on Datacolor Elrepho Spectrophotometer, according to standard methods. For the determination of ISO Brightness (ISO 2470), a measurement of diffuse blue reflectance factor (R457) was conducted. CIE whiteness and color components L*a*b* were measured according to ISO 11475. CIE whiteness was measured in conditions without UV-content of illumination. Moreover, CIE fluorescence was determined as well for a better interpretation of the results of subsequent analyses of bleed fastness of fluorescent whitening agents. The data determined were expressed as the mean of ten replicate determinations. The ink removal efficiency was evaluated by measuring the recycled handsheets absorption coefficients at the wavelength of 700 nm in order to determine the ink elimination factor-IE700 (DIN 54500). The residual ink particle area on handsheets was determined by image analysis in accordance with the standard ISO 15755: 1999. The Microtek scanner was used for scanning the handsheets (at a resolution of 300 dpi) and the Proton computer program with an automated setting of grey threshold was used for data processing. Image analysis was performed on 0.013 m2 of each handsheet’s surface. The total number and size of the residual ink particles, as well as their total area, were determined.
Food contact analyses were conducted on the screened deinked pulp handsheets (S + DP HS) formed after the flotation and screening stage, as well as on the original (unprinted) office paper. Food contact analyses comprised determination of metal ions (Cd, Pb, Hg and Cr VI), primary aromatic amines (PAAs), diisopropylnaphthalene (DIPN), total phthalate content and polychlorinated biphenyls (PCB) from aqueous or organic solvent paper extracts. As office paper grades usually contain high amounts of fluorescent whitening agents (FWA), the bleed fastness of the FWAs was determined, as well.
In order to determine heavy metals, cold-water extracts were prepared from all paper samples in accordance with the EN 645:1993 standard. The determination of metal ions (Cd, Pb, Hg, Cr VI) in the cold-water extracts was carried out in accordance with the EN 12,497 and EN 12,498 standards. Metals were detected by means of atomic absorption spectroscopy (AAS).
To determine primary aromatic amines, paper samples were extracted in dichloromethane. The concentrations of primary aromatic amines (expressed as aniline) in solvent extracts were determined by liquid chromatography–mass spectrometry (LC-MS).
The determination of polychlorinated biphenyls (PCB) was carried out in accordance with the ISO 15318:1999 standard. Paper samples were extracted with boiling ethanolic sodium hydroxide solution. An aliquot of the extract was mixed with water and afterwards subjected to liquid–solid partitioning on a disposable C18 solid phase extraction cartridge followed by elution with hexane. The present PCBs were quantified by means of gas chromatography with electron-capture detection (GC-EDC).
The determination of diisopropylnaphthalene content (DIPN) was carried out in accordance with the standard EN 14719:2005. The content of total diisopropylnaphthalene (DIPN) was determined by solvent extraction of the paper sample and analyzed by gas chromatography with mass selective detection (GC-MS), using diisopropylnaphthalene as an internal standard.
For the determination of phthalates, paper samples were extracted in dichloromethane. The phthalate content in solvent extract was determined by gas chromatography with mass selective detection (GC-MS).
The fastness of fluorescent whitened papers (bleed fastness) analysis was performed according to EN 648. In this test procedure, the sample is brought into contact with glass fiber papers previously saturated with a test fluid (food simulant) and placed under a 1 kg load for 24 h. For each sample, the test was performed with one replication and the results are presented as the arithmetic mean of two measurements. Both sides of the paper/handsheets were subjected to the test. The staining of the glass fiber paper was evaluated comparatively with a series of fluorescent whitened papers under the UV light in the UV-A range. The test fluids (food simulants) used were deionized water, 3% acetic acid, sodium carbonate solution-Na2CO3 (5 g/L), and olive oil.
The results of all conducted analyses were compared to the quantitative restrictions laid down in CEPI’s Food contact guidelines for the compliance of paper and board materials and articles [
22] and/or Croatian national legislation ordinance on sanitary safety of materials and articles intended to come into direct contact with foodstuffs [
40].
3. Results
3.1. Deinkability Assessment
3.1.1. Flotation Yield
The yield values of conducted deinking processes for all three printed samples, as well as ash content of undeinked and deinked pulp handsheets and flotation froths are presented in
Table 2 and
Table 3.
The results of yield determination (
Table 2) show that the flotation yield for all three recycled samples was in the range of 88–94%, which can be considered as an acceptable result since the yield of the laboratory flotation should be at least 80% in the case of uncoated papers [
41].
From the result of ash content determined in flotation froths, it is further possible to calculate the total loss of the fibers during the flotation deinking, which is presented in
Table 4.
Ash content elimination, calculated from the ash balance of the undeinked and deinked pulp samples (
Table 3), shows that the ash content was reduced by 37% by flotation in the case of black toner prints, by 26% in the case of color toner prints, and by 33% in the case of inkjet prints. Further washing of the deinked pulp through a sieve (screening stage) additionally managed to remove the ash content by 69% for black toner prints as well as by 63% and 64% for color toner and inkjet prints, respectively.
The highest loss of the fibers through flotation (
Table 4) was observed for black toner prints, which almost reached 10% (9.5%), followed by color toner prints (7.6%) and inkjet prints (4.3%).
3.1.2. Ink Elimination (IE700)
The results of the ink elimination factor IE
700 are presented in
Table 5. The reflectance factor R
∞ of handsheets made of deinked pulp (DP) and undeinked pulp (UP) was determined at a wavelength of 700 nm. The comparison was also made between undeinked pulp (UP) handsheets with the handsheets formed after the screening stage (S + DP).
It is considered that the ink elimination value for dry toner prints should be ≥80% [
41]. The results presented in
Table 5 show that only the deinking flotation of laser color prints was successful in achieving the ink elimination target value (81%). Moreover, the results indicate that further screening of the deinked pulp slightly improved ink elimination in the range of 3–6% for toner prints. However, it should be noted that the accuracy of the results obtained by measurements on the color toner (CMYK) deinked pulp handsheets is questionable because yellow and magenta inks do not affect results obtained when light reflectance is recorded with wavelengths longer than 650 nm [
42]. At the wavelength of 700 nm, only black and cyan ink affect the absorption of near-infrared light. Therefore, the results may appear better than they really are, since the reflectances from residual yellow and magenta toner particles are not included in the result. The ink elimination factor determined on recycled inkjet prints, on the other hand, showed very poor results. Flotation managed to remove only 34% of ink, whereas further washing of the pulp through a sieve managed to eliminate additional 31% of the residual ink (reaching 65% in total). However, this result is still not enough to be considered acceptable.
