
A Life Cycle Engineering Perspective on Biocomposites as a Solution for a Sustainable Recovery

 ,
,  ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
1.1. Synthetic and Bio-Based Composites
- Biocomposites (BCs) is the umbrella term for composites with either reinforcement or matrix derived from natural sources, or both of them (full BC) [10].
- Natural Fibre Reinforced Polymer (NFRP) composites use natural fibre reinforcements derived from plants, animals and geological processes paired with a synthetic matrix.
- Fibre Reinforced Bio-Polymer (FRBP) composites have a synthetic fibre reinforcement with a partially or fully bio-derived matrix.
- Fibre Reinforced Polymer (FRP) composites constitute a fully synthetic fibre reinforcement and matrix, and represent the most established composite combination currently available on the market.
1.2. Understanding Environmental Impact
1.3. Life Cycle Engineering
2. Design
- Design for Reuse (DfRu)—Using and re-using a component for its originally intended application for as long as safely possible through repairs and maintenance checks. Fatigue behaviour and repair studies, both key to DfRu, are not discussed in the literature in the context of NFRPs. Whilst the fatigue behaviour of only FRPs is discussed in the literature, the repair of FRPs and BCs is seldom covered for either composite type. A reason for this could be due to the rate of natural degradation of bio-based composite materials, which may render them less fit for purpose at the EOL stage, limiting their options in DfRu.
- Design for Repurpose (DeRp)—Repurposing a structure for a secondary role, with the least amount of processing and transportation possible to minimise the EI. This has been limited to predominantly low TRL demonstrators to date, although there has been some success with repurposing EOL wind turbine blades into urban furniture. WindEurope recently reported DfRp as unlikely to be a large-scale solution for the accumulating amount of composite blade waste [33].
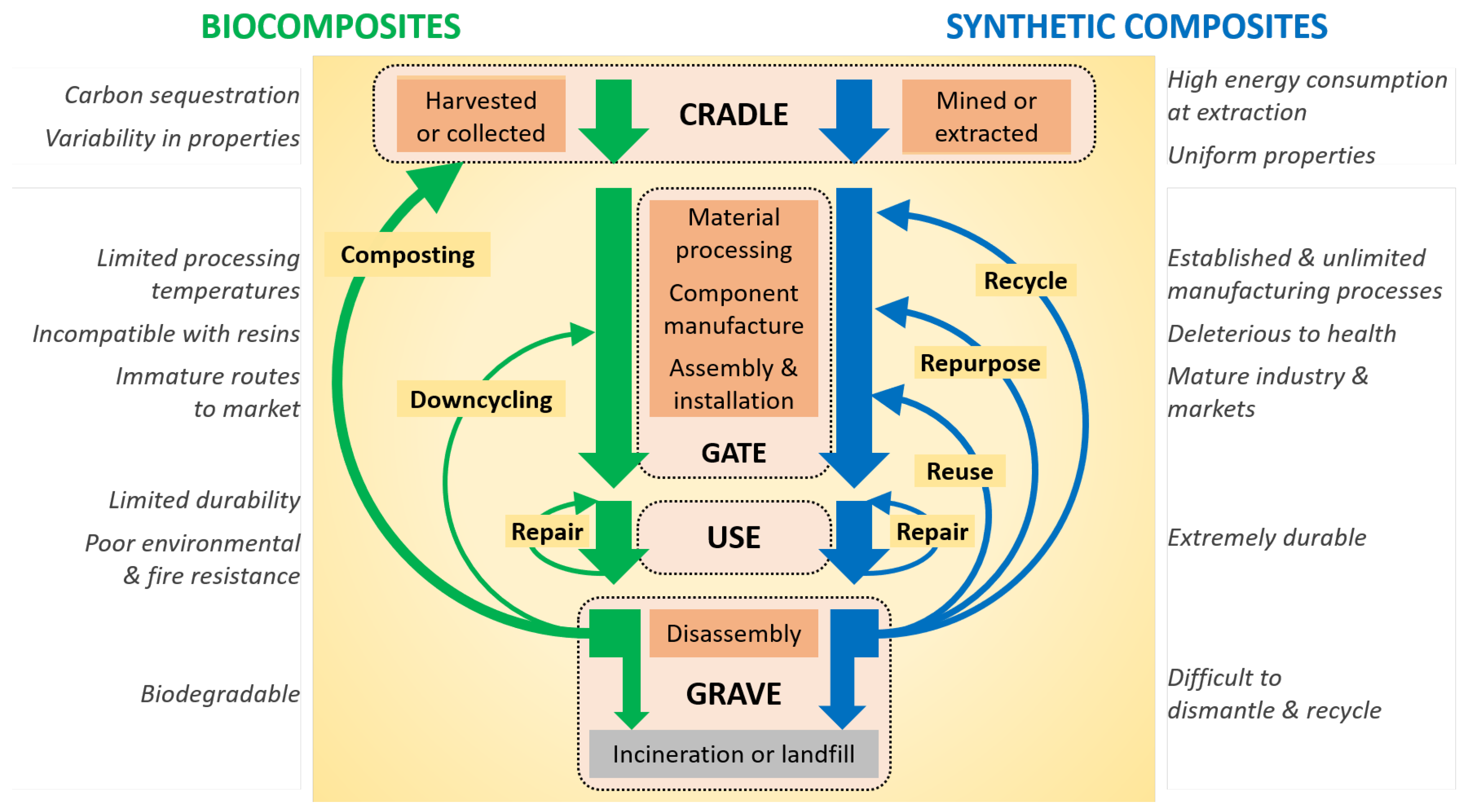
- Design for Recycle (DfRc)—Traditionally, DfRc involves an active consideration of how materials will be compatible with recycling processes, such as grinding or pyrolysis. However, biodegradable BC materials should naturally decay significantly faster than their synthetic non-biodegradable counterparts when composted [43], For example, the common biopolymer polylactic acid (PLA) will degrade when composted in a humidity and temperature-controlled environment. Degrading back to raw implies that the materials will return to the biosphere naturally, circulating the nutrients to prepare for new feedstock, which is not DfRc in the traditional industrial sense, as shown in Figure 1.
