
Fostering the Reuse of Manufacturing Resources for Resilient and Sustainable Supply Chains


Abstract
:1. Introduction
2. Background and Literature Review
3. Method Proposal
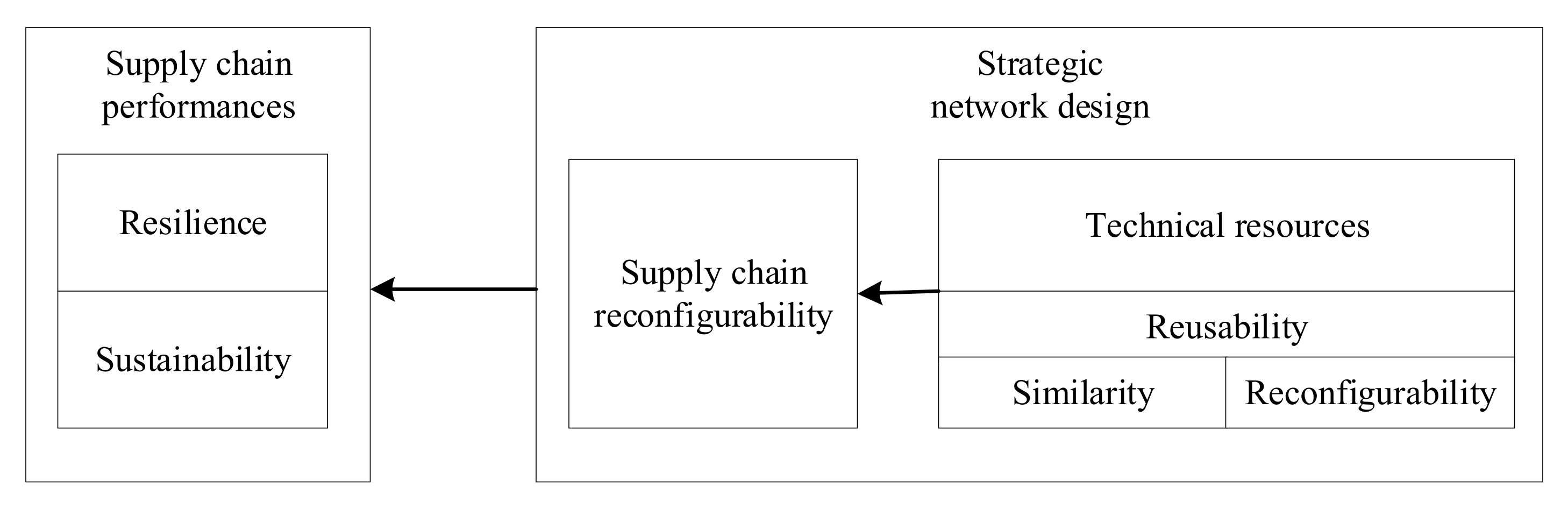
3.1. Reusability Index
- the general description of the machine functionality (GMF), i.e., the operations that can be executed by the machine. Depending on the specific machine, GMF can either be: (i) transformations which modify the geometry, mechanical and/or physical properties of products or parts; (ii) assembly operations, in which two or more separate parts are joined to form subassemblies or products [39];
- the interval representing the range of sizes of the output products or parts (RS);
- the list of different materials of the output products or parts (RM);
- the production capacity of the machine (PC), representing the relationship between the machine functionality and the overall output volumes.
