1. Introduction
The culture of environmental sustainability is reaching both developed and developing countries as a response of international and local governments to the extreme climate changes and to the lack of primary resources that socio-economic systems are experiencing all over the world. The rising global population and the increasing standards of living are among the main causes of the excessive exploitation of natural resources, producing an extreme impact on air pollution and global warming [
1,
2,
3]. However, technological progress and economic growth are possible and environmentally sustainable when the consumption of primary resources is limited. In this context, sustainable development practices support technical and economic progress with no impact on the natural resources for future generations. The use of recycled materials or renewable resources in industrial applications are examples of sustainable practices. Recent studies have analyzed the potential for the scarcity of strategic materials that will be included in future engineering designs and manufacture [
4,
5]. Lithium is considered one of these strategic materials. It has the potential of becoming scarce and it is critical to the battery industry [
6]. Mobile phones, tablets, and other compact consumer electronics, but also hybrid electric and fully electric vehicles include lithium-ion rechargeable batteries. However, the infrastructure and the methodology required to recycle and recover these products is not yet fully clear [
7]. A recent study has analyzed the Chinese waste battery recycling system [
8]. China is one of the world’s bigger producers and consumers of batteries, and waste batteries, as well [
9]. More than 66% of the lithium-ion batteries on the global market are expected to be recycled in China, where the battery material industry is growing fast [
10]. Europe and the USA are far behind China in the race for circular solutions for the sustainable management of waste batteries. The secondary position of Western countries is a consequence of EU and US policies that struggle to understand the reuse value in the batteries, which currently drives them toward China. The process technology to recycle the waste batteries is not lacking. However, more research is necessary to design efficient and sustainable disassembly processes, both for battery packs and cells [
11]. In this context, circular economy models support the reduction of waste for disposal and move the costs out of the value chain. Moreover, circular economy models including people who have been excluded from economic and social opportunities support the development of social sustainability and resilient societies.
In 2011, the European (EU) Commission estimated that the global use of primary natural resources will quadruple by 2050 [
12]. The over-exploitation of natural resources is also the cause of the increased production of solid waste [
13]. The global annual production of solid waste is expected to increase by 70% in 2050, due to increasing urbanization and population growth [
14]. These data endorse the importance of finding alternative resources for sustainable development, which might be retrieved from the downstream products of the industrial processes and from waste materials [
15]. Recent studies demonstrate the need to improve waste management and support the circular transformation of linear industrial processes [
16,
17,
18]. The European Union promotes the adoption of sustainable policies for waste management and sustainable development [
19,
20,
21,
22]. The European Green Deal (EGD) is a set of policy initiatives endorsed by the EU Commission to boost sustainable growth and support a circular economy-based model [
15,
22,
23]. Specifically, the EGD includes the Circular Economy Action Plan (CEAP), which promotes the efficient use of natural resources and the adoption of a sustainable approach along the entire life cycle of products [
24]. The targets of the CEAP are the sectors that use the most resources and where the potential for circularity is high. These sectors include electronics and Information and Communication Technologies (ICT), batteries and vehicles, and construction. The efficient use of natural resources can enable economic growth while also ensuring resource security and environmental sustainability. The promotion of circular economy models which reduce the extraction of primary raw materials, increase the use of secondary materials, and reduce waste production is fundamental to achieving resource efficiency and a sustainable circular economy [
25]. However, more research is necessary to improve the market share of these circular business models.
This research supports the sustainable production and consumption of waste electrical and electronic equipment by contributing to the retrieval of waste Lithium-Ion Batteries (LIBs) through re-use, recycling, and recovery. In 2021, Project “VeloModena 2.0” started with the aim of promoting a circular economy with social sustainability action. The project aims to define a circular economy-based production model for the reuse of LIBs, supporting the inclusion of disadvantaged people in the recovery process. Disadvantaged people are groups of persons that experience a higher risk of poverty, social exclusion, discrimination, and violence than the general population, including but not limited to ethnic minorities and people with disabilities [
26]. People with disabilities experience job insecurity [
27] and lower employment rates [
28], compared with those of non-disabled people [
29]. Personal illnesses, disabilities, and difficulties of finding workplaces adapted to their specific conditions are the major reasons for not seeking employment by disabled people [
30,
31].
