
Efficient Utilization of Siderite- and Hematite-Mixed Ore by Suspension Magnetization Roasting: A Pilot-Scale Study


Abstract
:1. Introduction
2. Materials and Experimental Procedure
2.1. Materials
2.2. Experimental Method
3. Thermodynamic Basis for SMR
- (1)
- Neutral roasting
- (2)
- Weak oxidation roasting
- (3)
- Oxidation–reduction roasting
4. Results and Discussion
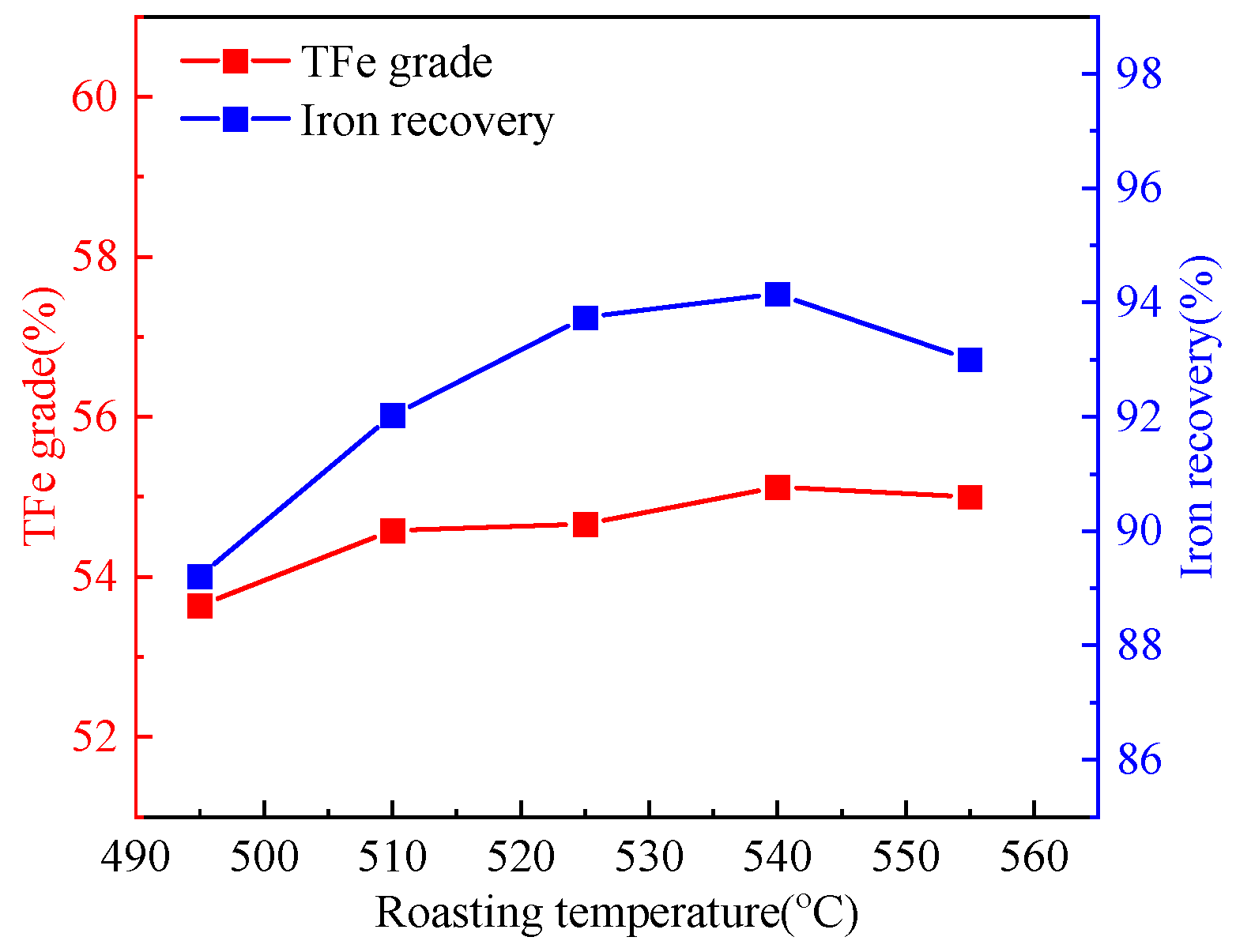
