Abstract
Effects of heating rate and temperature on thermal-pyrolytic yield of a plastic-waste mixture were studied in a semi-batch reactor. The temperature in the range of 380–460 °C and heating rates of 10, 19, and 28 °C/min were evaluated through an experimental multi-level design. The results show that higher temperatures or lower residence time reduce the yield of pyrolytic oil at the expense of increasing the yield of gaseous products. The maximum liquid yield was 69%, obtained at 410 °C and a heating rate of 10 °C/min. The composition of pyrolytic oil covers a wide range of hydrocarbons; thus, a fractionation is necessary before using it as fuel in internal combustion engines. The fractionation process yielded 21.12 wt% of light fraction (gasoline-like), 56.52 wt% of medium fraction (diesel-like), and 22.36 wt% of heavy fraction (heavy diesel-like). The light fraction has an octane index and caloric value within the range of the typical gasoline values. On the other hand, the cetane index and caloric value of the medium fraction meet the requirements of the standards for diesel.
1. Introduction
Plastic is a light, flexible, versatile, and cheap material, so it is used to manufacture countless products in all kinds of sectors (home, commerce, industry, agriculture, construction, automotive, etc.). However, the increase in the use of these products is causing the growing of plastic waste, together with its slow degradation, which represents a serious threat to the environment [1,2,3]. It is estimated that in Latin America and the Caribbean, 12% of urban solid waste is plastic, and despite the significant progress that has been made in waste management, the region still faces many challenges that require special attention, such as low rates of recovery of urban solid waste, which are less than 4% [4]. The correct disposal of waste together with the recycling process helps to reduce the pollution generated. In addition, it allows for revaluing the non-renewable resources. The ASTM D 5033 [5] and ASTM D 7209 [6] standards propose the reduction of waste, the recovery of resources, and the use of recycled polymeric materials and products using mechanical or thermal methods.
Plastic recycling has received a lot of attention and many techniques have been developed to improve it. Some of these procedures began to develop in the 1970s when some countries began to incinerate their plastic waste. Since then, there have been many advances in the way plastics are recycled, resulting in four types of recycling: primary, secondary, tertiary, and quaternary [7,8,9].
The primary recycling process is fundamentally the same for the different types of plastics. It consists of separating, cleaning, pelletizing, molding, injection molding, compression molding and, thermoforming. This process produces a high-quality raw material, similar to that of the original polymer. Secondary recycling differs from primary recycling only in that here there is no separation of the plastics to be recycled, so the products obtained have inferior properties to those of the original polymer. This method eliminates the need to separate and clean, and thus the mixed plastics (including foil caps, paper labels, powder, etc.), are ground and melted inside an extruder.
Tertiary recycling degrades the polymer to basic chemical compounds and fuels. This type of recycling is different from the first two, fundamentally because it involves a chemical change, not just a physical change. In tertiary recycling, the long polymer chains are broken down into small hydrocarbons (monomers) or carbon monoxide and hydrogen. Currently, tertiary recycling has three main methods: chemolysis/solvolysis (hydrolysis, alcoholysis, glycolysis, and methanolysis), gasification or partial oxidation, and cracking or pyrolysis (thermal and catalytic) [10].
Quaternary recycling consists of heating the plastic to use the thermal energy released from this process to carry out other procedures, which means plastic is used as a fuel to recycle energy. Incineration can be included in this classification, provided that the recovery of thermal energy is accompanied by a steam generator or by the direct use of high-temperature gases in a process that requires an external heat source.
Of the different methods described above, pyrolysis offers the possibility of overcoming the limitations of mechanical recycling (primary and secondary), which requires large quantities of clean, separated, and homogeneous plastic waste to guarantee the quality of the final product [11]. In pyrolysis, the classification and cleaning of the different types of plastic waste are not necessary, and it is possible to process waste contaminated with food and chemical products, such as insecticides, herbicides, and fertilizers, reducing classification and cleaning costs. Pyrolysis of plastic waste consists of chemical decomposition by thermal degradation in the absence of oxygen. Pyrolysis can be thermal or catalytic [12]. During pyrolysis, plastic waste is subjected to high temperatures, where its macromolecules break down into smaller molecules, resulting in the formation of a wide range of hydrocarbons. The products obtained from pyrolysis can be divided into a liquid fraction (consisting of paraffins, olefins, naphthenes, and aromatics), a non-condensable gaseous fraction, and solid waste. The precise composition of the liquid fraction depends on the properties of the raw material and the conditions under which the process is carried out.
In this work, the results obtained from the thermal pyrolysis of a mixture of polypropylene (PP), low-density polyethylene (LDPE), and high-density polyethylene (HDPE) residues are presented. The current study aimed to evaluate the influence of the heating rate and temperature on the pyrolytic-process yield.
2. Plastic-Waste Thermal Pyrolysis (PP, LDPE, HDPE)
According to the Organisation for Economic Co-operation and Development (OECD) [13], global annual plastic waste was 353 million tons in 2019. Of those, only 9% were recycled, 19% were incinerated, and almost 50% went to sanitary landfills. The remaining 22% was disposed of in uncontrolled dumpsites, burned in open pits, or leaked into the environment. The generation of plastic waste is strongly related to how plastics are used. At the waste stage, the ease of recycling and the potential mobility when lost to the environment are influenced by polymer type, dimensional shape, particle size, additive mix, and the items and materials appended in assembly. The predominance of PP, LDPE, and HDPE has become even greater in the waste stage because they are often used for packaging applications with short lifetimes. In Mexico, The National Association of Plastics Industries (ANIPAC, by its Spanish acronym) presented in 2019 the results of the first Quantitative Study of the Plastics Recycling Industry [14], which reveal that, at national level, the total volume of recycled materials amount to 1 million 913 thousand 710 tons per year. The report indicated that the material that is most recycled in the country is polyethylene (LDPE and HDPE), representing 51.2%, while polypropylene represents 18.2%.
PP, LDPE, and HDPE wastes have a great potential to be used in the pyrolytic process since they can produce high liquid yield depending on the setup parameters. Many studies have been conducted on pyrolysis of these plastics at different operating parameters to investigate the product yield obtained. Table 1 summarizes the temperature ranges and heating rates reported to optimize liquid-oil yield in PP, LDPE, and HDPE wastes in thermal pyrolysis.

Table 1.
Summary of studies on PP, LDPE, and HDPE wastes in thermal pyrolysis.
As summarized in Table 1, it can be concluded that LDPE produced the highest liquid oil yield (95.0 wt%), followed by PP (92.3 wt%) and HDPE (91.2 wt%) in thermal pyrolysis. The most effective temperature to optimize the liquid-oil yield in plastic pyrolysis would be in the range of 500–550 °C [15].