This paper shows the preliminary results of the project, providing a system perspective conceptualization of a sustainable circular economy model for the recovery of LIBs and the social integration of disadvantaged people. The operations and the equipment required for the disassembly of the LIBs have been investigated, aiming to identify a set of operations that disadvantaged workers can perform safely and easily. Then, a methodology is proposed for the disassembly and the recovery of the waste LIBs, which will be included in new battery packs for pedal-assisted bicycles and cargo bikes. Disadvantaged people as workers with disabilities are involved in the manual operations required to disassemble the waste LIBs. Specifically, the European Agency for Safety and Health (EU-OSHA) defines a disabled worker as any employee with long-term physical or mental impairments who might be hampered in work performance [
32]. Hence, the idea stems from a holistic vision of small mobility that is economically and socially sustainable and usable for all. The ultimate aim of this project is to design a robust virtuous circle that aims at reducing the environmental impact of waste lithium-ion batteries and supporting the social and work integration of disadvantaged people, as workers with disabilities.
The remainder of this paper is organized as follows:
Section 2 provides a brief insight into the production and consumption of LIBs; the materials and the methods adopted in the experimental study are described in
Section 3;
Section 4 and
Section 5 show the results of the study and the proposed methodology for the disassembly of the waste batteries; finally,
Section 6 shows the contribution of the findings in this paper to the “VeloModena 2.0” Project and the future steps of this research.
2. Recovery of Lithium-Ion Batteries (LIBs)
LIBs consist of three main elements: anode, cathode, and electrolyte. Specifically, the anode is made up of carbon, the cathode of metal oxide, and the electrolyte is a lithium salt in an organic solvent. There are also internal electronic circuits to avoid unwanted polarity and overvoltage that could lead to the formation of metallic lithium. In this case, the presence of water vapor (also present as humidity) in contact with lithium would lead to the generation of hydrogen and, therefore, a highly explosive atmosphere [
33]. All systems that use these batteries are equipped with a circuit that closes the device when the battery drops below a predetermined threshold to avoid total discharge. The maximum continuous current that can be obtained from a LIB depends on both the capacity and the type of load. However, they are usually indicated for low power uses. The average life of a LIB is generally defined as the number of complete charge-discharge cycles to achieve a certain loss of capacity or increase in impedance. In particular, the manufacturers define the maximum number of charge-discharge cycles that brings the battery to 80% of the nominal capacity considering, in the calculation, the deterioration due to passive storage influenced by temperature, humidity, and state of charge at the time of dismission. The recovery of the materials in the lithium-ion batteries is based on two main processes: pyrometallurgy and hydrometallurgy. The former is characterized by a low lithium recovery efficiency level and requires high temperatures (up to 1400 °C), which involve high energy consumption and the potential production of toxic gases (dioxins, furans, etc.). Low recovery efficiency occurs because the process is not selective of the elements by giving as output an alloy of the heavy metals previously contained in the battery. Hydrometallurgy, on the other hand, does not require high temperatures, but rather dangerous chemicals such as HCl, H
2SO
4, and HNO
3 [
34], which represent a potential safety problem and cause the blockage of the process in the event of a lack of supply. As well as the pyrometallurgical process, the production of these substances involves non-negligible energy-intensive processes, considering the strong growth trend of electric mobility. The subsequent processing of the salts to obtain the basic elements must also be considered. Hence, there is no better procedure than the other having these completely different characteristics. Process heat for cogeneration and synthesis gas for fuel or energy production could be exploited to improve pyrometallurgy. Hydrometallurgy, on its side, could exploit the by-product of other indispensable chemical processes. Furthermore, in recent years, the research in this area has been very active and studies on methods and techniques for recovering LIB materials have been published regularly and the direction must be found in the merging of the two processes to obtain the best recovery [
35]. However, these studies focus on the performances of the recovery processes, rather than the skills and the capabilities required for manual operations. Furthermore, no studies have investigated the involvement of disadvantaged people in the processes for recovering LIBs.