3. Available Constituent Materials
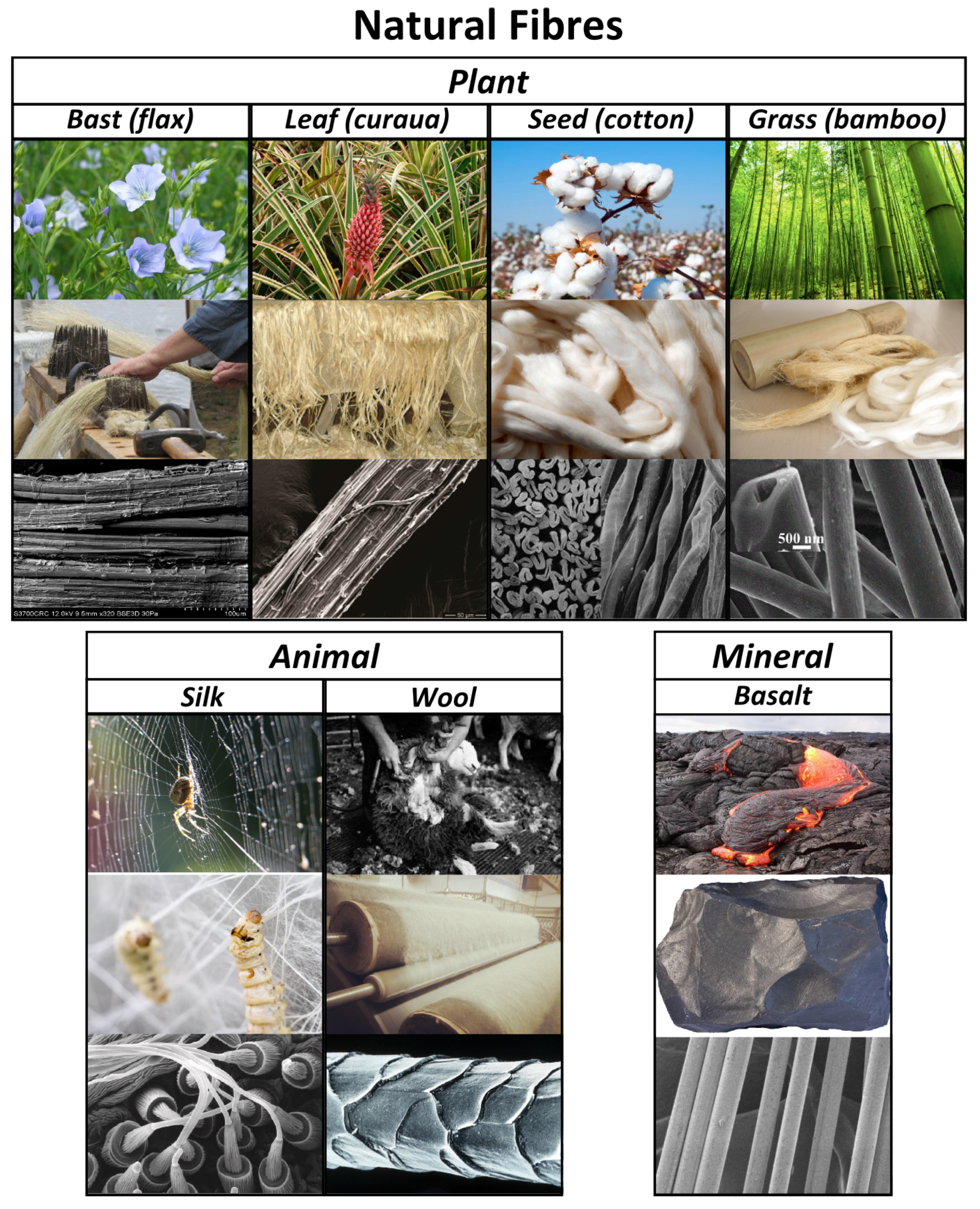
3.1. Natural Fibres
3.1.1. Plant Fibres
3.1.2. Fibres of Animal Origin
3.1.3. Mineral Fibres

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stiffness (GPa) | Tensile Strength (MPa) | Failure Strain (%) | Density (g cm) | Specific Stiffness (GPa cm g) | Specific Strength (MPa cmg) | Ref. | |
|---|---|---|---|---|---|---|---|
| Natural Fibres | |||||||
| Plant Fibres | |||||||
| Flax | 40–105 | 370–1480 | 1.2–3.3 | 1.38–1.54 | 26–76 | 240–1070 | [58,82] |
| Hemp | 24–90 | 270–900 | 1.0–3.5 | 1.20 | 20–75 | 225–750 | [59] |
| Sisal | 10–40 | 540–720 | 2.2–3.3 | 1.30–1.60 | 6.3–31 | 340–550 | [59] |
| Jute | 12–60 | 610–780 | 1.0–1.9 | 1.30–1.50 | 8–46 | 410–600 | [59] |
| Banana | 12 | 500 | 4.5–6.5 | 1.00–1.50 | 8–12 | 330–500 | [59] |
| Kenaf | 15–53 | 223–930 | 9.1–12.3 | 1.20–1.40 | 11–44 | 160–775 | [59] |
| Ramie | 1–83 | 180–1630 | 1.6–14.5 | 1.00–1.55 | 0.6–83 | 115–1630 | [59] |
| Curaua | 12–50 | 540–1400 | 3.0–4.3 | 1.40–1.50 | 8.4–36 | 360–1000 | [58,82] |
| Animal Fibres | |||||||
| Spider Silk | 2–21 | 750–1840 | 17–52 | 1.32–1.35 | 1.5–16 | 550–1400 | [83,84,85] |
| Silkworm Silk | 1–16 | 175–1400 | 4–34 | 1.34 | 0.8–12 | 130–1050 | [83,85] |
| Wool | 0.5–2 | 170–200 | 5–35 | 1.30 | 0.4–1.5 | 130–155 | [83,86] |
| Mineral Fibres | |||||||
| Basalt fibres | 93–110 | 3000–4840 | 3.1–6.0 | 2.63–2.80 | 33–42 | 1050–1850 | [76] |
| Synthetic Fibres | |||||||
| Glass | 72–76 | 3100–3800 | 4.7 | 2.54–2.57 | 28–30 | 1200–1500 | [76] |
| Aramid | 70–140 | 2900–3450 | 2.8–3.6 | 1.45 | 48–97 | 2000–2400 | [76] |
| Carbon | 230–600 | 3500–6000 | 1.5–2.0 | 1.78–1.95 | 120–340 | 1800–3400 | [76] |
3.2. Matrices
3.2.1. Thermosets
3.2.2. Thermoplastics
| Stiffness (GPa) | Tensile Strength (MPa) | Density (kg m) | Maximum Service Temperature | Reference | |
|---|---|---|---|---|---|
| Bio Resins | |||||
| Thermoset | |||||
| Bio-epoxy | 3 | 69 | 1000 | 100 | [112] |
| Unsaturated Polyester | 2.5 | 73 | - | 90 | [92] |
| Thermoplastic | |||||
| High Density Polyethylene | 1.1–1.8 | 22–31.0 | 955 | 132 | [113,114] |
| Thermoplastic Starch | 2.4 | 34 | 1350 | 58 | [108] |
| Polyglycolic acid | 6–7 | 60–99.7 | 1500–1710 | 225–230 | [115] |
| Poly(3-hydroxybutyrate) | 3.5–4 | 40 | 1200 | 175–180 | [116,117] |
| Synthetic Resins | |||||
| Thermoset | |||||
| Epoxy | 2.41–4.5 | 27.6–130 | 1200 | 90–200 | [114,118] |
| Polyester | 2.06–4.41 | 41.4–90 | 1200 | 60–200 | [114,118] |
| Vinylester | 3.3–4.9 | 53–75 | 1150 | >100 | [118,119] |
| Thermoplastic | |||||
| Polypropylene | 1.14–1.55 | 31–41.4 | 900 | 70–140 | [114,118] |
| Polyphenylene sulfide | 3–4 | 65–110 | 1300 | 130–250 | [118,120] |
| Elium | 2.6 | 5.6 | 1036 | 107 | [121] |
3.2.3. Vitrimers
3.3. Interface
4. Production
5. Processing
6. Use
7. End of Life (EOL)
8. Conclusions
9. Further Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Spendley, P.R.; Ogin, S.L.; Smith, P.A.; Clarke, A.B. Design allowables for notched and unnotched CFRP in tension and compression under differing ambient conditions. Plast. Rubber Compos. 2009, 38, 80–86. [Google Scholar] [CrossRef]
- Hull, D.; Clyne, T. An Introduction to Composite Materials; Cambridge University Press: Cambridge, UK, 1996. [Google Scholar]
- Composite Materials Market Forecast for the United Kingdom (UK) from 2015 to 2030, by Industrial Sector. Available online: https://www.statista.com/statistics/624539/composite-market-industry-sector-uk/ (accessed on 15 January 2021).