As previously mentioned, the pyrolytic process has an added advantage over the recycling process since there is no need for sorting or cleaning the different types of plastic waste and it is possible to process contaminated waste. The potential of mixed-plastic-waste thermal pyrolysis has been explored by several researchers. Particularly, the thermal pyrolysis of PP, LDPE, and HDPE mixtures has been studied by Donaj et al. [19] in a lab-scale, bubbling, fluidized-bed reactor with a capacity of 1–3 kg/h and Papuga et al. [20] in a fixed-bed pilot reactor with a capacity of 200 g. Table 2 summarizes the results obtained in these investigations.
Table 2.
Summary of thermal pyrolysis of PP, LDPE, and HDPE mixtures.
As shown in Table 2, since these studies were carried out under different experimental conditions, in different types of reactors, and with different percentages in the mixture, the comparison could be quite complex. Nevertheless, some conclusions can be made. In comparison to single-plastic pyrolysis, the pyrolysis of mixed plastics produced a lower liquid yield of less than 50 wt%. High temperature and long residence time were the best conditions to maximize gas production. However, these conditions are opposite to the parameters to maximize oil production. For the fixed-bed reactor, the maximum liquid yield is obtained at 500 °C, which agrees with the single-plastic pyrolytic results.
3. Materials and Methods
3.1. Raw Material Characteristics
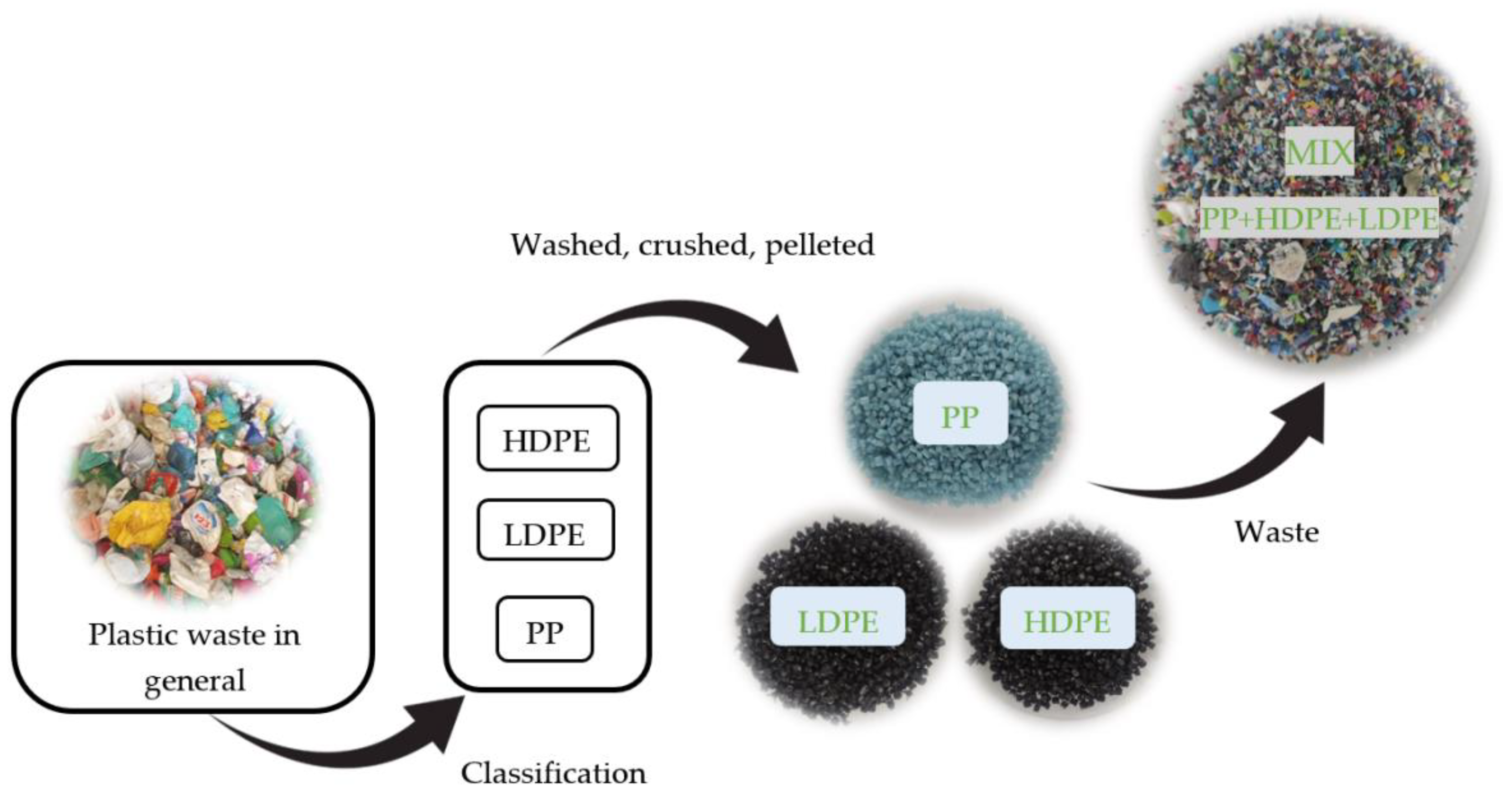
The raw material used in this work comes from a traditional mechanical recycling company in the state of Guanajuato, Mexico. This company processes between 1200 and 1500 tons of plastic waste per month, mainly PP, LDPE, and HDPE. However, during recycling processes, approximately 10% of the generated waste is no longer recoverable and must be returned to the landfill. Figure 1 shows the plastic recycling process. The randomness of these residues makes it impossible to carry out homogeneous characterization tests, for which a methodology is necessary to estimate the composition of said mixture. However, thermogravimetry (TGA) and differential scanning calorimetry (DSC) have been performed on the sample with a TA Instrument Q600 SDT. Nitrogen was used as an inert gas and a heating ramp of 20 °C/min.
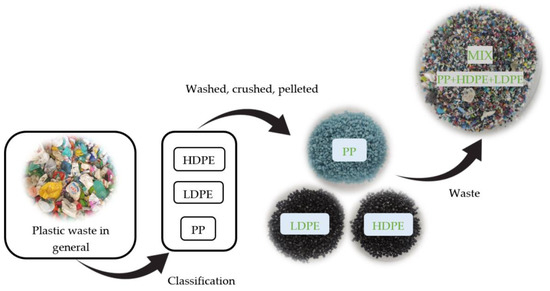
Figure 1.
Plastic recycling process.
First, the mixed waste was immersed in a tank with water at 4 °C (ρ = 1000 kg/m3) to separate the plastic waste from the dust particles and foreign material contained in the mixture. Then, the mixture of plastic waste free of dust and foreign material was introduced into a container with a mixture of ethyl alcohol and water (s = 0.93) to separate the HDPE (s = 0.94–0.97). Finally, the separated fractions were placed in an oven at 120 °C for 8 h to evaporate the water and alcohol residuals.