A recent study has investigated the physical processes used in the recycling of LIBs from domestic devices and electric vehicles [
36]. The authors identify four processes for the recycling of the LIBs—namely, stabilization, disassembly, separation, and binder negation. Safety is critical for recycling operations due to the hazardous nature of the LIBs. Electrical, chemical, thermal, and explosive hazards are possible during disassembly operations. A preliminary treatment may be necessary to reduce the risks associated with the manipulation and handling of LIBs due to the presence of residual stored energy [
37]. For this reason, automatic opening would be preferred over manual operations. However, the disassembly of the LIBs is typically manual. In 2020, [
38] proposed a procedure for the disassembly of LIBs obtained from an electric vehicle. The research focused on the recovery of the pure cathodic black mass waste stream for further hydrometallurgical extraction of the transition metal components in the batteries. The disassembly procedure starts with the charge check, aiming to ensure a zero state of charge. The authors manually open the battery shell with a ceramic scalpel and separate the elements in the battery, i.e., anode, cathode, and other materials. Then, the elements are washed in separated containers and transferred to further recovery processes. No information is presently available regarding the efforts, skills, and competencies required for the disassembly of the LIBs. Other studies propose innovative technologies for the automatic disassembly of the waste LIBs. In 2014, [
39] proposed the use of an industrial robot for the automatic disassembly and recycling of LIBs. The robot disassembles the cells in the batteries and separates the components with no need for human intervention [
39]. Automatic disassembly is suggested to be the safest methodology for LIB disassembly. However, the process that makes the recycling of the large quantities of waste LIBs that could exist in the future economically and ecologically sustainable has yet to be discovered, and, therefore, responsible reuse remains the key to exploiting the existing devices until their real
end-of-life.
3. Materials and Methods
This paper reports the results of an experimental study conducted in the laboratory of the Department of Engineering “Enzo Ferrari” of the University of Modena and Reggio Emilia, in Modena (Italy). The study was conducted between October and December 2021. The aim is to identify a simple, safe, and repeatable procedure to open the external plastic shells of LIBs and separate the lithium-ion cells from the other elements in the LIBs. The need to define simple operations is due to the aim to integrate disadvantaged people in the disassembly process. The support of a technician with multiple years of experience with machine tools and manufacturing operations is necessary in this phase of the project because of the need to identify the skills and the equipment required for manual operations. The disassembly procedure proposed in this section recalls the physical processes proposed in recent studies on the recycling of LIBs, which was introduced in
Section 2 of this paper [
36,
37,
38,
39]. The procedure consists of four main phases: selection and sorting of the waste LIBs, disassembly, isolation of the individual lithium-ion cells, and discharge testing. Observations and interviews with the technician allow the collection of information about the physical efforts and skills required in each phase. Physical efforts and mental workload are investigated with the use of the Borg Scale and the Instantaneous Self-Assessment of Workload (ISA) method, as suggested in [
40]. During the interviews, the technician is invited to share the perceived exertion for the manual task on a 6 (no exertion at all) to 20 (maximum exertion) rating scale [
41]. Practitioners commonly agree that scores between 12 and 14 suggest a moderate level of intensity. The technician also rates the mental workload on a 1 (low) to 5 (high) scale, as prescribed by the ISA method [
42].
3.1. Selection and Sorting of the Waste LIBs
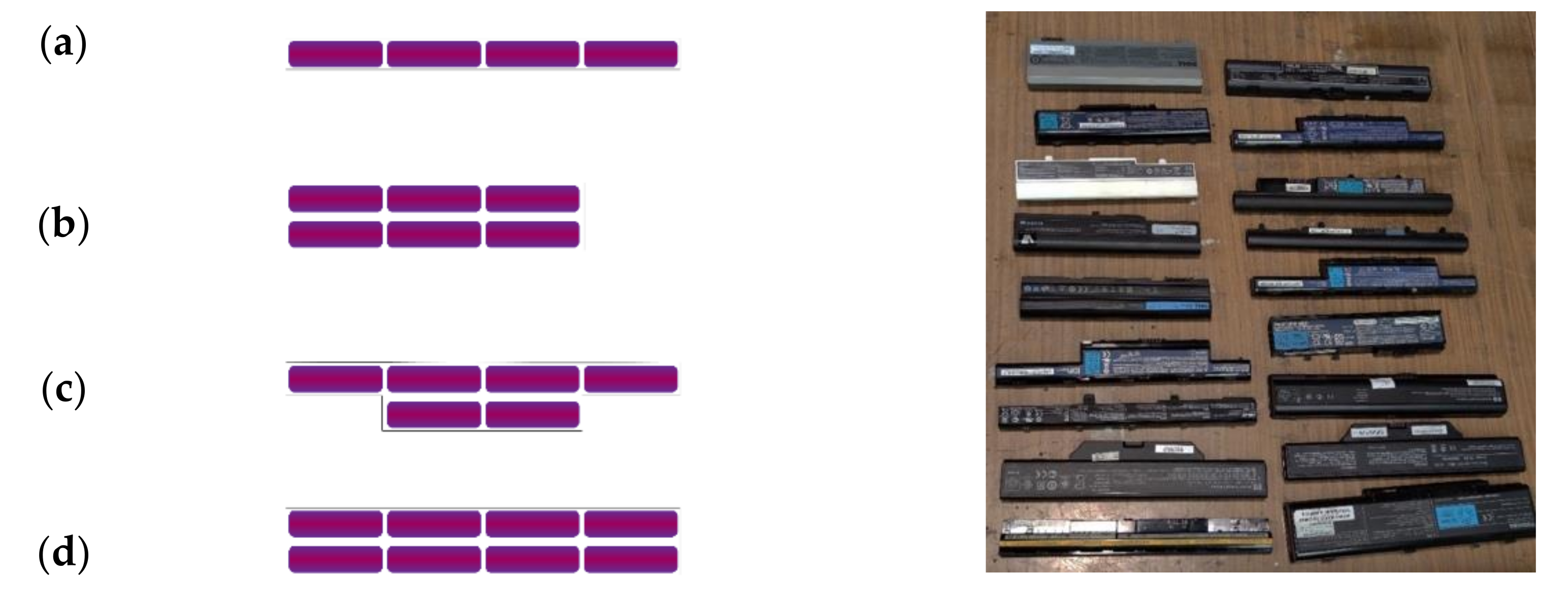