- Composites Germany-Results of the 15th Composites Market Survey. Available online: https://www.composites-germany.org/images/PR_03-2020_market_survey_01_2020.pdf (accessed on 15 January 2021).
- Gutierrez, E.; Bono, F. Review of Industrial Manufacturing Capacity for Fibre-Reinforced Polymers as Prospective Structural Components in Shipping Containers; Technical Report; European Commission-JRC Scientific and Policy Reports: Brussels, Belgium, 2013. [Google Scholar]
- Sauer, M.; Kunhel, M.; Elmar, W. Composites Market Report 2018-Market Developments, Trends, Outlook and Challenges; Technical Report; Carbon Composites: Augsburg, Germany, 2018. [Google Scholar]
- Kara, S.; Manmke, S. Composites: Calculating Their Embodied Energy; Technical Report; The University of New South Wales: Sydney, Australia, 2009. [Google Scholar]
- Chard, J.; Basson, L.; Creech, G.; Jesson, D.; Smith, P. Shades of Green: Life Cycle Assessment of a Urethane Methacrylate/Unsaturated Polyester Resin System for Composite Materials. Sustain. Biobased Compos. Mater. 2019, 11, 1001. [Google Scholar] [CrossRef] [Green Version]
- IEA. Sustainable Recovery; IEA: Paris, France, 2020. Available online: https://www.iea.org/reports/sustainable-recovery (accessed on 15 January 2021).
- Carruthers, J.; Quarshie, R. Technology Overview Biocomposites; Technical Report; NetComposites: Chesterfield, UK, 2014. [Google Scholar]
- Sahari, J.; Sapuan, S. Natural fibre reinforced biodegradable polymer composites. Rev. Adv. Mater. Sci. 2012, 30, 166–174. [Google Scholar]
- Towards a Circular Economy: Business Rationale for an Accelerated Transition. 2015. Available online: https://www.ellenmacarthurfoundation.org/ (accessed on 15 January 2021).
- Boland, C.; De Kleine, R.; Keoleian, G.; Lee, E.; Kim, H.; Wallington, T. Life Cycle Impacts of Natural Fiber Composites for Automotive Applications: Effects of Renewable Energy Content and Lightweighting. J. Ind. Ecol. 2015, 20, 179–189. [Google Scholar] [CrossRef]
- Corbière-Nicollier, T.; Gfeller Laban, B.; Lundquist, L.; Leterrier, Y.; Månson, J.A.; Jolliet, O. Life cycle assessment of biofibres replacing glass fibres as reinforcement in plastics. Resour. Conserv. Recycl. 2001, 33, 267–287. [Google Scholar] [CrossRef]
- Deng, Y.; Paraskevas, D.; Tian, Y.; Van Acker, K.; Dewulf, W.; Duflou, J.R. Life cycle assessment of flax-fibre reinforced epoxidized linseed oil composite with a flame retardant for electronic applications. J. Clean. Prod. 2016, 133, 427–438. [Google Scholar] [CrossRef]
- Joshi, S.; Drzal, L.; Mohanty, A.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- La Rosa, A.; Cozzo, G.; Latteri, A.; Recca, A.; BjÃrklund, A.; Parrinello, E.; Cicala, G. Life cycle assessment of a novel hybrid glass-hemp/thermoset composite. J. Clean. Prod. 2013, 44, 69–76. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Recca, G.; Summerscales, J.; Latteri, A.; Cozzo, G.; Cicala, G. Bio-based versus traditional polymer composites. A life cycle assessment perspective. J. Clean. Prod. 2014, 74, 135–144. [Google Scholar] [CrossRef]
- Pervaiz, M.; Sain, M.M. Carbon storage potential in natural fiber composites. Resour. Conserv. Recycl. 2003, 39, 325–340. [Google Scholar] [CrossRef]
- Jewsiet, J. A definition for life cycle engineering. In Proceedings of the 36th CIRP International Seminar on Manufacturing Systems, Saarbruecken, Germany, 3–5 June 2003. [Google Scholar]
- Calado, E.A.; Leite, M.; Silva, A. Selecting composite materials considering cost and environmental impact in the early phases of aircraft structure design. J. Clean. 2018, 186, 113–122. [Google Scholar] [CrossRef]
- Carvalho, H.; Raposo, A.; Ribeiro, I.; Kaufmann, J.; Gotze, U.; Pecas, P.; Henriques, E. Applicaiton of Life Cycle Engineering approach to assess the pertinence of using natural fibers in composites-the rocker Study. Procedia CIRP 2016, 48, 364–369. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, I.; Kaufmann, M.; Gotze, U.; Pecas, P.; Henriques, E. Fibre reinforced polymers in the sports industry-Life Cycle Engineering metodology applied to a snowboard using anisotropic layer design. Int. J. Sustain. Eng. 2019, 12, 201–211. [Google Scholar] [CrossRef]
- Seager, T.; Selinger, E.; Wiek, A. Sustainable Engineering Science for Resolving Wicked Problems. J. Agric. Environ. Ethics 2012, 25, 467–484. [Google Scholar] [CrossRef]
- Bioplastics Market Data. 2018. Available online: https://www.european-bioplastics.org/market/ (accessed on 15 January 2021).
