
Example of Warehouse System Design Based on the Principle of Logistics





Abstract
:1. Introduction
2. Literature Review about Warehouse Design Problems
3. Methodology
4. Results
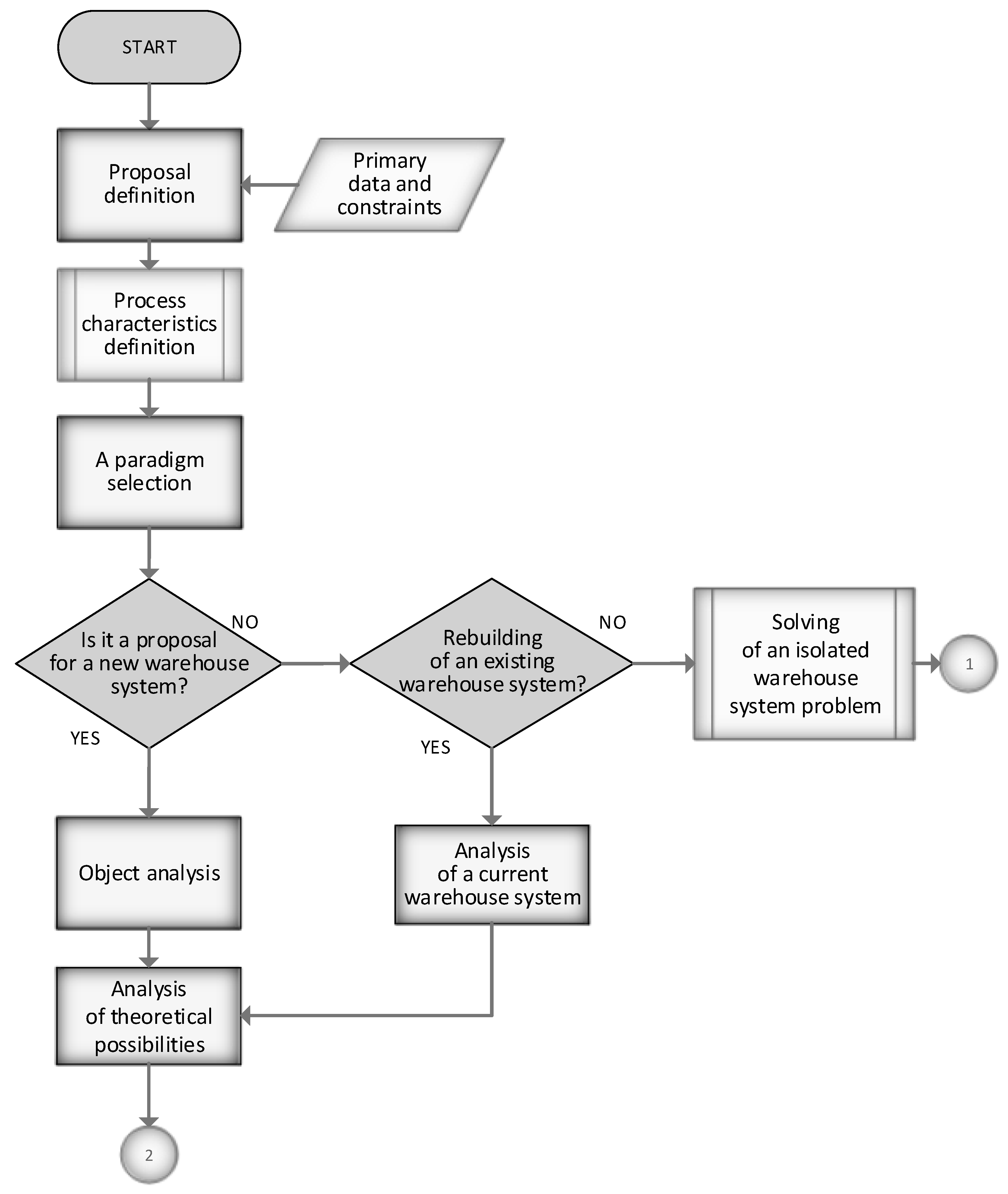
4.1. Defining of the Design and Choosing the Paradigm