3.1.3. Optical Properties of Deinked Pulp: CIE L*a*b*; CIE Whiteness, CIE Fluorescence, and ISO Brightness
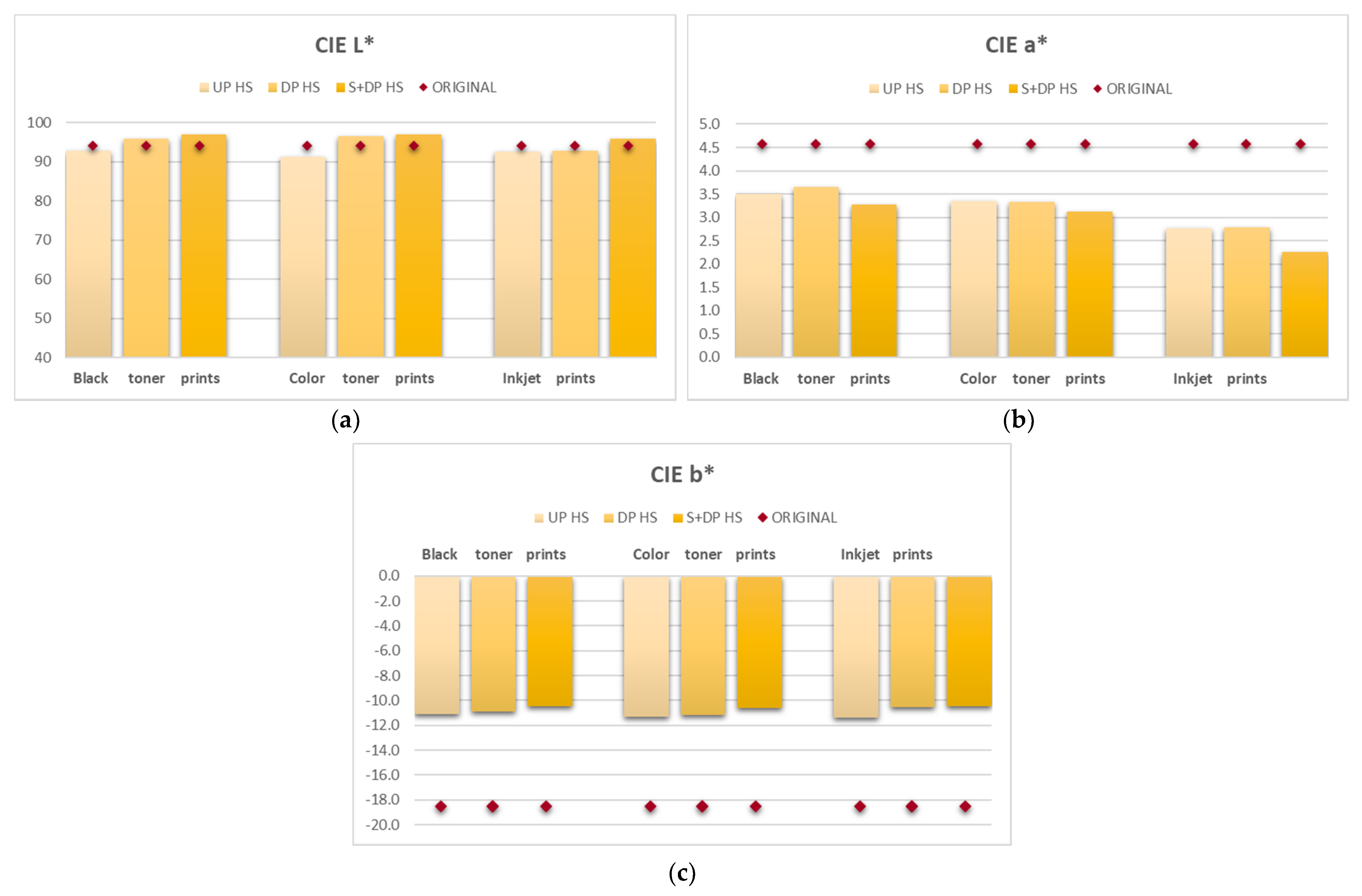
Results of colorimetric values determined on recycled handsheets are presented in
Figure 2a−c. The obtained results are compared to the target values measured on an original paper. In the CIE L*a*b* color space, the value L* represents the lightness of the color, the value +a* represents redness, −a* represents greenness, +b* represents yellowness, while the value −b* represents blueness [
43]. When referring to the CIELAB color space, the asterisks (L*a*b*) are used to prevent confusion with Hunter Lab.
The results of CIE L* measurements show that L* values of undeinked handsheets for all three sets of recycled prints are slightly lower than the target value and more or less similar to each other. After the process of flotation, an increase in the lightness of deinked pulp was observed in the case of both toner prints. The values detected even exceeded the target lightness value of the original paper (93.9%). However, it seems that deinking flotation of inkjet prints did not affect the lightness of the pulp after the flotation stage. It was only the additional screening phase that actually improved pulp’s lightness, exceeding the target value and reaching similar lightness values of toner prints’ deinked pulp handsheets.
Moreover, CIE a* values of recycled toner prints are similar to each other and closer to the target value of original (base) paper than the values observed on recycled inkjet prints. After the screening phase, a* values are decreasing for all sets of prints with a specially pronounced decrease detected on the deinked pulp of inkjet prints.
When compared, CIE b* values are very similar to each other for all tested samples in each recycling phase with the highest deviation from the target value observed on screened deinked handsheets.
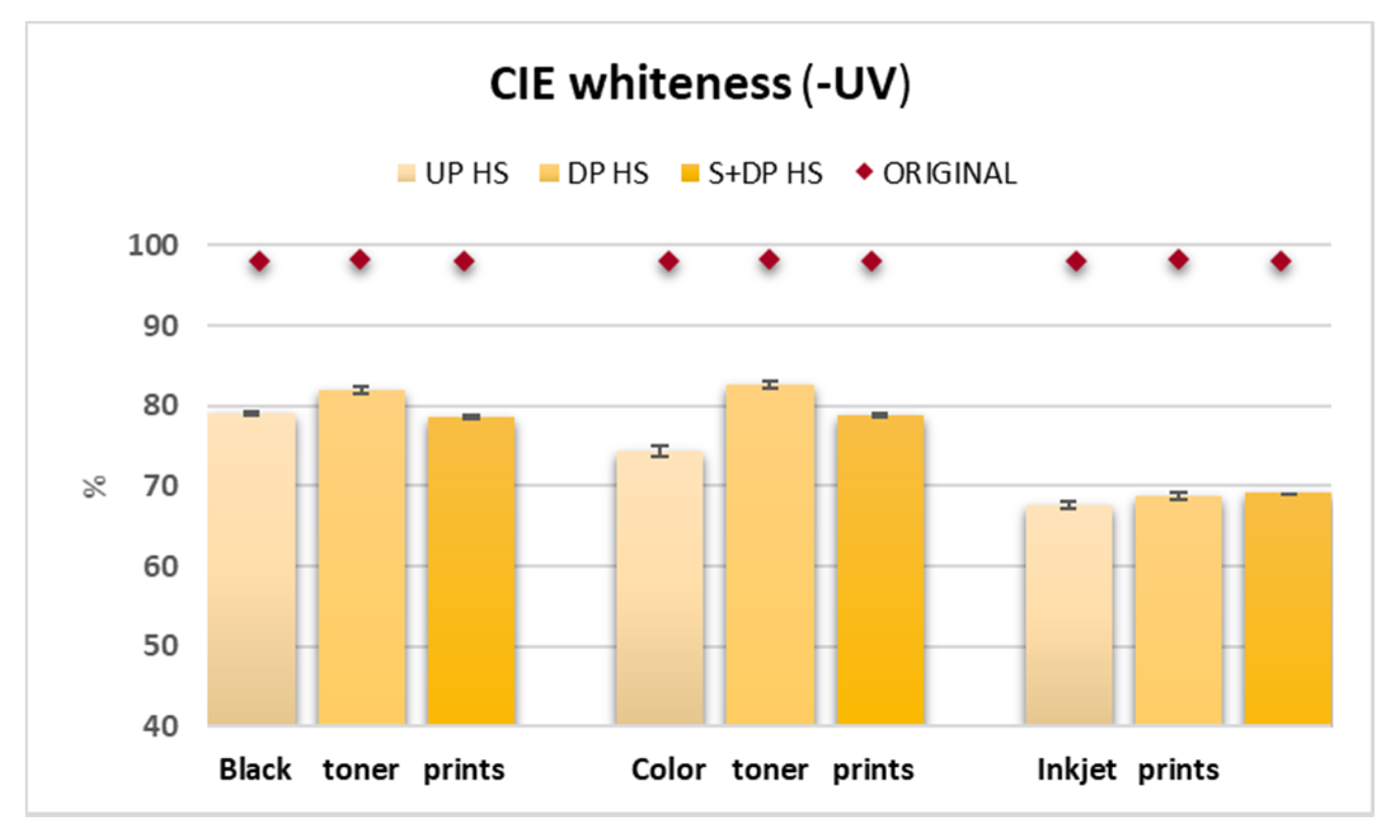
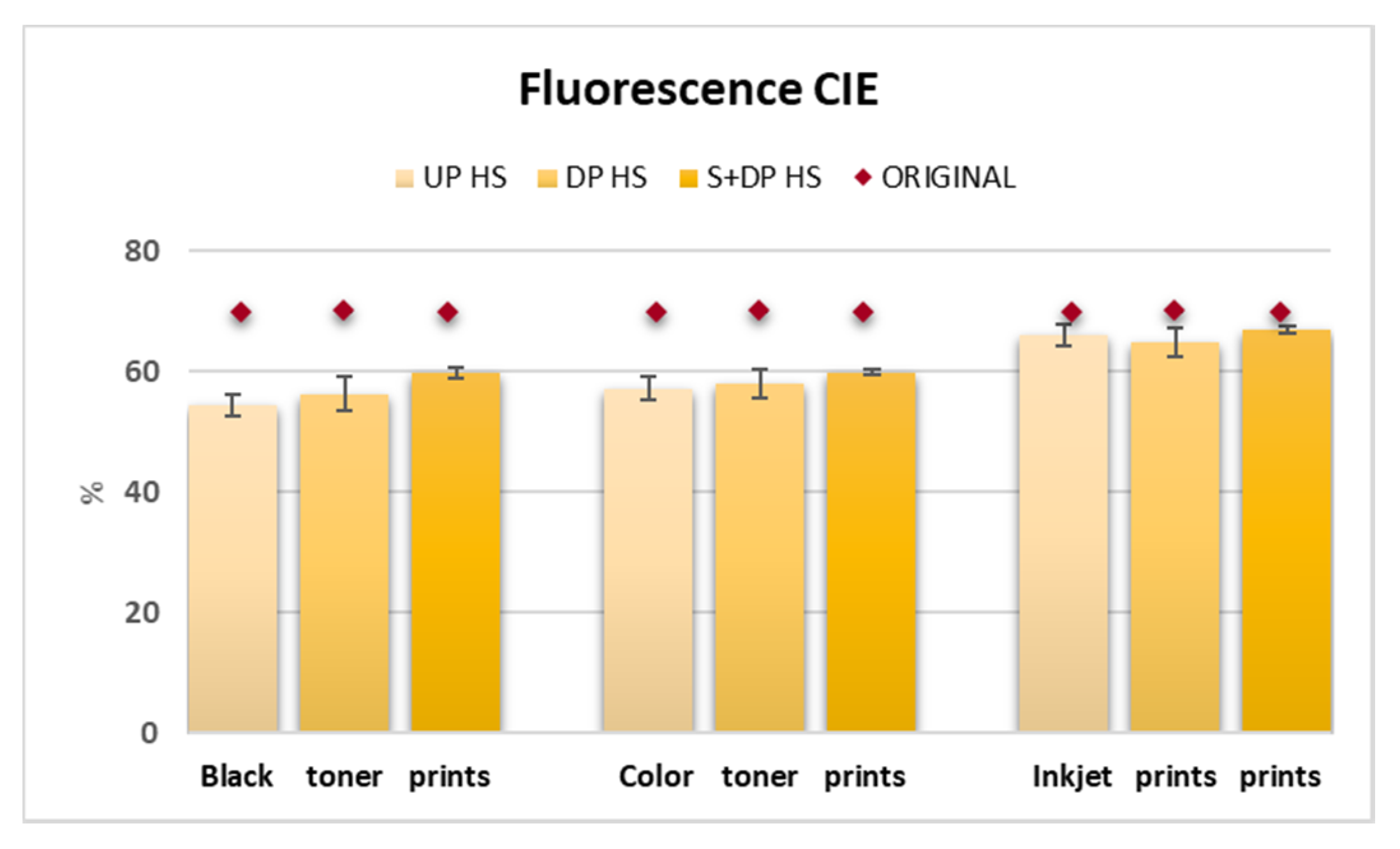
Results of CIE whiteness determinations measured without UV content of illumination (to isolate the contribution of florescence to the CIE whiteness data) are presented in
Figure 3. In addition,
Figure 4 presents the results of the fluorescence component of a CIE whiteness determination that was separately quantified and expressed by measurements taken with and without the use of a UV-cut filter. All measurements were conducted on recycled pulp handsheets (UP, DP, S + DP) as well as on the original paper. Whiteness values measured on the original (base) office paper are considered to be the pulp’s target values (ideally, the level that we want to achieve through deinking).