4.1. Effect of the Roasting Temperature
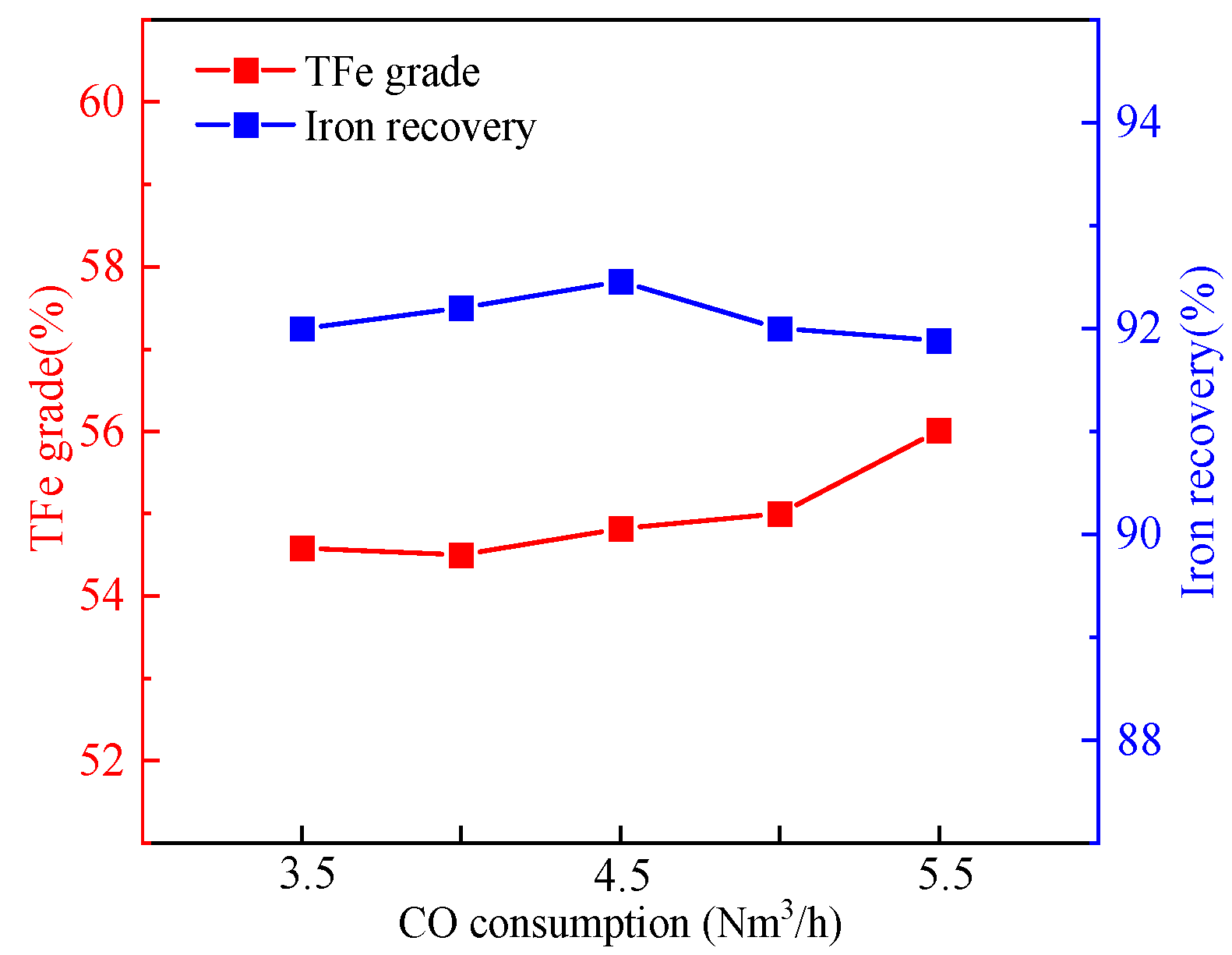
4.2. Effect of CO Consumption
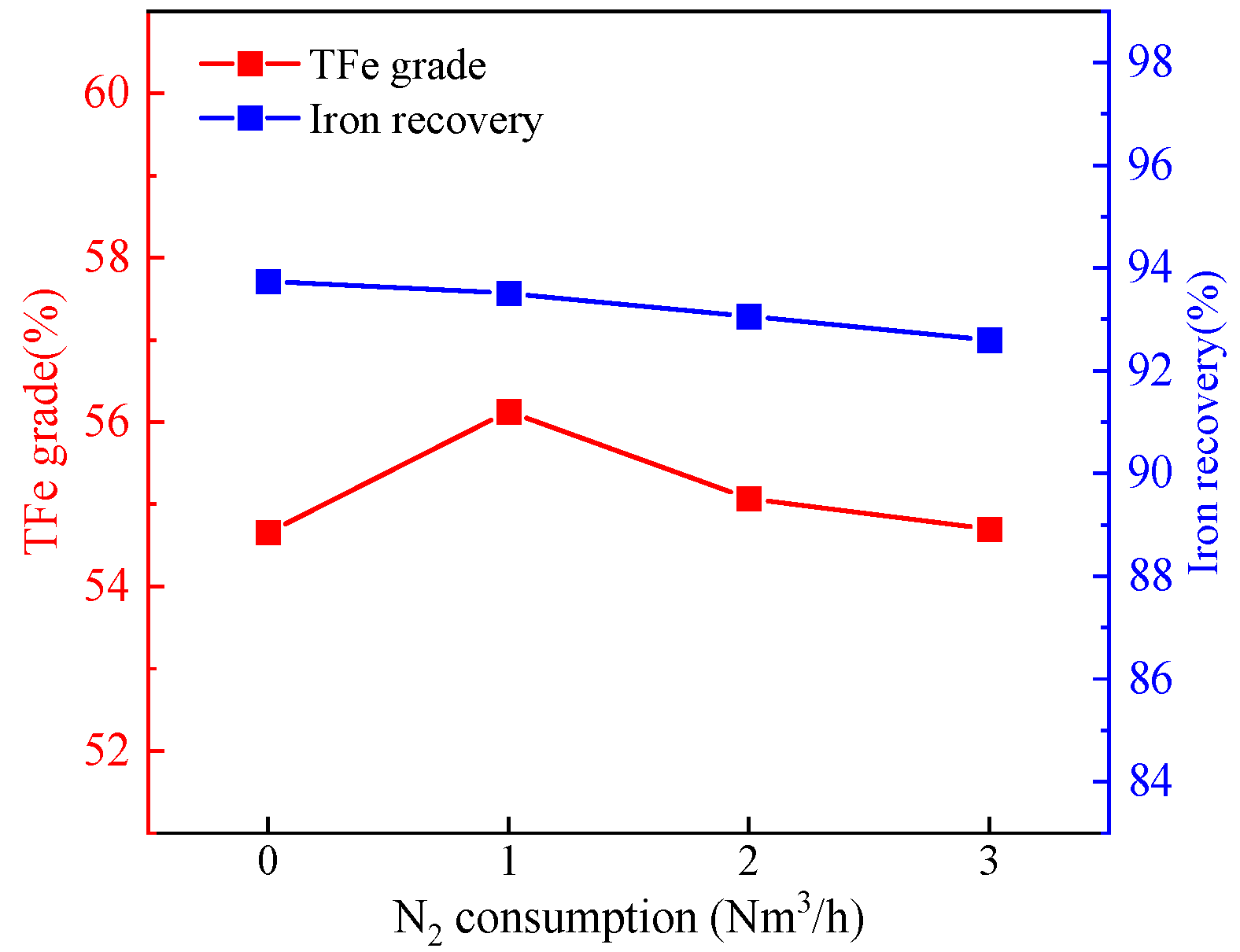
4.3. Effect of N2 Consumption
4.4. 24 h Continuous Suspension Magnetization Roasting Test
4.5. Property Analysis of Roasting Products
4.5.1. Chemical Analysis of Roasting Products
4.5.2. Iron Phase Analysis
4.5.3. Phase Transformations of Roasted Products
4.5.4. Magnetic Performance of the Iron Ore before and after SMR
5. Conclusions
- (1)
- After suspension magnetization roasting, the TFe grade of raw material increased from 35.68% to 45.10%. After magnetic separation, iron concentrate with a TFe grade of 57.18% and tailings with a TFe grade of 12.31% were obtained. In total, 93.72% of the iron in the roasted product existed as magnetite, and the value in the iron concentrate was 97.20%.