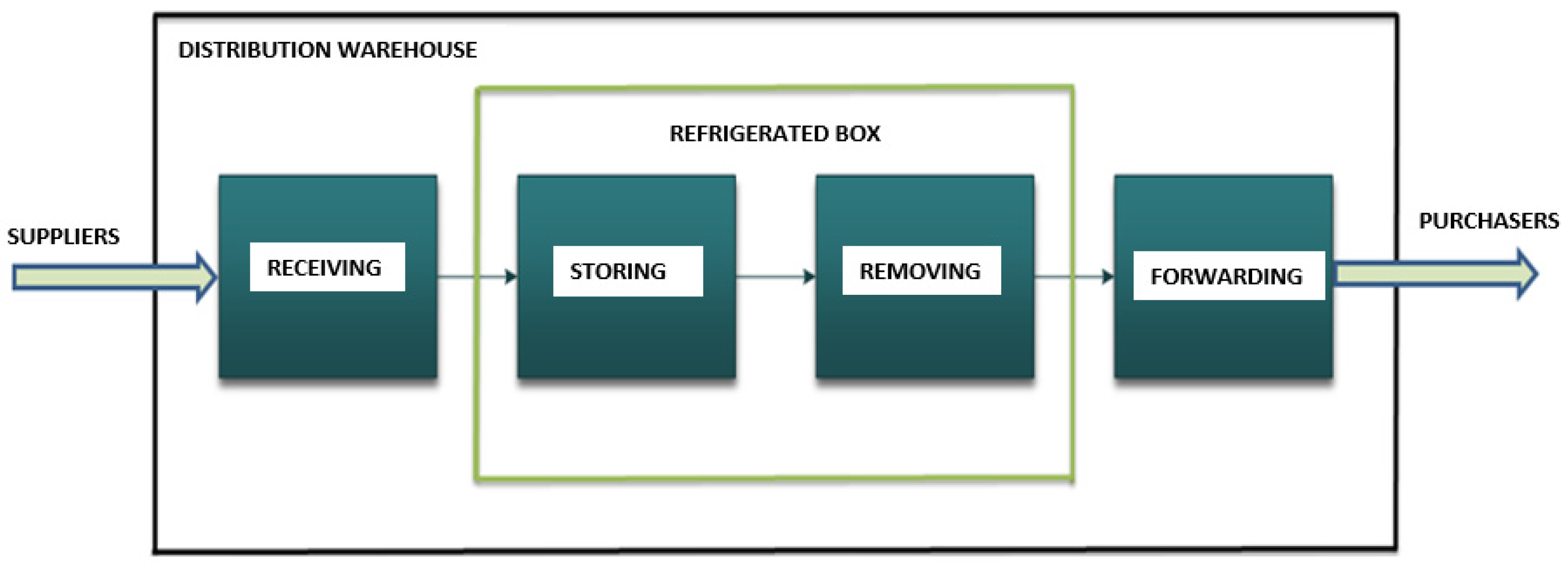
4.2. The System Analysis
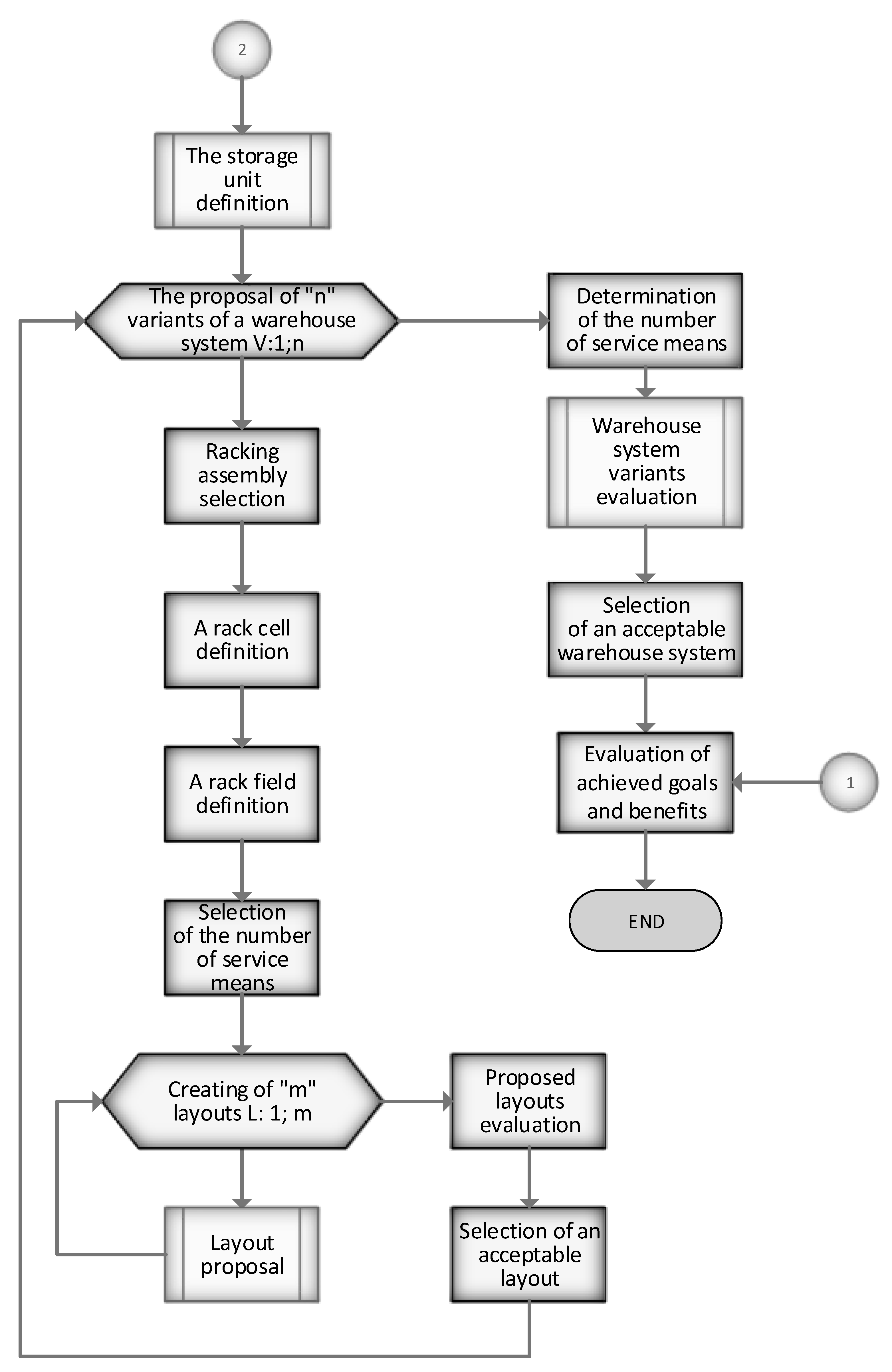