The first phase of the proposed procedure consists of selecting and sorting the end-of-life LIBs collected for the disassembly process. No information about the age and the duration of use of the batteries is available. Selection and sorting are necessary in advance of starting the disassembly process. Selection is based on the visual assessment of the LIBs, aiming to exclude the products with visible damage and cracks. In this study, 1300 lithium-ion cells are selected from a sample of waste batteries of different laptops from WEEE. All the cells in the batteries in this study are unitary cell type 18,650. This type of cell (nominal voltage of 3.7 V) is adopted in laptop batteries, cordless power tools, electric cars and scooters, e-bikes, and portable batteries. Different models and designs of laptops are available commercially. Aesthetic, technological, and ergonomics drivers address the design of commercial laptops. The high product variety is also reflected in the shapes and configurations of the battery packs supplied with the laptop. The laptop waste batteries in this study come from different manufacturers and models. Four main battery profiles have been selected and classified, as in
Figure 1, depending on the position of the ion cells inside the battery shell. The LIBs in this study are sorted according to the cell arrangements, as in
Figure 1.
3.2. Disassembly
This phase focuses on the operations required for opening the external plastic shells of the batteries selected in the previous step of the present procedure. Various methods with different degrees of invasiveness and destruction are investigated, aiming to identify the optimal opening processes for the external plastic shells that enclosed the cells. Different methods are adopted, depending on the battery features.
3.2.1. Manual Opening
A technician with multiple years of experience is involved in the experimental study, aiming to investigate the skills and equipment required for manual operations. Manual opening with no pliers or other tools is possible for battery types A, B, C, and D. During the experimental study, the technician exerts a separation force between the two components of the plastic shell. A manual twist is necessary for battery type C. Specifically, the technician clamps the battery in a vise, aligning the long axis of the battery with the vise main axis. The battery shell opens after applying a twisting and pushing movement to the compartment that contains the two aligned cells.
Battery types B and D are secured in a vise. The technician performs a two-step vise compression at the extremities of the battery shell. The two compression steps are intended to break the pins that hold the two parts of the shell together. Compression in the vise and separation with a screwdriver are performed on battery types A, B, and C. The procedure is similar to the previous one in the compression mode. At maximum compression, a split screwdriver (or chisel) is inserted into the hole between the two parts of the shell, and a twisting motion is applied to increase the gap and break the pins.
3.2.2. Automatic Milling
Automatic milling is performed with battery types B, C, and D, for which manual opening requires compression forces and strong efforts. In this study, a Misal X750 automatic milling machine with a 3 mm candle tip is adopted. Steps are performed at incremental depths to identify the correct cutting depth so that the coil opens without damaging the cells inside the shell. In the case of battery type C, the shell is stopped in a vise along the side on which the connector resides, and two supports are placed to prevent excessive vibrations and deformations during cutting operations as shown in
Figure 2.
3.3. Isolation of the Individual Lithium-Ion Cells
This phase aims to isolate the cells from the rest of the circuit and electrical components. The first approach is a manual separation with no tools, in which the circuit is separated from the cells by simple manual traction. Tools are necessary for the following operations. Initially, the circuit is separated from the cells by applying a tensile force with sharp-ended pliers to the junction track welded to the cell, keeping the latter still manually. To obtain a cleaner electrode surface, the test is repeated by applying a twisting movement on the joining track near the shell weld. The cell is held still manually.
