Abstract
This study aims to evaluate the pavement performance of permeable asphalt concrete (PAC) produced with modified recycled coarse aggregate (RCA) based on six types of single modification methods and three types of double modification methods. Firstly, the water absorption, apparent density, and crushing value of the RCA before and after modification were tested. Subsequently, the performance of PAC with these types of modified RCA was investigated, including the optimum asphalt-aggregate ratio, water stability, high-temperature performance, and low-temperature crack. The test results show that the physical properties of RCA were improved to some extent owing to the modification methods adopted, except that the water absorption of RCA-C and RCA-PC increased by 33.5% and 32.6%, respectively, compared with that of RCA. This increase in the water absorption was attributed to the high water absorption of the cement mortar. As a whole, various modification methods have different effects on the road performance of asphalt mixtures, and soaking RCA with slag powder and silane coupling agent was prominent among them. Compared with the PAC with RCA, the Marshall stability, Marshall stability of immersion, residual stability, TSR, dynamic stability and low-temperature tensile strength of PAC with RCA-SLSC were increased by 31.8%, 41.0%, 7.0%, 5.8%, 280.7% and 17.2%, respectively.
1. Introduction
According to the statistics, the production of construction waste in China reached 3 billion tons in 2020, while the recycling rate of construction waste was less than 10% [1]. Improper disposal of construction waste causes resource waste, as well as water and soil pollution. Existing studies have shown that road engineering can effectively consume large amounts of construction waste [2]. Specifically, recycled aggregates originating from construction waste can be extensively applied in road engineering [3], including in road or bottom bases [4,5].
However, the utilization of recycled aggregates in asphalt pavements is relatively low. Several researchers have conducted primary studies on the road performance of asphalt mixtures with recycled aggregates, and verified the feasibility of utilizing recycled aggregate to construct asphalt concrete pavements [3,6,7,8,9]. For instance, Nwakaire et al. [8] conducted several studies on recycled coarse aggregate (RCA)-based asphalt concrete. The test results showed that the optimum asphalt-aggregate ratio of the asphalt mixture was increased with the increase in RCA content. In addition, asphalt concrete incorporating RCA exhibited better performance compared with that of the asphalt concrete with 100% granite, in terms of Marshall stability, fatigue resistance, impact strength, and wear resistance. Given its comprehensive performance, it was suggested that the optimum content of RCA was 40%. Radević et al. [10] studied the effect of recycled aggregate on the stiffness and rutting resistance of asphalt concrete. It was revealed that the incorporation of RCA had no significant effect on the permanent deformation resistance and stiffness of the asphalt concrete. However, owing to the high porosity and specific surface area of the recycled aggregate, the incorporation of recycled aggregate would increase the amount of asphalt. Moreover, Mikhailenko et al. [11] analyzed the mechanical properties of asphalt mixtures made with recycled aggregate in different proportions. The rutting resistance was increased with the increase in RCA content. When the RCA content was 32%, the rutting depth was almost half that of the reference group. Additionally, Sanchez-Cotte et al. [12] studied the influence of recycled aggregate sources on asphalt concrete. Two different sources of recycled aggregate were selected, including from cement concrete pavement and construction. In summary, the above studies showed that the road performance of asphalt mixtures depended largely on the quality and content of the recycled aggregate. The road performance of recycled aggregate from cement concrete pavements was better than from construction demolitions.
Owing to the crushing value, water absorption and apparent density of recycled aggregate being worse than natural aggregate [13], recycled aggregate can only be mixed with a small portion of the natural aggregate and applied to asphalt concrete pavements. Both the utilization rate of recycled aggregate in asphalt concrete pavements and the road performance of asphalt concrete with recycled aggregate can be improved by strengthening and modifying the recycled aggregate [14]. Several researchers have studied the modification of recycled aggregates. For example, Lei Bin et al. [15] reinforced and modified recycled aggregate by three different methods of RCA modification. After the modification, the water stability of permeable asphalt concrete (PAC) with modified RCA significantly improved, exhibiting a performance similar to that of PAC with natural aggregate. Albayati et al. [16] used a calcium hydroxide solution to treat recycled aggregate, which improved the basic physical properties such as the apparent density of recycled aggregate. Under light traffic, asphalt concrete consisting of recycled aggregate and treated recycled aggregate has higher Marshall stability and plastic rheological resistance. Overall, there are many methods for strengthening recycled aggregate, and the enhancement mechanisms are concentrated on the stripping of old mortar [17], the filling of cracks and voids [18,19], and the overall strengthening of aggregates combined with polymers [20]. Furthermore, the specific method of recycled aggregate modification involves soaking the recycled aggregate in various solutions, such as acetic acid solution [21], sodium silicate solution [22], polyvinyl alcohol solution [23], slag powder solution [24], cement slurry [25], organic silicone resin [15], and silane coupling agent [26].
In this study, six types of single modification methods and three types of double modification methods were used to treat RCA, and 100% of natural coarse aggregate (NCA) was replaced by RCA to make PAC, in order to study the influence of different modification methods of RCA on PAC with RCA. The innovation of this paper lies in the reinforcement of recycled aggregates with a variety of different modification methods, in order to make construction waste available for use in road projects, especially asphalt pavements.
2. Experiment
2.1. Raw Material
SBS-modified asphalt was used in this study. Its performance parameters are presented in Table 1. Table 2 shows the properties of limestone mineral powder, which was used as the filler of asphalt. Natural aggregates with particle size of 0–4.75 mm were used as fine aggregates. The specific indicators of the fine aggregates are shown in Table 3. The RCA was obtained from waste concrete from demolished buildings that were probably about 20 years old and had a concrete strength class of about C30. The indicators of NCA and RCA are shown in Table 4.

Table 1.
Asphalt performance parameters.
Table 2.
Basic indicators of the limestone mineral powder.
Table 3.
Fine aggregate parameters.
Table 4.
Coarse aggregate parameters.
2.2. Modification Method of RCA
In this experiment, six types of single and three types of double modification methods of RCA were employed. Single modification methods include the use of acetic acid to remove adhered mortar from the RCA surface; using sodium silicate, polyvinyl alcohol, or slag powder to fill the voids and cracks on the RCA surface; and using a silane coupling agent or cement slurry to cover the surface of the RCAs. Double-modified RCA methods consisted of the modification of acetic acid and sodium silicate modification, polyvinyl alcohol and cement slurry modification, and slag powder and silane coupling agent modification.
2.2.1. Glacial Acetic Acid and/or Sodium Silicate Solution-Modified RCA
For the single modification method using glacial acetic acid (RCA-G), the RCA was immersed in glacial acetic acid solution at a concentration of 5% for 30 min. The aggregates were then washed with tap water and dried. Figure 1 shows the RCA modified by glacial acetic acid solution. For the single modification method using sodium silicate (RCA-S), the RCA was uniformly stirred with 3% sodium silicate solution and then soaked in the solution for 2 h. Subsequently, the RCA was washed with tap water and dried. Figure 2 shows the RCA modified by sodium silicate solution after glacial acetic acid modification.

Figure 1.
RCA soaked in glacial acetic acid solution.

Figure 2.
RCA modified by sodium silicate solution after glacial acetic acid modification.
Glacial acetic acid and sodium silicate solution double-modified RCA (RCA-GS) was achieved by the sequential application of the above two modification methods. The first modification stripped off the old mortar attached to the surface of the RCA, and the second step filled the pores and cracks of the RCA to make the RCA denser [21]. The schematic of this process is shown in Figure 3.