3.2. Experimental Setup and Procedure
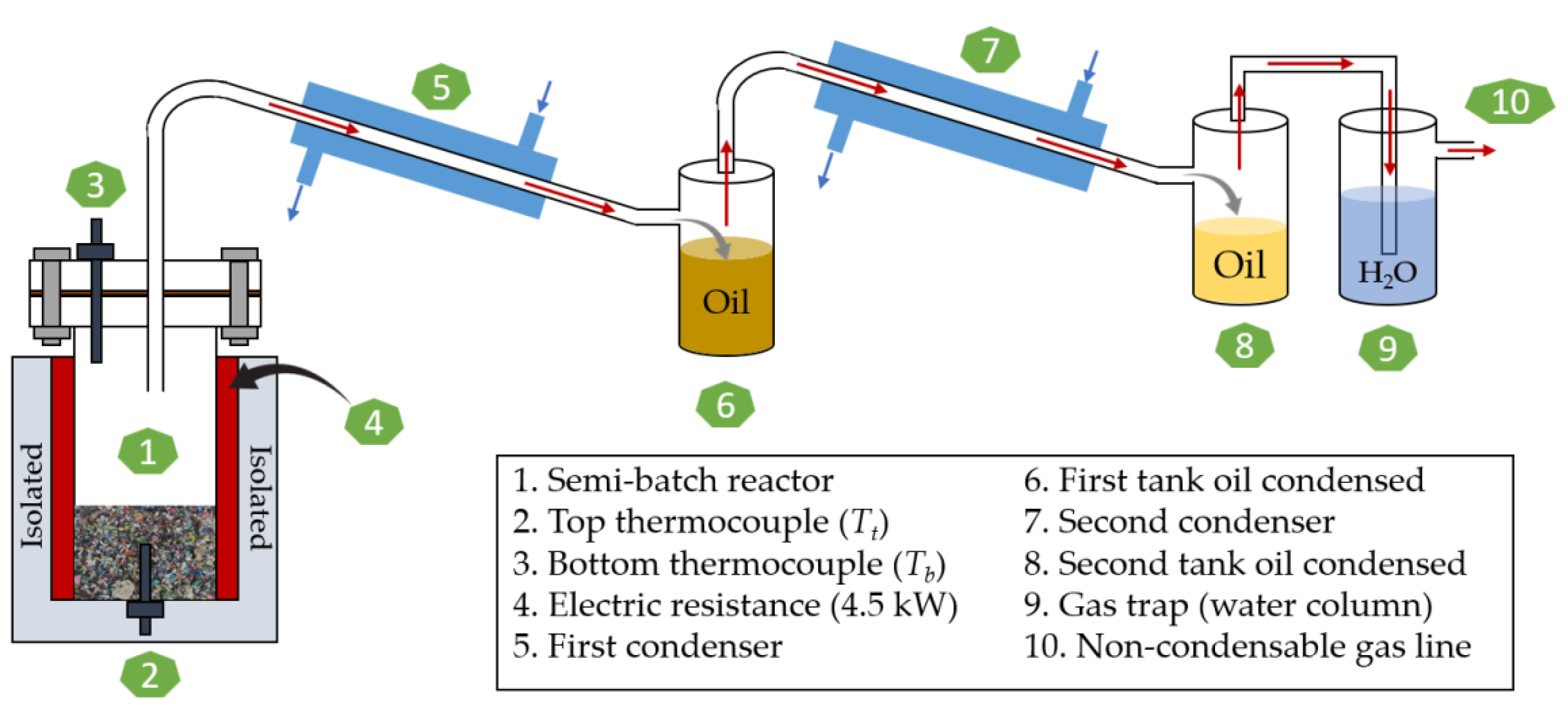
Pyrolytic-process investigation was carried out on a 2 L semi-batch reactor. A schematic description of the setup is presented in Figure 2. The reactor was made of stainless steel and covered with an electric heater (4.5 kW) controlled by a solid-state relay (SSR). The temperature changes in the reactor can be traced to two characteristic points, the top (Tt) and bottom (Tb) of the reactor. The temperatures were measured by using thermocouples K-type and recorded using National Instrument card NI 9213. For all experiments, the thermocouple placed at the top of the reactor, Tt, was used as a control sensor for the regulation of the electric heater. The heating rate was controlled with a precision of ±0.25 °C/min and the set point temperature to ±1.0 °C by proportional integral derivative (PID). The condensation system was made up of two condensers and two tanks, and the non-condensable gaseous products reached a gas trap where they were washed.
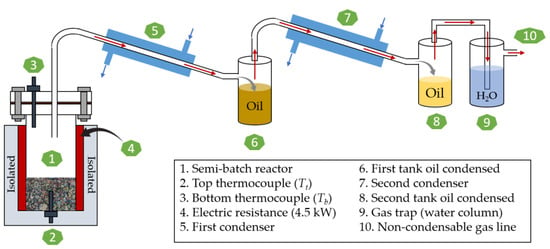
Figure 2.
Schematics of the semi-batch reactor.
The fractions of liquid oil and solid were estimated on their mass basis. The gas-phase mass was determined from the mass balance as a difference between the mass of raw material, mr, the sum mass of the liquid phase, ml, and the mass of the solid residues, ms:
The influence of the heating rate and temperature on the pyrolytic process yield was evaluated through an experimental multi-level design [21,22]. The temperature in the range of 380–460 °C and heating rates of 10, 19, and 28 °C/min were evaluated. As response variables were defined the liquid, solid, and gaseous fractions, and the carbons distribution of the liquid fraction.
The yield of liquid oil was further characterized to study the physical properties and their composition. The composition was analyzed by Varian 450GC chromatograph, with a column of 100 m × 0.25 mm × 0.25 μm, flow of 3 mL/min, and C7–C30 saturated alkanes as a standard. The split-type injector was set at 280 °C and the FID-type detector at 340 °C. The heating ramp of the oven was 40 °C for three minutes, followed by a rate of 20 °C/min until reaching 320 °C and kept for 8 min. Additionally, an identification analysis of paraffins, iso-paraffins, aromatics, naphthas, and olefins (PIANO) was carried out with the same chromatograph, 100 m column, and the method proposed by ASTM D 6729. This allows determining the components in spark-ignition engine fuels using high-resolution gas chromatography. Kinematic viscosity was measured with a Cannon-Fenske viscosimeter with a time and temperature uncertainty of ±0.1 s and ±0.1 °C, respectively, according to the ASTM D 445 standard. Density was determined with a buoyant densimeter applying ASTM D 1298. Heating values were determined with a calorimetric bomb IKA C3000, with the application of the isoperibolic method, following the ASTM D 240 standard. Distillation temperatures were determined for 100 mL samples, at atmospheric pressure, under ASTM D 86 standard.