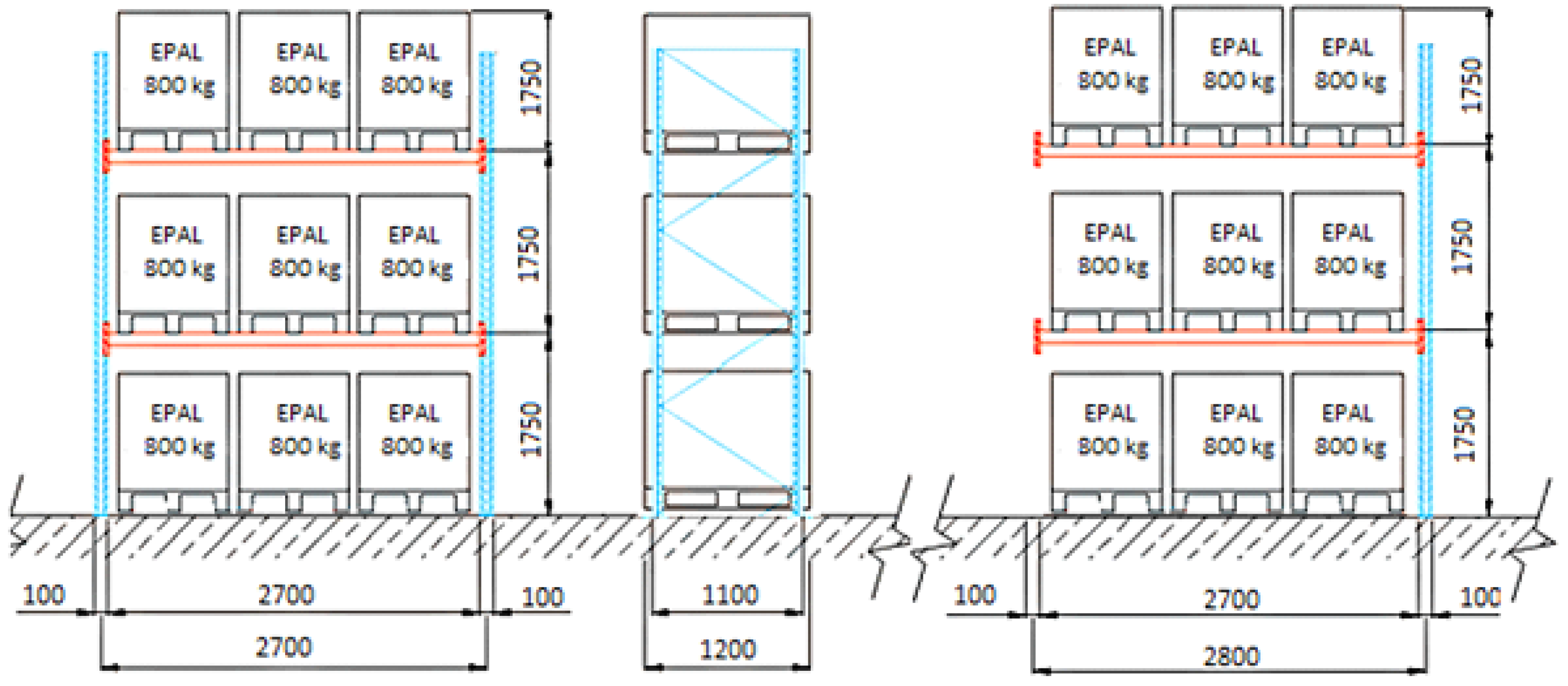
4.3. Defining a Storage Unit
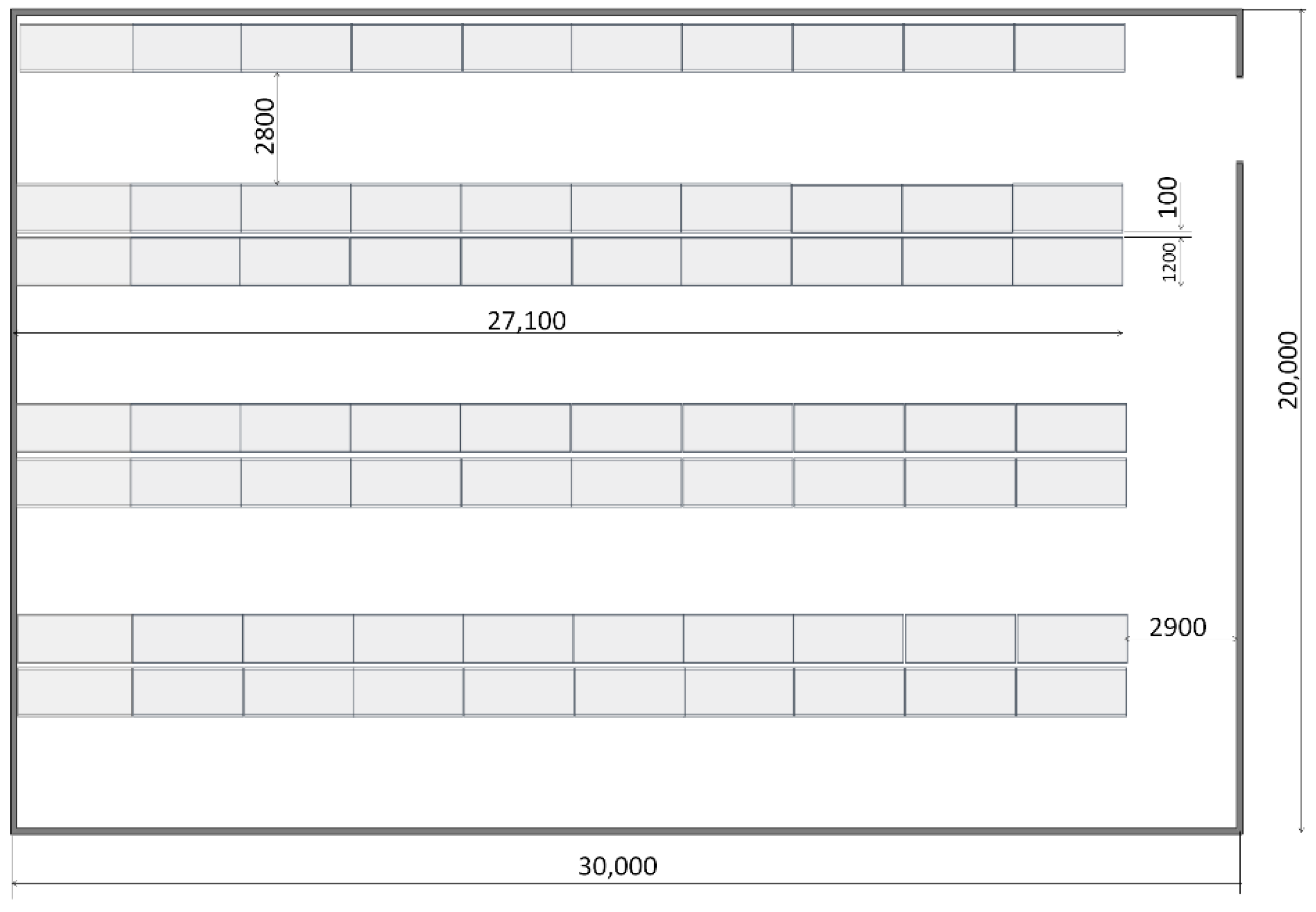
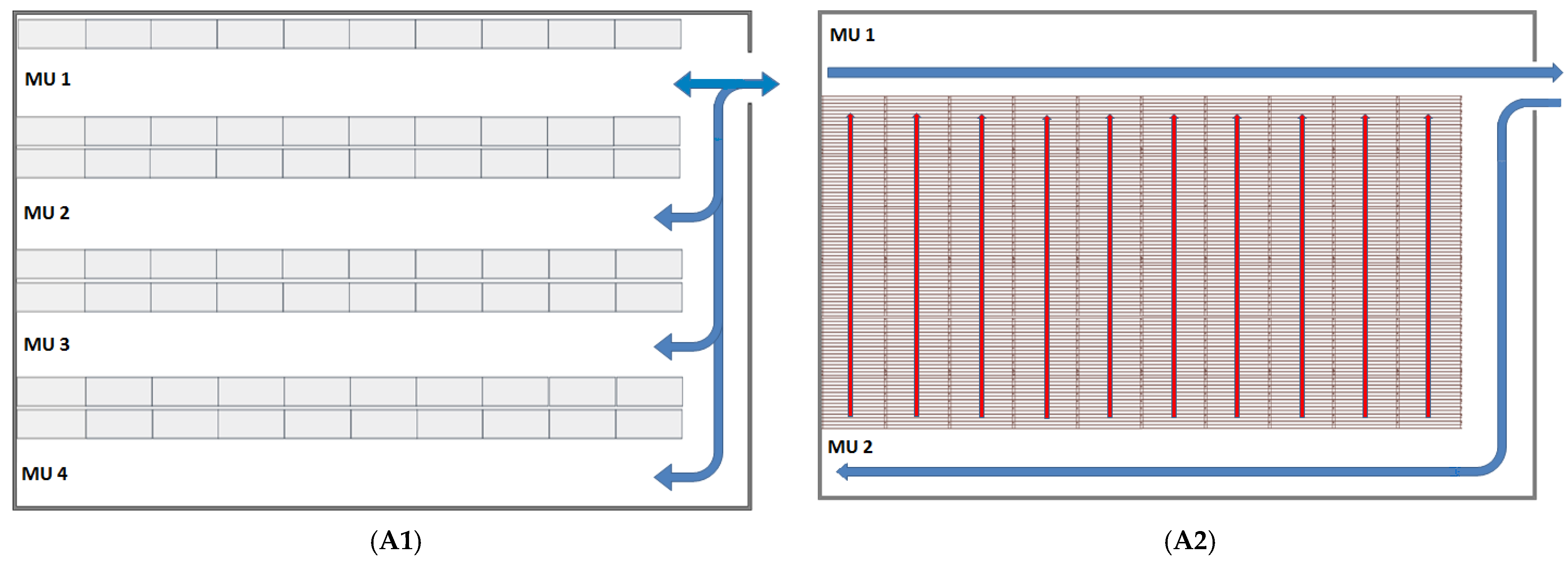
4.4. Design of the Warehouse System Alternatives
- Alternative 1 (A1): Standard pallet rack with wide aisles.