Results of whiteness measurements (
Figure 3) show that after the deinking flotation procedure, in all deinked samples of dry toner prints, the whiteness value of deinked pulp handsheets increased by approximately 4–11%. However, after the screening stage, the whiteness values of screened pulp handsheets have slightly decreased. This phenomenon could possibly be explained by the fact that a certain amount of fillers was washed away after the screening phase due to the low retention of the fine fraction. In the case of inkjet prints, the whiteness increased only slightly after the flotation stage (by about 2%), followed by another slight increase in whiteness value after the screening phase. The whiteness values of inkjet samples are the poorest of all recycled prints and deviate the most from the target whiteness value.
CIE fluorescence results (
Figure 4) measured on both recycled toner prints are quite similar to each other. In both recycled samples, the fluorescence increased very slightly after flotation and just a little more after the screening stage, which may be influenced by the loss of impurities and fine fractions (fillers) from the pulp through the recycling steps. It seems that FWAs by application onto the paper penetrated the cellulose fibers in a monomolecular form and aggregated there. Hence, FWAs cannot easily leave the interior of the fiber [
44,
45], nor can they be separated in flotation froth or washed through a sieve. On the other hand, the fluorescence of the inkjet samples is quite high compared to the results obtained on recycled toner prints, with the highest level of florescence noticed in screened deinked pulp handsheet, where it almost reached the value of the original (base) paper. When we put these results in correlation with the previously determined reduction in ash content and loss of fibers (
Table 3 and
Table 4), it is visible that in the case of inkjet prints, —the smallest amount of ash was determined in all three handsheets compared with the handsheets from other printed samples, with the smallest amount of fibers lost through flotation, as well. Perhaps a higher load of fibers compared to the other recycled samples influenced the higher fluorescence values determined on recycled inkjet samples.