4. Results and Discussion
4.1. Raw Material Composition
Table 3 shows the results of the raw material characterization, according to the methodology described in Section 3.1. As shown in Table 2, the raw material is mainly made up of 11.3 ± 0.8% HDPE, a mixture of LDPE and PP (85.2 ± 1.3%), and 3.5 ± 0.5% of other materials.
Table 3.
Raw material composition.
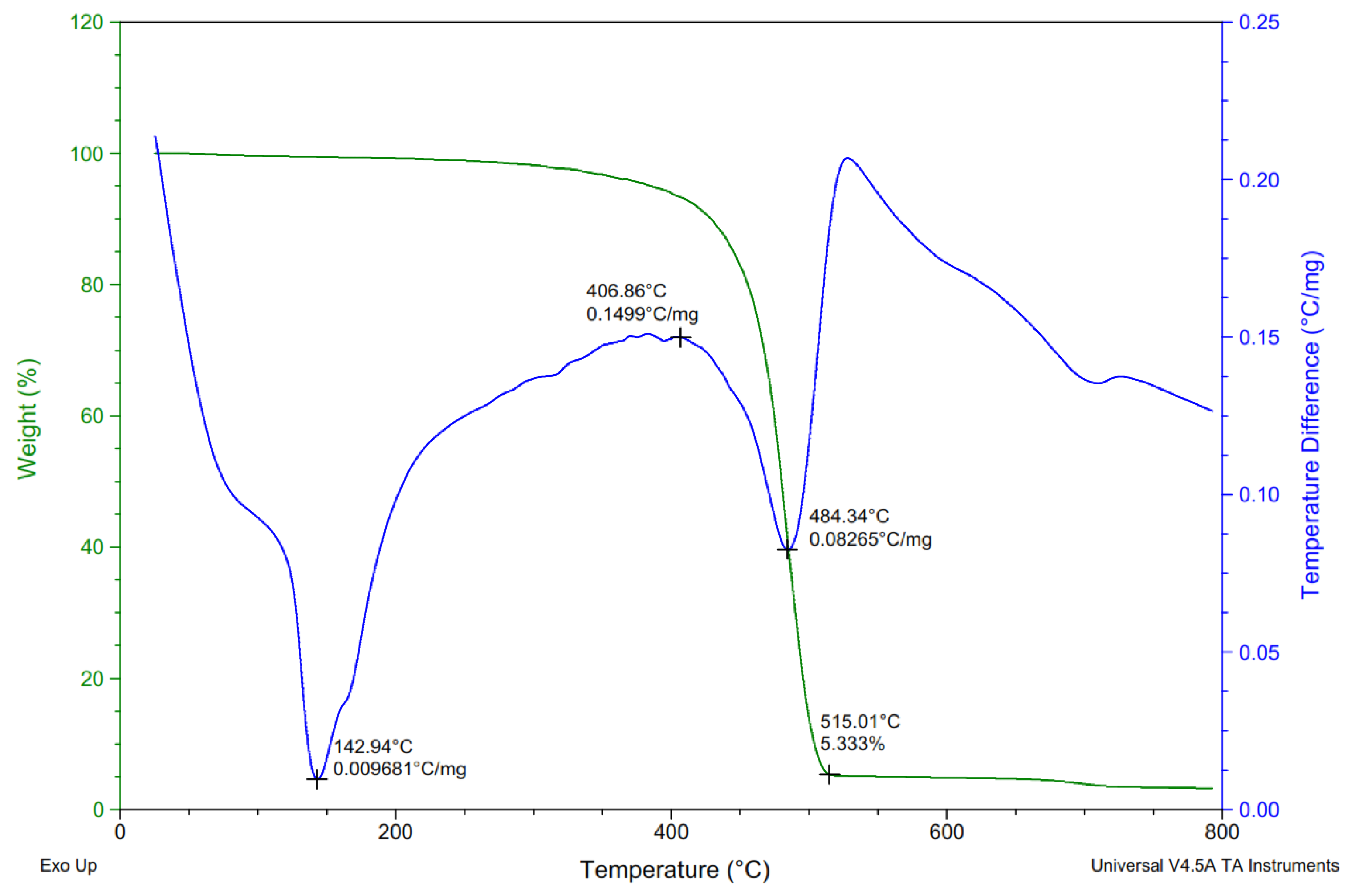
Figure 3 shows the TGA and DSC of the non-homogeneous sample of 22.86 mg of the random mixture of plastic waste. The TGA shows the onset of mass loss at approximately 380 °C, reaching a mass loss of 94.66% at 515 °C. These temperatures are within the range reported for the raw materials identified in Table 3. [23,24]. In turn, the DSC analysis presents two variations of the heat flow: the first variation at 142.94 °C, which corresponds to a characteristic behavior of PP, and the second variation at 484.84 °C, which corresponds to a characteristic behavior of HDPE [23,25]. This behavior proves the hypothesis that the classification presented in Table 3 is valid, with the raw material tested being an arbitrary mixture of these three plastics and some other non-plastic materials.
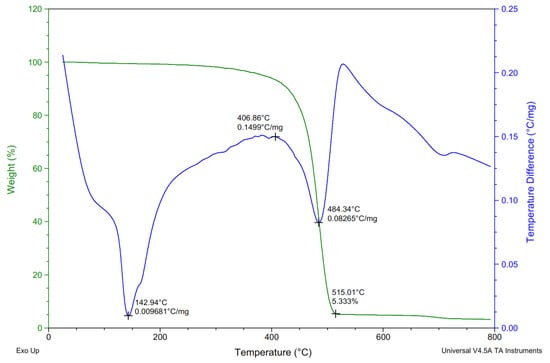
Figure 3.
TGA and DSC of the raw material.