3.4. Discharge Testing
Among the 1300 cells in the sample, 349 show signs of corrosion on the electrodes, abrasion on the outer protective layer, or swelling. Such batteries are discarded after the visual inspection. The remaining 951 cells are discharged through an ad hoc product circuit consisting of a housing slot for the cell, a voltmeter, an 8.2 Ohm electrical resistance, and an LED light as shown in
Figure 3.
The discharge reduces the amount of metallic lithium, minimizing the risk of explosions during the manipulation of the LIBs [
37]. The circuit in
Figure 3 was designed with the aim of disconnecting the connection with the battery once the minimum voltage of 2.7 V was reached. This disconnection causes the LED light to go out. The signal reveals that it is possible to remove the battery. Therefore, the cells are discharged once the voltage is reached. Once uncharged, the cells are numbered and inserted in a MiBoxer C8 Smart Charger charging device, as required in the ISO 18243: 2020 [
43]. The discharge testing aims at verifying the following parameters for each cell: the charge capacity of the cell is greater than or equal to 1800 mAh; charging time does not exceed six hours; the starting charge percentage is zero; the cell does not overheat during charging. The test is conducted with three identical devices, each having eight housing slots and relative displays to report the percentage of charge, charging time, internal resistance, and cell capacity. In addition to the data obtained from the device, information is collected on the possible overheating of the cells during charging.
5. Discussion
Most of the methods proposed for the opening of the battery shells are effective with at least one of the battery types investigated in this study. Manual opening operations are easy, effortless, and safe in the case of battery type A. The manual opening of battery types B, C, and D requires strong efforts and sharp tools, i.e., the technician reported a Borg score of 17 for this activity. Milling is the most responsive method and least influenced by the features of the battery. Such methodology partially requires the action of the operator and therefore is also suitable for general personnel after a brief period of training. The required operations consist in positioning the laptop battery in the vise inside the milling machine and starting the preconfigured cutting program. The disassembly of the internal circuits and cells consists in disconnecting the junction tracks by rolling these around sharp-ended pliers to minimize the residue in correspondence with the electrode. This is a delicate process that cannot be standardized, as the batteries are characterized by discrete dispersion of circuits. The disassembly operations must be performed with adequate attention to avoid compromising the electrode, i.e., the technician reported a moderate mental workload for this activity (ISA score 2.5). Ceramic tools are preferred over metallic tools due to the risk of electrical discharge. Personal protective equipment such as gloves and glasses are required during these phases. The disassembly operations require proper training and full physical and mental capacities. Hence, workers with strong physical, psychological, sensory, or intellectual limitations should not perform the manual disassembly operations required to separate the lithium-ion cells. The main constraint for the design of the disassembly line is the simplicity of the operations, which should require minimum technical and economic efforts [
44]. The process operations should also ensure safe work conditions for all the personnel, including disadvantaged people with no technical skills and competencies. In this context, risk assessments should foresee which disabilities are compatible with the assessed workplaces, ensuring that workers with disabilities are not at a higher risk than other workers [
32].
The results of the discharge testing reveal that about 40% of the cells in the sample of this study satisfy the testing requirements and, therefore, would be used to produce second-life LIBs for e-bikes and cargo bikes. These findings are promising, considering the non-targeted origin of the waste LIBs investigated in this study. The experimental study provides the input data for the preliminary design and balancing of the disassembly line proposed in the following sub-sections of this paper. The output products of the disassembly process, i.e., the cells that meet the requirements of the discharge testing, will be the inputs of the assembly line that will be designed to produce second-life LIBs for pedal-assisted bicycles. This study focuses on the first part of the process, i.e., the balancing of the disassembly line for the recovery of the cells from the waste LIBs. Such cells are collected in commercial boxes designed for batteries and other electric devices. A charging capacity of 15,000 mAh and a nominal voltage of 36 V are the target specifications that guarantee a range of 45 km for the safe transport of a total load of 180 kg. Each box is accompanied by a document certifying the capacity of the individual cells and, in the case of transport to external structures for subsequent processing, the identification coupon of the box content and the potential risks, as required by ADR regulations [
45,
46]. The size of the box is defined considering the volume of each cell in the simplified hypothesis of parallelepiped shape with one side equal to the diameter of the cell. The volume of each cell in the box is 0.021 L. A simple decomposition into prime factors is performed on the total cells to define their optimal distribution in the box. The result is a type 2-5-7 distribution. Following this configuration, the box is 12.6 × 9 × 13 cm, with a total volume of 1.47 l. Each box contains up to 70 cells recovered from laptop batteries. The final battery pack in the box consists of seven parallel groups of ten cells in series.