- Calado, E.A.; Leite, M.; Silva, A. Integrating life cycle assessment (LCA) and life cycle costing (LCC) in the early phases of aircraft structural design: An elevator case study. Int. J. Life Cycle Assess. 2019, 24, 2091–2110. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Niaounakis, M. Biopolymers: Processing and Products; William Andrew: Oxford, UK, 2015. [Google Scholar]
- Moussa, H.I.; Young, S.B. Polybutylene succinate life cycle assessment variations and variables. In Proceedings of the AIChE Annual Meeting, Conference Proceedings, Pittsburgh, PA, USA, 28 October–2 November 2012. [Google Scholar]
- Boustead, I. Eco-Profiles of the European Plastics Industry-Polyamide 66 (Nylon 66); Technical Report; Plastics Europe: Brussels, Belgium, 2005. [Google Scholar]
- Le Duigou, A.; Davies, P.; Baley, C. Life cycle analysis of a Flax/PLLA biocomposite. Mater. Tech. 2010, 98, 143–150. [Google Scholar] [CrossRef]
- Blanchard, J.; Sobey, A. Comparative design of E-glass and flax structures based on reliability. Compos. Struct. 2019, 225, 111037. [Google Scholar] [CrossRef]
- Schmid, M.; Ramon, N.G.; Dierckx, A.; Wegman, T. Accelerating Wind Turbine Blade Circularity; Technical Report; Cefic WindEurope EuCIA: Brussels, Belgium, 2020. [Google Scholar]
- Theotokoglou, E.E.; Balokas, G.A. Computational analysis and material selection in cross-section of a composite wind turbine blade. J. Reinf. Plast. Compos. 2015, 34, 101–115. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J.; Clifford, M.J. Can flax replace E-glass in structural composites? A small wind turbine blade case study. Compos. Part B Eng. 2013, 52, 172–181. [Google Scholar] [CrossRef] [Green Version]
- Rouchon, J. Certification of large aircraft composite structures, recent progress and new trends in compliance philosophy. In Proceedings of the 17th ICAS Congress, Stockholm, Sweden, 9–14 September 1990; Volume 2, pp. 1439–1447. [Google Scholar]
- Scappatici, L.; Bartolini, N.; Castellani, F.; Astolfi, D.; Garinei, A.; Pennicchi, M. Optimizing the design of horizontal-axis small wind turbines: From the laboratory to market. J. Wind Eng. Ind. Aerodyn. 2016, 154, 56–68. [Google Scholar] [CrossRef]
- Boria, S.; Santulli, C.; Raponi, E.; Sarasini, F.; Tirillò, J. Analytical modeling and experimental validation of the low-velocity impact response of hemp and hemp/glass thermoset composites. J. Compos. Mater. 2020, 54, 409–421. [Google Scholar] [CrossRef]
- Bisen, H.B.; Hirwani, C.K.; Satankar, R.K.; Panda, S.K.; Mehar, K.; Patel, B. Numerical Study of Frequency and Deflection Responses of Natural Fiber (Luffa) Reinforced Polymer Composite and Experimental Validation. J. Nat. Fibres 2020, 17, 505–519. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Rafiee, R. Simulation of fatigue failure in a full composite wind turbine blade. Compos. Struct. 2006, 74, 332–342. [Google Scholar] [CrossRef]
- Clean Energy’s Dirty Little Secret on Wind Turbines. 2020. Available online: https://www.irishtimes.com/business/innovation/clean-energy-s-dirty-little-secret-on-wind-turbines-1.4168267 (accessed on 15 January 2021).
- EU. Directive 2008/98/EC of The European Parliament and of the Council/EC of the European Parliament and of the Council/53/EC of the European Parliament and of the Council; Technical Report; European Council: Brussels, Belgium, 2008. [Google Scholar]
- Shen, S.; Kopitzky, R.; Tolga, S.; Kabasci, S. Polylactide (PLA) and Its Blends with Poly (butylene). Polymers 2019, 11, 1193. [Google Scholar] [CrossRef] [Green Version]
- Leahy, P. End-of-life Options for Composite Material Wind Turbine Blades: Recover, Repurpose or Reuse. In Proceedings of the 14th SWEDES Conference, Dubrovnik, Croatia, 1–6 October 2019. [Google Scholar]
- Suhail, R.; Chen, J.F.; Gentry, R.; Taristro-Hart, B.; Xue, Y.; Bank, L. Analysis and Design of a Pedestrian Bridge with Decommissioned FRP Windblades and Concrete. In Proceedings of the FRPCS14, Belfast, UK, 4–7 June 2019. [Google Scholar]
- Beigbeder, J.; Soccalingame, L.; Perrin, D.; Bénézet, J.C.; Bergeret, A. How to manage biocomposites wastes end of life? A life cycle assessment approach (LCA) focused on polypropylene (PP)/wood flour and polylactic acid (PLA)/flax fibres biocomposites. Waste Manag. 2019, 83, 184–193. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- JEC World, Closed Loop Recycling of Epoxy Composites. Available online: https://www.jec-world.events/essential_grid/closed-loop-recycling-of-epoxy-composites/ (accessed on 27 August 2020).
- Jesson, D.A.; Watts, J.F. The Interface and Interphase in Polymer Matrix Composites: Effect on Mechanical Properties and Methods for Identification. Polym. Rev. 2012, 52, 321–354. [Google Scholar] [CrossRef]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Baley, C. Analysis of the flax fibres tensile behaviour and analysis of the tensile stiffness increase. Compos. Part A Appl. Sci. Manuf. 2002, 33, 939–948. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Richardson, M. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Possibilities for improving the mechanical properties of jute/epoxy composites by alkali treatment of fibres. Compos. Sci. Technol. 1999, 59, 1303–1309. [Google Scholar] [CrossRef]
- Nishino, T.; Hirao, K.; Kotera, M.; Nakamae, K.; Inagaki, H. Kenaf reinforced biodegradable composite. Compos. Sci. Technol. 2003, 63, 1281–1286. [Google Scholar] [CrossRef]
- Ochi, S. Mechanical properties of kenaf fibers and kenaf/PLA composites. Mech. Mater. 2008, 40, 446–452. [Google Scholar] [CrossRef]
- Li, Y.; Mai, Y.W.; Ye, L. Sisal fibre and its composites: A review of recent developments. Compos. Sci. Technol. 2000, 60, 2037–2055. [Google Scholar] [CrossRef]
- Charlet, K. CHAPTER 3 Natural Fibres as Composite Reinforcement Materials: Description and New Sources. In Natural Polymers: Volume 1: Composites; The Royal Society of Chemistry: London, UK, 2012; Volume 1, pp. 37–62. [Google Scholar] [CrossRef]
- Ramesh, M. 9-Hemp, jute, banana, kenaf, ramie, sisal fibers. In Handbook of Properties of Textile and Technical Fibres, 2nd ed.; Bunsell, A.R., Ed.; The Textile Institute Book Series; Woodhead Publishing: Cambridge, UK, 2018; pp. 301–325. [Google Scholar] [CrossRef]
- AL-Oqla, F.M.; Sapuan, S. Natural fiber reinforced polymer composites in industrial applications: Feasibility of date palm fibers for sustainable automotive industry. J. Clean. Prod. 2014, 66, 347–354. [Google Scholar] [CrossRef]
- Väisänen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Manag. 2016, 54, 62–73. [Google Scholar] [CrossRef]
- po Ho, M.; Wang, H.; Lee, J.H.; kit Ho, C.; tak Lau, K.; Leng, J.; Hui, D. Critical factors on manufacturing processes of natural fibre composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- Pickering, K.; Efendy, M.A.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Baillie, C. Green Composites: Polymer Composites and the Environment; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Chard, J.; Creech, G.; Jesson, D.; Smith, P. Coupling agent for natural fibre composites utilising thermosetting resin systems. In Proceedings of the 15th European Conference on Composite Materials ESCM, Venice, Italy, 24–28 June 2012; pp. 24–28. [Google Scholar]
- Longana, M.; Ondra, V.; Yu, H.; Potter, K.; Hamerton, I. Reclaimed Carbon and Flax Fibre Composites: Manufacturing and Mechanical Properties. Recycling 2018, 3, 52. [Google Scholar] [CrossRef] [Green Version]
- Chard, J.; Creech, G.; Jesson, D.; Smith, P. A Potential Addition to the Technical Fibres Family? In Proceedings of the ICCM20 Conference Proceedings, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Bhat, G.; Parikh, D. 3-Biodegradable materials for nonwovens. In Applications of Nonwovens in Technical Textiles; Chapman, R., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Cambridge, UK, 2010; pp. 46–62. [Google Scholar] [CrossRef]
- A New Way of Working with Wool. Available online: https://www.solidwool.com/material (accessed on 12 August 2020).