4.2. Influence of the Temperature and Heating Rate on the Pyrolytic-Process Yield
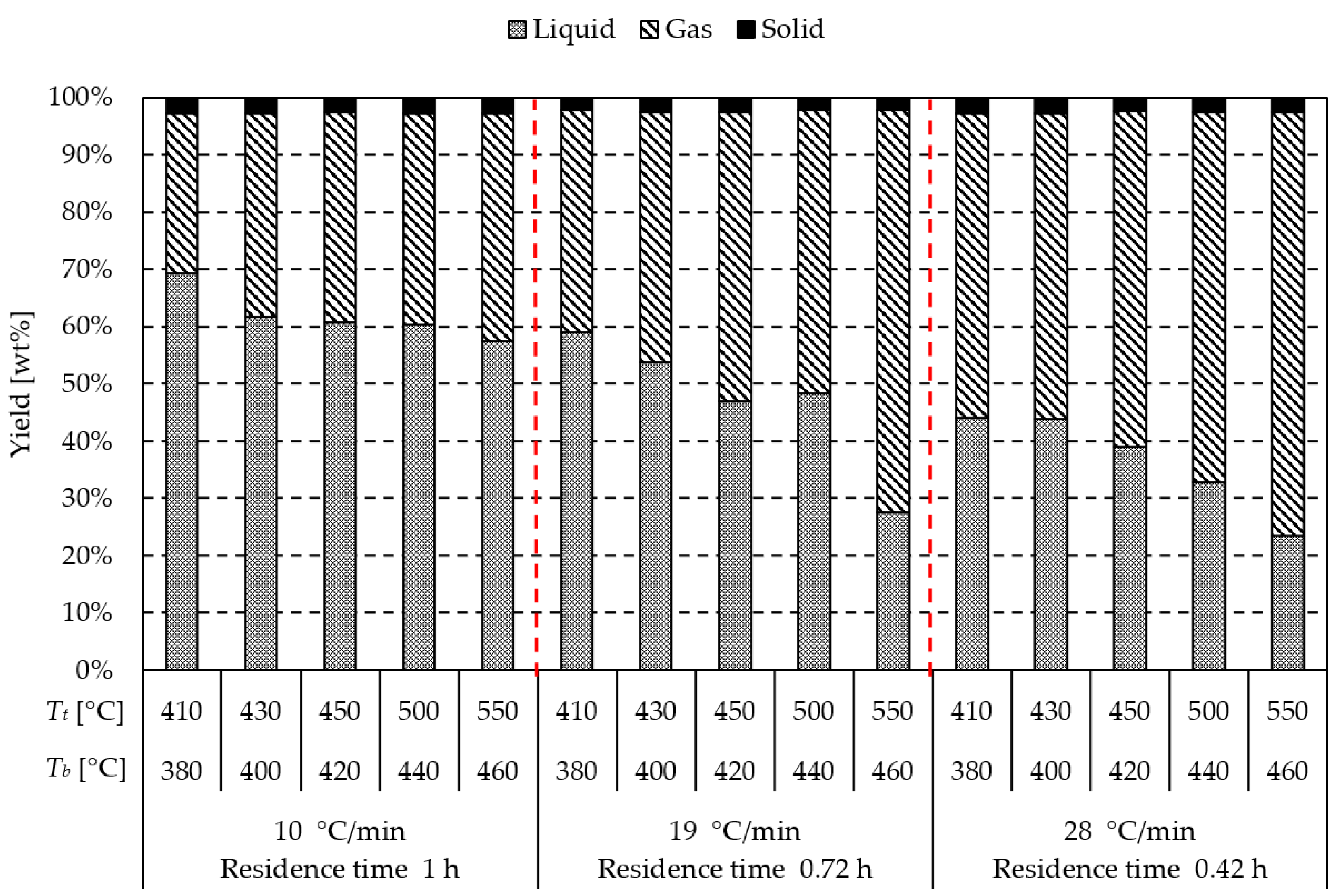
The influence of the heating rate and temperature on the pyrolytic-process yield is shown in Figure 4. Low temperature and high residence time (low heating rate) were the best conditions to maximize liquid production. An increase in temperature or a decrease in residence time (high heating rate) increases the yield of gaseous products at the expense of reducing the yield of pyrolytic oil. The maximum liquid yield obtained here is higher than in others works, such as those presented in Table 2. This maximum liquid yield was 69% and was obtained at 410 °C (Tb) and a heating rate of 10 °C/min. This higher maximum liquid yield obtained could be due to the fact that the mixture used here contained a minimum percentage of HDPE, which is the plastic that produces the lowest liquid yield, according to results presented in Table 1.
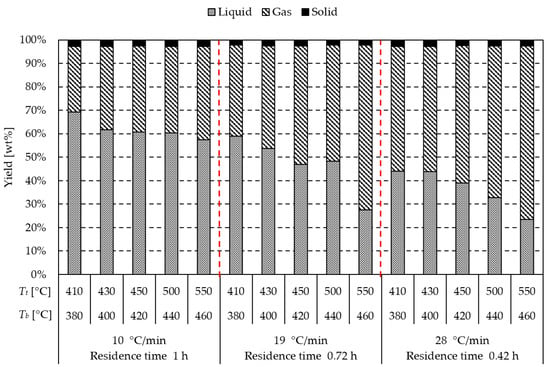
Figure 4.
Pyrolytic-process yield.
The results show that complete conversion of raw materials was achieved under practically all test conditions, since solid yield was minimum and this solid residue could be the non-plastic material present in the mixture. As shown in Table 3, 3.5% of the mixture consisted of other materials, which were non-plastic elements, such as paper, small rocks, dust, etc., that do not degrade at this temperature range since, as shown in the TGA presented in Figure 3, at 515 °C temperature, there was still 5.33% of the initial mass.
To know if the analysis is reliable, the response parameters (liquid, solid, and gaseous fractions) obtained experimentally were evaluated, determining if they follow a normal distribution. The comparison of the p-value with the level of significance (α = 0.05) was used to determine the normal distribution of the data (p ≥ 0.05). When evaluating the experimental data, p-values obtained were 0.086, 0.455, and 0.092 for liquid, solid, and gaseous fractions, respectively. Therefore, this indicates a normal distribution, allowing the liquid, solid, and gaseous yields to follow a continuous variable probability distribution, and this pyrolytic phenomenon can be modeled with the factors of temperature and heating rate.
