
Study on the Optimization of Proportion of Fly Ash-Based Solid Waste Filling Material with Low Cost and High Reliability


Abstract
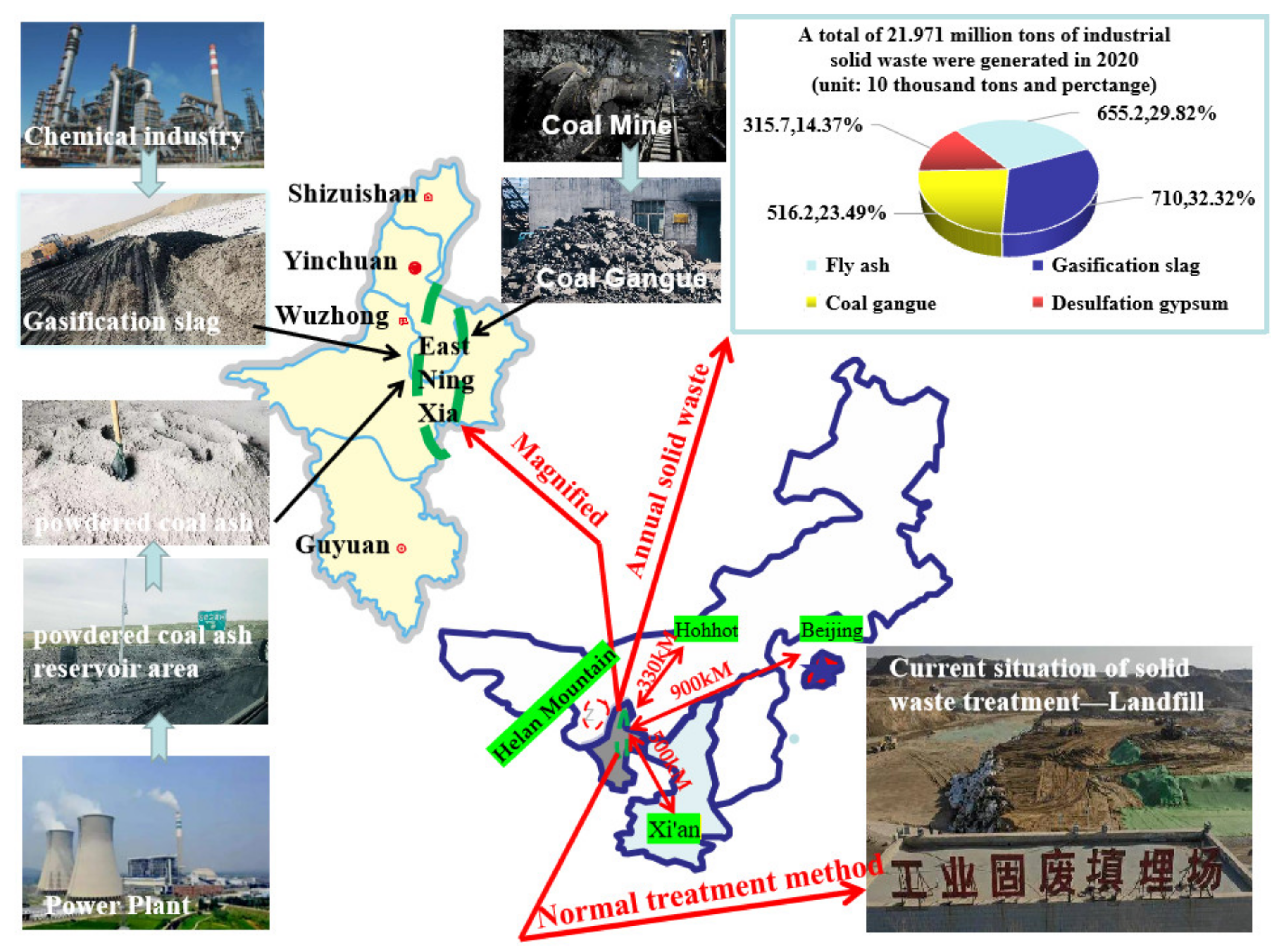
:1. Introduction
2. Analysis on Physical Properties of Solid Waste Filling Material and Experiment Plan Design
2.1. Raw Materials and Their Physical Properties
2.1.1. Fly Ash
2.1.2. Gasification Slag
2.1.3. Coal Gangue
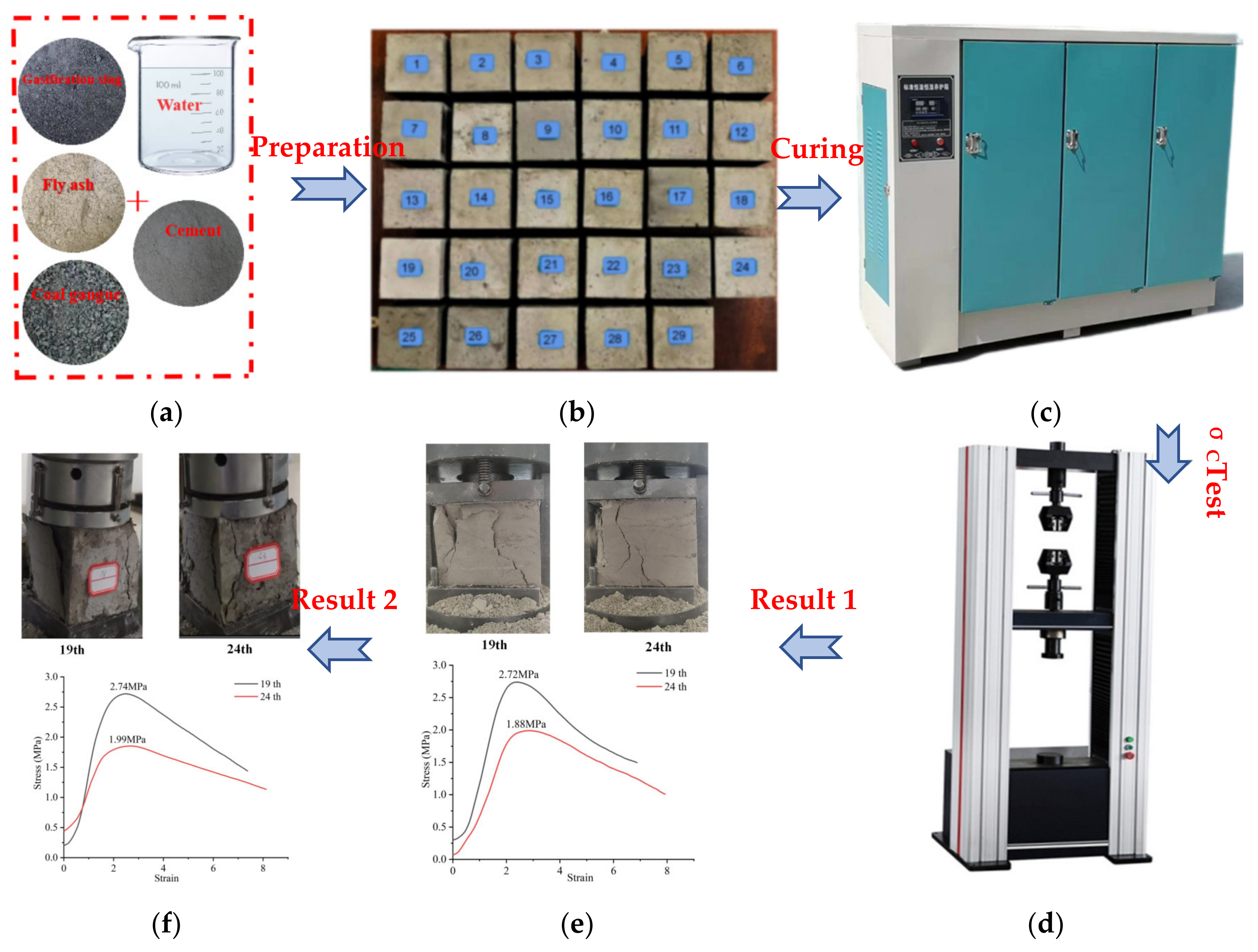
2.2. Proportion Optimization Experiment Plan
3. Analysis of Experimental Results Based on Response Surface Methodology
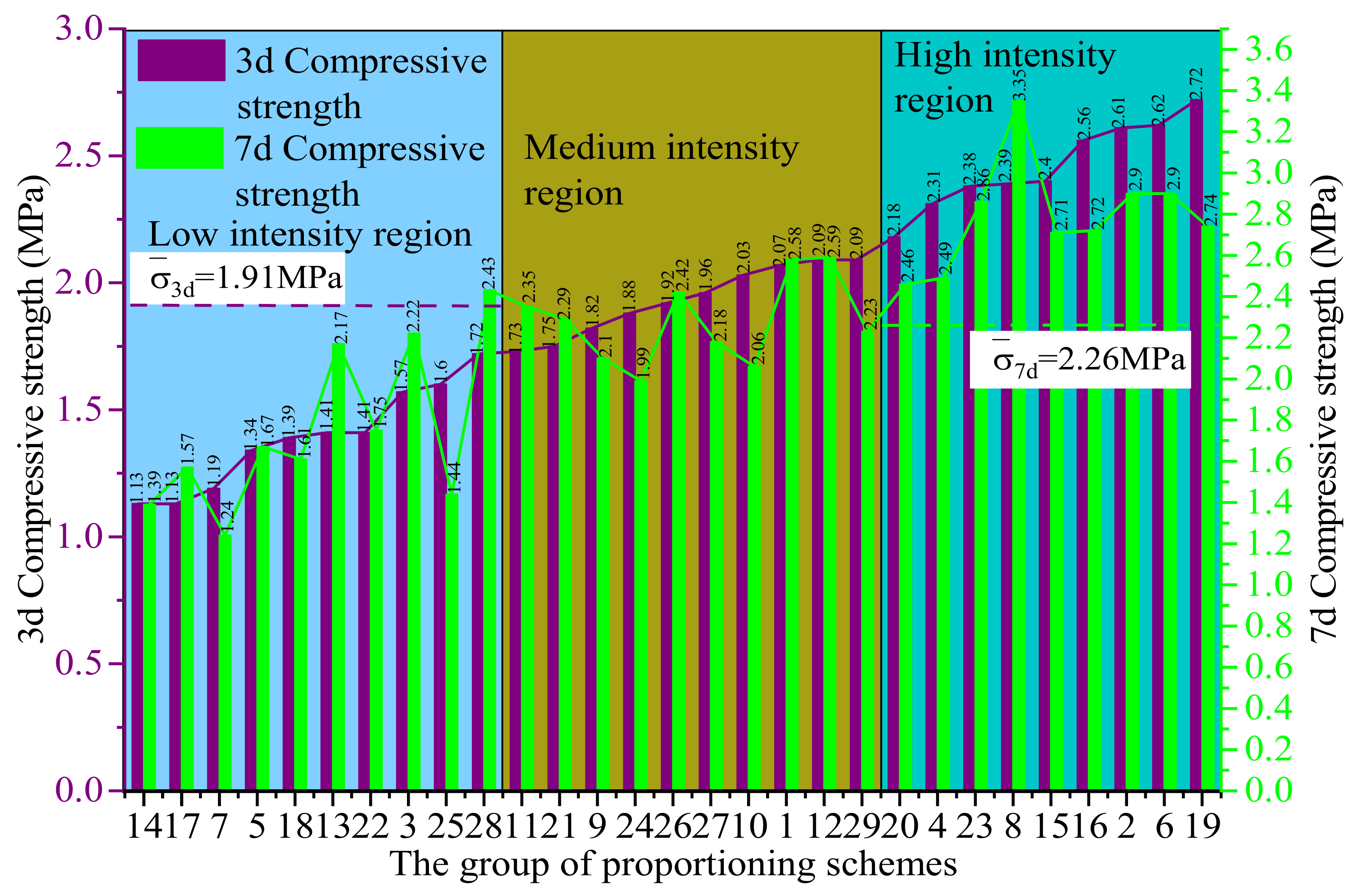
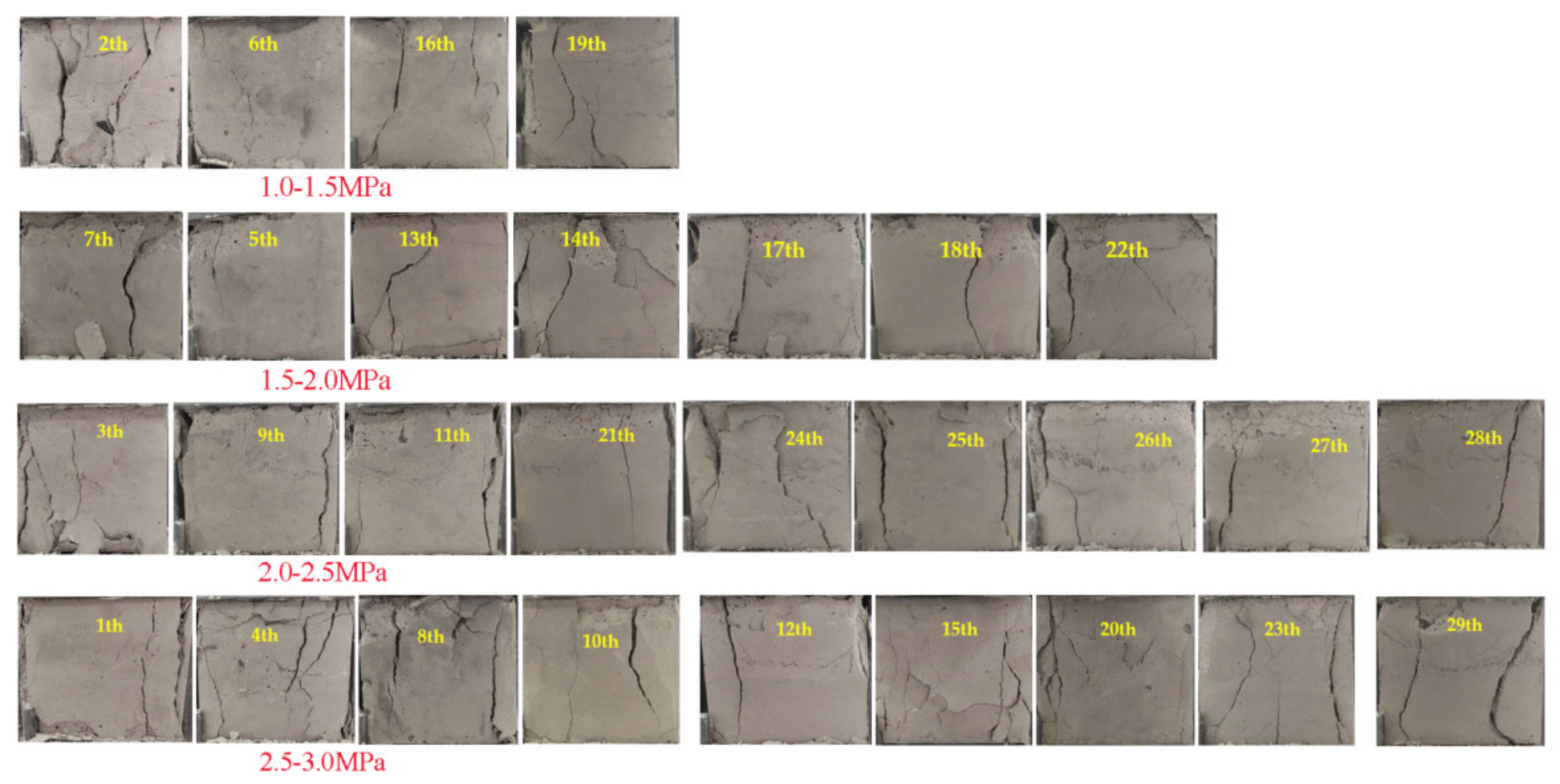
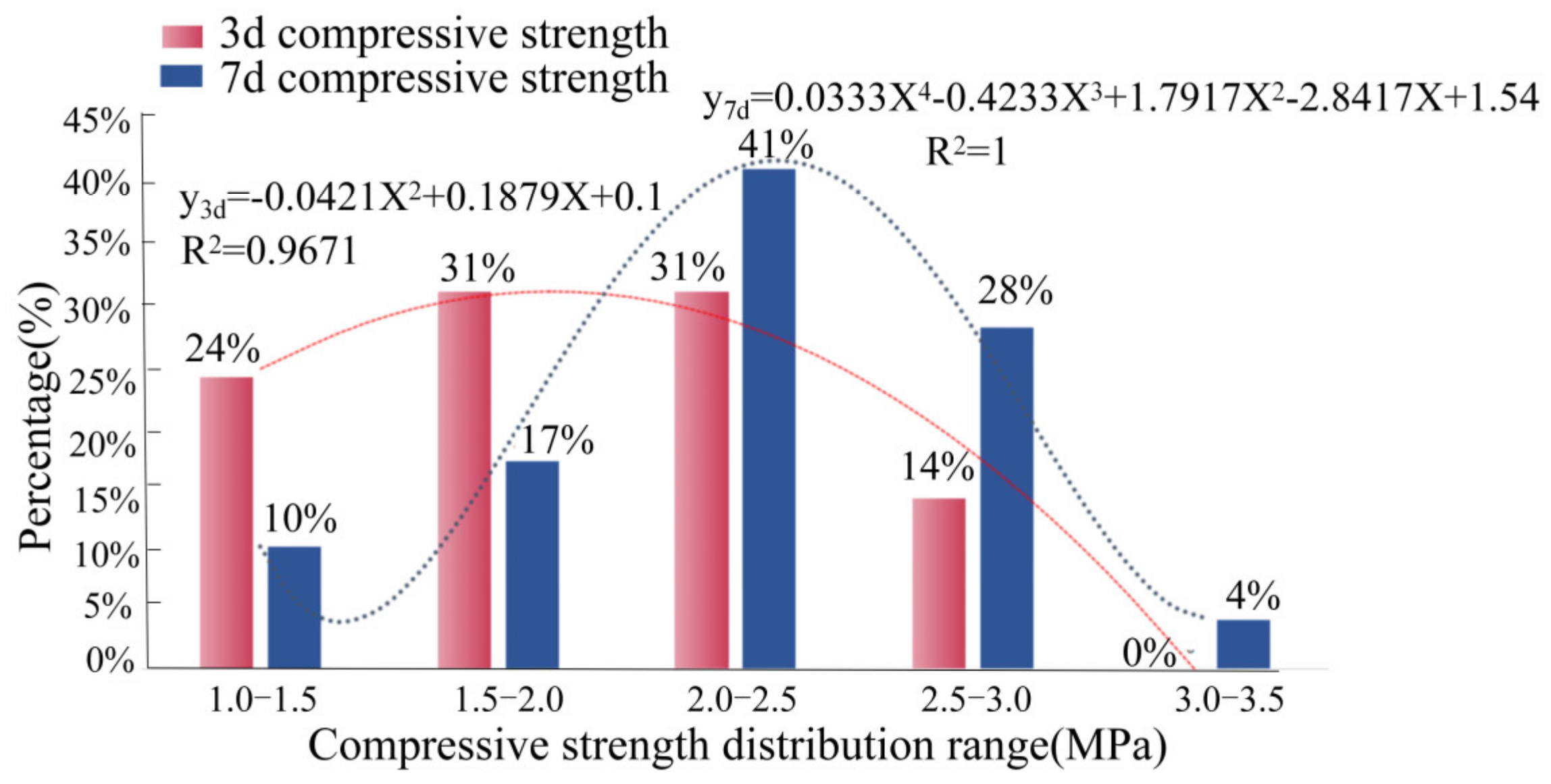
3.1. Early Strength Analysis of Filling Material
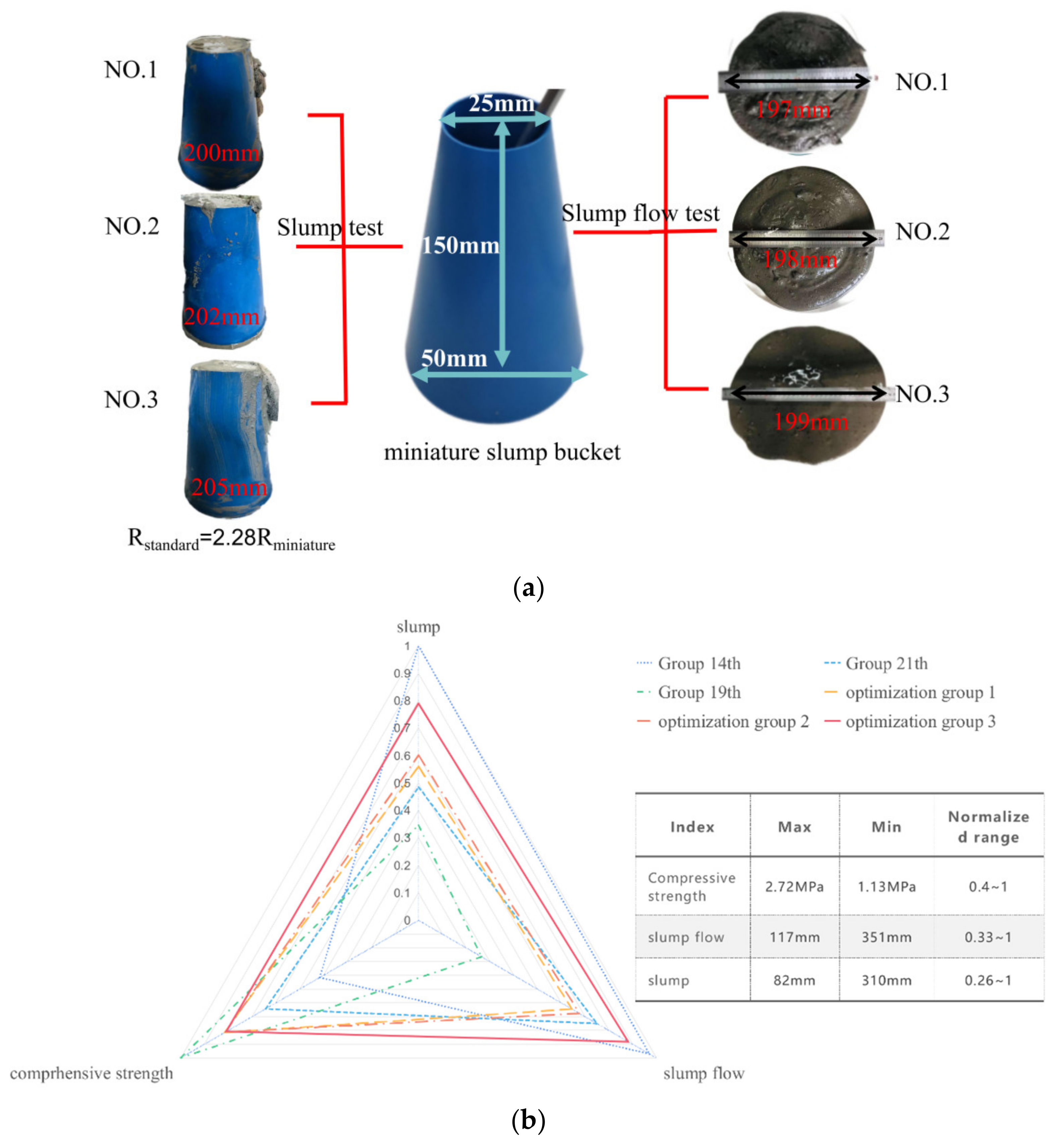
3.2. Analysis of Optimal Mix Proportion of Filling Materials Based on Low Cost and High Reliability