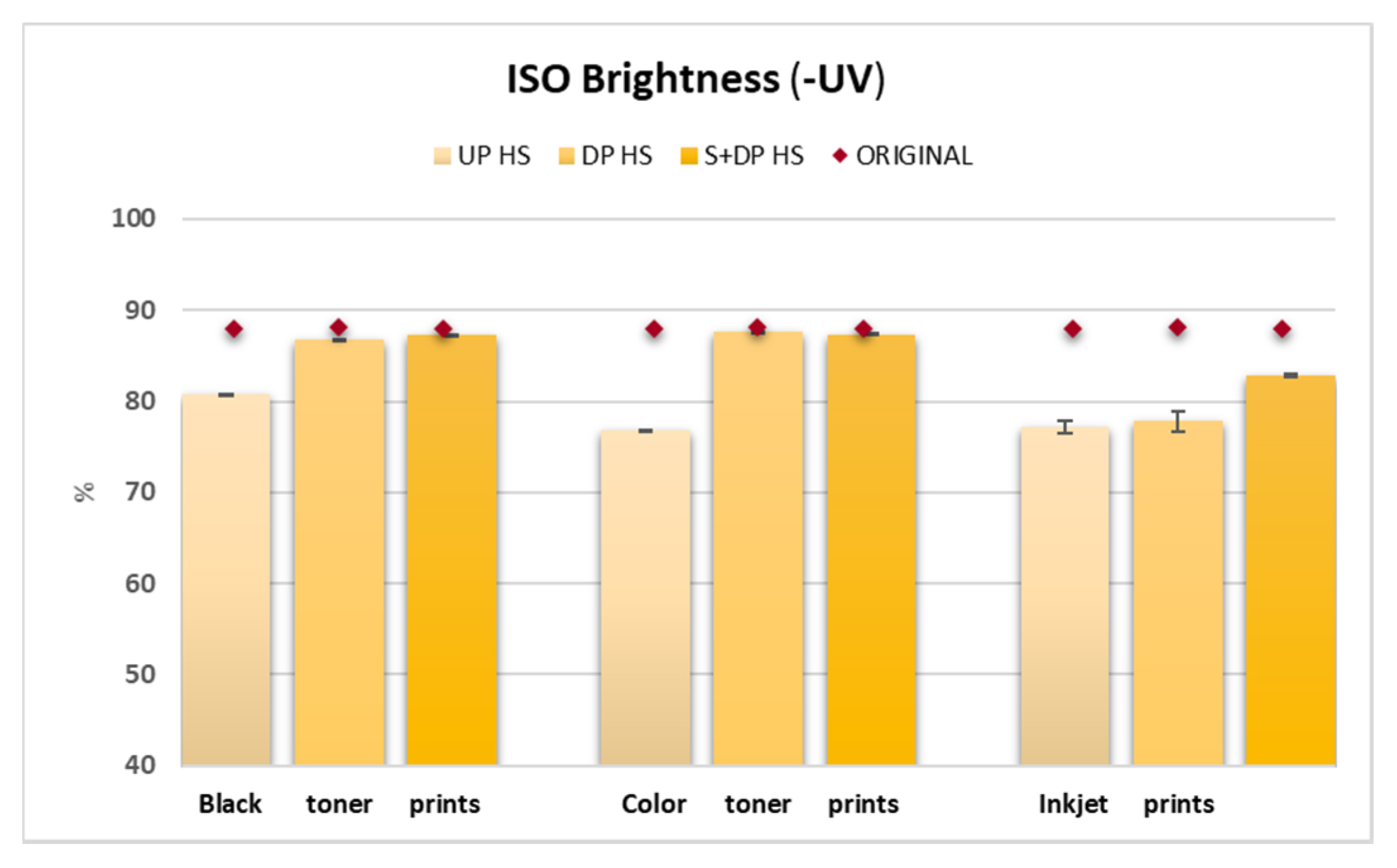
Figure 5 presents the results of ISO brightness determinations conducted on recycled pulp handsheets as well as on the original paper. Brightness values measured on the original (base) office paper are considered to be the pulp’s target values (ideally, the level that we want to achieve through deinking).
Results of brightness measurements indicate that the deinking flotation increased the brightness values of deinked handsheets in all deinked samples of dry toner prints by 6–11%, whereby the brightness of color toner deinked pulp almost reached the brightness value of the original (Δ = 0.36). The screening stage for the black toner samples increased the brightness value of the deinked pulp handsheets only slightly (Δ = 0.5), while this stage had a negative effect for the color toner deinked pulp handsheets, since their brightness value slightly decreased (Δ = −0.3).
The increase in brightness for inkjet prints after the flotation stage was rather small, only 0.6%, while after subsequent screening phase, an increase of 5.7% in the pulp’s brightness was observed (when compared to UP HS). However, that was not enough to reach the target values of original office paper (Δ = −5.16).
3.1.4. Determination of the Residual Ink Particle Area
The analysis of residual ink particles of undeinked and deinked pulp is a very important parameter in the evaluation of printed product’s deinkability [
29]. The area on which the residual ink particles were analyzed by image analysis for all tested samples was set to 0.013 m
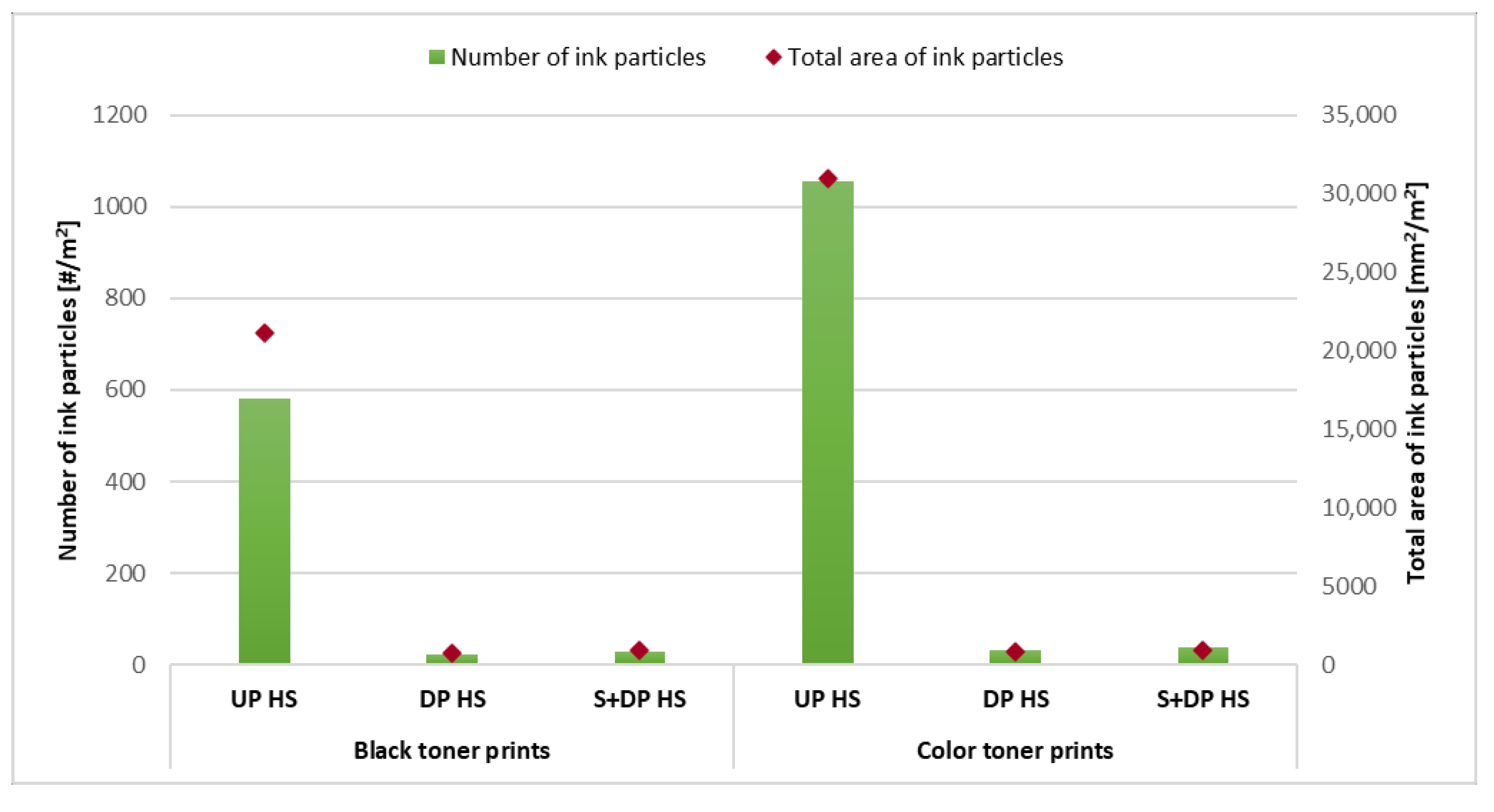
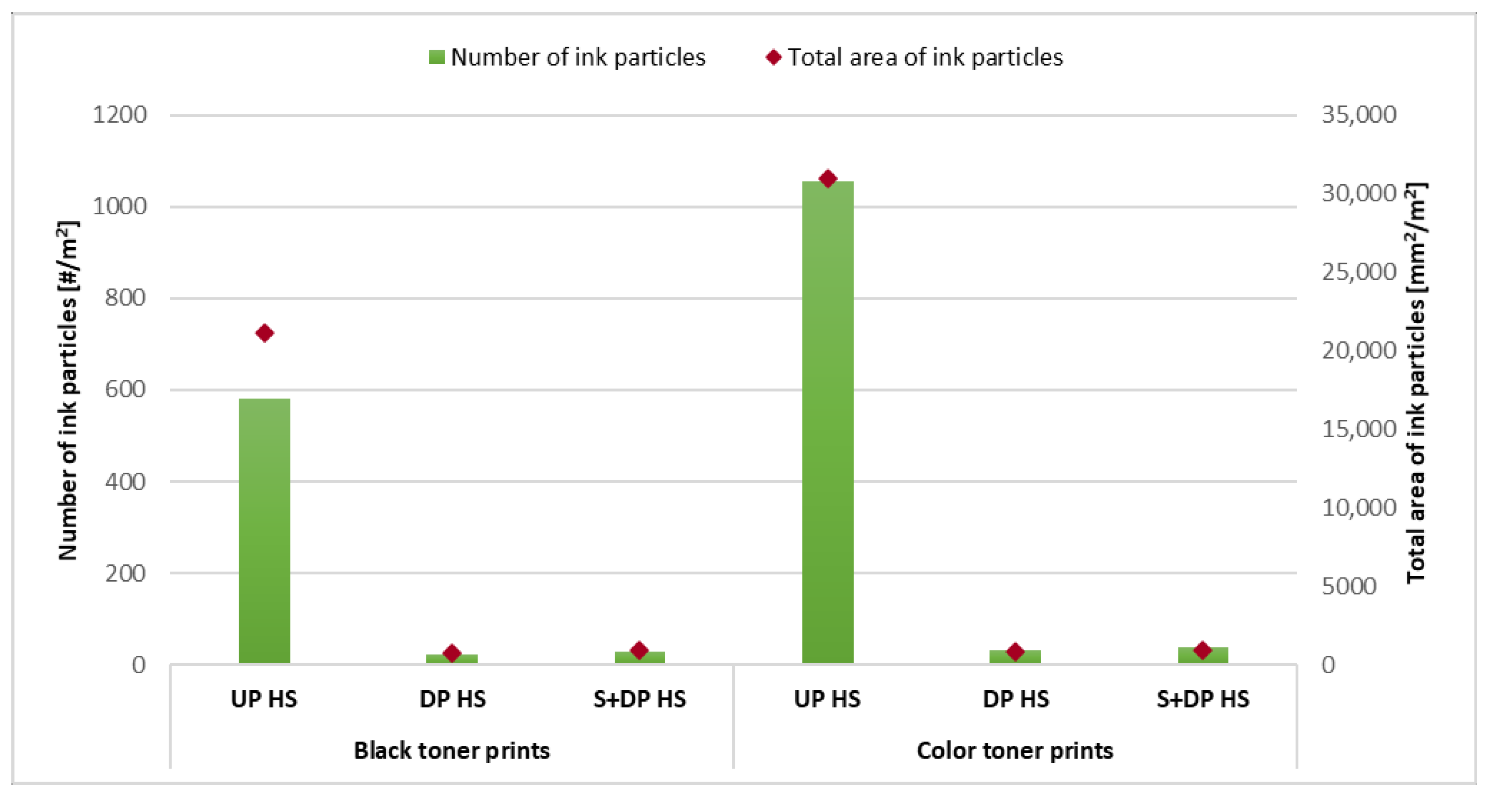