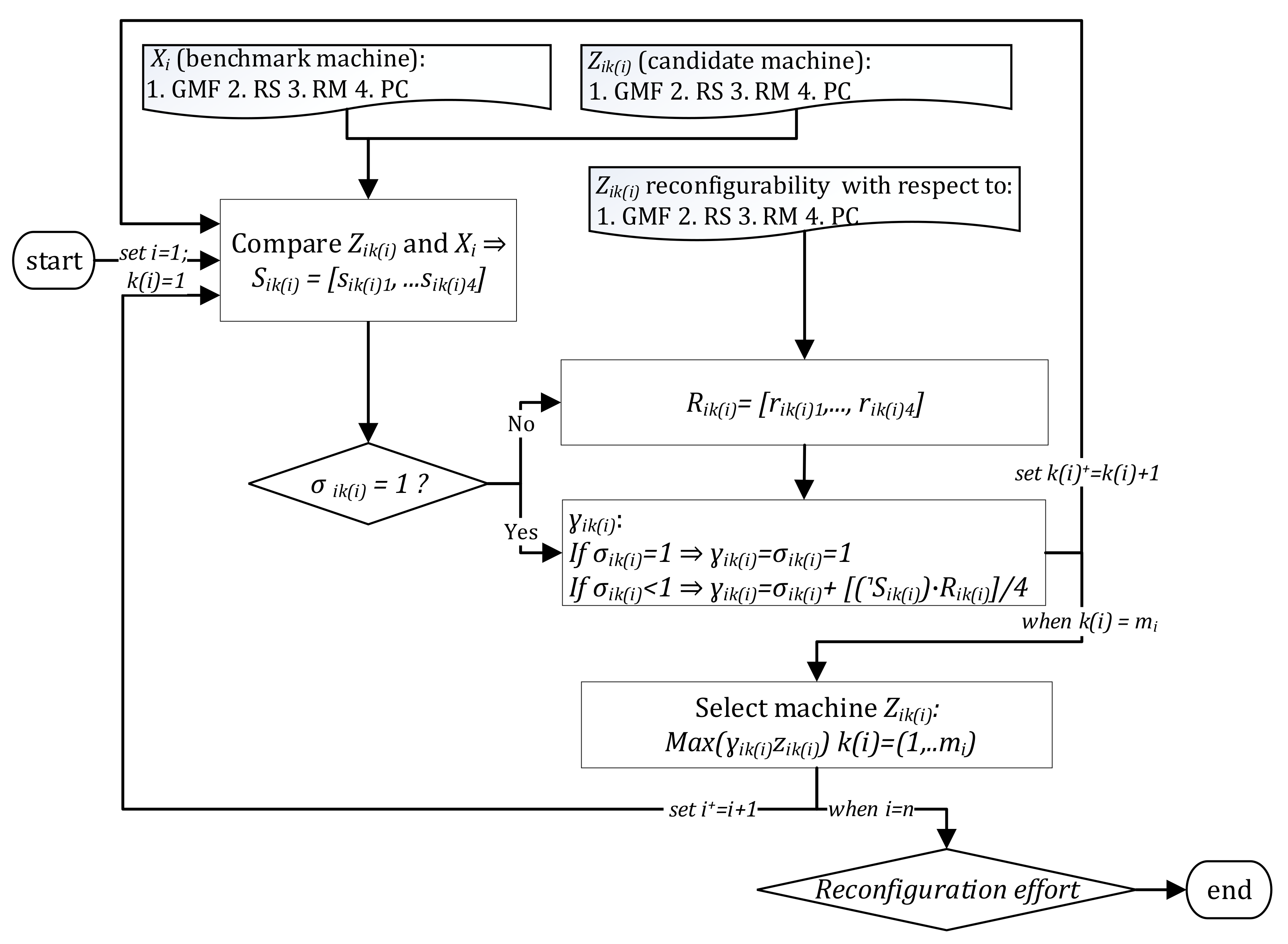
- Si(Xi,Zi) = [si1; si2; si3; si4];
- Ri(Zi) = [ri1; ri2; ri3; ri4].
- si1 = 1 if GMF of Zi equals the GMF of Xi, otherwise, si1 = 0;
- si2 = 1 if RS of Zi contains the RS of Xi, otherwise, si2 = 0;
- si3 = 1 if RM of Zi contains the RM of Xi, otherwise, si3 = 0;
- si4 = 1 if PC of Zi ≥ PC of Xi; otherwise, si4 = 0.
- σi(Xi,Zi) = ∑j= 1,…4(ωjsij) where
- [ω1;…;ω4]: ∑j = 1,…4(ωj) = 1 are context-specific weights given to GMF, RS, RM and PC.
- ri1 = 1 if GMF of Zi can be changed by replacing one or more modules of Zi, otherwise, ri1 = 0;
- ri2 = 1 if RS of Zi can be changed by replacing one or more modules of Zi, otherwise, ri2 = 0;
- ri3 = 1 if RM of Zi can be changed by replacing one or more modules of Zi, otherwise, ri3 = 0;
- ri4 = 1 if PC of Zi can be changed by adding/removing one or more modules of Zi, otherwise, ri4 = 0.