4. Multiple Factors Affect the Results and Discussion
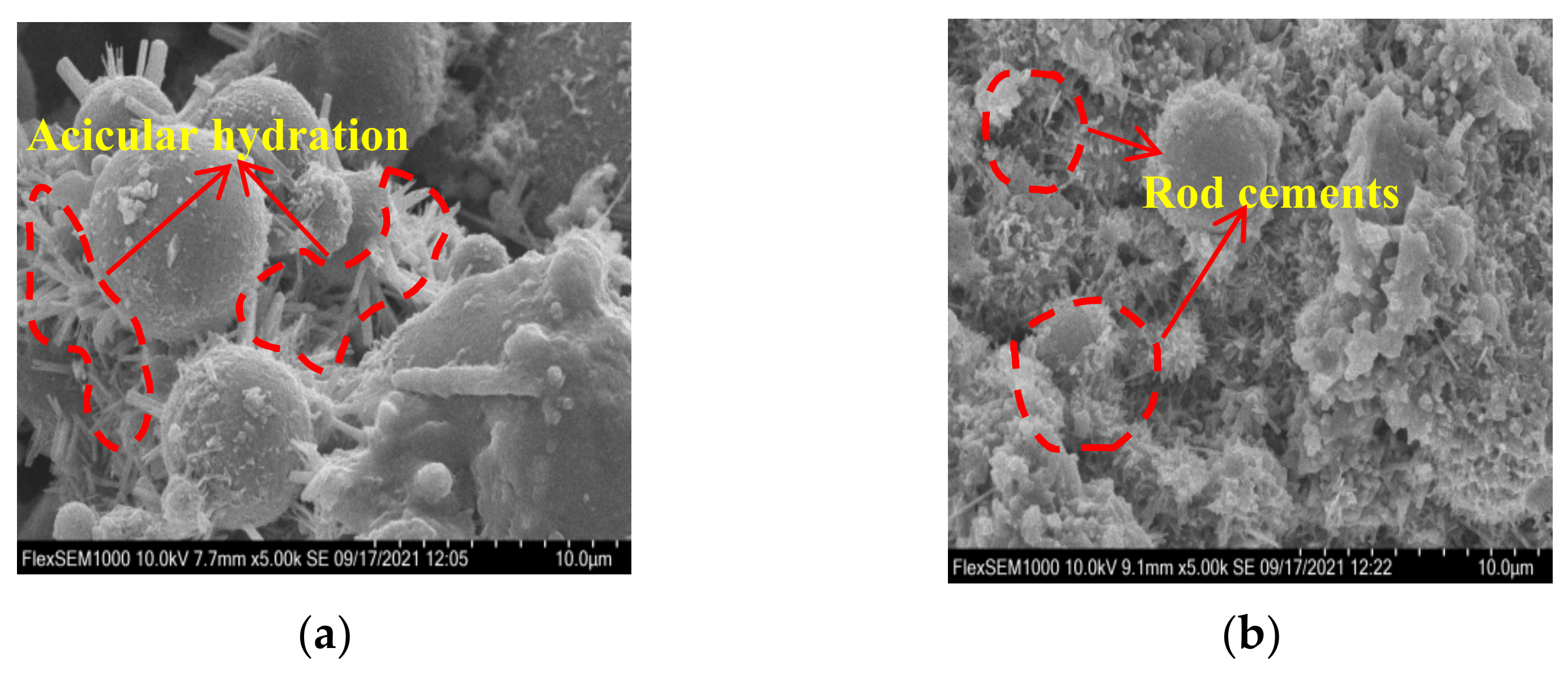
4.1. Discussion
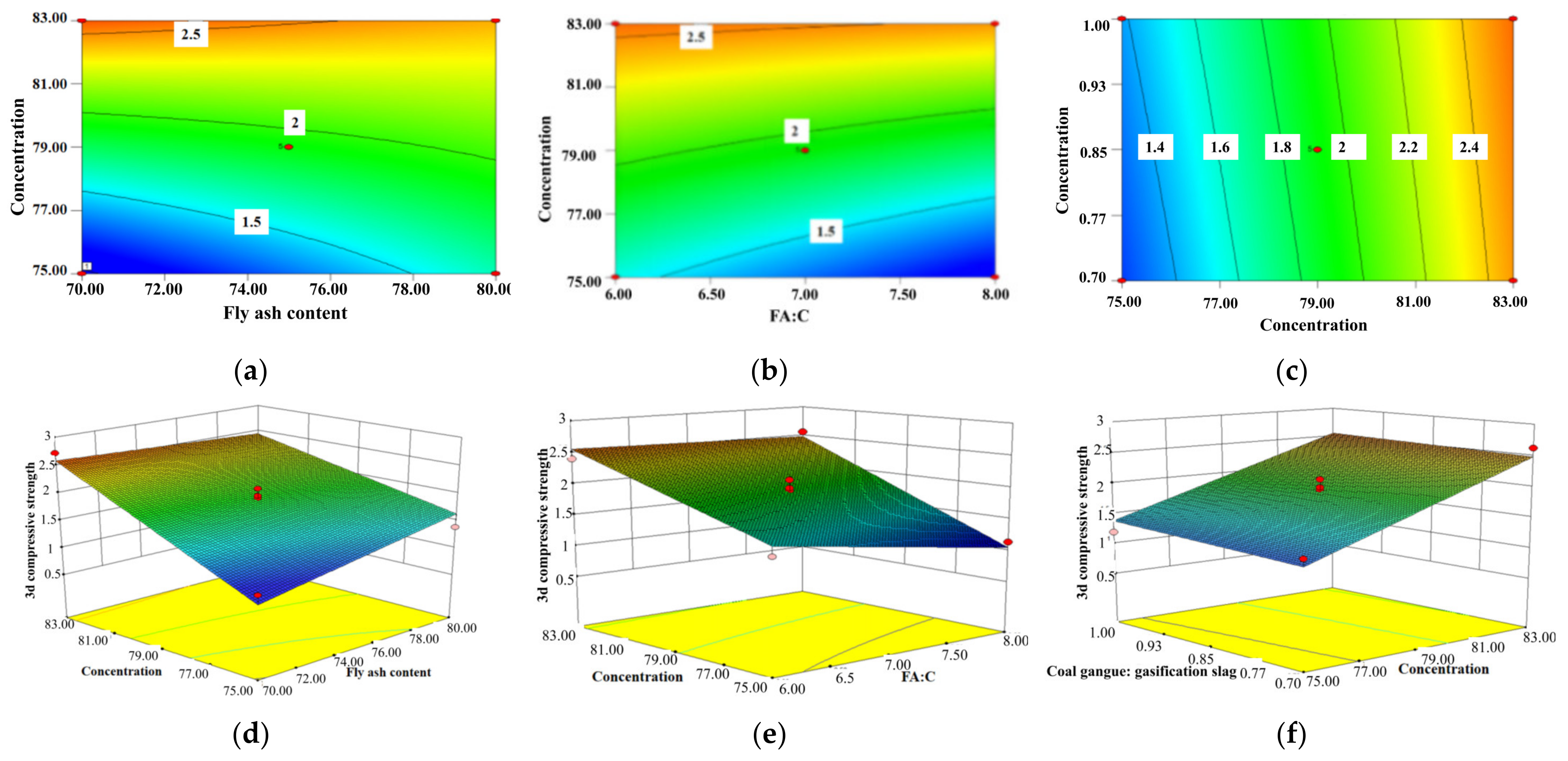
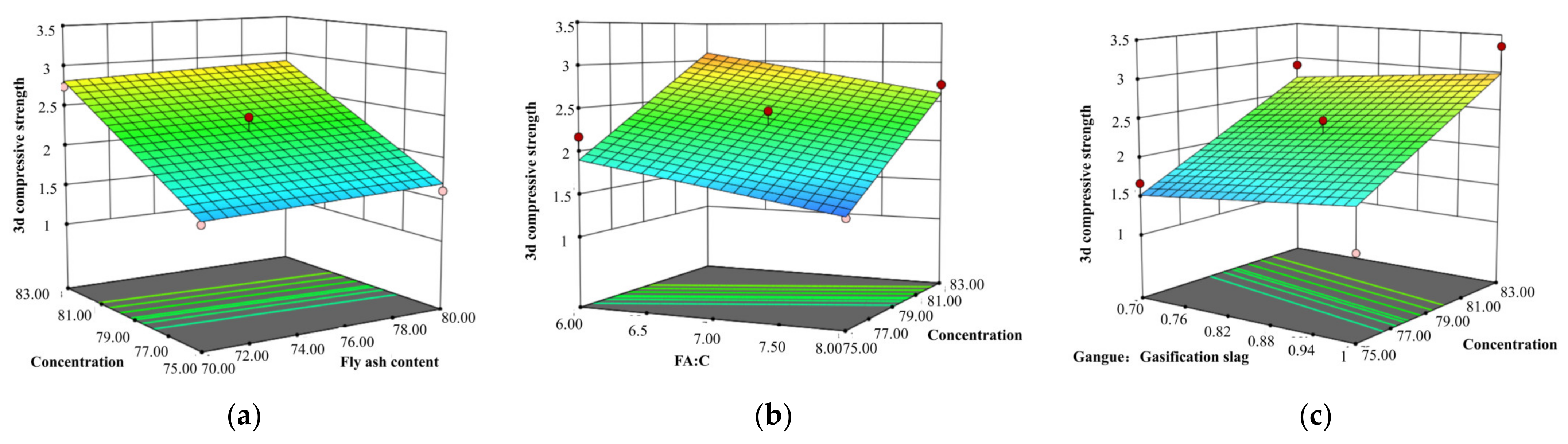
4.2. Analysis of Influencing Factors under Response Surface Methodology
5. Conclusions
- (1)
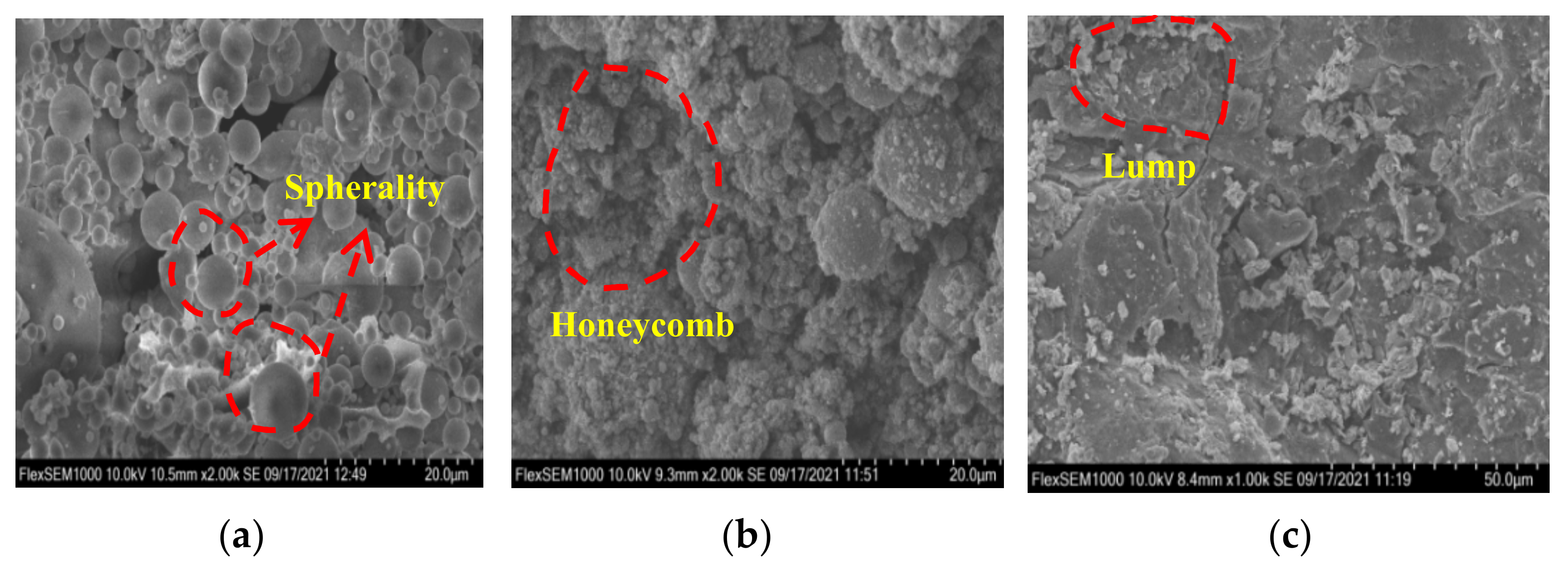
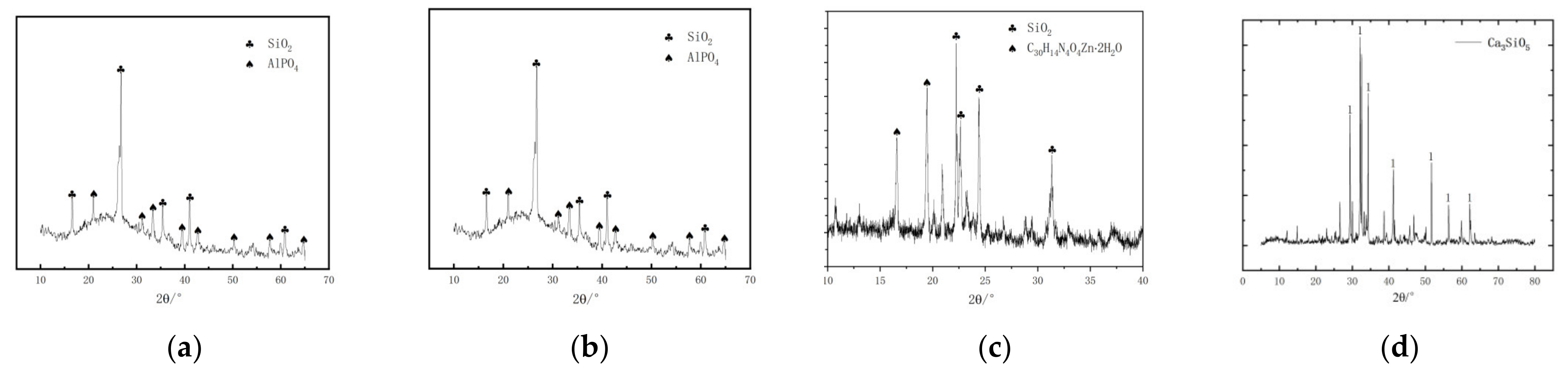
- The particle size distribution of the main components was studied. The particle size distribution of fly ash and cement was below 100 µm, accounting for 79% of the crushed coal gangue below 8 mm. The application showed that the coal gangue was massive. The main component of fly ash was quartz, which was spherical. The gasification residue contained toxic lead arsenate in the form of honeycomb. The economic value was estimated. The crushing cost of coal gangue was increased by at least RMB 50 per ton.