2. However, this analysis was not possible to perform on laboratory handsheets made from recycled inkjet prints, since the inkjet ink disintegrated into such fine particles that it was not possible to detect them by image analysis. The number of ink particles (#/m
2) and their total area (mm
2/m
2) of recycled samples of toner prints are presented in
Figure 6.
The results show that color toner prints disintegrated into the largest number of ink particles (1057), while the black toner prints disintegrated into almost half the number of ink particles (580). Most of the visible particles were removed via flotation—96.2% for black toner samples and 97% for color toner samples. An additional screening stage did not further reduce the number of toner particles as expected but instead, in both cases, led to a very slight increase. A reduction in ink area was also noticed after the flotation stage—in the case of black toner prints, the ink area was reduced by 96.5%, and by 97.4% in the case of color toner prints, leaving areas of 741 mm
2/m
2 and 819 mm
2/m
2 toner particles for black and color toner deinked pulp handsheets, respectively. It is considered that the area of residual ink particles after flotation for toner prints on woodfree paper should not be larger than 600 mm
2/m
2 [
41]; thus, the results obtained did not meet the expectations in terms of cleanliness of deinked pulp. Moreover, due to the slight increase in the number of detected toner particles after screening stage, the ink area was increased, too, by almost 30% in the case of black toner prints, and by 14% in the case of color toner prints.