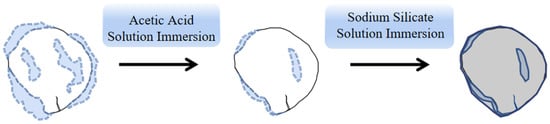
Figure 3.
Schematic diagram of the double-modified RCA with acetic acid and sodium silicate solution.
2.2.2. Polyvinyl Alcohol and/or Cement Slurry-Modified RCA
For the single modification method using polyvinyl alcohol (RCA-P), the RCA was soaked in 6% polyvinyl alcohol solution for 24 h, and the solution was stirred once every 4 h. Then, the modified RCA was obtained after drying in air. Figure 4 shows the RCA modified by polyvinyl alcohol. For the single modification method using cement slurry (RCA-C), the RCA was mixed with cement slurry (water-cement ratio 1:1), and the mixture was stirred evenly and vibrated on the vibration platform for 5 min. The excess cement slurry was filtered, and then the aggregate was paved on a plastic plate for 28 days to obtain cement slurry-modified RCA. Figure 5 shows the RCA modified by cement slurry after polyvinyl alcohol modification.
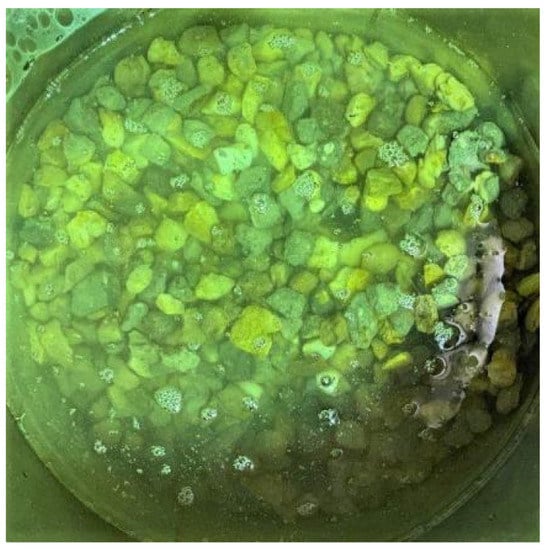
Figure 4.
RCA soaked in polyvinyl alcohol solution.

Figure 5.
RCA modified by cement slurry after polyvinyl alcohol modification.
The polyvinyl alcohol and cement slurry double-modified RCA (RCA-PC) was achieved by the sequential application of the above two modification methods. The first modification repaired and filled the cracks and pores of the RCA to form a hydrophobic film [23], and the second modification enhanced the adhesion between the aggregate and asphalt. The schematic of this process is shown in Figure 6.
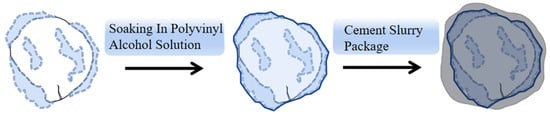
Figure 6.
Schematic diagram of the double-modified RCA with polyvinyl alcohol and cement slurry.
2.2.3. Slag Powder and/or Silane Coupling Agent-Modified RCA
For the single modification method using slag powder (RCA-SL), the RCA was immersed in 20 wt % slag solution for 24 h. The RCA was then washed with water and dried in an oven to obtain slag powder-modified RCA. Figure 7 shows the RCA modified by slag powder. For the single modification method using a silane coupling agent (RCA-SC), the RCA was immersed in a silane solution with a concentration of 10% and stirred every 30 min. After soaking for 24 h, the aggregate was removed and dried in an oven to obtain silane-modified RCA. Figure 8 shows the RCA modified by silane coupling agent after slag powder modification.
Figure 7.
RCA after soaking in slag powder solution.
Figure 8.
RCA modified by silane coupling agent after slag powder modification.
The slag powder and silane coupling agent double-modified RCA (RCA-SLSC) was achieved by the sequential application of the above two modification methods. The first modification filled the pores and cracks of the RCA, and the second modification made the RCA have the characteristics of hydrophobicity and enhanced the adhesion between the aggregate and asphalt. The schematic of this process is shown in Figure 9.

Figure 9.
Schematic diagram of the double-modified RCA soaked with slag powder and silane coupling agent.
2.3. Test of Aggregate Properties
The apparent density, water absorption, and crushing value are typically used to characterize the basic physical and mechanical properties of aggregates [15]. The apparent density and water absorption were tested for the NCA, RCA, and modified RCA with particle sizes of 4.75–9.5 mm and 9.5–13.2 mm. Additionally, the crushing value of aggregates with particle size of 9.5–13.2 mm was analyzed. These tests were conducted in accordance with the standard of JTG E42-2005 (Test Methods of Aggregate for Highway Engineering) [28].
2.4. Performance Test of Asphalt Concrete
2.4.1. Asphalt Mixture Gradation
The gradation of the asphalt mixture adopted the fine-grained PAC-13 gradation range of the mineral aggregate gradation of the PAC [29]. The gradation curve is shown in Figure 10. For the particle size below 0.075 mm, we use limestone mineral powder; for the particle size in the range 0.075–4.75 mm, we use natural aggregate; for the particle size in the range 4.75–16 mm, we use recycled aggregate or modified recycled aggregate; the asphalt is SBS-modified asphalt.
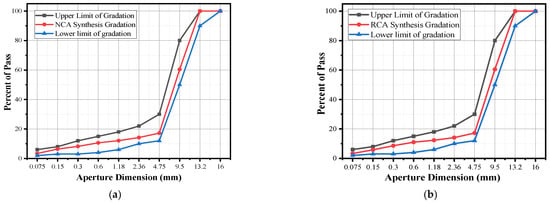
Figure 10.
Gradation curve. (a) NCA gradation curve; (b) RCA gradation curve.
2.4.2. Adhesion Test of Asphalt and Aggregate
The adhesion test of asphalt and aggregate was applied using the boiling method to detect the adhesion properties between the asphalt and aggregate surfaces and the water stripping resistance of asphalt on the aggregate surface [28]. An aggregate with a particle size within the range 13.2–16 mm and a regular cubic shape was selected for the test. The aggregate was fastened in the middle with a fine rope and placed in an oven at 105 ± 5 °C for 1 h. The heated aggregate was placed in the preheated asphalt for 45 s to completely cover the aggregate surface with the asphalt coating. Then, the aggregate wrapped in asphalt was hung on the test bench to drain the excess asphalt and cooled for 15 min at room temperature (20 ± 5 °C). The aggregates were soaked in boiling water for 3 min and then cooled in room temperature water (20 ± 5 °C). It is necessary to observe asphalt spalling on the aggregate surface in water. The adhesion grade was used as the basis for evaluating the adhesion between the asphalt and aggregate. Specifically, adhesion grades 5, 4, 3, 2, and 1 correspond to the percentages of asphalt stripping area being 0%, 0–10%, 10–30%, 30–100%, and 100%, respectively. Five parallel tests were required for each group, and the average value was taken as the final result.
2.4.3. Optimum Asphalt-Aggregate Ratio
There are two steps for optimizing the asphalt-aggregate ratio of the PAC. First, the empirical method was used for preliminary estimation. Then, the optimum asphalt-aggregate ratio was determined by a leakage loss experiment with an error margin of ±0.5%. Asphalt leakage loss was measured using a binder drainage test (JTG E20-2011 T 0732) [27] based on the gradation of the mixture. For the test, it was necessary to put 1 kg of asphalt mixture into a clean beaker and cover it with glass, and then put the beaker into an oven at 185 °C for 1 h. After that, the asphalt mixture was poured out to determine the quality of the beaker and residue. Equation (1) was used to calculate the asphalt leakage loss of different mixtures, and three parallel tests were performed for each group. If the dispersion value of one parallel test was large, it was repeated. The average value of three parallel tests was considered as the leakage loss of the asphalt. The obtained optimum asphalt-aggregate ratios were then adopted for the specimen preparation of the subsequent tests.