- (2)
- Further, 29 groups of experimental schemes were designed, and the filling proportion scheme and parameters with low cost and high reliability were optimized. Using the normalization method and radar visualization, the mix proportion was further analyzed to verify the reliability of the optimization results. The optimal proportioning parameters were obtained. The fly ash content in solids was 79%, the solid mass concentration was 78%, FA:C was 6:1, and coal gangue:gasification slag was 1:1.
- (3)
- The influence laws of strength and various factors were analyzed, and the significance ranking of various factors was obtained. The effect of mass concentration on compressive strength and fluidity was significant. High-strength and low-fluidity filling materials were controlled to have high concentration and high FA:C. Low-strength and high-fluidity filling materials were controlled to have low concentration and low FA:C. High-strength and high-fluidity materials were controlled to have medium concentration.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Qian, M.G.; Xu, J.L.; Miao, X.X. Coal mine green mining technology. J. China Univ. Min. Technol. 2003, 32, 343–348. [Google Scholar]
- Wang, L.; Yu, Y.; Ren, H.B.; Liang, X.F. How to get out of the embarrassment of “buried and buried” with the accumulation of over 60 billion tons of industrial solid waste. Resour. Regen. 2020, 40–42. Available online: https://www.sohu.com/a/477984877_121123735 (accessed on 4 May 2022).
- Wang, J.S.; Li, J.; Chen, B.X.; Fu, Z.Q.; Zhang, Z.L. Ecological Risk Assessment of Coal Industry in the Energy and Chemical Base of Eastern NingXia. Resour. Sci. 2013, 35, 2011–2016. [Google Scholar]