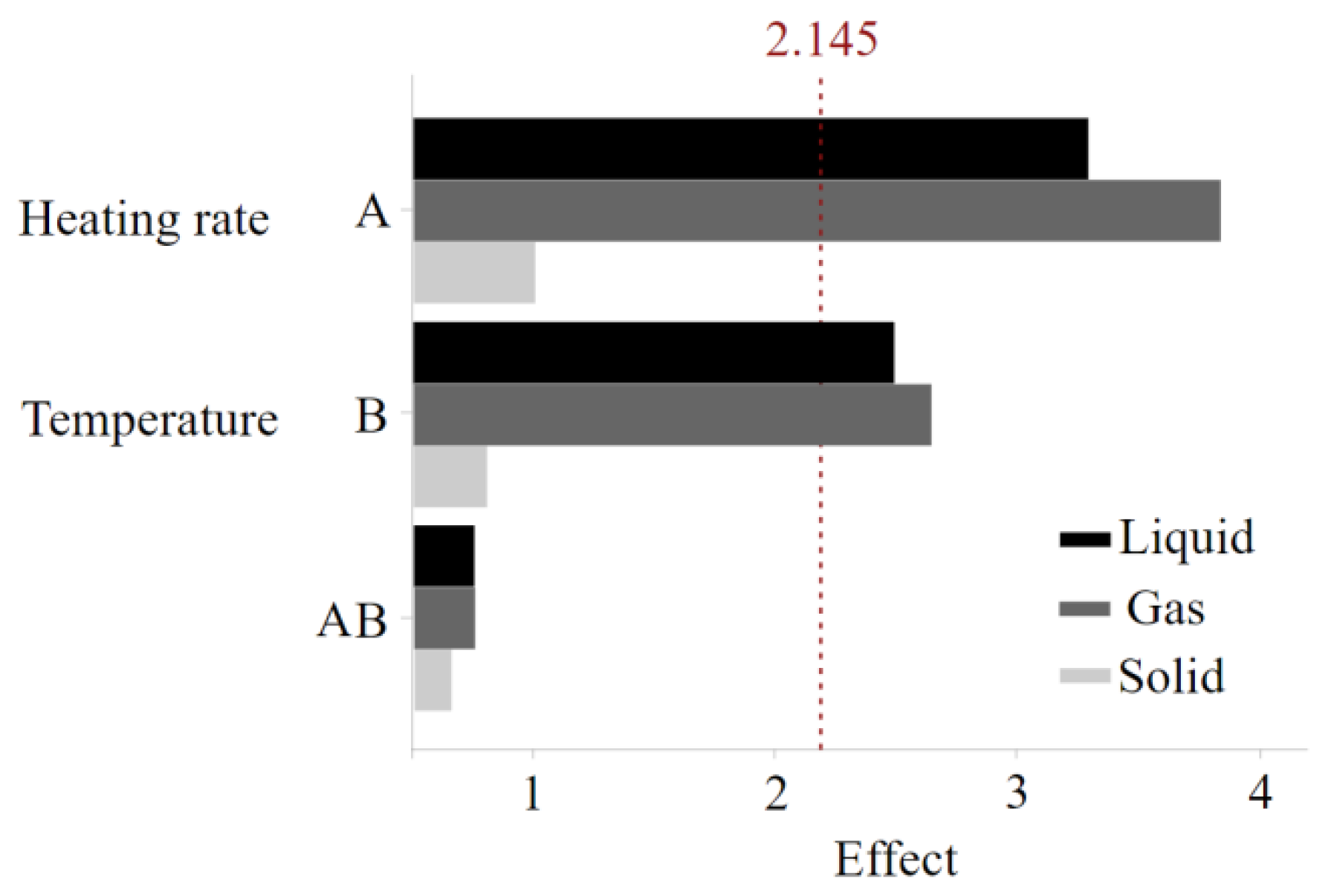
Figure 5 shows the standardized Pareto diagram for the pyrolytic-process yield. This diagram shows that heating rate (factor A) and temperature (factor B) have an important effect on product yield, but it is higher for the gas yield. On the other hand, none of the factors influenced solid yield, so the fraction of this product is indifferent to the experimental conditions. This confirms that complete conversion of raw materials is achieved, and the solid residue is the non-plastic material present in the mixture.
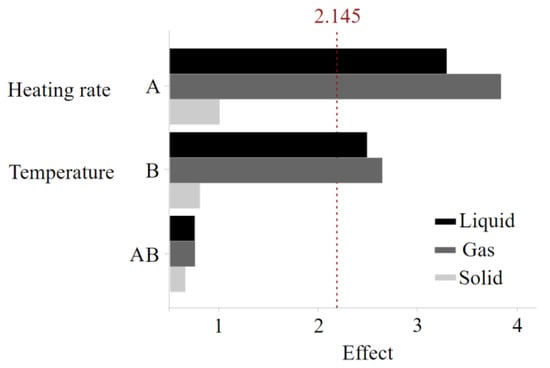
Figure 5.
Standardized Pareto chart for response parameters.
4.3. Liquid Product Analysis
Table 4 shows the carbon number distribution of pyrolytic liquid fraction for heating rate and temperatures tested. As shown in Table 4, the liquid products from pyrolysis of plastic wastes are a mix of hydrocarbon-light, -medium, and -heavy fractions. Regardless of the heating rate or the pyrolytic temperature, the carbon number distribution of the liquid fraction is almost the same: 57.5% C7–C10, 23% C11–C14, and 19.5% C15–C30, approximately.
Table 4.
Carbon number distribution (%).
One of the important properties of fuel is its calorific or heating value, which is defined as the magnitude of the heat of reaction at constant pressure or constant volume at a standard temperature (usually 25 °C) for the complete combustion of a unit mass of fuel [26]. The pyrolytic liquid fraction produced has a heating value of 45.85 ± 0.28 MJ/kg, as shown in Table 5, which is like one of the commercial fuels, such as gasoline and diesel [27]. These values are also like those reported by many studies which are within the range of 38.3–46.04 MJ/kg, depending on the original plastic polymer composition [28].
Table 5.
Liquid fraction heating values.
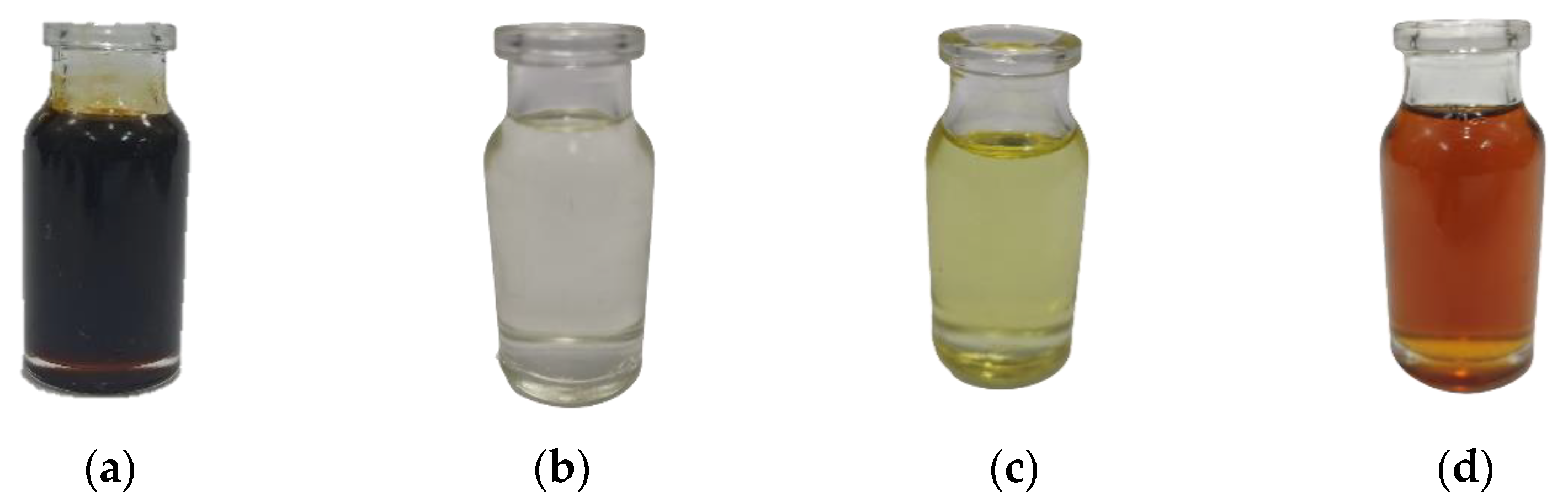
The properties of pyrolytic oil, which are presented in Table 6, make it suitable for use in thermal devices, such as boilers, incinerators, ovens, etc.; however, for them to be used in internal combustion engines, they must meet certain specifications to ensure proper engine operation. Thus, a fractionation is necessary. A light fraction should be collected to be used on gasoline engines, while a medium fraction will be used on diesel engines [29]. In this research, the pyrolytic oil was subjected to a fractionation process to obtain better quality fuels. Figure 6 shows the visual appearance of products obtained from this fractionation process. In turn, Table 6 shows a chromatographic analysis of the chemical composition of pyrolytic oil, gasoline, and diesel. This shows a high percentage of iso-paraffins of 38.06% and 37.44% unknown in the pyrolytic oil. For gasoline, there is a large load of olefins of 40.6% and oxidized additives of 17%. Finally, for diesel, there is about 20% of aromatics and a high percentage of the unknown; this is due to the lack of identification data with which the compounds are identified since it only has up to molecules of 20 carbons, in addition to being a specific analysis of gasoline or fuels of low evaporation temperatures.