- Alternative 2 (A2): Pallet dynamic flow racks.
4.5. Evaluation of the Warehouse System Alternatives and Selection of the Acceptable One
5. Discussion
- the system needs only 2 handling aisles, compared to Alternative 1 (4 aisles),
- 25% higher percentage utilization of storage space compared to Alternative 1,
- safer operation of the racks—loading and unloading are separate from each other, which means that there are no collisions with forklifts,
- roller conveyors ensure the separate transfer of stored goods to the place of collection, which represents a saving of transport time compared to Alternative 1,
- the pallets with the goods are operated on the principle of FIFO (first in, first out), which will facilitate the control of shelf life of batches or series of products,
- in addition, the division of goods into individual channels helps to avoid errors.
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kocifaj, M. Modelling of infrastructure for warehouse simulation. J. Inf. Control Manag. Syst. 2013, 11, 15–22. [Google Scholar]
- Marasová, D.; Šaderová, J. Possibilities to increase the warehouse capacity: Case study. In Proceedings of the 8th Carpathian Logistics Congress on Logistics, Distribution, Transport and Management (CLC 2018), Prague, Czech Republic, 3–5 December 2018; Tanger: Ostrava, Czech Republic, 2019; pp. 633–638. [Google Scholar]
- Saderová, J. Methodology for the Design of the Warehouse System. Habilitation Thesis, Technical University of Košice, Košice, Slovak, 19 May 2017; p. 156. [Google Scholar]
- Jacyna, M.; Lewczuk, K.; Kłodawski, M. Technical and organizational conditions of designing warehouses with different functional structures. J. Kones 2015, 22, 49–58. [Google Scholar] [CrossRef]
- Sweeney, E. Using a Systems Approach in Logistics Design and Planning. In Bridging the Land Divide between Europe and Asia, Proceedings of the Asia Europe Meeting (ASEM) Symposium on the Iron Silk Road, Seoul, Korea, 17–18 June 2004; Korean Railway Research Institute (KRRI): Uiwan-si, Korea, 2004; pp. 214–221. [Google Scholar]
- Chan, F.T.S.; Chan, H.K.; Choy, K.L. A systematic approach to manufacturing packaging logistics. Int. J. Adv. Manuf. Technol. 2006, 29, 1088–1101. [Google Scholar] [CrossRef]
- Rouwenhorst, B.; Reuter, B.; Stockrahm, V.; Van Houtum, G.G.-J.; Mantel, R.; Zijm, W.H. Warehouse design and control: Framework and literature review. Eur. J. Oper. Res. 2000, 122, 515–533. [Google Scholar] [CrossRef]
- Baker, P.; Canessa, M. Warehouse design: A structured approach. Eur. J. Oper. Res. 2009, 193, 425–436. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Goetschalckx, M.; McGinnis, L.F. Research on warehouse design and performance evaluation: A comprehensive review. Eur. J. Oper. Res. 2010, 203, 539–549. [Google Scholar] [CrossRef]
- Karakis, I.; Tanyas, M.; Baskak, M. Hierarchical Warehouse Design Approach for Distribution Centres. Int. J. Bus. Manag. Invent. 2018, 7, 69–82. [Google Scholar]
- Hassan, M. A framework for the design of warehouse layout. Facilities 2002, 20, 432–440. [Google Scholar]
- De Koster, R.; Le-Duc, T.; Roodbergen, J.K. Design and control of warehouse order picking: A literature review. Eur. J. Oper. Res. 2007, 182, 481–501. [Google Scholar] [CrossRef]
- Tappia, E.; Roy, D.; Melacini, M.; De Koster, R. Integrated storage-order picking systems: Technology, performance models, and design insights. Eur. J. Oper. Res. 2019, 274, 947–965. [Google Scholar] [CrossRef]