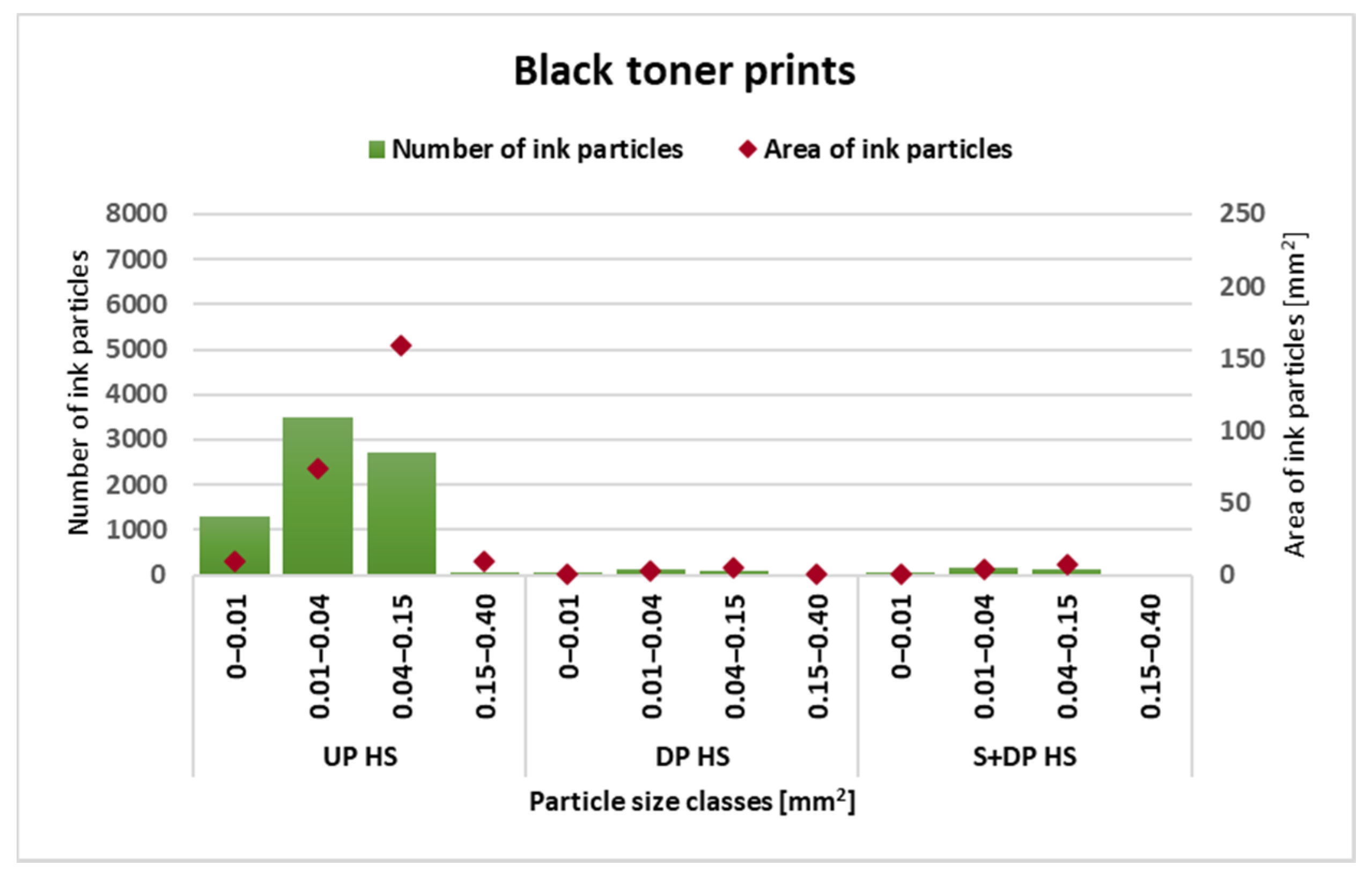
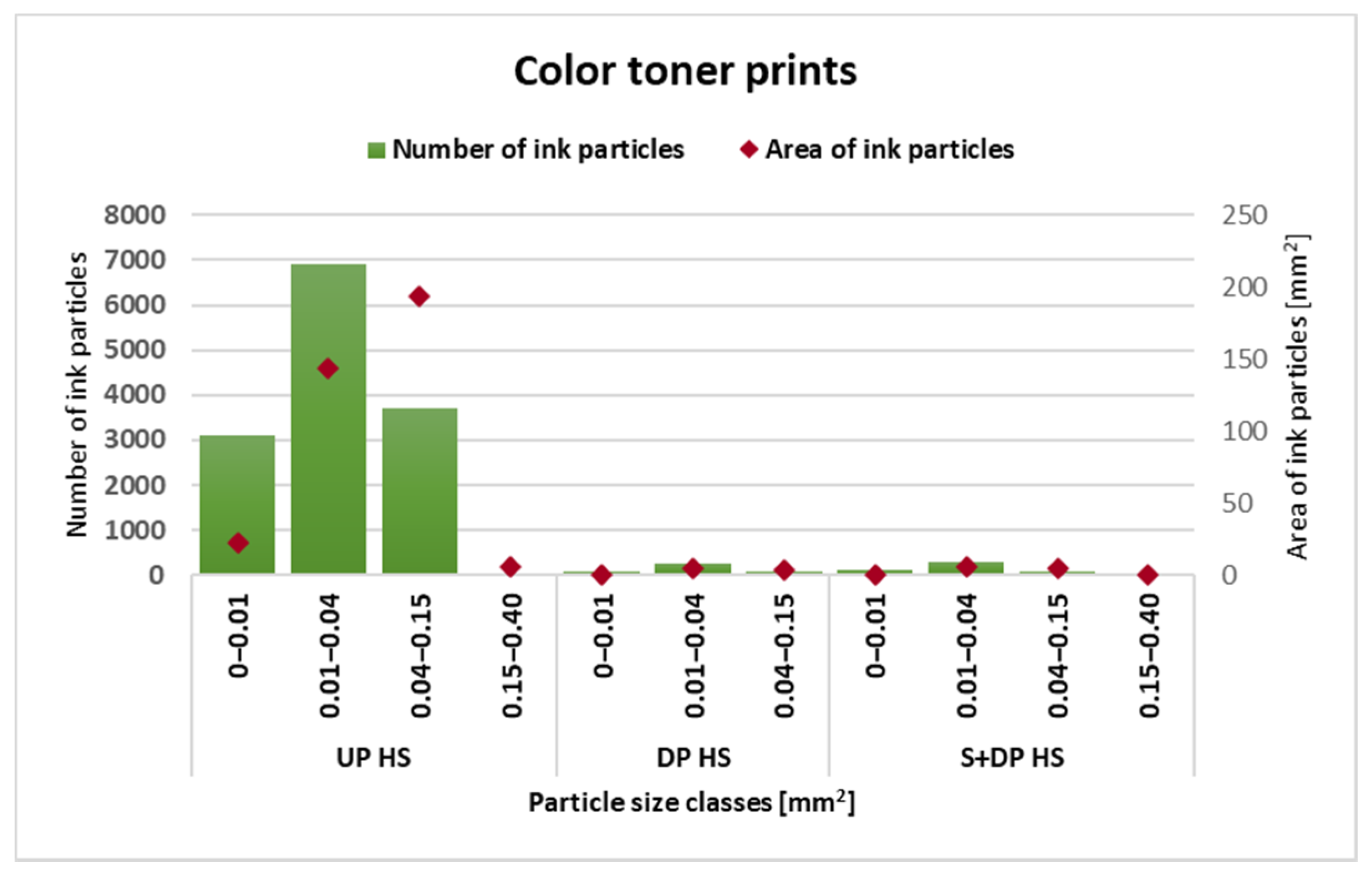
Figure 7 and
Figure 8 show the distribution of toner particle sizes and their area in mm
2 for each group of recycled toner prints (ink particle size class distribution was calculated in accordance with the ISO 15755: 1999 standard).