Δm represents the asphalt leakage loss (%), m0 is the beaker quality (g), m1 is the total quality of the beaker and asphalt mixture (g), and m2 represents the quality of the beaker and residue after the experiment (g).
2.4.4. Water Permeability Test
A 300 mm × 300 mm × 50 mm test block prepared by an asphalt slab roller compactor was used as the specimen for the permeability test. The specimen was rolled back and forth using a rutting tester for 12 round trips. The connectivity porosity was measured according to CJJ/T 190-2012 (Technical specification for permeable asphalt pavement) [29]. As shown in Figure 11, the specimen was mounted on two test blocks. The time taken by the water surface to reach from 100 to 500 mL was recorded. The average time of the three parallel tests was taken as the final value. The base of the instrument was completely sealed to prevent water leakage from the side. The permeability of the pavement was evaluated using the time required for the water surface to reach from 100 to 500 mL. The permeability coefficient was calculated using Equation (2).
Cw represents the pavement permeability coefficient (mL/min); V1 and V2 represent the water volume at the first and second timings, respectively (mL); t1 and t2 represent the first and second timings, respectively (s).
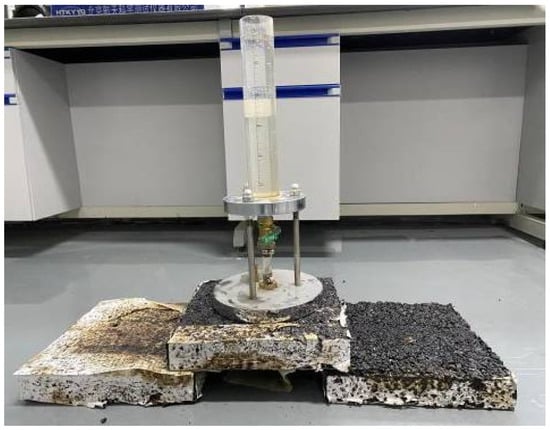
Figure 11.
Water permeability experiment.
2.4.5. Water Stability Property
The water stability of the mixture was evaluated using the ratio of immersion Marshall stability to Marshall stability. The calculation formula for residual stability was based on JTG E20-2011 (Standard Test Methods of Bitumen and Bituminous Mixture for Highway Engineering) [27], as shown in Equation (3). The standard Marshall specimens were divided into two groups: one group was soaked in a constant-temperature water tank for 30 min, where the temperature was maintained at 60 °C. The other group was soaked at the same temperature (60 °C) in a water tank for 48 h. The Marshall stability MS1, immersion Marshall stability MS2, and flow value were measured using a Marshall tester. The water stability test results are shown in Figure 12.
MS0 represents the residual stability of the mixture (%), MS1 represents the immersion Marshall stability of the mixture (kN), and MS2 represents the Marshall stability of the mixture (kN).
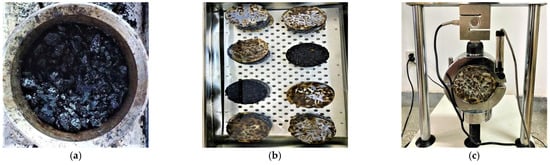
Figure 12.
Test process. (a) Preparation of specimens; (b) Constant-temperature water immersion; (c) Stability measurement.
2.4.6. Freeze-Thaw Splitting Test
The freeze-thaw splitting test was used to test the water damage resistance of the PAC. In this test, the Marshall compaction method was adopted to form cylindrical specimens. The freeze-thaw cycle was used to keep the specimen in the refrigerator at −18 ± 2 °C for 16 ± 1 h, and then placed in a water bath at 60 ± 0.5 °C for 24 h. Heights h1 and h2 of the unfrozen-thawed test blocks and frozen-thawed test blocks, respectively, were measured using a Vernier caliper. The specimen was kept in a water bath at 25 °C for 2 h and then loaded at a loading rate of 50 mm/min. The maximum splitting tensile strengths PT1 (without freeze-thaw cycles) and PT2 (after freeze-thaw cycles) were obtained. The splitting tensile strength of the Marshall specimen was obtained using Equation (5). The splitting tensile strength ratio (TSR) was used to evaluate the water stability of the mixture, which can be obtained using Equation (4). The test operation is illustrated in Figure 13.
TSR represents the tensile strength ratio of the freeze-thaw splitting test (%), T2 represents the average splitting tensile strength of the second group of effective specimens after freeze-thaw cycles (MPa), and T1 represents the average splitting tensile strength of the first group of effective specimens without freeze-thaw cycles (MPa).
i equals to 1 or 2, RT1 represents the splitting tensile strength of the first group of a single specimen without freeze-thaw cycles (MPa), RT2 represents the splitting tensile strength of the second group of a single specimen subjected to freeze-thaw cycles (MPa), PT1 represents the test load values of the first group of a single specimen (N), PT2 represents the test load values of the second group of a single specimen (N), h1 represents the height of each specimen in the first group (mm), and h2 represents the height of each specimen in the second group (mm).

Figure 13.
Freeze-thaw splitting test. (a) Freeze-thaw test specimens; (b) Immersion in constant-temperature water; (c) Testing splitting strength.
2.4.7. High Temperature Rutting Test
Rutting deformation is one of the most prominent forms of damage in asphalt pavement. It not only shortens the service life of pavements but also increases the risk of motor vehicle accidents [30]. The dynamic stability (DS) of the mixture was measured using a high-temperature rutting test instrument. According to the JTG E20-2011 standard (Test methods for bitumen and bituminous mixtures for highway engineering) [27], the experimental steps were as follows: A plate specimen with length, width, and height of 300, 300, and 50 mm, respectively, was prepared using an asphalt slab roller compactor and cooled at room temperature for 48 h. After the asphalt solidified, it was placed in the rutting test instrument at 60 °C. The test time lasted approximately 1 h or till the maximum deformation of 25 mm was reached, whichever occured first. When the high-temperature rutting tester had run for 45 min (t1) and 60 min (t2), the rut deformations d1 and d2 were read, respectively, as shown in Figure 14. The dynamic stability DS was calculated using Equation (6).
DS represents the dynamic stability of the PAC (times/mm), d1 represents the deformation corresponding to time t1 (mm), d2 represents the deformation corresponding to time t2 (mm), C1 represents the test machine type coefficient (equal to 1.0 for running mode of crank connecting rod drive loading wheel ), C2 represents the coefficient of specimen (equal to 1.0 for 300 mm wide specimen), and N represents the test wheel rolling speed (usually 42 times/min).

Figure 14.
High temperature rutting test. (a) Preparation of specimens; (b) Specimen formation; (c) Dynamic stability test.
2.4.8. Low-Temperature Crack-Resistance Experiment
Reflective cracks are one of the most common problems in semi-rigid base asphalt pavements and existing cement pavement overlay asphalt. Asphalt becomes brittle at low temperatures owing to its unique characteristics, and the cracking of asphalt concrete is even more evident. With the continuous growth of reflection cracks passing through the asphalt layer, they become a conduit for water seepage, causing further cracking, spalling, and degradation of the pavement, ultimately reducing the service life of the pavement [31]. Therefore, it is necessary to test and analyze the tensile strength of PAC at low temperatures. A cylinder block of Φ101.6 mm × 63.5 mm was prepared using the compaction method. It was placed in an air thermostat with a temperature of −10 ± 0.5 °C for 6 h. The spacing between specimens was maintained. The test results are shown in Figure 15. The loading rate was 50 mm/min. The splitting tensile strength is calculated according to Equation (7). The Poisson’s ratio μ was 0.25. The failure tensile strain εT and failure stiffness modulus ST are calculated using Equations (10) and (11).