5.1. Design of the Disassembly Line
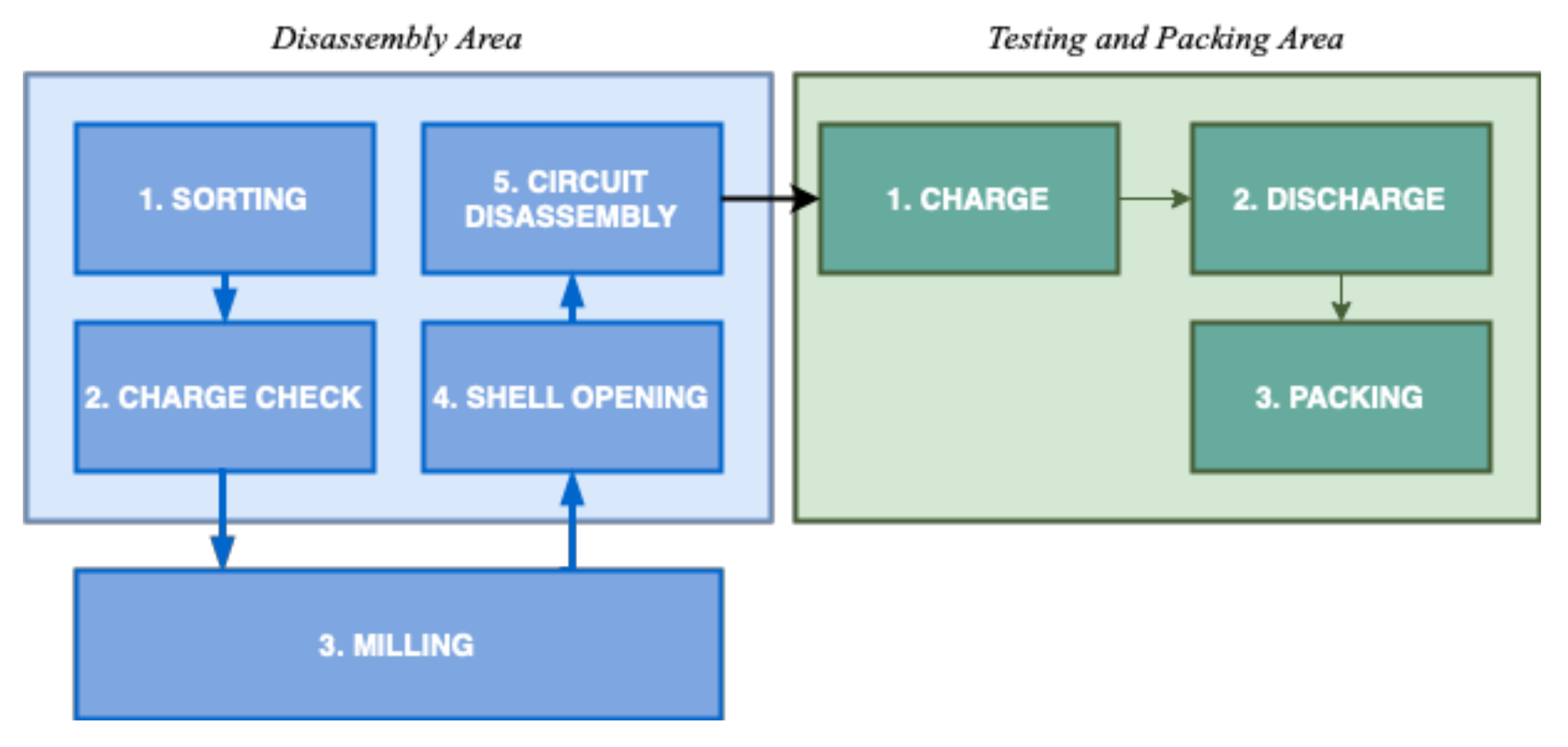
The disassembly line consists of two work areas. The first is defined as the “disassembly area”. The workers in this area disassemble the waste LIBs and prepare the cells for discharge testing (
Figure 4). The latter is the “testing and packaging area”, where the cells are tested and placed in specific boxes, as described in the first part of this Section.