Table 6.
Fuel properties of plastic pyrolytic oil and standard parameters of gasoline and diesel.
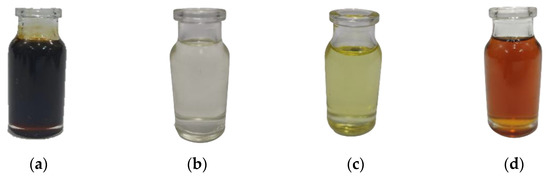
Figure 6.
Color and visual appearance of pyrolytic oil obtained from (a) mixed plastic waste, fractionation of mixed plastic waste at (b) 150 °C (light), (c) 320 °C (medium), and (d) 460 °C (heavy).
Table 7 shows the yields and properties of the obtained fractions. The fractionation process yielded 21.12 wt% of light fraction (gasoline-like), 56.52 wt% of medium fraction (diesel-like), and 22.36 wt% of heavy fraction (heavy diesel-like). One of the important properties of gasoline is the octane number, which is a measure of a fuel’s ability to resist “knock”. The higher the octane number, the greater the fuel’s resistance to knocking or pinging during combustion. Two methods for measuring octane number are the Research Method (ASTM D-2699) and the Motor Method (ASTM D-2700). With these methods, the research octane number (RON) and the motor octane number (MON) are obtained, respectively. Both methods use a standardized single-cylinder engine developed under the auspices of the Cooperative Fuel Research Committee in 1931—the CFR engine [23]. The term octane index (OI) is often used to refer to the calculated octane quality in contradistinction to the (measured) research or motor octane numbers. The light fraction has an octane index of 96.6/92.2 (depending on the method used), which is within the range of the gasoline values (see Table 6). Concerning the chemical composition of the light fractions when compared to commercial gasoline using a PIANO analysis, it can be observed that the light fraction does not have oxygenates since it has not been reformulated. Typically, additives are added to commercial gasolines to prevent corrosion, increase the octane number, and make them more resistant to low temperatures, and this light fraction has only been distilled [30]. The other compositions are very similar, with olefins with seven and eight carbon compounds being the most present in both fuels (as seen in Table 6 and Table 7).
Table 7.
Fuel properties of distillate products.
On the other hand, the medium fraction has two important characteristics: the cetane number and its composition. The cetane number (CN) is an empirical parameter associated with the ignition delay time of diesel fuels. The cetane index (CI) is used as a substitute for the cetane number of diesel fuel. The cetane index is calculated based on the fuel’s density and distillation range (ASTM D 4737). The medium fraction has a cetane index of 57.2, which meets the requirements of the standard (as seen in Table 6). Regarding the composition, the analysis shows a high content of aromatics in both fuels, diesel with 19.23% and the medium fraction with 34.19%, as well as unknowns of 72.2% for diesel and 45.56% for the medium fraction. The medium fraction presents a higher percentage of iso-paraffins concerning diesel but does not show the presence of paraffins, while naphthas and olefins for both fuels are the lowest percentages (as seen in Table 6 and Table 7).
5. Conclusions
A study has been conducted to investigate the effects of heating rate and temperature on the plastic-waste random-mixture pyrolysis (PP, LDPE, HDPE). The results show that complete conversion of raw material was achieved with a maximum liquid yield of 69 wt%. This means that for 1 kg of waste, about 0.85 L of pyrolytic oil are obtained.
Higher temperatures or lower residence time (high heating rate), reduce the yield of pyrolytic oil at the expense of increasing the yield of gaseous products.
Pyrolytic oil covers a wide range of hydrocarbons; thus, a fractionation is necessary before using it as fuel in internal combustion engines. The fractionation process yielded 21.12 wt% of light fraction (gasoline-like), 56.52 wt% of medium fraction (diesel-like), and 22.36 wt% of heavy fraction (heavy diesel-like). The light fraction has an octane index and caloric value within the range of the typical gasoline values. On the other hand, the cetane index and caloric value of the medium fraction meet the requirements of the standards for diesel.
Finally, this work shows that pyrolysis is a good alternative for plastic-waste upgrading, which is no longer recoverable by traditional mechanical recycling.
Author Contributions
Conceptualization, methodology, and analysis results, J.M.R.-A.; experimentation, and analysis results, J.R.V.-R. and D.A.R.-V.; experimental multi-level design, D.M.P.-C.; writing—review and editing, B.R.-V. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by The Secretary of Innovation, Science and Higher Education of the state of Guanajuato (SICES), and the company RECICLA.LO, S.A. DE C.V., grant number FINNOVATEG: MA-CFINN0760.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
We acknowledge the University of Guanajuato for sponsorship of this paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ritchie, H.; Roser, M. Plastic Pollution. Available online: https://ourworldindata.org/plastic-pollution (accessed on 18 June 2022).