RT represents the splitting tensile strength (MPa), εT represents the damage to tensile strain, ST represents the failure stiffness modulus (MPa), μ represents the Poisson’s ratio, PT represents the maximum load of the specimen (N), H represents the specimen height (mm), A represents the ratio of vertical to horizontal deformation of the specimen (MPa). Moreover, A = YT/XT where YT represents the vertical total deformation of the specimen corresponding to the maximum failure load (mm), and XT represents the total horizontal deformation of the specimen corresponding to the maximum failure load (mm).
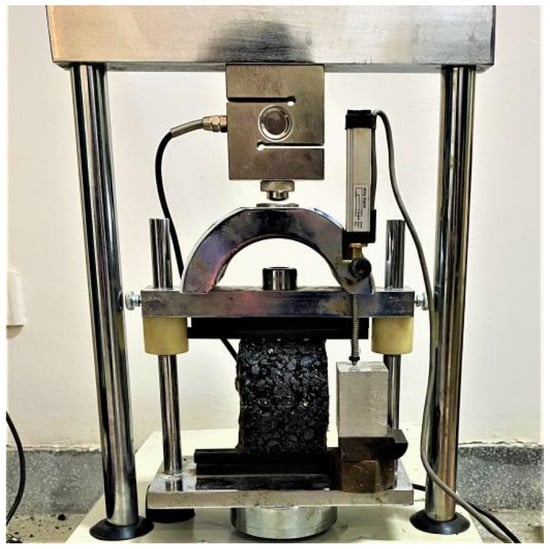
Figure 15.
Low-temperature splitting test.
3. Results and Discussions
3.1. Properties of Aggregate
Test results of aggregate properties are shown in Table 5.
Table 5.
Aggregate performance index.
3.1.1. Apparent Density
As shown in Figure 16, the apparent density of the RCA was lower than that of the natural coarse aggregate. This is attributed to the large quantity of loose and porous cement mortar adhering to the surface of the RCA, which reduced the apparent density of the RCA [32]. After modification, the apparent density of the RCA demonstrated a certain improvement, and the apparent density of the double-modified RCA was higher than that of the single-modified RCA. The apparent density of the RCA was increased the most after the modification by the slag powder and silane coupling agent (RCA-SLSC), which was even higher than that of the natural coarse aggregate. The RCA modified by glacial acetic acid and sodium silicate solution (RCA-GS) was next, of which the apparent density value was close to that of the natural coarse aggregate. Among all the modification methods, the apparent density increase of RCA-G was the least, and was only 0.02 g/cm3. Although the glacial acetic acid solution could peel old mortar from the surface of RCA [21] and improve the apparent density, it could not dissolve the old mortar completely, even making it loose and porous; therefore, the apparent density of RCA-G was insignificantly improved. Moreover, the test results show that the recycled aggregate of size 4.74–9.5 mm exhibited slightly greater apparent density than the corresponding recycled aggregate of 9.5–13.2 mm, which was mainly attributed to the larger surface area of the recycled aggregate with the smaller size.
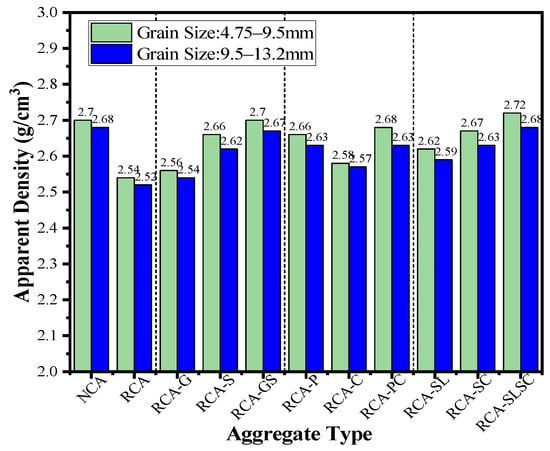
Figure 16.
Apparent density of aggregate.
3.1.2. Water Absorption
As shown in Figure 17, RCA had a stronger water absorption capacity (8.82 times in 4.75–9.5 mm aggregates) than NCA. This is mainly attributed to the fact that RCA is coated with a large number of old cement mortar particles, and there are many microcracks on the surface. Compared with that of RCA, the water absorption of most modified RCAs significantly decreased; specifically, the water absorption of RCA-G, RCA-S, RCA-GS, RCA-P, RCA-SL, RCA-SC, and RCA-SLSC decreased by 16.9%, 38.8%, 34.6%, 21.7%, 30.5%, 35.5%, and 38.4%, respectively, compared with that of RCA. However, an exception was observed, in which the water absorption of RCA-C and RCA-PC increased by 33.5% and 32.6%, respectively, compared with that of RCA. This increase in the water absorption was attributed to the high water absorption of the cement mortar [13].
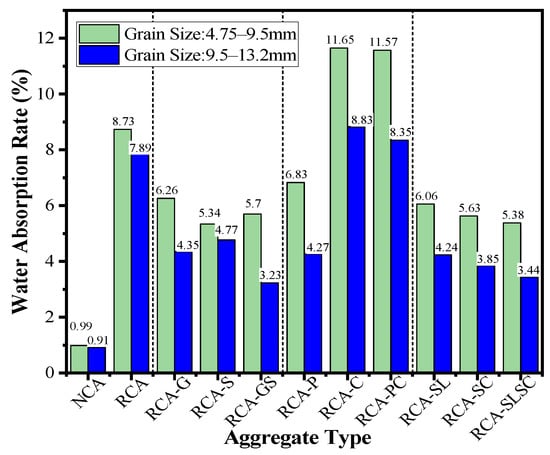
Figure 17.
Water absorption of aggregate.
3.1.3. Crushing Value
The crushing-index test data are presented in Figure 18. The RCA crushing value was increased by 51.6% compared to that of the NCA. This is not only related to the old mortar on the surface of recycled aggregate, but also may be related to the cracks in the recycled aggregate itself. The crushing values of the RCAs, including single modification and double modification, were all reduced to varying degrees after modification. Specifically, the crushing values of RCA-G, RCA-S, RCA-GS, RCA-P, RCA-C, RCA-PC, RCA-SL, RCA-SC, and RCA-SLSC were decreased by 20.2%, 18.0%, 24.3%, 20.1%, 12.4%, 22.4%, 21.3%, 19.4%, and 23.2%, respectively, compared with RCA. The reasons for the improvement by these adopted modification methods are as follows: the acetic acid stripped the old mortar of RCA; the calcium silicate gel formed by sodium silicate hydrolysis filled the pores of RCA [33]; the slag powder filled the pores of RCA; the hydrophobic adhesive—formed by polyvinyl alcohol and silane coupling agent, and the cement slurry wrapped the RCA [34,35]. Moreover, it can be seen that the effect of strength improvement from double modification on RCA is better than that from single modification.