The disassembly area consists of five workstations. The waste LIBs reach the first workstation, where the workers sort the batteries by shape, for automatic milling. Then, the batteries reach the second workstation, where the charge check is performed to ensure that the voltage of each battery is lower than 18 V. Higher voltages may compromise the safety of the operators who are required to handle the batteries during the next phases of the disassembly process. Automatic milling is performed in the third workstation, where the workers set the parameters of the milling machine according to the shape of the LIBs. In the fourth workstation, the workers open the external plastic shells of the LIBs. Finally, the circuit disassembly is performed in the fifth workstation, where the workers separate the circuit and the cells in the opened plastic shell. Visual screening is required in this workstation to remove the cells with visible defects. Next, the cells reach the second work area.
The testing and packing area consists of three workstations. The workers in the first workstation charge the cells, checking that the elements do not overheat. Then, the actual residual capacity of the cells is checked in the discharge workstation, where the workers perform the discharge testing and discard the cells with a charge capacity lower than 1800 mAh. Finally, the workers in the packing workstation position the remaining cells in specific boxes with a capacity of 70 elements.
5.2. Disassembly Line Balancing and Production Rate
The production model proposed in this Section refers to the technologically linked production process model. Each activity is preparatory to the next one and it is not possible to change the order of the workstations. At an operational level, the work areas correspond to two separated worktables on which the workstations used for each activity are delimited, as shown in
Figure 5. Automatic milling is performed at the milling machine, which is positioned close to the worktable in the disassembly area.
Data from the experimental study in
Section 4 are used to analyze the production rate for each workstation.
Table 3 shows that the bottleneck of the proposed disassembly line, i.e., the workstation with the lower production rate, is the milling workstation in the disassembly area.
The automatic milling of each LIB requires about 20 min. In this study, the milling workstation limits the production flow to a maximum of 3.3 LIBs per hour (
Table 3). The results of the experimental study conducted in the laboratory revealed that a non-integer average number of LIBs was discarded due to overheating, visible defects, or low charge capacity. Hence, the production rate of the milling workstation is approximated to its lower integer value, i.e., 3.3 LIBs per hour. This assumption implies that some healthy LIBs are excluded from the analysis. However, potential inefficiencies due to human factors and other process contingencies balance the proposed assumption.
The proposed scenario considers a work schedule of 5–8-h work shifts per week. Workers are employed in the disassembly line 40 weeks per year, for a total of 200 work-shifts per year. Assuming a production rate of 0.8 boxes (56 cells) per work shift, the yearly production rate is 160 boxes (11,200 cells). The worker at the busiest workstation works the whole 8-h work shift (480 min). The number of work shifts required to meet the production rate is the ratio between the time required to complete the production demand at the busiest workstation and the net duration of the work shift. The rate between the number of hours required to complete the operations in each workstation and the number of work shifts required at the busiest workstation defines the net duration of the work shift for additional workers.
Table 4 summarizes such data. Given the results in
Section 3 and considering an overall working hour utilization of 273%, the proposed disassembly line requires a minimum of three workers.
The proposed scenario implies high flexibility, versatility, and opportunities for personnel differentiation. However, the work activities can be assigned to the workers according to three different types of employment and require different technical skills and levels of capability. For example, Worker 3 could deal with single handling activities and simple operations, like the ones required for the discharge testing. No technical competencies or specific skills are necessary to perform such activities. Hence, Worker 3 could have physical, psychological, sensory, or intellectual limitations. Worker 2 could perform the milling operations at the milling workstation and the operations required for shell opening and the circuit disassembly in the disassembly area. Technical skills and full physical capabilities are required to perform such operations. Worker 1 would perform the remaining activities. The proposed solution allows high specialization of the workers, which hopefully will be reflected in increased performance as the reduction of the time required to perform the manual operations. However, the training of disadvantaged people requires heavy emphasis on preventive measures. Work procedure, risk control measures, and work equipment must consider the individual abilities and limitations of the workers with disabilities. The leading principle for prevention is to fit the job to the worker, and not the worker to the job [
47]. Employers and trainers should discuss the preventive measures and the training methodologies with the disabled worker and continuously assess the effectiveness of learning [
32].