- ɣi(Xi, Zi) = σi if σi = 1;
- ɣi(Xi, Zi) = σi + [(˺Si) · Ri]/4 if σi < 1
3.2. Mixed Integer Programming (MIP) Algorithm
| Algorithm 1. The Proposed Algorithm | ||
| Data | ||
| ||
| ||
| ||
| ||
| ||
| Parameters | ||
| ||
| ||
| Decision variables | ||
| ||
| MIP formulation | ||
| Min D(C, Zik(i)) ki = (1,…, mi) | Algorithm Phase 1 | (1) |
| Max (ɣik(i) zik(i)) ki = (1,…, mi) | Algorithm Phase 1 | (2) |
| D(C, Zi,k(i))≤v | Algorithm Phase 1 | (3) |
| z1k(1) + … + znk(n) = n | Algorithm Phase 1 | (4) |
| D(Zi,k(i), Zlk(l)) ≤ w i ≠ l ∈ O | Algorithm Phase 2 (optional) | (5) |
3.3. Decision Logic of the Method
4. Application of the Method
4.1. Interpretation of the Parameters of the Method
- when the reusability index ɣi,k(i) tends towards 1, the cost of replacing the Xi with Zi,k(i) decreases due to the possibility to reuse existing modules;
- if σi,k(i) = 1, there is no reconfiguration cost;
- if σi,k(i) < 1, a reconfiguration cost is added; it depends on (˺Si), but it is usually lower than investing in a purpose-built system.
4.2. Illustrative Example
5. Discussion
- an individual company that aims to modify the configuration of its production sites, in order to compare machines when establishing new sites or designing a new network of sites. It permits candidate solutions to be compared with respect to the associated reconfiguration and transportation costs;
- a network of companies.
6. Conclusions and Outlook
- the promotion of social sustainability thanks to the creation of value for local communities, also ensured by the collaboration with local companies, which have more insights on local customers and local economies.
- the fostering of new business models where capacity sharing permits not only a reduction in the total capital assets of the involved companies, but also network resilience and sustainability to be enhanced.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ponomarov, S.Y.; Holcomb, M.C. Understanding the Concept of Supply Chain Resilience. Int. J. Logist. Manag. 2009, 20, 124–143. [Google Scholar] [CrossRef]
- Napoleone, A.; Prataviera, L.B. Reconfigurable manufacturing: Lesson learnt from the COVID-19 outbreak. In Advances in Production Management Systems. Towards Smart and Digital Manufacturing, Proceedings of the IFIP International Conference on Advances in Production Management Systems, Novi Sad, Serbia, 30 August–3 September 2020; Springer: Cham, Switzerland, 2020; pp. 457–465. [Google Scholar]
- Kaihara, T.; Nishino, N.; Ueda, K.; Tseng, M.; Váncza, J.; Schönsleben, P.; Teti, R.; Takenaka, T. Value Creation in Production: Reconsideration from Interdisciplinary Approaches. CIRP Ann. 2018, 67, 791–813. [Google Scholar] [CrossRef] [Green Version]
- Sutherland, J.W.; Richter, J.S.; Hutchins, M.J.; Dornfeld, D.; Dzombak, R.; Mangold, J.; Robinson, S.; Hauschild, M.Z.; Bonou, A.; Schönsleben, P.; et al. The Role of Manufacturing in Affecting the Social Dimension of Sustainability. CIRP Ann. Manuf. Technol. 2016, 65, 689–712. [Google Scholar] [CrossRef] [Green Version]
- Hauschild, M.Z.; Kara, S.; Røpke, I. Absolute Sustainability: Challenges to Life Cycle Engineering. CIRP Ann. 2020, 69, 533–553. [Google Scholar] [CrossRef]
- Abdi, M.R.; Labib, A. RMS Capacity Utilisation: Product Family and Supply Chain. Int. J. Prod. Res. 2017, 55, 1930–1956. [Google Scholar] [CrossRef]
- Deif, A.M.; Elmaraghy, W. Investigating Optimal Capacity Scalability Scheduling in a Reconfigurable Manufacturing System. Int. J. Adv. Manuf. Technol. 2007, 32, 557–562. [Google Scholar] [CrossRef] [Green Version]