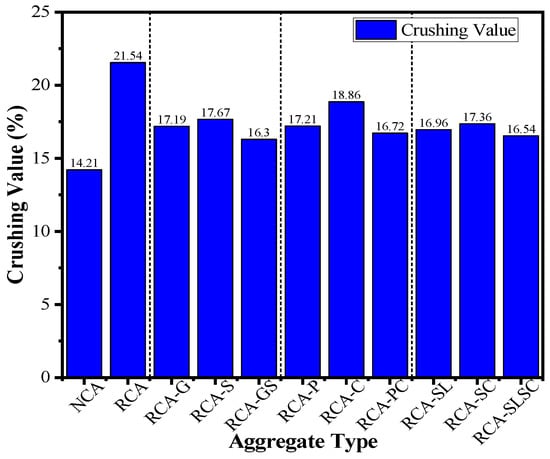
Figure 18.
Crushing value.
3.2. Adhesion Performance between Aggregate and Asphalt
The test results are shown in Figure 19. The adhesion grades for RCA-P, RCA-C, RCA-PC, RCA-SC, and RCA-SLSC were grade 5, while those of the other aggregates were grade 4. Therefore, cement slurry, polyvinyl alcohol, and silane coupling agent can effectively improve the adhesion between the RCA and asphalt. According to the chemical theory of adhesion between asphalt and aggregate, cement slurry is alkaline and has good adhesion with asphalt [36]. Polyvinyl alcohol and the silane coupling agent form a curing film on the surface of aggregates, which can weaken the adverse chemical reaction between aggregates and asphalt [35,36].
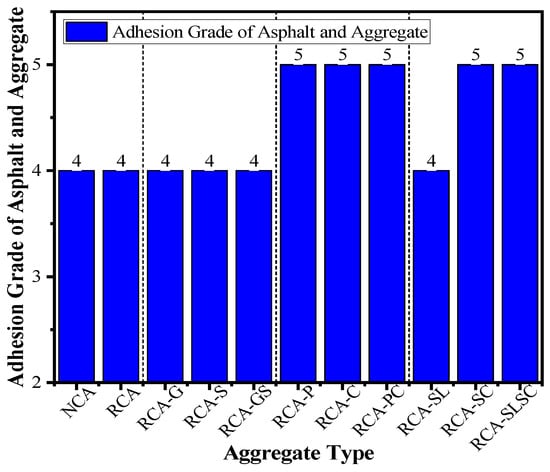
Figure 19.
Adhesion grade of asphalt and aggregate.
3.3. Optimum Asphalt-Aggregate Ratio
The test shows that the aggregate can only absorb a certain amount of asphalt that can be used structurally. If the amount is too small, the bonding force between the mixture and the aggregate is insufficient, and if the amount is too large, it will overflow. According to the binder drainage test data, the relationship curve between the asphalt adhesion and the asphalt-aggregate ratio was obtained. The x-axis is the asphalt-aggregate ratio, and the y-axis represents the asphalt leakage loss. The optimal asphalt-aggregate ratio was determined, as shown in Figure 20b. The optimum asphalt-aggregate ratio of the PAC with natural aggregate was 5.3%, and the optimum asphalt-aggregate ratio of the 100% PAC with unmodified RCA was 7.3%. The attached mortar on the surface of the recycled aggregate has many pores, which is able to absorb asphalt, and therefore, resulted in the increase in the amount of asphalt used and higher optimum asphalt-aggregate ratio.

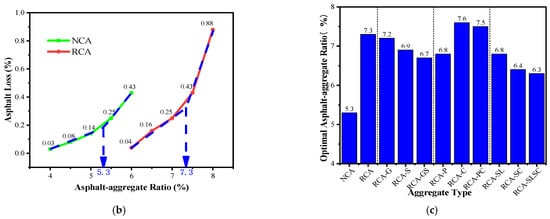
Figure 20.
Determination of optimum asphalt-aggregate ratio. (a) Determination of asphalt leakage loss; (b) Asphalt loss of NCA and RCA; (c) The optimal asphalt-aggregate ratio of different coarse aggregate asphalt mixtures.
Figure 20c shows the optimal asphalt-aggregate ratio of the asphalt mixtures with different coarse aggregates. The modification of RCA has a certain influence on the optimum asphalt-aggregate ratio of the mixture. Among the single modification methods, RCA-SC has the lowest optimum asphalt-aggregate ratio, which is 6.4. Among the double modification methods, RCA-SLSC performed the best, and the optimum asphalt-aggregate ratio was 6.3.
The optimum asphalt-aggregate ratio of the RCA asphalt mixture was 37.7% higher than that of the NCA asphalt mixture, while the optimum asphalt-aggregate ratio of the RCA-G asphalt mixture was 1.3% lower than that of the RCA asphalt mixture. Glacial acetic acid stripped the cement mortar on the RCA surface to a certain extent; however, there were still many micro-cracks on the surface, which still absorb more asphalt. The optimum asphalt-aggregate ratio of the RCA-S asphalt mixture was 5.5% lower than that of the RCA asphalt mixture. Sodium silicate hydrolysis and chemical reaction with the hydration products in the old cement mortar on the surface of the RCA generate silica gel and calcium silicate colloids. These products fill the pores and microcracks of the RCA, reduce the porosity of the aggregate, and increase the density of the RCA surface [37,38]. Thus, the amount of asphalt was reduced. The optimum asphalt-aggregate ratio of the RCA-GS asphalt mixture was 8.2% lower than that of the RCA asphalt mixture and 6.9% and 2.9% lower than that of the RCA-G and RCA-S asphalt mixtures, respectively. Double modification can further optimize the performance of aggregates.
The optimum asphalt-aggregate ratio of the RCA-P asphalt mixture was 6.8% lower than that of the RCA asphalt mixture. After the PVA solution was soaked and air-dried, a hydrophobic film was formed in the pores and cracks on the surface of the RCA. Therefore, the asphalt could not penetrate into the pores and cracks inside the aggregate, which reduced the contact area between the asphalt and aggregate, thereby reducing the amount of asphalt used [20]. The optimum asphalt-aggregate ratios of the RCA-C and RCA-PC asphalt mixtures increased by 4.1% and 2.7%, respectively, compared with those of RCA. The surface area of the aggregate increased after the cement slurry coating. Moreover, there was a good adsorption capacity between the cement slurry and asphalt, and the application amount of asphalt was increased.
The optimum asphalt-aggregate ratios of the RCA-SL, RCA-SC, and RCA-SLSC asphalt mixtures were 6.8%, 12.3%, and 13.7% lower than that of the RCA asphalt mixture, respectively. The hydration products of slag powder effectively filled the formation of microcracks, pores, and other defects in the aggregate; therefore, the aggregate structure was dense, and the surface area of the aggregate was also reduced accordingly [39], thereby reducing the asphalt-aggregate ratio. Silane coupling agents form hydrophobic polymer films between the gypsum crystals. The voids between the gypsum crystals were blocked, and the crystal structure became denser, which reduced the porosity of the aggregate and the amount of asphalt. It can be seen that when reducing the amount of asphalt using a silane coupling agent, the modification effect is better than that obtained using the slag powder.
3.4. Permeability Performance
The permeability test data are shown in Figure 21. It can be observed that the permeability coefficient is closely correlated with the connected air voids. The higher the number of connected air voids, the higher is the permeability coefficient. The permeability coefficient and connected air voids of the PAC with modified RCA exhibited a certain decline compared with PAC of RCA. After the modification of the RCA, the increase in its apparent density made the PAC denser, and the connected pores were reduced, which led to a decrease in the permeability coefficient. The permeability coefficient and connected air voids of the double-modified RCA asphalt concrete were less than those of the corresponding single-modified RCA asphalt concrete. This means that the RCA modification reduced the interconnected pores of the asphalt concrete.