- (2)
- The new suspension roaster is suitable for processing siderite–hematite-mixed ore. The continuous test results of the 24 h pilot-scale demonstrated that suspension roasting is stable. Under the conditions of a roasting temperature of 525–540 °C, a CO consumption of 4.5 Nm3/h, and a N2 consumption 1 Nm3/h, a TFe grade of over 56% with an average value of 57.18% and an iron recovery rate of over 91% with an average value of 92.22% were obtained.
- (3)
- The analysis of suspension magnetization roasting products demonstrated that after suspension magnetization roasting, magnetism is significantly enhanced, and siderite, hematite, and other weak magnetic minerals are transformed into strong magnetic magnetite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Quast, K. A review on the characterisation and processing of oolitic iron ores. Miner. Eng. 2018, 126, 89–100. [Google Scholar] [CrossRef]
- Lu, L. Important iron ore characteristics and their impacts on sinter quality—A review. Min. Metall. Explor. 2015, 32, 88–96. [Google Scholar] [CrossRef]
- Zhu, D.; Luo, Y.; Pan, J.; Zhou, X. Reaction mechanism of siderite lump in coal-based direct reduction. High Temp. Mater. Process. 2016, 35, 185–194. [Google Scholar] [CrossRef]
- Zhao, Q.; Xue, J.; Chen, W. Upgrading of iron concentrate by fluidized-bed magnetizing roasting of siderite to magnetite in CO–H2–N2 atmosphere. Trans. Indian Inst. Met. 2019, 72, 1381–1391. [Google Scholar] [CrossRef]
- Bai, S.; Wen, S.; Liu, D.; Zhang, W.; Xian, Y. Catalyzing carbothermic reduction of sider-ite ore with high content of phosphorus by adding sodium carbonate. ISIJ Int. 2011, 51, 1601–1607. [Google Scholar] [CrossRef]
- Chun, T.; Zhu, D.; Pan, J. Simultaneously roasting and magnetic separation to treat low grade siderite and hematite ores, Miner. Process. Extr. Metall. Rev. 2015, 36, 223–226. [Google Scholar] [CrossRef]
- Chao, L.; Sun, H.H.; Bai, J.; Li, L.T. Innovative methodology for comprehensive utilization of iron ore tailings: Part 1. The recovery of iron from iron ore tailings using magnetic separation after magnetizing roasting. J. Hazard. Mater. 2010, 174, 71–77. [Google Scholar]
- Li, Y.; Zhu, T. Recovery of low grade hematite via fluidized bed magnetising roasting: Investigation of magnetic properties and liberation characteristics. Ironmak. Steelmak. 2012, 39, 112–120. [Google Scholar] [CrossRef]
- Lin, G.; Zhang, L.B.; Peng, J.H.; Hu, T.; Yang, L. Microwave roasting of siderite and the cata-lytic combustion effects on anthracite. Appl. Therm. Eng. 2017, 117, 668–674. [Google Scholar] [CrossRef]
- Ponomar, V.P.; Dudchenko, N.O.; Brik, A.B. Synthesis of magnetite powder from the mixture consisting of siderite and hematite iron ores. Miner. Eng. 2018, 122, 277–284. [Google Scholar] [CrossRef]
- Rath, S.S.; Sahoo, H.; Dhawan, N.; Rao, D.S.; Das, B.; Mishra, B.K. Optimal recovery of iron values from a low grade iron ore using reduction roasting and magnetic separation. Sep. Sci. Technol. 2014, 49, 1927–1936. [Google Scholar] [CrossRef]
- Sun, Y.S.; Zhu, X.R.; Han, Y.X.; Li, Y.J. Green magnetization roasting technology for refractory iron ore using siderite as a reductant. J. Clean. Prod. 2019, 206, 40–50. [Google Scholar] [CrossRef]
- Zhang, X.L.; Han, Y.X.; Li, Y.J.; Sun, Y.S. Effect of heating rate on pyrolysis behavior and kinetic characteristics of siderite. Minerals 2017, 7, 211. [Google Scholar] [CrossRef]