- Adamo, A.; Beingessner, R.L.; Behnam, M.; Chen, J.; Jamison, T.F.; Jensen, K.F.; Monbaliu, J.M.; Myerson, A.S.; Revalor, E.M.; Snead, D.R.; et al. On-Demand Continuous-Flow Production of Pharmaceuticals in a Compact, Reconfigurable System. Science 2016, 352, 61–67. [Google Scholar] [CrossRef] [Green Version]
- Yazdani, M.A.; Khezri, A.; Benyoucef, L. Process and Production Planning for Sustainable Reconfigurable Manufacturing Systems (SRMSs): Multi-Objective Exact and Heuristic-Based Approaches. Int. J. Adv. Manuf. Technol. 2022, 119, 4519–4540. [Google Scholar] [CrossRef]
- Bruzzone, A.A. Advanced Reconfigurable Machine Tools for a New Manufacturing Business Model; Springer International Publishing: Cham, Switzerland, 2022; ISBN 9783030906993. [Google Scholar]
- Alarcon-Gerbier, E.; Chokparova, Z.; Ghondaghsaz, N.; Zhao, W.; Shahmoradi-Moghadam, H.; Aßmann, U.; Oruç, O. Software-Defined Mobile Supply Chains: Rebalancing Resilience and Efficiency in Production Systems. Sustainability 2022, 14, 2837. [Google Scholar] [CrossRef]
- Colledani, M.; Tolio, T. A Decomposition Method to Support the Configuration/Reconfiguration of Production Systems. CIRP Ann. Manuf. Technol. 2005, 54, 441–444. [Google Scholar] [CrossRef]
- Khan, A.S. Multi-Objective Optimization of a Cost-Effective Modular Reconfigurable Manufacturing System: An Integration of Product Quality and Vehicle Routing Problem. IEEE Access 2022, 10, 5304–5326. [Google Scholar] [CrossRef]
- Epureanu, B.I.; Li, X.; Nassehi, A.; Koren, Y. An Agile Production Network Enabled by Reconfigurable Manufacturing Systems. CIRP Ann. 2021, 70, 403–406. [Google Scholar] [CrossRef]
- Belaiche, L.; Kahloul, L.; Benharzallah, S.; Hafidi, Y. Bi-Objective Framework for Planning a Supply Chain Process in Reconfigurable Manufacturing Systems. IFAC Pap. 2019, 52, 1675–1680. [Google Scholar] [CrossRef]
- Dolgui, A.; Ivanov, D.; Sokolov, B. Reconfigurable Supply Chain: The X-Network. Int. J. Prod. Res. 2020, 58, 4138–4163. [Google Scholar] [CrossRef]
- Andersen, A.-L.; Brunoe, T.D.; Nielsen, K. Reconfigurable manufacturing on multiple levels: Literature review and research directions. In Proceedings of the Advances in Production Management Systems: Innovative Production Management Towards Sustainable Growth, Tokyo, Japan, 7–9 September 2015; pp. 266–273. [Google Scholar]
- Pansare, R.; Yadav, G.; Nagare, M.R. Reconfigurable Manufacturing System: A Systematic Bibliometric Analysis and Future Research Agenda. J. Manuf. Technol. Manag. 2022, 33, 543–574. [Google Scholar] [CrossRef]
- Napoleone, A.; Pozzetti, A.; Macchi, M.; Andersen, R. Time to Be Responsive in the Process Industry: A Literature-Based Analysis of Trends of Change, Solutions and Challenges. Prod. Plan. Control 2021, 33, 1–14. [Google Scholar] [CrossRef]
- Jabbarzadeh, A.; Fahimnia, B.; Sabouhi, F. Resilient and Sustainable Supply Chain Design: Sustainability Analysis under Disruption Risks. Int. J. Prod. Res. 2018, 7543, 5945–5968. [Google Scholar] [CrossRef]
- Wiendahl, H.P.; ElMaraghy, H.A.; Nyhuis, P.; Zah, M.F.; Wiendahl, H.H.; Duffie, N.; Brieke, M. Changeable Manufacturing—Classification, Design and Operation. CIRP Ann. Manuf. Technol. 2007, 56, 783–809. [Google Scholar] [CrossRef]
- Li, X.; Du, J.; Long, H. Mechanism for Green Development Behavior and Performance of Industrial Enterprises (Gdbp-Ie) Using Partial Least Squares Structural Equation Modeling (Pls-Sem). Int. J. Environ. Res. Public Health 2020, 17, 8450. [Google Scholar] [CrossRef]