Manual handling of LIBs can expose the workers to unsafe conditions and health risk factors. LIBs can be extremely flammable if overcharged, not properly charged, or mechanically damaged, i.e., LIBs represent a serious risk of fire to the waste industry [
48]. For these reasons, the time between the collection of the waste LIBs from the consumers to the handling in the disassembly line should be monitored and high enough to ensure that the residual charge of the LIBs is minimal. The results in
Section 3 show that the residual charge of waste LIBs in this study was extremely limited. Moreover, the charge check performed at the second workstation in the disassembly area ensures that the LIBs with significant residual charges are discarded. Finally, the suitability and residual capacity tests carried out on a sample of 1300 lithium-ion cells were crucial for determining the material flows and for sizing and balancing the disassembly line. The cell charge test showed a suitability rate of about 40% of the cells in this study, with an average charge capacity of 2146 mAh. Based on the data obtained from the experimental study, the proposed disassembly line model includes the opening of the batteries by automatic milling. Although more standardizable, it is a process that requires very long setup and processing times compared to the other manual operations in the proposed disassembly line. With an opening capacity of about 3 LIBs on an hourly scale, the milling workstation is the “bottleneck” of production and, therefore, sets the benchmark for the balancing of material flows with three workers and an annual production of 160 boxes, or battery packs consisting of 70 recovered cells.
The findings in this paper are the launching base for future analysis, optimizations, and innovations in the research on the reuse of waste LIBs and the inclusion of workers with disabilities in the recovery processes. The next phases of this research will see the implementation of the disassembly line proposed in this paper in a second experimental study to optimize the disassembly process. A more automated approach could be useful to optimize human resources for further safer and more standardized activities. The design of an artificial intelligence device capable of picking up, blocking, and carving laptop batteries in a fully automated way will be investigated. Then, the project activities will focus on the use of the disassembled cells to produce new battery packs for pedal-assisted bicycles, and on the design and assembly of the pedal-assisted bicycles. Disadvantaged people as workers with disabilities will be involved in all the production phases of the new battery packs and pedal-assisted bicycles. However, no workers with disabilities were involved in the experimental study in this paper because of the lack of information about the safety of the operations required to disassemble the LIBs. This was the main limitation of this research. The direct involvement of workers with physical, psychological, sensory, or intellectual limitations, as well as people experiencing communication difficulties, could expose them to safety and health risks. A further limitation is due to the characteristics of the sample of LIBs analyzed in this study. The assumption behind the design of the proposed disassembly line is the supply capacity of the battery collection system, which is supposed to be unlimited. Finally, the LIBs in this study are from WEEE collected in 2021. The characteristics of the waste LIBs may change in the coming years due to the variation of the electronic and electric equipment that will enter the waste streams. Hence, disassembly operations and equipment will have to meet the characteristics of such waste products.
6. Conclusions
In this research, the main steps for the processing of Lithium-Ion Batteries (LIBs) from waste electronic and electric equipment have been investigated and tested, aiming to extract lithium-ion cells that comply with safety and performance standards for future reuse. Various methods have been tested for opening the batteries; however, the ease of standardization of operations has marked a fundamental criterion for the choice of milling as the main technique for the disassembly of the waste batteries in the proposed disassembly line. In this study, the standardization of operations was fundamental to reducing the risk of accidents, especially in the case of workers with disabilities. Statistics on occupational accidents show that workers with disabilities are associated with high rates of occupational accidents, which are mainly due to human or organizational errors [
32]. Furthermore, the needs of workers with disabilities should be considered at the design and planning stage, rather than waiting for a disabled worker to be employed and then having to make changes [
47]. Hence, the proposed disassembly line identifies a set of standard and simple operations that workers with different technical backgrounds and in disadvantaged conditions, with disabilities or social integration problems, can perform safely and efficiently. Furthermore, the study of the separation of the cells from the circuit was guided by the search for the methodology that would restore the higher quality of the surface of the cell electrodes found in the disconnection of the junction track by rolling it on the end of pliers.
Finally, the findings in this paper are the preliminary results of a circular-economy project, i.e., the VeloModena 2.0 Project, on the recovery and reuse of waste LIBs. The ultimate aim of the project is to provide an overview of the importance of the re-use of Lithium-Ion Batteries (LIBs) and their social, environmental, and political impact on a national and global level. Multiple small and micro entities are involved in the project activities. The key to understanding the entire study is to exploit the capillarity of local entities to visualize the strong potential of the circular economy in the global market of waste lithium-ion batteries. In this context, the VeloModena 2.0 Project creates a synergetic network of industrial and social entities under the umbrella of a sustainable circular economy.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}