During the recycling process, ink disintegrated mainly into very small fragments (
Figure 7 and
Figure 8). From the presented diagrams, it is visible that the toner particles disintegrated into predominantly four particle size classes and that the most numerous were those of size class ranging from 0.01 to 0.04 mm
2, followed by slightly larger size class particles of 0.04–0.15 mm
2, and then by the smallest particles which fall into size class smaller than 0.01 mm
2. The least toner particles were detected in the size class of 0.15–0.40 mm
2.
Furthermore, the results show that deinking flotation of black toner prints reduced the number of disintegrated toner particles in all four particle size classes by about 96%. As far as color toner prints are concerned, the deinking flotation reduced 98% of ink particles of the size class of 0.04–0.15 mm2, 97% of toner particles smaller than the size of 0.01 mm2, 96% of particles of the size class of 0.01–0.04 mm2, while in the particle size class of 0.15–0.40 mm2, the number of toner particles almost tripled. Additional washing of the pulp through a sieve, for both prints, mostly did not affect toner reduction in first three particle size classes; however, toner particles that fall into the range of 0.04–0.15 mm2 were no longer detected on the handsheets obtained after the screening phase. Thus, we can assume that screening was only efficient in removing the larger toner specks.
3.1.5. Food Safety Evaluation of Deinked Pulp
The results of metal ions determination (Cd, Pb, Hg and Cr VI) in the cold-water extracts of tested paper samples are presented in
Table 6. According to the CEPI’s Food Contact Guidelines for the compliance of paper and board materials and articles, the transfer of metal ions into foodstuffs must not exceed 0.5 mg per kg of paper (Cd); 3 mg per kg of paper (Pb); 0.3 mg per kg of paper (Hg); and 0.25 mg per kg of paper (Cr VI). Testing is not necessary for paper and board intended to come into contact with dry, non-fatty foodstuffs.
As shown in
Table 6, all detected amounts of metal ions were actually found below the quantification limit of the instrument, which leads to the conclusion that there is no danger whatsoever of migration of these compounds from the paper samples into the food.
The amounts of polychlorinated biphenyls (PCB) and primary aromatic amines determined in solvent extracts of tested paper samples are presented in
Table 7.
According to the Croatian legislation, finished products must not contain more than 2 mg of PCB per kg paper. On the other hand, CEPI’s Guidelines do not recommend the testing of PCBs in the finished paper, so no limits for PCBs are set within the current guidelines.
Furthermore, for testing of Azo colorants/Primary aromatic amines (PAAs) CEPI’s Guidelines define specific migration limit (SML) of 0.01 mg/kg food (sum of PAAs). On the other hand, the Croatian Ordinance requires that the content of soluble azo colorants which may cleave to form aromatic amines must be below the limit of detection which is set to 0.1 mg of primary aromatic amines per kg of paper. Testing is not required for paper and board intended to come into contact with dry, non-fatty foodstuffs. As we were detecting the PAAs from solvent paper extracts, we referred to the limits set out in the Croatian Ordinance (which define maximum permitted content in paper in board expressed as mg/kg of paper).
The results of the detected amounts of polychlorinated biphenyls (PCB) and primary aromatic amines in solvent extracts (
Table 7) show that all detected concentrations of analyzed compounds were also below the quantification limit of the instrument. With regard to these two food contact suitability parameters, all tested papers are considered suitable for direct contact with food.
The results of diisopropylnaphthalene (DIPN) and total phthalate content determination are presented in
Table 8. From these series of analyses, the original office paper has been excluded as the virgin fiber papers do not require analysis on the presence of DIPNs and phthalates, as those substances are commonly found only in recycled paper pulp.
The presented results indicate that DIPNs were not detected in any of the analyzed samples as the concentrations of DIPNs were below the detection limit. This result was expected since the presence of DIPN in recycled paper originates from the use of recovered paper grades that include carbonless copy paper and thermal paper from office waste in which DIPN is used as solvent for the ink system. However, the results of total phthalate content determination indicate that phthalates were found only in handsheets of deinked inkjet prints in concentration of 12.5 mg/kg paper. In other measured recycled samples, the obtained results were under the detection limit of the instrument.
Regarding the regulations related to the residual amounts of phthalates in food contact paper, the permitted limit of the total phthalate content in paper material, expressed as a group restriction, was not found in the CEPI’s guideline document nor the Croatian legislation, which both had the restriction limits (SMLs) set only for individual phthalates. However, the group restriction for residual phthalates was found in another guideline document—the Nordic report on paper and board food contact materials developed by the Nordic Council of Ministers [
46]. The results obtained by chemical analyses were therefore compared to the maximum limit set in the Nordic guideline, which proposes that the level of total phthalate content should not exceed the limit of 0.25 mg of phthalates per dm
2 of paper. Since, in this case, the limitation for the residual phthalate content in paper material is expressed in weight/area units, whereas the results obtained by an analytical measurement provided the weight/weight results, a conversion to weight/area units had to be performed.
The conversion was executed by considering the actual grammage of analyzed paper (Equation (1)).
where:
Qa is concentration of substance in paper expressed as mg/dm2;
Qm is concentration of substance in paper expressed as mg/kg; and
G is grammage of paper as expressed as g/m2.
The results of total phthalate content present in analyzed handsheets expressed as mg/dm
2 of material are presented in
Table 9.
The results of residual phthalate content in the tested handsheet show that the detected level of phthalates is found much lower than the maximum permitted limit. Therefore, it can be concluded that all analyzed papers, with regard to possible migration of DIPNs and phthalates, can be considered suitable to be used in direct contact with food.
As office paper grades usually contain high amounts of fluorescent whitening agents (FWAs), which cannot be removed through deinking flotation (as seen from the results of the fluorescence measurements,
Figure 4), the bleed fastness of FWAs was determined. The original paper sample, as well as the handsheets formed after flotation and screening of all printed samples, were subjected to the bleed fastness analysis (EN 648). The staining of the glass fiber paper after being brought into direct contact with tested paper samples was evaluated comparatively with a series of fluorescent whitened papers under the UV light in the UV-A range.
CEPI’s guidelines, as well as Croatian legislation, prescribe that FWAs must not migrate into food, which means that with described bleed fastness analysis, a value of 5 on the evaluation scale must be reached. Testing is not necessary for paper and board intended to come into contact with dry, non-fatty foods. Results of conducted evaluation for both sides of tested samples are presented in
Table 10 and
Table 11.