- Kapliienko, O.; Tabunshchyk, S.; Tabunshchyk, G.; Kapliienko, T.; Sylenko, S. Virtual Reality Implementation for Design of Warehouse Lighting. In Proceedings of the 10th IEEE International Conference on Intelligent Data Acquisition and Advanced Computing Systems: Technology and Applications (IDAACS), Metz, France, 18–21 September 2019; pp. 969–973. [Google Scholar] [CrossRef]
- Straka, M. Distribution and Supply Logistics, 1st ed.; Cambridge Scholars Publishing: Newcastle upon Tyne, UK, 2019; pp. 115–123. [Google Scholar]
- Chayaphum, A.; Supsomboon, S.; Butrat, A. The Optimal Number of Reach Trucks and Order Picker Trucks in Warehouse Determining Using Simulation. In Proceedings of the 2019 Research, Invention, and Innovation Congress (RI2C), Bangkok, Thailand, 11–13 December 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1–5. [Google Scholar] [CrossRef]
- Ližbetin, J.; CAHA, Z. Methodology for the calculation of functional elements in warehouses of public intermodal logistics centers. Nase More 2015, 62, 143–146. [Google Scholar] [CrossRef]
- Boenzi, F.; Digiesi, S.; Facchini, F.; Mossa, G.; Mummolo, G. Greening Activities in Warehouses: A Model for Identifying Sustainable Strategies in Material Handling. In Proceedings of the 26th DAAAM International Symposium; Katalinic, B., Ed.; DAAAM International: Vienna, Austria, 2016; pp. 0980–0988. ISBN 978-3-902734-07-5. ISSN 1726-9679. [Google Scholar] [CrossRef]
- Horta, M.; Coelho, F.; Relvas, S. Layout design modelling for a real world just-in-time warehouse. Comput. Ind. Eng. 2016, 101, 1–9. [Google Scholar] [CrossRef]
- Öztürkoğlu, Ö.; Hoser, D. A discrete cross aisle design model for order-picking warehouses. Eur. J. Oper. Res. 2019, 275, 411–430. [Google Scholar] [CrossRef]
- Kłodawski, M.; Jacyna, M.; Lewczuk, K.; Wasiak, M. The Issues of Selection Warehouse Process Strategies. Procedia Eng. 2017, 187, 451–457. [Google Scholar] [CrossRef]
- Viveros, P.; González, K.; Mena, R.; Kristjanpoller, F.; Robledo, J. Slotting Optimization Model for a Warehouse with Divisible First-Level Accommodation Locations. Appl. Sci. 2021, 11, 936. [Google Scholar] [CrossRef]
- Labant, S.; Bindzárová Gergel’ová, M.; Rákay, Š.; ErikWeiss, E.; Zuzik, J. Track planarity and verticality of the warehouse racks for the quality assessment of further operation. Geod. Cartogr. 2019, 68, 305–319. [Google Scholar] [CrossRef]
- Kostrzewski, M. The Procedure of Warehouses Designing as an Integral Part of The Warehouses Designing Method and The Designing Software. Int. J. Math. Models Methods Appl. Sci. 2012, 6, 535–543. [Google Scholar]
- Saderova, J.; Rosova, A.; Behunova, A.; Behun, M.; Sofranko, M.; Khouri, S. Case study: The simulation modelling of selected activity in a warehouse operation. Wirel. Netw. 2021, 1–10. [Google Scholar] [CrossRef]
- Sofranko, M.; Zeman, R. Simulation of pipeline transport backfill mixtures. In Proceedings of the 15th International Carpathian Control Conference (ICCC), Velke Karlovice, Czech Republic, 28–30 May 2014; pp. 578–583. [Google Scholar]
- Kluska, K. Automatic simulation modelling of warehouses. LogForum 2021, 17, 59–69. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnár, V.; Mikušová, N. The Use of a Simulation Model for High-Runner Strategy Implementation in Warehouse Logistics. Sustainability 2020, 12, 9818. [Google Scholar] [CrossRef]