- Napoleone, A.; Pozzetti, A.; Macchi, M. A Framework to Manage Reconfigurability in Manufacturing. Int. J. Prod. Res. 2018, 56, 3815–3837. [Google Scholar] [CrossRef]
- Bruccoleri, M.; Lo Nigro, G.; Perrone, G.; Renna, P.; Noto La Diega, S. Production Planning in Reconfigurable Enterprises and Reconfigurable Production Systems. CIRP Ann. Manuf. Technol. 2005, 54, 433–436. [Google Scholar] [CrossRef]
- Zhang, J.; Ahmad, B.; Vera, D.; Harrison, R. Automatic data representation analysis for reconfigurable systems integration. In Proceedings of the 2018 IEEE 16th International Conference on Industrial Informatics (INDIN), Porto, Portugal, 18–20 July 2018; pp. 1033–1038. [Google Scholar] [CrossRef] [Green Version]
- Brunoe, T.D.; Andersen, A.L.; Sorensen, D.G.H.; Nielsen, K.; Bejlegaard, M. Integrated Product-Process Modelling for Platform-Based Co-Development. Int. J. Prod. Res. 2020, 58, 6185–6201. [Google Scholar] [CrossRef]
- Alix, T.; Benama, Y.; Perry, N. A Framework for the Design of a Reconfigurable and Mobile Manufacturing System. Procedia Manuf. 2019, 35, 304–309. [Google Scholar] [CrossRef]
- Bruzzone, A.A.; D’Addona, D.M.; Rosciano, I. Thermoeconomic Analysis of LEGO®-like Reconfigurable Machine Tools. Procedia CIRP 2020, 88, 375–380. [Google Scholar] [CrossRef]
- Sorensen, D.G.H.; Elmaraghy, H.; Ditlev, T.; Nielsen, K. Classification Coding of Production Systems for Identification of Platform Candidates. CIRP J. Manuf. Sci. Technol. 2020, 28, 144–156. [Google Scholar] [CrossRef]
- Hwang, D.; Noh, S. Do 3D visualization system of manufacturing big data and simulation results of production for an automotive parts supplier. In Proceedings of the Advances in Production Management Systems, Towards Smart Production Management Systems, APMS 2019, Austin, TX, USA, 1–5 September 2019; Springer International Publishing: Cham, Switzerland, 2019; pp. 381–386. [Google Scholar]
- Harrison, R.; Vera, D.; Ahmad, B. Engineering Methods and Tools for Cyber-Physical Automation Systems. Proc. IEEE 2016, 104, 973–985. [Google Scholar] [CrossRef] [Green Version]
- Muhammad Yusuf, A.; Soediantono, D.; Staf Dan Komando Angkatan Laut, S. Supply Chain Management and Recommendations for Implementation in the Defense Industry: A Literature Review. Int. J. Soc. Manag. Stud. IJOSMAS 2022, 3, 63–77. [Google Scholar]
- Zheng, H.; Li, X.; Zhu, X.; Huang, Y.; Liu, Z.; Liu, Y.; Liu, J.; Li, X.; Li, Y.; Li, C. Impact of Recycler Information Sharing on Supply Chain Performance of Construction and Demolition Waste Resource Utilization. Int. J. Environ. Res. Public Health 2022, 19, 3878. [Google Scholar] [CrossRef]
- Galan, R.; Racero, J.; Eguia, I.; Garcia, J.M. A Systematic Approach for Product Families Formation in Reconfigurable Manufacturing Systems. Robot. Comput. Integr. Manuf. 2007, 23, 489–502. [Google Scholar] [CrossRef]
- Lai, X.; Gershenson, J.K. DSM-based product representation for retirement process-based modularity. In Proceedings of the ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference 2009, DETC2009, St. Louis, MO, USA, 16–19 August 2009; Volume 8, pp. 59–72. [Google Scholar]
- Li, W.; Li, P.; Rong, Y. Case-Based Agile Fixture Design. J. Mater. Processing Technol. 2002, 128, 7–18. [Google Scholar] [CrossRef]
- Smithson, A.G.; Kong, Z.; Ceglarek, D. Fixture Reusability and Reconfigurability Analysis Using Similarity Index. Am. Soc. Mech. Eng. Manuf. Eng. Div. 2000, 11, 63–72. [Google Scholar]