- Wei, T.; Wu, L.X. Restrictive Factors and Development Suggestions for the Development of Modern Coal Chemical Industry in NingXia. Coal Econ. Res. 2021, 41, 65–69. [Google Scholar]
- Li, J. “The Development of the Golden Triangle” of Energy and Chemical Industry Have Been Upgraded to a National Strategy. NingXia Dly. 2019. Available online: http://www.ocn.com.cn/free/201009/huagong150940.htm (accessed on 4 May 2022).
- Han, X.Y.; Liu, R.A. Research on Comprehensive Utilization, Storage and Disposal Countermeasures of Industrial Solid Waste in East NingXia Base. Resour. Conserv. Environ. Prot. 2015, 2015, 66–67. [Google Scholar]
- Li, J.; Wang, J. Comprehensive utilization and environmental risks of coal gangue: A review. J. Clean. Prod. 2019, 239, 117946. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, X.L.; Li, S.G.; Liu, C.; Xue, J.H. Proportion optimization of modified lye for treating hydrogen sulfide in the coal mine based on response surface method. J. China Coal Soc. 2020, 45, 2926–2932. [Google Scholar]
- Zhu, D.F.; Tu, S.H.; Yuan, Y. 3D DEM method for compaction and breakage characteristics simulation of broken rock mass in goaf. Acta Geotech. 2021. Available online: https://www.cnki.com.cn/Article/CJFDTotal-YTLX201803034.htm (accessed on 4 May 2022).
- Tang, Y.; Zhang, L.; Lu, H. Experimental study on optimization of coal-based solid waste preparation filling material ratio. J. Min. Sci. 2019, 4, 327–336. [Google Scholar]
- Li, L. Research on Energy Consumption and Tooth Plate Structure Parameters of Jaw Crusher; Central South University: Changsha, China, 2009. [Google Scholar]
- GB/T 50123—2019; Geotechnical Test Method Standard. Chinese Standard: Beijing, China, 2019.
- Huo, X.; Lu, C. Influence of Portland Cement Mineral Composition and Fineness on Concrete Durability. People’s Yangtze River 2020, 51, 294–296. [Google Scholar]
- JGJ/T 70-2009; Standard for Basic Performance Test Method of Building Mortar. Chinese Standard: Beijing, China, 2009.
- Cui, Z.T.; Sun, H.H. Preparation and performance of coal gangue conglomerate-like filling material. J. China Coal Soc. 2010, 35, 896–899. [Google Scholar]
- Yan, P. The mechanism of fly ash in the hydration process of composite cementitious materials. J. Chin. Ceram. Soc. 2007, 167–171. Available online: https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CJFD&dbname=CJFD2007&filename=GXYB2007S1025&uniplatform=NZKPT&v=KwyYkQjFzYwbMxuNE-DcwYaIPCqQk4z9GgkWX0l3d4WEgPTrccAVbdT4_OoOZjV8 (accessed on 4 May 2022).