- Burinskiene, A.; Lorenc, A.; Lerher, T. A Simulation Study for the Sustainability and Reduction of Waste in Warehouse Logistics. Int. J. Simul. Model. 2018, 17, 485–497. [Google Scholar] [CrossRef]
- Hrušecká, D.; Adla, R.; Krayem, S.; Pivnička, M. Event-B model for increasing the efficiency of warehouse management. Pol. J. Manag. Stud. 2018, 17, 63–74. [Google Scholar] [CrossRef]
- Kordos, M.; Boryczko, J.; Blachnik, M.; Golak, S. Optimization of Warehouse Operations with Genetic Algorithms. Appl. Sci. 2020, 10, 4817. [Google Scholar] [CrossRef]
- Saderova, J.; Kacmary, P. Application of the simulation of a tank capacity proposal for loading and unloading process of bulk material. Acta Montan. Slovaca 2012, 17, 143–150. [Google Scholar]
- Rosova, A. Logistics costs of enterprise. Acta Montan. Slovaca 2007, 12, 121–127. [Google Scholar]
- Cech, J.; Sofranko, M. Economic projection and evaluation of mining venture. E M Ekon. A Manag. 2018, 21, 38–52. [Google Scholar]
- Malindzak, D.; Saderova, J.; Vitko, D.; Malindzakova, M.; Gazda, A. The methodology and model for in-process inventories calculation in the conditions of metallurgy production. Metalurgija 2015, 54, 227–230. [Google Scholar]
- Malindžák, D.; Kačmáry, P.; Ostasz, G.; Gazda, A.; Zatwarnicka-Madura, B.; Lorek, M. Design of Logistic System Theory and Applications, 1st ed.; Open-Science Publisher: New York, NY, USA, 2015; pp. 40–46. [Google Scholar]
- Saderova, J.; Marasova, D.; Gallikova, J. Simulation as logistic support to handling in the warehouse: Case study. Tem J. 2018, 7, 112–117. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steps | Phase |
|---|---|
| 1. Defining of the design and choosing the paradigm | 1, 2 |
| 2. The system analysis—analysis of the object and theoretical possibilities of the solution. | 3 |
| 3. Defining a storage unit 4. Design of the warehouse system alternatives (design of racking assemblyand number of forklifts) | 4 |
| 5. Evaluation of alternatives by applying selected methods of multicriteria evaluation and selection of an acceptable variant. | 5 |
| Concept | Number of Channels | Number of Pallets in the Channels | The Channel Depth [mm] | Elevation [mm] | The Height of the Racking Assembly at the Point of Entry into the Channel [mm] | Capacity [Number of Pallets] |
|---|---|---|---|---|---|---|
| 1 | 3 | 12 | 14,416 | 503 | 5753 | |
| 2 | 3 | 7 | 8410 | 293 | 5543 | |
| 3 | 3 | 4 | 4810 | 168 | 5418 | |
| 4 | 3 | 3 | 3610 | 126 | 5376 | 270 |
| 5 | 2 | 12 | 14,416 | 503 | 4003 | 720 |
| Criterion | Alternative 1 | Alternative 2 |
|---|---|---|
| A | 630 | 720 |
| B | 39.75 | 65 |
| C | 50.59 | 25.25 |
| D | to all pallets | to the pallets at the beginning and end of the channel |
| E | 45 | 175 |
| Method | Alternative 1 | Alternative 2 |
|---|---|---|
| Complete pairwise comparison method | 0.3333 | 0.6667 |
| Saaty’s method | 0.4807 | 0.5150 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saderova, J.; Rosova, A.; Sofranko, M.; Kacmary, P. Example of Warehouse System Design Based on the Principle of Logistics. Sustainability 2021, 13, 4492. https://doi.org/10.3390/su13084492
Saderova J, Rosova A, Sofranko M, Kacmary P. Example of Warehouse System Design Based on the Principle of Logistics. Sustainability. 2021; 13(8):4492. https://doi.org/10.3390/su13084492
Chicago/Turabian StyleSaderova, Janka, Andrea Rosova, Marian Sofranko, and Peter Kacmary. 2021. "Example of Warehouse System Design Based on the Principle of Logistics" Sustainability 13, no. 8: 4492. https://doi.org/10.3390/su13084492