- Modrak, V.; Soltysova, Z. Development of the Modularity Measure for Assembly Process Structures. Math. Probl. Eng. 2021, 2021, 748. [Google Scholar] [CrossRef]
- Groover, M.P. Chapter 1: Introduction and overview of manufacturing. In Fundamentals of Modern Manufacturing: Materials, Processes and Systems; Wiley: New York, NY, USA, 2010; pp. 1–26. ISBN 978-0470-467002. [Google Scholar]
- Gao, S.; Daaboul, J.; Le Duigou, J. Process Planning, Scheduling, and Layout Optimization for Multi-Unit Mass-Customized Products in Sustainable Reconfigurable Manufacturing System. Sustainability 2021, 13, 13323. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| GMF | RS | RM | PC | Distances | |
|---|---|---|---|---|---|
| X | Processing—shaping—solidification—moulding | Height: 80–115 mm Width: 56–66 mm | Plastics | ∼300 per month | D(C, X) = 1200 km > v |
| Zalpha | Processing—shaping—solidification—casting | Height: 30–800 mm Width: 10–300 mm | Metal | ∼1000 per month | D(C, Zalpha) = 250 km ≤ v D(LN, Zalpha) = 50 km |
| Zbeta | Processing—shaping—solidification—moulding | Height: 200–1000 mm Width: 100–600 mm | Plastics | ∼400 per month | D(C, Zbeta) = 110 km ≤ v D(LN, Zbeta) = 100 km |
| Zgamma | Processing—shaping—solidification—moulding | Height: 500–1000 mm Width: 100–300 mm | Plastics | ∼500 per month | D(C, Zgamma) = 160 km ≤ v DN(LN, Zgamma) = 73 km |
| GMF | RS | RM | PC | |
|---|---|---|---|---|
| Zalpha | No; to change it, the whole machine should be replaced | Not outside the range specified in Table 1 | Not outside the range specified in Table 1 | No; to change it, the whole machine should be replicated/removed |
| Zbeta | No; to change it, the whole machine should be replaced | Not outside the range specified in Table 1 | Not outside the range specified in Table 1 | No; to change it, the whole machine should be replicated/removed |
| Zgamma | No; to change it, the whole machine should be replaced | Yes; a 3D printer is used to construct new moulds, extending the range of sizes of parts | Not outside the range specified in Table 1 | No; to change it, the whole machine should be replicated/removed |
| Zalpha | Zbeta | Zgamma | |
|---|---|---|---|
| Si | (s1 = 0, s2 = 1, s3 = 0, s4 = 1) | (s1 = 1, s2 = 0, s3 = 1, s4 = 1) | (s1 = 1, s2 = 0, s3 = 1, s4 = 1) |
| σi | 0.5 | 0.75 | 0.75 |
| ˺Si | (1, 0, 1, 0) | (0, 1, 0, 0) | (0, 1, 0, 0) |
| Ri | (r1 = 0, r2 = 0, r3 = 0, r4 = 0) | (r1 = 0, r2 = 0, r3 = 0, r4 = 0) | (r1 = 0, r2 = 1, r3 = 0, r4 = 0) |
| ɣi | 0.5 + 0 = 0.5 | 0.75 + 0 = 0.75 | 0.75 + 0.25 = 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Napoleone, A.; Bruzzone, A.; Andersen, A.-L.; Brunoe, T.D. Fostering the Reuse of Manufacturing Resources for Resilient and Sustainable Supply Chains. Sustainability 2022, 14, 5890. https://doi.org/10.3390/su14105890
Napoleone A, Bruzzone A, Andersen A-L, Brunoe TD. Fostering the Reuse of Manufacturing Resources for Resilient and Sustainable Supply Chains. Sustainability. 2022; 14(10):5890. https://doi.org/10.3390/su14105890
Chicago/Turabian StyleNapoleone, Alessia, Alessandro Bruzzone, Ann-Louise Andersen, and Thomas Ditlev Brunoe. 2022. "Fostering the Reuse of Manufacturing Resources for Resilient and Sustainable Supply Chains" Sustainability 14, no. 10: 5890. https://doi.org/10.3390/su14105890
APA StyleNapoleone, A., Bruzzone, A., Andersen, A.-L., & Brunoe, T. D. (2022). Fostering the Reuse of Manufacturing Resources for Resilient and Sustainable Supply Chains. Sustainability, 14(10), 5890. https://doi.org/10.3390/su14105890