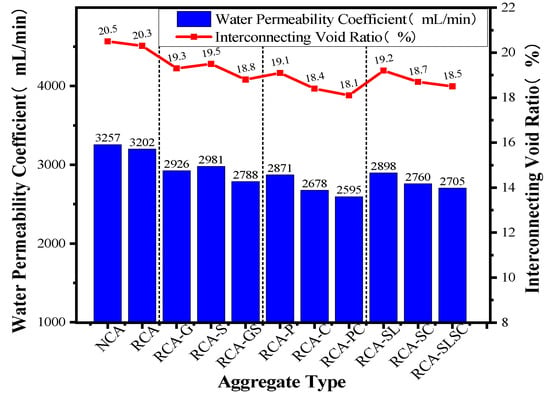
Figure 21.
Permeability coefficient and connected air voids.
3.5. Water Stability Property
3.5.1. Marshall Stability
The Marshall stability of the PAC with RCA was significantly lower than that of the PAC with NCA, as shown in Figure 22. This is primarily because the strength of RCA is lower than that of the natural aggregate. After handling, crushing, and other accumulated damage, the RCA shows numerous microcracks, producing a high crushing value and low strength [40,41]. Compared with RCA, the Marshall stability of the PAC with modified RCA has been improved to some extent; specifically, the Marshall stability of the mixtures of RCA-G, RCA-S, RCA-GS, RCA-P, RCA-C, RCA-PC, RCA-SL, RCA-SC, and RCA-SLSC was increased by 12.8%, 16.6%, 24.8%, 16.3%, 21.5%, 17.6%, 12.4%, 8.4%, and 31.8%, respectively.
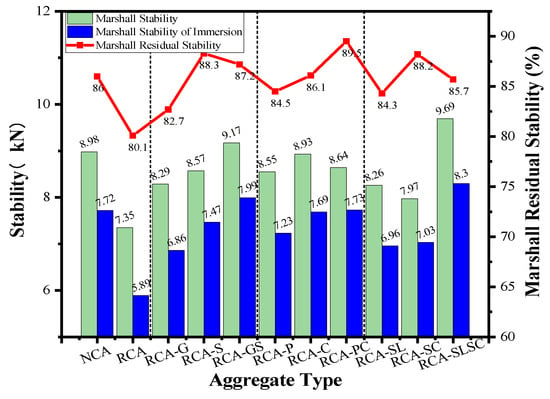
Figure 22.
Marshall stability, immersion Marshall stability and residual stability.
3.5.2. Marshall Stability of Immersion
It can be found from Figure 22 that the immersion Marshall stability of the PAC with RCA was greatly improved after modification, and the immersion Marshall stability of the double modification was greater than that of a single modification. Specifically, the immersion Marshall stabilities of RCA-G, RCA-S, RCA-GS, RCA-P, RCA-C, RCA-PC, RCA-SL, RCA-SC, and RCA-SLSC asphalt mixture were 16.4%, 26.8%, 35.7%, 22.8%, 30.5%, 31.2%, 19.7%, 19.3%, and 41.0% higher than that of RCA, respectively.
3.5.3. Residual Stability
The residual stabilities of various PAC with RCA are shown in Figure 22. After the modification of the RCA, the residual stability of the asphalt mixture exhibited varying degrees of improvement. The residual stabilities of the RCA-G, RCA-S, and RCA-GS mixtures were 3.2%, 10.2%, and 8.9% higher than that of the RCA mixture, respectively. Compared with the RCA mixture, the residual stability of the RCA-P, RCA-C, and RCA-PC mixtures was increased by 5.5%, 7.5%, and 11.7%, respectively. The residual stabilities of RCA-SL, RCA-SC, and RCA-SLSC mixtures were 5.2%, 10.1%, and 7.0% higher than that of RCA, respectively.
3.6. Freeze-Thaw Splitting Tensile Strength
The freeze-thaw splitting test results are shown in Figure 23. All the modification methods could improve the splitting tensile strength of the mixture before and after freeze-thaw cycles. Among all the RCA modification methods, the PAC with RCA-SLSC has the largest increase in the splitting tensile strength, with an increase of 18.52% before the freeze-thaw cycle and 26.83% after the freeze-thaw cycle. The splitting tensile strength of the PAC decreased to a certain extent after freezing and thawing cycles. Among them, the PAC with RCA has the largest decline, reaching 24.07%, and the PAC with RCA-PC has the smallest decline, reaching 17.54%. Compared with the RCA asphalt mixture, the freeze-thaw splitting strength ratios of RCA-G, RCA-S, RCA-GS, RCA-P, RCA-C, RCA-PC, RCA-SL, RCA-SC, and RCA-SLSC asphalt mixtures was increased by 1.5%, 5.0%, 7.2%, 2.5%, 4.0%, 8.7%, 5.8%, 4.6%, and 7.1%, respectively. Moreover, the freeze-thaw splitting strength ratio of the double-modified mixture was larger than that of the single-modified mixture.
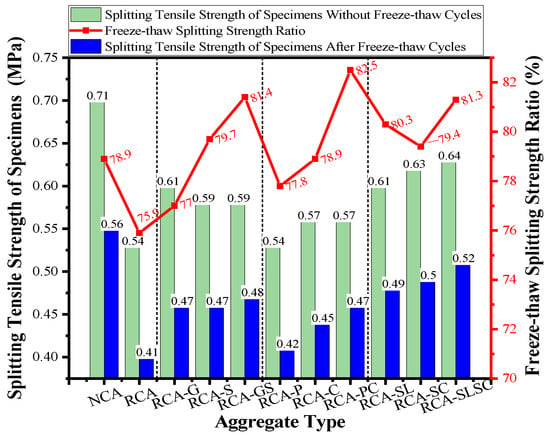
Figure 23.
Experimental data of freeze-thaw splitting.
3.7. Dynamic Stability of High Temperature Rutting
As shown in Figure 24, the dynamic stability of the NCA mixture is 3.03 times higher than that of the RCA mixture, which indicates that the high-temperature performance of RCA asphalt concrete is poorer than that of NCA asphalt concrete. This is because the hardness of the old mortar on the RCA surface is very low, and the old cement mortar on the aggregate of the asphalt mixture specimen after repeated rolling is easily damaged [42].
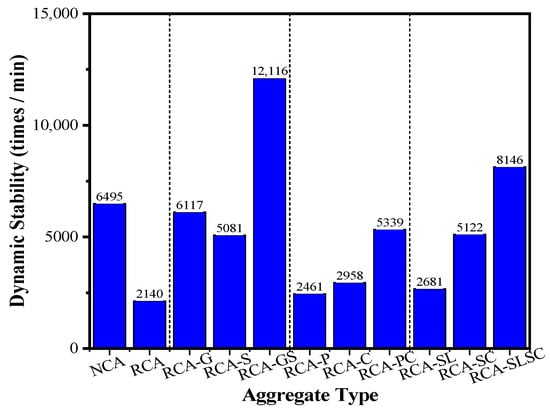
Figure 24.
Dynamic stability of PAC.
The differences in the dynamic stability between the mixtures of RCA-G, RCA-S, RCA-GS, RCA-P, RCA-C, RCA-PC, RCA-SL, RCA-SC, RCA-SLSC, and RCA were 3977, 2941, 9976, 321, 818, 3199, 541, 2982, and 6006 times/min, respectively. Previous studies have demonstrated that the dynamic stability is related to the void ratio of the mixture, and the higher the void ratio, the worse the high-temperature performance [43]. The permeability coefficient shows that the connected air voids of the double-modified RCA asphalt mixture are lower than those of the single-modified RCA asphalt mixture. As a result, the dynamic stability of the double-modified RCA asphalt mixture was higher than that of the single-modified RCA asphalt mixture, indicating that the high-temperature rutting performance of the double-modified RCA asphalt mixture is better than that of the single-modified RCA asphalt mixture.