From the presented results, it can be noticed that in the case of handsheets made after recycling of all print samples, there is no danger of migration of FWAs into the food. In the case of deinked and screened samples of black toner and inkjet inks, a very small indication of bleeding was noticed when brought into contact with filter papers saturated with food simulants such as acetic acid and sodium carbonate solution (evaluation score being between grades 4 and 5). However, these results can still be considered as acceptable. In the case of original office paper, significant bleeding of FWAs to papers saturated with distilled water, acetic acid, and sodium carbonate solution was observed. For this paper, bleeding was not detected only in the case when the sample was brought into contact with filter paper saturated with olive oil (which mimics the behavior of fatty foodstuffs), which was the expected result since it is known that FWAs are not soluble in the fatty component of food but, however, can be extracted from food packaging by moist and aqueous foods [
47]. Therefore, if the fibers of the original office paper came into direct contact with fatty foods, there would be no risk of contamination of the food with toxic compounds from FWAs, but the same paper should not be used in direct contact with aqueous, acidic, or alkaline foods.
If these results are studied in relation to fluorescence values (
Figure 4) determined on the same handsheets, it can be noticed that recycling processes slightly reduced the fluorescence of papers, but it still remained relatively high and close to the values determined on original paper. Therefore, it is somewhat surprising that the bleeding of FWAs from paper into certain food simulants was detected only in the case of original office paper and not in the case of recycled handsheets, as well.
4. Discussion
The research proved that chemical deinking flotation performed on digitally printed office papers was not effective enough in removing inkjet ink or toner particles from fibrous suspension, which was confirmed by the results of the optical analysis (whiteness and brightness increase) of recycled handsheets made during the process. These results are not surprising, since previous studies have also shown poor deinking flotation efficiency for digitally printed papers [
24,
26,
38]. Poor deinkability results of toner prints are most likely linked to the composition of toner particles which consist of colored pigments, such as carbon black, and thermoplastic resin. In the “laser” printing process, resin melts and together with pigment particles adheres onto the paper. During conventional pulping, the toner particles are not dispersed readily; instead, they form flat, two-dimensional angular flakes ranging in size from 10 to 20 to several hundred microns, with a large percentage of visible particles over 50–75 µm in size [
32,
33]. The main weakness of the deinking process is furthermore related to the insufficient hydrophobicity of toner particles. It seems that during the pulping, the trapping of fibers with toner particles occurs, which causes the reduction in the hydrophobicity of the toner particles, thus also reducing the probability of collision and attachment of toner particles to the bubbles, making the flotation process unsuccessful [
33].
Flotation proved to be the least efficient in the recycling of inkjet prints, where the lowest whiteness and brightness values were achieved after the flotation stage. It seems that pigment-based inkjet ink, during recycling, disintegrated into very fine particles that could not be removed efficiently through the flotation and screening stage.
Deinking flotation of dry toner prints increased pulp’s brightness for 6–11% and whiteness for 4–11%. After flotation, the brightness of the deinked pulp almost reached the brightness value of the unprinted original, especially in the case of color toner’s deinked pulp. Generally, the deinking flotation of color toner prints was a bit more successful than the flotation of black toner prints. The screening stage did not significantly contribute to the increase in brightness of recycled samples of toner prints, and due to the washing out of fillers, the whiteness of recycled handsheets was even reduced. In the case of inkjet prints, the screening stage increased pulp’s whiteness very slightly and had a bit more significant effect on pulp’s brightness increase. Still, it was not successful enough for the pulp to approach the target brightness value of the original paper.
Obtained results of optical measurements are very much in line with the results of ink removal efficiency (IE700), where the best result was also determined on color toner’s deinked pulp, while ink removal efficiency through flotation for black toner prints was insufficient (<80%) and especially low in the case of inkjet prints (34%). However, it is possible that results detected on color toner’s deinked pulp are somewhat incomplete, due to the inability of the method to record the reflectance from residual yellow and magenta ink particles, which means that the overall result appeared better than it really was. The screening stage slightly improved ink removal efficiency for both toner prints and was more efficient in the elimination of inkjet ink particles from deinked pulp, although obtained results were still below the target value for both black toner and inkjet prints.
As far as the determination of residual ink area is concerned, the total area of residual toner particles in the handsheets made after flotation exceeded the prescribed limit of ≤600 mm2/m2. The screening stage did not further reduce the ink area, but it slightly increased it.
Through flotation, ash was reduced in the range of 26–37% in the case of all recycled prints and further screening managed to additionally remove the ash content from the deinked pulp by 64–69%. The highest loss of fibers through flotation was observed in the case of black toner prints while the least fibers were lost through flotation of inkjet prints.
Positive results were also noted in the case of the mass yield determination, which was achieved in the range of 88–94% for all groups of prints, which is within the set target values (≥80%).
The conducted research showed that of all analyzed contaminants in the deinked pulp handsheets, only the phthalates were detected in deinked pulp of inkjet printed papers in a concentration of 12.5 mg/kg of paper. When compared to the quantitative restrictions laid down in the Nordic report on paper and board food contact materials, it was found that the detected concentration of phthalates was much below the proposed limit. Other evaluated contaminants such as heavy metals, primary aromatic amines, polychlorinated biphenyls (PCB), and diisopropylnaphthalenes (DIPN) could not be detected by applied analytical methods.
Regarding the fastness of fluorescent whitened papers, the obtained results indicate that only the original office paper showed very severe bleeding of FWAs to food simulants such as distilled water, 3% acetic acid, and sodium carbonate solution, and for that reason should not be used in direct contact with aqueous, acidic, or alkaline foods, while the deinked handsheets of all tested prints showed no significant bleeding of FWAs and thus are considered suitable to be used in direct contact with food.
5. Conclusions
Of all evaluated deinking flotation efficiency parameters, only flotation yield (88–94%) and ash reduction (26–37%) were positively assessed. A high content of residual ink particles detected after the flotation and screening stage indicates that the flotation and further washing of the pulp through the sieve did not manage to sufficiently clean the pulp of residual toner particles, which was also confirmed by deficient results of ink elimination (IE700) measurements and whiteness increase. The poorest results were observed in the case of recycling of inkjet prints where pigment-based black ink disintegrated into very fine particles not suitable to be removed through flotation. Ink elimination, in the case of inkjet prints, was a bit better after the washing/screening stage; however, in recycled pulp, still too many residual ink particles remained that affected the pulp’s overall poor optical characteristics. For a more efficient recycling process, it may be necessary to apply further research into the development of more effective deinking chemicals and/or to apply recycling process steps more similar to industrial deinking. Another approach would be choosing a different recycling method such as wash deinking, especially in the case of recycling of inkjet office printouts.
As far as the food safety assessment of deinked pulp from digitally printed office paper grades is concerned, all tested deinked handsheets were found suitable to be used in direct contact with food.
If through the improvement of the recycling method, a better deinking method could be achieved, we believe that the office paper grades could be considered as a valuable raw material in the production of the white top ply of the linerboards intended for direct food contact applications (such as pizza boxes). More research must be conducted to increase the efficiency of flotation deinking, which we believe is possible, at least in the case of toner prints recycling. However, as the office printouts also comprise inkjet printed papers, it will be important to check the deinkability of mixed recovered office paper grades and to upscale the method to a real industrial deinking trial. Upscaling the method would also mean that the produced papers would need to be checked for the presence of any residual treatment chemical to guarantee that the final material is suitable to be used in direct contact with foods.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}