- Gosline, J.M.; DeMont, M.; Denny, M.W. The structure and properties of spider silk. Endeavour 1986, 10, 37–43. [Google Scholar] [CrossRef]
- Kaplan, D.; Adams, W.W.; Farmer, B.; Viney, C. Silk: Biology, Structure, Properties, and Genetics. In Silk Polymers; ACS Symposium Series; ACS Publications: Washington, DC, USA, 1993; Volume 544, Chapter 1; pp. 2–16. [Google Scholar] [CrossRef] [Green Version]
- Heim, M.; Keerl, D.; Scheibel, T. Spider Silk: From Soluble Protein to Extraordinary Fiber. Angew. Chem. Int. Ed. 2009, 48, 3584–3596. [Google Scholar] [CrossRef] [PubMed]
- Vollrath, F.; Knight, D.P. Liquid crystalline spinning of spider silk. Nature 2001, 410, 541–548. [Google Scholar] [CrossRef] [PubMed]
- Dou, Y.; Wang, Z.P.; He, W.; Jia, T.; Liu, Z.; Sun, P.; Wen, K.; Gao, E.; Zhou, X.; Hu, X.; et al. Artificial spider silk from ion-doped and twisted core-sheath hydrogel fibres. Nat. Commun. 2019, 10, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.J.; Hui, D. A short review on basalt fiber reinforced polymer composites. Compos. Part B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Militký, J.; Mishra, R.; Jamshaid, H. 20-Basalt fibers. In Handbook of Properties of Textile and Technical Fibres, 2nd ed.; Bunsell, A.R., Ed.; The Textile Institute Book Series; Woodhead Publishing: Cambridge, UK, 2018; pp. 805–840. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R.; Militky, J.; Pechociakova, M.; Noman, M.T. Mechanical, thermal and interfacial properties of green composites from basalt and hybrid woven fabrics. Fibers Polym. 2016, 17, 1675–1686. [Google Scholar] [CrossRef]
- Hanusa, L.M.T. Basalt Composite Panel. U.S. Patent US2011/0136401A1, 9 June 2011. [Google Scholar]
- Urbanski, M.; Lapko, A.; Garbacz, A. Investigation on Concrete Beams Reinforced with Basalt Rebars as an Effective Alternative of Conventional R/C Structures. Procedia Eng. 2013, 57, 1183–1191. [Google Scholar] [CrossRef] [Green Version]
- Inman, M.; Thorhallsson, E.R.; Azrague, K. A Mechanical and Environmental Assessment and Comparison of Basalt Fibre Reinforced Polymer (BFRP) Rebar and Steel Rebar in Concrete Beams. Energy Procedia 2017, 111, 31–40. [Google Scholar] [CrossRef]
- Life Cycle Assessment (LCA) of Basalt Fibers Versus Glass Fibers, incotelogy.de. Available online: https://basaltfiberworld.wordpress.com/scientifical-research/life-cycle-assessment-lca-of-basalt-fibers-versus-glass-fibers/ (accessed on 21 August 2020).
- Kandemir, A.; Pozegic, T.R.; Hamerton, I.; Eichhorn, S.J.; Longana, M.L. Characterisation of Natural Fibres for Sustainable Discontinuous Fibre Composite Materials. Materials 2020, 13, 2129. [Google Scholar] [CrossRef]
- Gosline, J.; Guerette, P.; Ortlepp, C.; Savage, K. The mechanical design of spider silks: From fibroin sequence to mechanical function. J. Exp. Biol. 1999, 202, 3295–3303. [Google Scholar] [PubMed]
- Brown, C.P.; Whaite, A.D.; MacLeod, J.M.; Macdonald, J.; Rosei, F. With great structure comes great functionality: Understanding and emulating spider silk. J. Mater. Res. 2015, 30, 108–120. [Google Scholar] [CrossRef]
- Colomban, P.; Jauzein, V. 5-Silk: Fibers, films, and composites—types, processing, structure, and mechanics. In Handbook of Properties of Textile and Technical Fibres, 2nd ed.; Bunsell, A.R., Ed.; The Textile Institute Book Series; Woodhead Publishing: Cambridge, UK, 2018; pp. 137–183. [Google Scholar] [CrossRef]
- Bunsell, A.R. 1-Introduction to the science of fibers. In Handbook of Properties of Textile and Technical Fibres, 2nd ed.; Bunsell, A.R., Ed.; The Textile Institute Book Series; Woodhead Publishing: Cambridge, UK, 2018; pp. 1–20. [Google Scholar] [CrossRef]
- Sources of the Images Taken from Web for the Figure, Respectively. Available online: https://www.sandatlas.org/basalt/ (accessed on 29 December 2020).
- Mochane, M.J.; Mokhena, T.C.; Mokhothu, T.H.; Mtibe, A.; Sadiku, E.; Ray, S.; Ibrahim, I.; Daramola, O. Recent progress on natural fiber hybrid composites for advanced applications: A review. Express Polym. Lett. 2019, 13, 159–198. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Conroy, A.; Halliwell, S.; Reynolds, T.; Waterman, A. Recycling Fibre Reinforced Polymers in Construction: A Guide to Best Practicable Environmental Option Building Research Establishment 2004; IHS BRE Press: Bracknell, UK, 2004; p. 689. [Google Scholar]
- Dotan, A. Biobased thermosets. In Handbook of Thermoset Plastics; Elsevier: Amsterdam, The Netherlands, 2014; pp. 577–622. [Google Scholar]
- Raquez, J.M.; Deléglise, M.; Lacrampe, M.F.; Krawczak, P. Thermosetting (bio)materials derived from renewable resources: A critical review. Prog. Polym. Sci. 2010, 35, 487–509. [Google Scholar] [CrossRef]
- Gandini, A.; Lacerda, T.M.; Carvalho, A.J.; Trovatti, E. Progress of polymers from renewable resources: Furans, vegetable oils, and polysaccharides. Chem. Rev. 2016, 116, 1637–1669. [Google Scholar] [CrossRef]
- Auvergne, R.; Caillol, S.; David, G.; Boutevin, B.; Pascault, J.P. Biobased thermosetting epoxy: Present and future. Chem. Rev. 2014, 114, 1082–1115. [Google Scholar] [CrossRef]
- Zhu, Y.; Romain, C.; Williams, C.K. Sustainable polymers from renewable resources. Nature 2016, 540, 354–362. [Google Scholar] [CrossRef]
- Mashouf Roudsari, G.; Mohanty, A.K.; Misra, M. Green Approaches To Engineer Tough Biobased Epoxies: A Review. ACS Sustain. Chem. Eng. 2017, 5, 9528–9541. [Google Scholar] [CrossRef]
- Pilla, S. Handbook of Bioplastics and Biocomposites Engineering Applications; John Wiley & Sons: Hoboken, NJ, USA, 2011; Volume 81. [Google Scholar]
- CNSL Technology, Cardolite Corporation. Available online: https://www.cardolite.com/technology/ (accessed on 20 August 2020).