3.8. Low-Temperature Splitting Tensile Strength
Figure 25 shows that the low-temperature tensile strength of the PAC with RCA was 33.6% lower than that of the PAC with NCA. Among the three types of double-modified RCA asphalt mixtures, the RCA-SLSC asphalt mixture had the highest tensile strength, which was 17.2% higher than that of the RCA asphalt mixture. The tensile strength of the RCA-PC asphalt mixture was the lowest, 16.7% lower than that of the RCA asphalt mixture. The tensile strength of the RCA modified by glacial acetic acid, sodium silicate, and silane increased by 3.3%, 2.8%, and 10.6%, respectively, with no noticeable effect. The low-temperature tensile strengths of the RCA modified by polyvinyl alcohol, cement mortar, and slag powder were even lower than that of the RCA asphalt mixture. It should be noted that the RCA content was 100%. Reducing the RCA content should improve the low-temperature performance of the mixture.
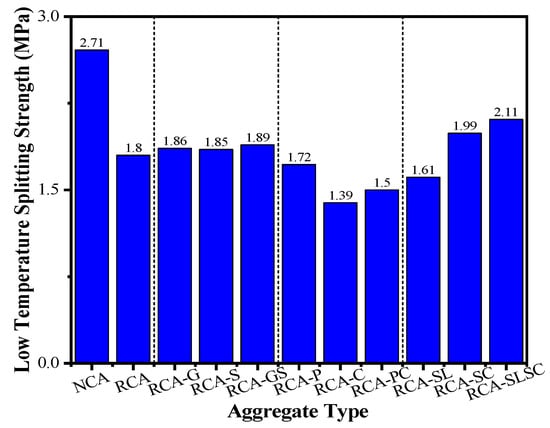
Figure 25.
Low-temperature tensile strength.
4. Conclusions
The physical properties of the RCA, including apparent density, water absorption, and crushing value, were almost all improved after modification, except for water absorption of RCA-C and RCA-PC which increased by 33.5% and 32.6%, respectively, compared with that of RCA. This is because there is a strong affinity between cement mortar and water, which further increases the water absorption of the modified RCA. In general, the RCA-SC had the best comprehensive performance in the single-modified aggregates. The RCA-SLSC performed best in the double-modified aggregates.
The permeability coefficient is closely correlated with the connected air voids. The higher the number of connected air voids, the higher the permeability coefficient. After aggregate modification, the permeability coefficient and connected air voids of the PAC decreased.
After modification of the RCA, the water stability of PAC improved to a certain extent. The residual stability and freeze-thaw splitting strength ratio of the PAC with RCA-PC were higher than those of the PAC with NCA. Compared with the PAC with RCA, the Marshall stability and immersion Marshall stability of the PAC with RCA-SLSC increased by 31.8% and 41.0%, respectively, which were the highest among the various modification methods.
The PAC with RCA-G had the best effect of dynamic stability in the single-modified RCA, and its dynamic stability was close to the PAC with NCA. Among the double-modified RCA, the PAC with RCA-GS had the best effect of dynamic stability, and its dynamic stability was close to twice that of the PAC with NCA. The dynamic stability of the PAC with double-modified RCA was higher than that of the same group of single-modified PAC.
The low-temperature performance of the PAC with modified RCA was not evident. In addition, the low-temperature splitting tensile strengths of the PAC with RCA-P, RCA-C, RCA-PC, and RCA-SL were lower than that of the PAC with RCA.
As a whole, various modification methods have different effects on the road performance of asphalt mixtures, and soaking RCA with slag powder and silane coupling agent was prominent among them. The Marshall stability, Marshall stability of immersion, residual stability, TSR, dynamic stability and low-temperature tensile strength of PAC with RCA-SLSC were increased by 31.8%, 41.0%, 7.0%, 5.8%, 280.7%, and 17.2%, respectively, compared with the PAC with RCA.
Author Contributions
Conceptualization, B.L. and J.J.; methodology, Q.X.; software, Z.Y.; validation, B.L., Z.T. and Z.Y.; formal analysis, J.J.; investigation, Q.X.; resources, B.L.; data curation, Q.X.; writing—original draft preparation, Q.X.; writing—review and editing, Z.T.; visualization, Q.X.; supervision, Q.X.; project administration, B.L.; funding acquisition, Z.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (51968046), Training Plan for Academic and Technical Leaders of Major Disciplines in Jiangxi Province—Leading Talent Project (20204BCJ22003).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tang, Z.; Li, W.; Tam, V.W.Y.; Xue, C. Advanced progress in recycling municipal and construction solid wastes for manufacturing sustainable construction materials. Resour. Conserv. Recycl. X 2020, 6, 100036. [Google Scholar] [CrossRef]
- Tavakoli, G.M.; Mehrjardi, A.; Azizi, A.; Haji-Azizi, G.; Asdollafardi. Evaluating and improving the construction and demolition waste technical properties to use in road construction. Transp. Geotech. 2020, 23, 100349. [Google Scholar] [CrossRef]
- Arulrajah, A.; Ali, M.M.Y.; Piratheepan, J.; Bo, M.W. Geotechnical Properties of Waste Excavation Rock in Pavement Subbase Applications. J. Mater. Civil. Eng. 2012, 24, 924–993. [Google Scholar] [CrossRef]
- Tang, Z.; Hu, Y.; Tam, V.W.Y.; Li, W. Uniaxial compressive behaviors of fly ash/slag-based geopolymeric concrete with recycled aggregates. Cem. Concr. Compos. 2019, 104, 103375. [Google Scholar] [CrossRef]
- Mulder, E.; Jong, T.P.R.; Feenstra, L. Closed Cycle Construction: An integrated process for the separation and reuse of C&D waste. Waste Manag. 2007, 27, 1408–1415. [Google Scholar]
- Nwakaire, C.M.; Yap, S.P.; Onn, C.C.; Yuen, C.W.; Ibrahim, H.A. Utilisation of recycled concrete aggregates for sustainable highway pavement applications: A review. Constr. Build. Mater. 2020, 235, 117444. [Google Scholar]
- Vegas, I.; Ibañez, J.A.; San José, J.T.; Urzelai, A. Construction demolition wastes, Waelz slag and MSWI bottom ash: A comparative technical analysis as material for road construction. Waste Manag. 2008, 28, 565–574. [Google Scholar] [CrossRef]
- Nwakaire, C.M.; Yap, S.P.; Yuen, C.W.; Onn, C.C.; Koting, S.; Babalghaith, A.M. Laboratory study on recycled concrete aggregate based asphalt mixtures for sustainable flexible pavement surfacing. J. Clean. Prod. 2020, 262, 121462. [Google Scholar] [CrossRef]
- Tahmoorian, F.; Samali, B. Laboratory investigations on the utilization of RCA in asphalt mixtures. Int. J. Pavement Res. Technol. 2018, 11, 627–638. [Google Scholar] [CrossRef]
- Radević, A.; Đureković, A.; Zakić, D.; Mladenović, G. Effects of recycled concrete aggregate on stiffness and rutting resistance of asphalt concrete. Constr. Build. Mater. 2017, 136, 386–393. [Google Scholar] [CrossRef]
- Mikhailenko, P.; Rafiq Kakar, M.; Piao, Z.; Bueno, M.; Poulikakos, L. Incorporation of recycled concrete aggregate (RCA) fractions in semi-dense asphalt (SDA) pavements: Volumetrics, durability and mechanical properties. Constr. Build. Mater. 2020, 264, 120166. [Google Scholar] [CrossRef]