- Sharma, B.; Shekhar, S.; Sharma, S.; Jain, P. The paradigm in conversion of plastic waste into value added materials. Clean. Eng. Technol. 2021, 4, 100254. [Google Scholar] [CrossRef]
- Margallo, M.; Ziegler-Rodriguez, K.; Vázquez-Rowe, I.; Aldaco, R.; Irabien, Á.; Kahhat, R. Enhancing waste management strategies in Latin America under a holistic environmental assessment perspective: A review for policy support. Sci. Total Environ. 2019, 689, 1255–1275. [Google Scholar] [CrossRef] [PubMed]
- ASTM D5033; Standard Guide for Development of ASTM Standards Relating to Recycling and Use of Recycled Plastics. ASTM: West Conshohocken, PA, USA, 2000.
- ASTM D7209; Standard Guide for Waste Reduction, Resource Recovery, and Use of Recycled Polymeric Materials and Products. ASTM: West Conshohocken, PA, USA, 2006.
- Panda, A.K. Studies on Process Optimization for Production of Liquid Fuels from Waste Plastics. Ph.D. Thesis, National Institute of Technology Rourkela, Rourkela, India, 2011. [Google Scholar]
- Ignatyev, I.A.; Thielemans, W.; Vander Beke, B. Recycling of polymers: A review. ChemSusChem 2014, 7, 1579–1593. [Google Scholar] [CrossRef] [PubMed]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Panda, A.K.; Singh, R.K. A review on tertiary recycling of high-density polyethylene to fuel. Resour. Conserv. Recycl. 2011, 55, 893–910. [Google Scholar] [CrossRef]
- Dogu, O.; Pelucchi, M.; Van de Vijver, R.; Van Steenberge, P.H.; D’hooge, D.R.; Cuoci, A.; Mehl, M.; Frassoldati, A.; Faravelli, T.; Van Geem, K.M. The chemistry of chemical recycling of solid plastic waste via pyrolysis and gasification: State-of-the-art, challenges, and future directions. Prog. Energy 2021, 84, 100901. [Google Scholar] [CrossRef]
- Kasar, P.; Sharma, D.; Ahmaruzzaman, M. Thermal and catalytic decomposition of waste plastics and its co-processing with petroleum residue through pyrolysis process. J. Clean. Prod. 2020, 265, 121639. [Google Scholar] [CrossRef]
- OECD. Global Plastics Outlook: Economic Drivers, Environmental Impacts and Policy Options; OECD Publishing: Paris, France, 2022. [Google Scholar] [CrossRef]
- ANIPAC (Asociación Nacional de la Industria del Plástico, A.C.). First Quantitative Study of the Recycling Industry in Mexico. Available online: https://www.plastico.com/asociaciones/Anipac+3106775?idioma=en (accessed on 18 June 2022). (In Spanish).
- FakhrHoseini, S.M.; Dastanian, M. Predicting pyrolysis products of PE, PP, and PET using NRTL activity coefficient model. J. Chem. 2013, 2013. [Google Scholar] [CrossRef]
- Ahmad, I.; Khan, M.I.; Khan, H.; Ishaq, M.; Tariq, R.; Gul, K.; Ahmad, W. Pyrolysis study of polypropylene and polyethylene into premium oil products. Int. J. Green Energy 2015, 12, 663–671. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M.; Navarro, R. Thermal and catalytic pyrolysis of polyethylene over HZSM5 and HUSY zeolites in a batch reactor under dynamic conditions. Appl. Catal. B Environ. 2009, 86, 78–86. [Google Scholar] [CrossRef]
- Donaj, P.J.; Kaminsky, W.; Buzeto, F.; Yang, W. Pyrolysis of polyolefins for increasing the yield of monomers’ recovery. Waste Manag. 2012, 32, 840–846. [Google Scholar] [CrossRef] [PubMed]
- Papuga, S.V.; Gvero, P.M.; Vukić, L.M. Temperature and time influence on the waste plastics pyrolysis in the fixed bed reactor. Therm. Sci. 2016, 20, 731–741. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D.C.; Runger, G.C. Applied Statistics and Probability for Engineers; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Montgomery, D.C. Statistical Quality Control; John Wiley & Sons: Hoboken, NJ, USA, 1996. [Google Scholar]
- Al-Bayaty, S.A.; Al-Uqaily, R.A.H.; Hameed, S. Study of thermal degradation kinetics of high density polyethlyene (HDPE) by using TGA technique. In Proceedings of the 8th International Conference on Applied Science and Technology (ICAST 2020), Karbala, Iraq, 15–16 April 2020. [Google Scholar] [CrossRef]
- Ali, Z.I.; Youssef, H.A.; Said, H.M.; Saleh, H.H. Thermal stability of LDPE, iPP and their blends. Thermochim. Acta 2005, 438, 70–75. [Google Scholar] [CrossRef]
- Majewsky, M.; Bitter, H.; Eiche, E.; Horn, H. Determination of microplastic polyethylene (PE) and polypropylene (PP) in environmental samples using thermal analysis (TGA-DSC). Sci. Total Environ. 2016, 568, 507–511. [Google Scholar] [CrossRef] [PubMed]
- Heywood, J.B. Internal Combustion Engine Fundamentals, 2nd ed.; McGraw-Hill Education: New York, NY, USA, 2018. [Google Scholar]
- Thahir, R.; Altway, A.; Juliastuti, S.R. Production of liquid fuel from plastic waste using integrated pyrolysis method with refinery distillation bubble cap plate column. Energy Rep. 2019, 5, 70–77. [Google Scholar] [CrossRef]
- Mansor, W.N.W.; Razali, N.A.; Abdullah, S.; Jarkoni, M.N.K.; Sharin, A.B.E.; Abd Kadir, N.H.; Ramli, A.; Chao, H.-R.; Lin, S.-L.; Jalaludin, J. A Review of Plastic-derived Diesel Fuel as a Renewable Fuel for Internal Combustion Engines: Applications, Challenges, and Global Potential. In IOP Conference Series: Earth and Environmental Science, Proceedings of the 1st International Conference of Air Quality & Climate Change and 3rd Malaysia Air Quality Annual Symposium, Online, 17–18 November 2021; IOP Publishing: Bristol, UK, 2022; p. 012014. [Google Scholar]
- Kassargy, C.; Awad, S.; Burnens, G.; Kahine, K.; Tazerout, M. Gasoline and diesel-like fuel production by continuous catalytic pyrolysis of waste polyethylene and polypropylene mixtures over USY zeolite. Fuel 2018, 224, 764–773. [Google Scholar] [CrossRef]
- Zaharin, M.S.M.; Abdullah, N.R.; Masjuki, H.H.; Ali, O.M.; Najafi, G.; Yusaf, T. Evaluation on physicochemical properties of iso-butanol additives in ethanol-gasoline blend on performance and emission characteristics of a spark-ignition engine. Appl. Therm. Eng. 2018, 144, 960–971. [Google Scholar] [CrossRef]
- Ibrahim, H.A.-H.; Al-Qassimi, M.M. Determination of calculated octane index for motor gasoline. Arab. J. Sci. Eng. 2000, 25, 179–186. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).