- Sun, Q.W.; Zhu, H.; Cui, Z.L. Study on Preparation and Performance of fly ash-Coal Gangue Based Cemented Filling Material. China Saf. Sci. J. 2012, 22, 74–80. [Google Scholar]
- Zhang, C.; Zhao, Y.; Han, P.; Bai, Q. Coal pillar failure analysis and instability evaluation methods: A short review and prospect. Eng. Fail. Anal. 2022, 138, 106344. [Google Scholar] [CrossRef]
- Liu, S.; Li, G.; Liu, G.; Wang, F.; Wang, J.; Qi, Z.; Yang, J. Optimization of slag-based solid waste cementitious material ratio based on response surface methodology. Silic. Bull. 2021, 40, 187–193. [Google Scholar]
- Hu, B.N. My country’s coal mine filling mining technology and its development trend. Coal Sci. Technol. 2012, 40, 1–5, 18. [Google Scholar]
- Wu, A.X.; Wang, Y.; Wang, H.J. Current Status and Trend of Paste Filling Technology. Met. Mine 2016, 1–9. Available online: https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CJFD&dbname=CJFDLAST2016&filename=JSKS201607002&uniplatform=NZKPT&v=WZAV0-oV9UAmGGpVjXyDEFfCTur-iuXGED_lrh-DhKDKRh7ElgEhuvAOIdt6Tfc7 (accessed on 4 May 2022).
- Li, L.; Zhang, S.; He, Q.; Hu, X.B. Application of Response Surface Method in Experimental Design and Optimization. Lab. Res. Explor. 2015, 34, 41–45. [Google Scholar]
- Ouattara, D.; Belem, T.; Mbonimpa, M.; Yahia, A. Effect of superplasticizers on the consistency and unconfined compressive strength of cemented paste backfills. Constr. Build. Mater. 2018, 181, 59–72. [Google Scholar] [CrossRef]
- Qiu, J.; Guo, Z.; Yang, L.; Jiang, H.; Zhao, Y. Effect of tailing fineness on flow, strength, ultrasonic and microstructure characteristics of cemented paste backfill. Constr. Build. Mater. 2020, 263, 120645. [Google Scholar] [CrossRef]
- Zhang, X.G.; Jiang, N.; Zhang, Y.H.; Jiang, X.Y.; Zhang, B.L. Experimental study on fly ash used as underground filling material. Met. Mine 2012, 135, 127–131. [Google Scholar]
- Wang, Y.Z. Experimental study on coal gangue fly ash used as underground filling material. Non-Ferr. Met. Eng. 2019, 10, 108–113. [Google Scholar]
- Hu, H.; Sun, H. Development of Mine Filling Technology and New Paste-like Filling Technology. China Min. 2001, 10, 49–52. [Google Scholar]
- Dou, Y.; Liu, F.; Zhang, W. Comparative analysis of response surface modeling methods. J. Eng. Des. 2007, 14, 359–363. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Gradient | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| (The amount of fly ash in the solid)/% | 70 | 75 | 80 |
| (FA:C, Mass of Fly ash:Mass of Cement) | 6:1 | 7:1 | 8:1 |
| (Solid mass fraction)/% | 75 | 79 | 83 |
| (Coal Gangue:Gasification slag) | 0.7:1 | 0.85:1 | 1:1 |
| No. | The Content of Fly Ash in the Solid/% | FA:C | Solid Mass Concentration/% | Coal Gangue: Gasification Slag/% | 3 d Compressive Strength (MPa) | 7 d Compressive Strength (MPa) |
|---|---|---|---|---|---|---|
| 1 | 79 | 6:1 | 79 | 1:1 | 2.22 | 2.67 |
| 2 | 78 | 6:1 | 79 | 1:1 | 2.21 | 2.65 |
| 3 | 79 | 6:1 | 78 | 1:1 | 2.20 | 2.64 |
| Model Source | Remark | ||
|---|---|---|---|
| Linea model | 0.7872 | 0.6798 | |
| 2FI model | 0.8243 | 0.4770 | |
| Modified model | 0.8208 | 0.6399 | Recommended |
| Quadratic model | 0.8484 | 0.2298 | |
| Cubic model | 0.9583 | −1.4975 |
| Source | Sum of Squares | Mean Square | F Value | p-Value |
|---|---|---|---|---|
| Model | 5.13 | 0.73 | 13.74 | <0.0001 |
| 0.21 | 0.21 | 3.85 | 0.0631 | |
| 0.26 | 0.26 | 4.84 | 0.0391 | |
| 4.42 | 4.42 | 82.81 | <0.0001 | |
| 0.04 | 0.04 | 0.74 | 0.3981 | |
| 0.16 | 0.16 | 3 | 0.0979 | |
| 0.048 | 0.048 | 0.91 | 0.3516 | |
| 1.60 × 10−3 | 1.60 × 10−3 | 0.03 | 0.8641 | |
| Residual | 1.12 | 0.053 | ||
| Lack of Fit | 0.97 | 0.057 | 1.48 | 0.3822 |
| Pure Error | 0.15 | 0.038 | ||
| Cor Total | 6.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, D.; Cao, T.; Yang, K.; Chen, R.; Li, C.; Qin, R. Study on the Optimization of Proportion of Fly Ash-Based Solid Waste Filling Material with Low Cost and High Reliability. Sustainability 2022, 14, 8530. https://doi.org/10.3390/su14148530
Chen D, Cao T, Yang K, Chen R, Li C, Qin R. Study on the Optimization of Proportion of Fly Ash-Based Solid Waste Filling Material with Low Cost and High Reliability. Sustainability. 2022; 14(14):8530. https://doi.org/10.3390/su14148530
Chicago/Turabian StyleChen, Denghong, Tianwei Cao, Ke Yang, Ran Chen, Chao Li, and Ruxiang Qin. 2022. "Study on the Optimization of Proportion of Fly Ash-Based Solid Waste Filling Material with Low Cost and High Reliability" Sustainability 14, no. 14: 8530. https://doi.org/10.3390/su14148530