- Zhu, D.Q.; Zhao, Q.; Qiu, G.Z.; Pan, J.; Wang, Z.; Pan, C. Magnetizing roasting-magnetic separation of limonite ores from Anhui Province in east China. J. Univ. Sci. Technol. Beijing 2010, 32, 713–718. [Google Scholar]
- Alavifard, N.; Shalchian, H.; Rafsanjani-Abbasi, A.; Vahdati Khaki, J.; Babakhani, A. Recovery of iron from low-grade hematite ore using coal-based direct reduction followed by magnetic separation. Iran. J. Mater. Sci. Eng. 2016, 13, 60–71. [Google Scholar]
- Zhang, S.; Xue, X.; Liu, X.; Duan, P.; Yang, H.; Jiang, T.; Wang, D.; Liu, R. Current situation and comprehensive utilization of iron ore tailing resources. J. Min. Sci. 2006, 42, 403–408. [Google Scholar] [CrossRef]
- Yan, A.; Chai, T.; Yu, W. Multi-objective evaluation-based hybrid intelligent control optimization for shaft furnace roasting process. Control. Eng. Pract. 2012, 20, 857–868. [Google Scholar] [CrossRef]
- Matyukhin, V.I.; Shatsillo, V.V.; Kuznetsov, A.V.; Rybakin, D.V.; Krokhalev, A.F. Evaluating the thermal efficiency of a shaft furnace for roasting siderite ore. Metallurgist 2017, 61, 3–11. [Google Scholar] [CrossRef]
- Yur’ev, B.P.; Dudko, V.A.; Shageeva, A. Kinetics of Siderite Ore Roasting in the Shaft Furnace; Trans Tech Publications Ltd.: Bäch, Switzerland, 2019; Volume 946, pp. 456–461. [Google Scholar]
- Fu, X.; Mao, Y.; Xue, S. Study on Formation and prevention of kiln-ringing in large-scale industrial rotary kiln roasting. Nonferrous Met. 2013, 4, 236–239. (In Chinese) [Google Scholar]
- Xue, S.; Chen, Q.; Mao, Y. Industrial experimental research on magnetization roasting for low-grade siderite and limonite in Rotary Kiln. Min. Metall. Eng. 2010, 30, 29–32. (In Chinese) [Google Scholar]
- Feilmayr, C.; Thurnhofer, A.; Winter, F.; Mali, H.; Schenk, J. Reduction behavior of hematite to magnetite under fluidized bed conditions. ISIJ Int. 2004, 44, 1125–1133. [Google Scholar] [CrossRef]
- Musun, G. Fluidized roasting of oxidic Chinese iron ores. Sci. Sin. 1979, 11, 1265–1291. [Google Scholar]
- Yu, J.; Han, Y.; Li, Y.; Gao, P. Beneficiation of an iron ore fines by magnetization roasting and magnetic separation. Int. J. Miner. Process. 2017, 168, 102–108. [Google Scholar] [CrossRef]
- Yu, J.; Han, Y.; Li, Y.; Gao, P. Recovery and separation of iron from iron ore using innovative fluidized magnetization roasting and magnetic separation. J. Min. Metall. 2018, 54, 21–27. [Google Scholar] [CrossRef]
- Zhang, X.; Han, Y.; Sun, Y.; Lv, Y.; Li, Y.; Tang, Z. An novel method for iron recovery from iron ore tailings with pre-concentration followed by magnetization roasting and magnetic separation. Miner. Process. Extr. Metall. Rev. 2020, 41, 117–129. [Google Scholar] [CrossRef]
- Li, Y.J.; Wang, R.; Han, Y.X.; Wei, X.C. Phase transformation in suspension roasting of oolitic hematite ore. J. Cent. South Univ. 2015, 22, 4560–4565. [Google Scholar] [CrossRef]
- Yu, J.W.; Han, Y.X.; Li, Y.J.; Gao, P.; Sun, Y.S. Separation and recovery of iron from a low—Grade carbonate-bearing iron ore using magnetizing roasting followed by magnetic separation. Sep. Sci. Technol. 2017, 10, 1768–1774. [Google Scholar] [CrossRef]
- Quast, K.B. A review of hematite flotation using 12-carbon chain collectors. Miner. Eng. 2000, 13, 1361–1376. [Google Scholar] [CrossRef]