- Otheguy, M.E.; Gibson, A.G.; Findon, E.; Cripps, R.M.; Mendoza, A.O.; Castro, M.T.A. Recycling of end-of-life thermoplastic composite boats. Plast. Rubber Compos. 2009, 38, 406–411. [Google Scholar] [CrossRef]
- Gowda, T.Y.; Sanjay, M.; Bhat, K.S.; Madhu, P.; Senthamaraikannan, P.; Yogesha, B. Polymer matrix-natural fiber composites: An overview. Cogent Eng. 2018, 5, 1446667. [Google Scholar] [CrossRef]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent Advancements of Plant-Based Natural Fiber–Reinforced Composites and Their Applications. Compos. Part B Eng. 2020, 100, 108254. [Google Scholar] [CrossRef]
- Kabir, M.; Wang, H.; Lau, K.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Sarasini, F. Thermoplastic biopolymer matrices for biocomposites. In Biocomposites for High-Performance Applications; Elsevier: Amsterdam, The Netherlands, 2017; pp. 81–123. [Google Scholar]
- Sudesh, K.; Abe, H.; Doi, Y. Synthesis, structure and properties of polyhydroxyalkanoates: Biological polyesters. Prog. Polym. Sci. 2000, 25, 1503–1555. [Google Scholar] [CrossRef]
- Mazur, K.; Jakubowska, P.; Romańska, P.; Kuciel, S. Green high density polyethylene (HDPE) reinforced with basalt fiber and agricultural fillers for technical applications. Compos. Part B Eng. 2020, 108399. [Google Scholar] [CrossRef]
- Mohammadi Nafchi, A.; Moradpour, M.; Saeidi, M.; Alias, A.K. Thermoplastic starches: Properties, challenges, and prospects. Starch StäRke 2013, 65, 61–72. [Google Scholar] [CrossRef]
- Carvalho, A.J. Starch: Major sources, properties and applications as thermoplastic materials. In Monomers, Polymers and Composites from Renewable Resources; Elsevier: Amsterdam, The Netherlands, 2008; pp. 321–342. [Google Scholar]
- Wollerdorfer, M.; Bader, H. Influence of natural fibres on the mechanical properties of biodegradable polymers. Ind. Crop. Prod. 1998, 8, 105–112. [Google Scholar] [CrossRef]
- Rudnik, E. Environmental impact of compostable polymer materials. In Handbook of Biopolymers and Biodegradable Plastics: Properties, Processing and Applications; William Andrew: Norwich, CT, USA, 2012; p. 189. [Google Scholar]
- Cruz-Ramos, C.A. Natural fiber reinforced thermoplastics. In Mechanical Properties of Reinforced Thermoplastics; Springer: Berlin/Heidelberg, Germany, 1986; pp. 65–81. [Google Scholar] [CrossRef]
- SR InfuGreen 810; Technical Report; Sicomin Epoxy Systems: Chateauneuf-les-Martigues, France, 2018.
- Enriquez, E.; Mohanty, A.K.; Misra, M. Biobased polymer blends of poly(trimethylene terephthalate) and high density polyethylene. Mater. Des. 2016, 90, 984–990. [Google Scholar] [CrossRef]
- Callister, W.; Rethwisch, D. Materials Science and Engineering; John Wiley and Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Budak, K.; Sogut, O.; Sezer, U. A review on synthesis and biomedical applications of polyglycolic acid. J. Polym. Res. 2020, 27, 1–19. [Google Scholar] [CrossRef]
- Pavan, F.; Junqueira, T.; Watanabe, M.; Bonomi, A.; Quines, L.; Schmidell, W.; de Aragao, G. Economic analysis of polyhydroxybutyrate production byCupriavidusnecatorusing different routes for product recovery. Biomech. Eng. J. 2019, 146, 97–104. [Google Scholar]
- Sahari, J.; Sapuan, S. The Development and Properties of Biodegradable and Sustainable Polymers. J. Polym. Mater. 2012, 29, 153–165. [Google Scholar]
- Gay, D. Composite Materials: Design and Applications; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Bader, S. CRYSTIC®VE679-03PA; Technical Report; Scott Bader: Wollaston, UK, 2014. [Google Scholar]
- Chukov, D.; Nematulloev, S.; Zadorozhnyy, M.; Tcherdyntsev, V.; Stepashkin, A.; Zherebtsov, D. Structure, Mechanical and Thermal Properties of Polyphenylene Sulfide and Polysulfone Impregnated Carbon Fiber Composites. Polymers 2019, 11, 684. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Elium 188XO; Technical Report; Arkema: Colombes, France, 2021.