- Sanchez-Cotte, E.H.; Fuentes, L.; Martinez-Arguelles, G.; Rondón Quintana, H.A.; Walubita, L.F.; Cantero-Durango, J.M. Influence of recycled concrete aggregates from different sources in hot mix asphalt design. Constr. Build. Mater. 2020, 259, 120427. [Google Scholar] [CrossRef]
- Evangelista, L.; de Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Kim, Y.; Hanif, A.; Kazmi, S.M.S.; Munir, M.J.; Park, C. Properties enhancement of recycled aggregate concrete through pretreatment of coarse aggregates—Comparative assessment of assorted techniques. J. Clean. Prod. 2018, 191, 339–349. [Google Scholar] [CrossRef]
- Lei, B.; Li, W.; Luo, Z.; Tam, V.W.; Dong, W.; Wang, K. Performance Enhancement of Permeable Asphalt Mixtures with Recycled Aggregate for Concrete Pavement Application. Front. Mater. 2020, 7, 253. [Google Scholar] [CrossRef]
- Albayati, A.; Wang, Y.; Wang, Y.; Haynes, J. A sustainable pavement concrete using warm mix asphalt and hydrated lime treated recycled concrete aggregates. Sustain. Mater. Technol. 2018, 18, e81. [Google Scholar] [CrossRef]
- Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2008, 23, 872–877. [Google Scholar] [CrossRef]
- Tang, Q.; Xiao, P.; Kou, C.; Lou, K.; Kang, A.; Wu, Z. Physical, chemical and interfacial properties of modified recycled concrete aggregates for asphalt mixtures: A review. Constr. Build. Mater. 2021, 312, 125357. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, Y.; Tao, M.; Shah, S. Surface Treatment on Recycled Coarse Aggregates with Nanomaterials. J. Mater. Civil. Eng. 2015, 28, 4015094. [Google Scholar] [CrossRef]
- Spaeth, V.; Tegguer, A.D. Improvement of recycled concrete aggregate properties by polymer treatments. Int. J. Sustain. Built Environ. 2013, 2, 143–152. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Qian, X.; Chen, P.; Xu, Y.; Guo, J. An environmentally friendly method to improve the quality of recycled concrete aggregates. Constr. Build. Mater. 2017, 144, 432–441. [Google Scholar] [CrossRef]
- Ali, Babar Effect of aqueous sodium silicate on properties of recycled aggregate mortar. SN Appl. Sci. 2019, 1, 1296. [CrossRef]
- Kou, S.; Poon, C. Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem. Concr. Compos. 2010, 32, 649–654. [Google Scholar] [CrossRef]
- Çakır, Ö. Experimental analysis of properties of recycled coarse aggregate (RCA) concrete with mineral additives. Constr. Build. Mater. 2014, 68, 17–25. [Google Scholar] [CrossRef]
- Xuan, D.; Zhan, B.; Poon, C.S. 21—Cement treatment of recycled concrete aggregates and incinerator bottom ash as road bases in pavements. In Waste and Byproducts in Cement-Based Materials; de Brito, J., Thomas, C., Medina, C., Agrela, F., Eds.; Woodhead Publishing: Sawston, UK, 2021; pp. 617–634. [Google Scholar]
- Santos, W.F.; Quattrone, M.; John, V.M.; Angulo, S.C. Roughness, wettability and water absorption of water repellent treated recycled aggregates. Constr. Build. Mater. 2017, 146, 502–513. [Google Scholar] [CrossRef]
- Ministry of Transport of China. Standard Test Methods of Bitumen and Bituminous Mixture for Highway Engineering (JTG E20-2011); China Communications Press: Beijing, China, 2011. (In Chinese)
- Ministry of Transport of China. Test Methods of Aggregate for Highway Engineering (JTG E42-2005); China Communications Press: Beijing, China, 2005. (In Chinese)
- Ministry of Housing and Urban-Rural Development Transport of China. Technical Specification for Permeable Asphalt Pavement (CJJ/T 190-2012); China Architecture & Building Press: Beijing, China, 2012. (In Chinese)
- Guo, R.; Nian, T.; Zhou, F. Analysis of factors that influence anti-rutting performance of asphalt pavement. Constr. Build. Mater. 2020, 254, 119237. [Google Scholar] [CrossRef]
- Pan, R.; Li, Y. Effect of warm mix rubber modified asphalt mixture as stress absorbing layer on anti-crack performance in cold region. Constr. Build. Mater. 2020, 251, 118985. [Google Scholar] [CrossRef]
- Hu, Y.; Tang, Z.; Li, W.; Li, Y.; Tam, V.W.Y. Physical-mechanical properties of fly ash/GGBFS geopolymer composites with recycled aggregates. Constr. Build. Mater. 2019, 226, 139–151. [Google Scholar] [CrossRef]
- Xiao, J.; Li, W.; Poon, C. Recent studies on mechanical properties of recycled aggregate concrete in China—A review. Sci. China Technol. Sci. 2012, 55, 1463–1480. [Google Scholar] [CrossRef]
- Zhu, Y.; Kou, S.; Poon, C.; Dai, J.; Li, Q. Influence of silane-based water repellent on the durability properties of recycled aggregate concrete. Cem. Concr. Compos. 2013, 35, 32–38. [Google Scholar] [CrossRef]
- Peng, C.; Chen, P.; You, Z.; Lv, S.; Zhang, R.; Xu, F.; Zhang, H.; Chen, H. Effect of silane coupling agent on improving the adhesive properties between asphalt binder and aggregates. Constr. Build. Mater. 2018, 169, 591–600. [Google Scholar] [CrossRef]
- Guo, F.; Pei, J.; Zhang, J.; Xue, B.; Sun, G.; Li, R. Study on the adhesion property between asphalt binder and aggregate: A state-of-the-art review. Constr. Build. Mater. 2020, 256, 119474. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Algın, Z.; Yazıcı, H. Effect of surface treatment methods on the properties of self-compacting concrete with recycled aggregates. Constr. Build. Mater. 2014, 64, 172–183. [Google Scholar] [CrossRef]
- Yang, L.; QIAN, Y.; Fang, Q.; Han, Y. Effects of Recycled Coarse Aggregate Reinforcing Treated by Water-Glass on the Performance of Recycled Concrete. In Proceedings of the 3rd International Conference on Material Engineering and Application (ICMEA 2016), Shanghai, China, 12–13 November 2016. [Google Scholar]
- Ho, H.; Huang, R.; Lin, W.; Cheng, A. Pore-structures and durability of concrete containing pre-coated fine recycled mixed aggregates using pozzolan and polyvinyl alcohol materials. Constr. Build. Mater. 2018, 160, 278–292. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Padmini, A.K.; Ramamurthy, K.; Mathews, M.S. Influence of parent concrete on the properties of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 829–836. [Google Scholar] [CrossRef]
- Li, G.; Xie, H.; Xiong, G. Transition zone studies of new-to-old concrete with different binders. Cem. Concr. Compos. 2001, 23, 381–387. [Google Scholar] [CrossRef]
- Yang, B.; Li, H.; Zhang, H.; Xie, N.; Zhou, H. Laboratorial investigation on effects of microscopic void characteristics on properties of porous asphalt mixture. Constr. Build. Mater. 2019, 213, 434–446. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).