- Ponomar, V.P.; Dudchenko, N.O.; Brik, A.B. Reduction roasting of hematite to magnetite using carbohydrates. Int. J. Miner. Process. 2017, 164, 21–25. [Google Scholar] [CrossRef]
- Kachi, S.; Momiyama, K.; Shimizu, S. An electron diffraction study and a theory of the transformation from γ-Fe2O3 to α-Fe2O3. J. Phys. Soc. Jpn. 1963, 18, 106–116. [Google Scholar] [CrossRef]
- Kwauk, M.; Li, J.; Liu, D. Particulate and aggregative fluidization—50 years in retrospect. Powder Technol. 2000, 111, 3–18. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | TFe | FeO | P | S | SiO2 | Al2O3 | CaO |
| Counts | 35.68 | 33.78 | 0.10 | 0.36 | 20.73 | 3.23 | 1.22 |
| Component | MgO | K2O | Na2O | H2O+ | total C | burning loss | |
| Counts | 1.21 | 0.14 | 0.060 | 1.61 | 6.51 | 21.05 |
| Iron Phase | Fe in Magnetite | Fe in Hematite | Fe in Carbonate | Fe in Sulfide | Fe in Silicate | Total |
|---|---|---|---|---|---|---|
| Content | 0.87 | 8.99 | 25.32 | 0.263 | 0.137 | 35.58 |
| Percentage | 2.45 | 25.27 | 71.16 | 0.74 | 0.39 | 100.00 |
| Minerals | Counts | Minerals | Counts |
|---|---|---|---|
| Siderite | 51.20 | Maolinite | 2.38 |
| Hematite | 9.60 | Pyrite | 0.43 |
| Mixture of iron ore and chlorite | 13.38 | Apatite | 0.30 |
| Quartz or chalcedony | 12.56 | Calcite | 0.20 |
| Mica | 5.30 | Dolomite | 0.18 |
| Chlorite | 4.45 | Others | 0.02 |
| Sample | TFe | P | S | SiO2 | Al2O3 | CaO | MgO | K2O | Na2O | MnO2 |
|---|---|---|---|---|---|---|---|---|---|---|
| Roasted product | 45.10 | 0.15 | 0.31 | 26.97 | 3.97 | 1.69 | 1.77 | 0.13 | 0.07 | 1.30 |
| Concentrate | 57.18 | 0.13 | 0.35 | 12.42 | 2.37 | 2.28 | 1.97 | 0.07 | 0.06 | 1.66 |
| tailings | 12.31 | 0.16 | 0.16 | 69.64 | 8.71 | 1.04 | 0.72 | 0.45 | 0.10 | 0.16 |
| Sample | Fe in Hematite | Fe in Carbonate | Fe in Sulfide | Fe in Silicate | Fe in Magnetite | Total | |
|---|---|---|---|---|---|---|---|
| Roasted product | Count | 1.02 | 1.54 | 0.032 | 0.25 | 42.39 | 45.232 |
| Distribution | 2.26 | 3.4 | 0.07 | 0.55 | 93.72 | 100.00 | |
| Concentrate | Distribution | 0.39 | 0.79 | 0.018 | 0.39 | 55.13 | 56.718 |
| Count | 0.69 | 1.39 | 0.03 | 0.69 | 97.20 | 100.00 | |
| tailings | Count | 4.63 | 3.94 | 0.056 | 0.014 | 3.47 | 12.11 |
| Distribution | 38.23 | 32.54 | 0.46 | 0.12 | 28.65 | 100.00 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Han, Y.; Zhang, Y.; Liu, Y.; Liu, Y. Efficient Utilization of Siderite- and Hematite-Mixed Ore by Suspension Magnetization Roasting: A Pilot-Scale Study. Sustainability 2022, 14, 10353. https://doi.org/10.3390/su141610353
Chen C, Han Y, Zhang Y, Liu Y, Liu Y. Efficient Utilization of Siderite- and Hematite-Mixed Ore by Suspension Magnetization Roasting: A Pilot-Scale Study. Sustainability. 2022; 14(16):10353. https://doi.org/10.3390/su141610353
Chicago/Turabian StyleChen, Chao, Yuexin Han, Yushu Zhang, Yachuan Liu, and Yingzhi Liu. 2022. "Efficient Utilization of Siderite- and Hematite-Mixed Ore by Suspension Magnetization Roasting: A Pilot-Scale Study" Sustainability 14, no. 16: 10353. https://doi.org/10.3390/su141610353
APA StyleChen, C., Han, Y., Zhang, Y., Liu, Y., & Liu, Y. (2022). Efficient Utilization of Siderite- and Hematite-Mixed Ore by Suspension Magnetization Roasting: A Pilot-Scale Study. Sustainability, 14(16), 10353. https://doi.org/10.3390/su141610353