- Montarnal, D.; Capelot, M.; Tournilhac, F.; Leibler, L. Silica-Like Malleable Materials from Permanent Organic Networks. Science 2011, 334, 965–968. [Google Scholar] [CrossRef] [PubMed]
- Van Zee, N.J.; Nicolaÿ, R. Vitrimers: Permanently crosslinked polymers with dynamic network topology. Prog. Polym. Sci. 2020, 104, 101233. [Google Scholar] [CrossRef]
- Xu, C.; Cui, R.; Fu, L.; Lin, B. Recyclable and heat-healable epoxidized natural rubber/bentonite composites. Compos. Sci. Technol. 2018, 167, 421–430. [Google Scholar] [CrossRef]
- Wang, S.; Ma, S.; Li, Q.; Xu, X.; Wang, B.; Yuan, W.; Zhou, S.; You, S.; Zhu, J. Facile in situ preparation of high-performance epoxy vitrimer from renewable resources and its application in nondestructive recyclable carbon fiber composite. Green Chem. 2019, 21, 1484–1497. [Google Scholar] [CrossRef]
- Lossada, F.; Guo, J.; Jiao, D.; Groeer, S.; Bourgeat-Lami, E.; Montarnal, D.; Walther, A. Vitrimer Chemistry Meets Cellulose Nanofibrils: Bioinspired Nanopapers with High Water Resistance and Strong Adhesion. Biomacromolecules 2019, 20, 1045–1055. [Google Scholar] [CrossRef]
- Yang, X.; Guo, L.; Xu, X.; Shang, S.; Liu, H. A fully bio-based epoxy vitrimer: Self-healing, triple-shape memory and reprocessing triggered by dynamic covalent bond exchange. Mater. Des. 2020, 186, 108248. [Google Scholar] [CrossRef]
- Dhers, S.; Vantomme, G.; Avérous, L. A fully bio-based polyimine vitrimer derived from fructose. Green Chem. 2019, 21, 1596–1601. [Google Scholar] [CrossRef]
- Memon, H.; Wei, Y.; Zhang, L.; Jiang, Q.; Liu, W. An imine-containing epoxy vitrimer with versatile recyclability and its application in fully recyclable carbon fiber reinforced composites. Compos. Sci. Technol. 2020, 199, 108314. [Google Scholar] [CrossRef]
- Yu, L.; Zhu, C.; Sun, X.; Salter, J.; Wu, H.; Jin, Y.; Zhang, W.; Long, R. Rapid Fabrication of Malleable Fiber Reinforced Composites with Vitrimer Powder. ACS Appl. Polym. Mater. 2019, 1, 2535–2542. [Google Scholar] [CrossRef]
- Adekomaya, O.; Majozi, T. Sustainability of surface treatment of natural fibre in composite formation: Challenges of environment-friendly option. Int. J. Adv. Manuf. Technol. 2019, 105, 3183–3195. [Google Scholar] [CrossRef]
- Pickering, K.L.; Li, Y.; Farrell, R.L.; Lay, M. Interfacial modification of hemp fiber reinforced composites using fungal and alkali treatment. J. Biobased Mater. Bioenergy 2007, 1, 109–117. [Google Scholar] [CrossRef]
- Ashby, M. Materials and the Environment; Butterworth-Heinemann: Waltham, MA, USA, 2013. [Google Scholar]
- Weiss, M.; Haufe, J.; Carus, M.; Brandao, M.; Bringezu, S.; Hermann, B.; Patel, M. A Review of the Environmental Impacts of Biobased Materials. J. Ind. 2012, 16, S169–S181. [Google Scholar] [CrossRef]
- Correa, J.P.; Montalvo-Navarrete, J.M.; Hidalgo-Salazar, M.A. Carbon footprint considerations for biocomposite materials for sustainable products: A review. J. Clean. Prod. 2019, 208, 785–794. [Google Scholar] [CrossRef]
- Dolci, G.; Nessi, S.; Rigamonti, L.; Grosso, M. Life cycle assessment of waste prevention in the delivery of pasta, breakfast cereals, and rice. Integr. Environ. Assess. Manag. 2016, 12, 445–458. [Google Scholar] [CrossRef]
- de Beus, N.; Carus, M.B.M. Carbon Footprint and Sustainability of Different Natural Fibres for Biocomposites and Insulation Material; Technical Report; Nova Institute: Hürth, Germany, 2015. [Google Scholar]
- van der Werf, H.M.; Turunen, L. The environmental impacts of the production of hemp and flax textile yarn. Ind. Crop. Prod. 2008, 27, 1–10. [Google Scholar] [CrossRef]
- Ougane, P.; Bizet, L.; Baley, C.; Bread, J. Analysis of the film-stacking processing parameters for PLLA/flax fiber biocomposites. J. Compos. Mater. 2010, 44, 1201–1215. [Google Scholar] [CrossRef]
- Tokiwa, Y.; Calabia, B.; Ugwu, C.; Aiba, S. Biodegradability of Plastics. Int. J. Mol. Sci. 2009, 10, 3722–3742. [Google Scholar] [CrossRef]
- Bio-Based Plastics: Feedstocks, Production and the UK Market. Available online: https://www.bpf.co.uk/plastipedia/polymers/biobased_plastics_feedstocks_production_and_the_uk_market.aspx (accessed on 15 January 2021).
- Bachmann, J.; Hidalgo, C.; Bricout, S. Environmental analysis of innovative sustainable composites with potential use in aviation sector—A life cycle assessment review. Sci. China Technol. Sci. 2017, 60, 1301–1317. [Google Scholar] [CrossRef] [Green Version]
- Shah, D. Developing plant fibre composites for structural applications by optimising composite parameters: A critical review. J. Mater. Sci. 2013, 48, 6083–6107. [Google Scholar] [CrossRef]
- Yang, W.; Li, Y. Sound absorption performance of natural fibers and their composites. Sci. China Technol. Sci. 2012, 55, 2278–2283. [Google Scholar] [CrossRef]
- Tapper, R.J.; Longana, M.L.; Hamerton, I.; Potter, K.D. A closed-loop recycling process for discontinuous carbon fibre polyamide 6 composites. Compos. Part B Eng. 2019, 179, 107418. [Google Scholar] [CrossRef]
- Haufe, J.C.M. Hemp Fibres for Green Products—An Assessment of Life Cycle Studieson Hemp Fibre Applications; European Industrial Hemp Association (EIHA): Brussels, Belgium, 2011. [Google Scholar]
- AL-Oqla, F.M.; Sapuan, S.M.; Ishak, M.R.; Nuraini, A.A. Decision making model for optimal reinforcement condition of natural fiber composites. Fibers Polym. 2015, 16, 153–163. [Google Scholar] [CrossRef]
- George, G.; Joseph, K.; Nagarajan, E.; Tomlal Jose, E.; George, K. Dielectric behaviour of PP/jute yarn commingled composites: Effect of fibre content, chemical treatments, temperature and moisture. Compos. Part A Appl. Sci. Manuf. 2013, 47, 12–21. [Google Scholar] [CrossRef]
- Sreekumar, P.; Saiter, J.M.; Joseph, K.; Unnikrishnan, G.; Thomas, S. Electrical properties of short sisal fiber reinforced polyester composites fabricated by resin transfer molding. Compos. Part A Appl. Sci. Manuf. 2012, 43, 507–511. [Google Scholar] [CrossRef]
- Feng, Z.; Zeng, M.; Meng, D.; Chen, J.; Zhu, W.; Xu, Q.; Wang, J. A novel bio-based benzoxazine resin with outstanding thermal and superhigh-frequency dielectric properties. J. Mater. Sci. Mater 2020, 31, 4364–4376. [Google Scholar] [CrossRef]
- Yang, X.; Wang, W.; Miao, M. Moisture-Responsive Natural Fiber Coil-Structured Artificial Muscles. ACS Appl. Mater. Interfaces 2018, 10, 32256–32264. [Google Scholar] [CrossRef]
- Pil, L.; Bensadoun, F.; Pariset, J. Why are desdesign fascinated by flax annd hemp fibre composites? Compos. Part A Appl. 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.; Plummer, C.; Manson, J. Damping of thermoset and thermoplastic flax fibre composite. Compos. Part A Appl. Sci. Manuf. 2014, 64, 115–123. [Google Scholar] [CrossRef]
- Jana, T.; Maiti, P.; Dhar, T. Development of a novel bio-based hybrid resin system for hygienic coating. Prog. Org. Coat. 2019, 137, 105311. [Google Scholar] [CrossRef]
- Mussig, J. Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; John Wiley and Sons, Ltd.: Hoboken, NJ, USA, 2010. [Google Scholar]
- Davies, P.; Verbouwe, W. Evaluation of basalt fibre composites for marine applications. Appl. Compos. Mater. 2018, 25, 299–308. [Google Scholar] [CrossRef]
- Chinthapalli, R.; Skoczinski, P.; Carus, M.; Baltus, W.; de Guzman, D.; Käb, H.; Raschka, A.; Ravenstijn, J. Biobased Building Blocks and Polymers—Global Capacities, Production and Trends, 2018–2023. Ind. Biotechnol. 2019, 15, 237–241. [Google Scholar] [CrossRef]
- Constante, A.; Pillay, S.; Ning, H.; Vaidya, U.K. Utilization of algae blooms as a source of natural fibers for biocomposite materials: Study of morphology and mechanical performance of Lyngbya fibers. Algal Res. 2015, 12, 412–420. [Google Scholar] [CrossRef]
- Arnold, U.; Brück, T.; De Palmenaer, A.; Kuse, K. Carbon Capture and Sustainable Utilization by Algal Polyacrylonitrile Fiber Production: Process Design, Techno-Economic Analysis, and Climate Related Aspects. Ind. Eng. Chem. Res. 2018, 57, 7922–7933. [Google Scholar] [CrossRef]
- Constante, A.; Pillay, S. Compression molding of algae fiber and epoxy composites: Modeling of elastic modulus. J. Reinf. Plast. Compos. 2018, 37, 1202–1216. [Google Scholar] [CrossRef]
- Constante, A.; Pillay, S. Algae fiber polypropylene composites: Modeling of the degradation by solid state kinetics. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Roesle, P.; Stempfle, F.; Hess, S.K.; Zimmerer, J.; Río Bártulos, C.; Lepetit, B.; Eckert, A.; Kroth, P.G.; Mecking, S. Synthetic Polyester from Algae Oil. Angew. Chem. Int. Ed. 2014, 53, 6800–6804. [Google Scholar] [CrossRef] [Green Version]
- Le Duigou, A.; Davies, P.; Christophe, B. Journal of Biobased Materials and Bioenergy. J. Biobased Mater. Biotechnol. 2011, 5, 153–165. [Google Scholar] [CrossRef]
- Sakellariou, N. Current and potential decommissioning scenarios for end-of-life composite wind blades. Energy Syst. 2017, 9, 981–1023. [Google Scholar] [CrossRef]
- Jacob, A. Composites can be recycled. Reinf. Plast. 2011, 55, 45–46. [Google Scholar] [CrossRef]
- Council, E. Directive 2000/53/EC of the European Parliament and of Thecouncil; Technical Report; European Council: Brussels, Belgium, 2000. [Google Scholar]
- Vilaplana, F.; StrÃmberg, E.; Karlsson, S. Environmental and resource aspects of sustainable biocomposites. Polym. Degrad. Stab. 2010, 95, 2147–2161. [Google Scholar] [CrossRef]
- Goswami, P.; O’Haire, T. 3-Developments in the use of green (biodegradable), recycled and biopolymer materials in technical nonwovens. In Advances in Technical Nonwovens; Kellie, G., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Cambridge, UK, 2016; pp. 97–114. [Google Scholar] [CrossRef]
- de Matos Costa, A.R.; Crocitti, A.; Hecker de Carvalho, L.; Carroccio, S.C.; Cerruti, P.; Santagata, G. Properties of Biodegradable Films Based on Poly(butylene Succinate) (PBS) and Poly(butylene Adipate-co-Terephthalate) (PBAT) Blends. Polymers 2020, 12, 2317. [Google Scholar] [CrossRef]
- Brinsko, K.M.; Sparenga, S.; King, M. The Effects of Environmental Exposure on the Optical, Physical, and Chemical Properties of Manufactured Fibers of Natural Origin. J. Forensic Sci. 2016, 61, 1215–1227. [Google Scholar] [CrossRef]
- Soroudi, A.; Jakubowicz, I. Recycling of bioplastics, their blends and biocomposites: A review. Eur. Polym. J. 2013, 49, 2839–2858. [Google Scholar] [CrossRef]
- Le Duigou, A.; Pillin, I.; Bourmaud, A.; Davies, P.; Baley, C. Effect of recycling on mechanical behaviour of biocompostable flax/poly(l-lactide) composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1471–1478. [Google Scholar] [CrossRef] [Green Version]


| NATURAL FIBRES | GLASS FIBRES | |
|---|---|---|
| STAGE | ADVANTAGES | |
| Cradle | High specific mechanical properties | High specific mechanical properties |
| Abundant | Abundant | |
| Potentially low cost | Low cost | |
| Renewable | Non-corrosive | |
| Carbon sequestration | ||
| Low energy consumption | ||
| Gate | Low emission | Well-established industry |
| Low energy consumption | Streamlined process | |
| Non-abrasive | ||
| Use | Extremely lightweight | Durability |
| Non-deleterious to health | Lightweight | |
| Good insulator | High operating temperatures | |
| Grave | Low emission | |
| Low energy consumption | ||
| Compostable | ||
| Biodegradable | ||
| STAGE | DISADVANTAGES | |
| Cradle | Immature supply chain | Non renewable |
| Moisture absorption | Deleterious to health | |
| Gate | Moisture absorption | Deleterious to health |
| Incompatibility with matrices | High emissions | |
| Limited processing temperatures | High energy consumption | |
| Abrasive | ||
| Use | Large variability of properties | Deleterious to health |
| Moisture absorption | Poor insulator | |
| Limited processing/service temperatures | ||
| Durability | ||
| Flame resistance | ||
| Grave | Difficult to recycle | |
| Non-biodegradable | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fitzgerald, A.; Proud, W.; Kandemir, A.; Murphy, R.J.; Jesson, D.A.; Trask, R.S.; Hamerton, I.; Longana, M.L. A Life Cycle Engineering Perspective on Biocomposites as a Solution for a Sustainable Recovery. Sustainability 2021, 13, 1160. https://doi.org/10.3390/su13031160
Fitzgerald A, Proud W, Kandemir A, Murphy RJ, Jesson DA, Trask RS, Hamerton I, Longana ML. A Life Cycle Engineering Perspective on Biocomposites as a Solution for a Sustainable Recovery. Sustainability. 2021; 13(3):1160. https://doi.org/10.3390/su13031160
Chicago/Turabian StyleFitzgerald, Amy, Will Proud, Ali Kandemir, Richard J. Murphy, David A. Jesson, Richard S. Trask, Ian Hamerton, and Marco L. Longana. 2021. "A Life Cycle Engineering Perspective on Biocomposites as a Solution for a Sustainable Recovery" Sustainability 13, no. 3: 1160. https://doi.org/10.3390/su13031160
APA StyleFitzgerald, A., Proud, W., Kandemir, A., Murphy, R. J., Jesson, D. A., Trask, R. S., Hamerton, I., & Longana, M. L. (2021). A Life Cycle Engineering Perspective on Biocomposites as a Solution for a Sustainable Recovery. Sustainability, 13(3), 1160. https://doi.org/10.3390/su13031160