Abstract
Growing environmental concerns have heightened interest in the development of environmentally friendly materials. The purpose of this study is to evaluate how the mechanical and thermal properties of thermoplastic cassava starch (TPCS) are affected by the presence of banana leaf fibre (BLF). By incorporating between 10% and 80% by weight of banana leaf fibre into the TPCS matrix, the biocomposites were created. The thermal and mechanical parameters of the samples were determined. The results revealed that the material’s flexural and tensile characteristics improved significantly, with 50% BLF content in the matrix achieving the highest strength of 20.86 MPa, a flexural strength of 32 MPa, and tensile modulus values. Thermogravimetric examination observed that the addition of BLF improved the material’s thermal stability. The Scanning Electron Microscopy (SEM) morphological tests demonstrated an even spread of banana leaf fibre and a matrix with strong adhesion, which improved the mechanical properties of the biocomposites. The Fourier Transform Infrared Spectroscopy (FT-IR) testing, which confirmed the biocomposite presence of O-H bonds, also confirmed the strong intermolecular hydrogen bonding between TPCS and banana leaf fibre.
1. Introduction
The usage of plastics as the primary product in various areas, particularly in packaging applications, has grown significantly during the past few decades [1]. Plastic manufacturing has been steadily rising all across the world. Plastic output reached 299 million tonnes in 2013 and is expected to rise by 3.9% each year [2]. There was a growth in demand for plastics over time because of their low cost and simplicity of usage. Propylene and ethylene make up the majority of plastics, making them indestructible and unrecyclable. Many of these causes have led to a buildup of plastics in the environment and the prevalence of plastic debris, which has had a significant impact on the ecosystem and on human health [3]. There have been several investigations into plastic substitutes in an attempt to resolve these issues. Some of the best ways to substitute polymers made from petroleum have been demonstrated to be Thermo Plastic Starch (TPS). The mechanical qualities, thermal stability, low density, and affordability have all improved, and it is ecologically beneficial since it is readily decomposed in the soil [4]. We employed plant and animal-derived natural fibres to strengthen the structure. Such fibres, which seem to be safe for the environment and also have strong mechanical capabilities, are given better qualities by the addition of a plasticizer to the TPS material [5,6]. Some examples of the utilisation of natural fibres in polymer composites include ginger [7,8], kenaf [9], flax [10] and cotton [11]. Because it may minimise the starch’s hydrophobicity, beeswax is also regarded as a useful matrix for processing [12].
The starch, plasticizer, and fibre reinforcement are all combined in a hot compression moulding process to create this TPS material. Bananas were among the earliest fruits to be cultivated on Earth; many wild banana variants may still be found in Southeast Asia’s rainforests, in Malaysia, Indonesia, and the Philippines, where they are believed to have first appeared. More than 150 nations cultivate bananas, resulting in an annual yield of 105 million metric tonnes of fruit. Bananas grown for local consumption are often grown on large, traditional plots. Bananas are self-replicating perennials. From seed to fruit, it takes between 9 and 12 months for bananas to grow from a bulb or rhizome. This is depicted in Figure 1. A tiny fraction of banana leaves are sold for traditional food packaging, and the rest are thrown away, so their potential for alternative uses is rather restricted [13,14]. Due to the ease with which banana plants may be grown, all of the plant components, including the leaves, are readily available throughout the year. In light of this vast amount of garbage, efforts were made to reduce waste by minimising landfill and utilising it for other uses. The natural fibre-reinforced composite with different fibres had been examined previously. Asrofi et al. investigated the composites made of tapioca starch and sugarcane fibre. The incorporation of SBF into the tapioca matrix reinforces the structural integrity of composite bioplastics. Using the solution casting method, a composite bioplastic composed of tapioca starch and sugarcane bagasse fibre has been successfully produced [15]. The TPCS matrix was infused with 10 to 50 wt.% of banana leaf fibre (BLF) to create the biocomposites. The thermal properties and mechanical properties of the composite samples were measured and characterised. The results showed that the tensile and flexural properties of the materials improved significantly, with the highest values for strength and modulus obtained at 40% weight of banana leaf fibre (BLF) content [16].

Figure 1.
Plantation of Banana.
Research by Bilba et al. [17] found that using BLF as reinforcement in a mixture of different materials improved its mechanical qualities. Natural environmental conditions were also shown to cause the material to deteriorate. The alteration of thermoplastic starch improved the material properties, as demonstrated by Mo et al. [18]. As a result, the mechanical and thermal characteristics improved, while the moisture absorption decreased.
There are studies on the use of BLF in composites, but use of BLF in a TPS matrix were observed is limited. Researches on the use of BLF in composites have been published; however, limited research has been identified on the use of BLF in a TPS matrix. The inclusion of reinforcement in the form of banana leaf fibres was used in the current study to examine the mechanical and thermal characteristics of composites including TPCS and banana leaf fibres. The goal of this research was to make banana fiber-reinforced hybrid epoxy composites with different concentrations: 10%, 20%, 30%, 40%, 50%, 60%, 70% and 80% by weight. This study also aims to make biodegradable and recyclable materials that are good for the environment.
2. Materials and Methods
2.1. Materials
The banana field in Dharmapuri, Tamil Nadu, provided the source for the leaves that are harvested. The banana leaf fibre (also known as BLF) was produced by soaking the leaves in water for a period of four weeks. After being retted, the leaves had the fibre taken from them by being washed in moving water. After that, they were dried at a temperature of 100 degrees Celsius for seven hours. The dried fibre was then divided into lengths of 6 millimetres, placed in a plastic bag, and secured with a zip-lock until it was once again suitable for use. The banana fibre used in the present study has Young’s modulus of 30.25, GPa tensile strength of 640 MPa, 9% of moisture content. Cassava starch of a food-grade quality was acquired from Sri Manohari Chemicals in Salem, India, and refined beeswax was purchased from Amazing Enterprises in Karnataka, India. Figure 2 presents the material that was obtained during the investigation.

Figure 2.
(a) Banana Leaf Fibre (BLF) (b) Cassava Starch (c) Beeswax.
2.2. Preparation of Samples
Thermoplastic cassava starch (TPCS) was made by mixing together 63 wt.% starch, 27 wt.% glycerol, and 10 wt.% beeswax. This mixture was mixed for 10 min, and then a GT7014-P30 C Plastic Hydraulic Molding Press was used to press it at 155 °C for 1 h. TPCS/BLF composites were made in a similar way by changing the amount of BLF in the TPCS matrix from 10% to 80% by weight. Before the conditioning process started, the samples were put in a desiccator with silica gel right away. This was done to avoid any unexpected problems with keeping moisture in the samples.
2.3. Tests on Mechanical Properties
In order to conduct tensile and flexural testing, ASTM D638 and D790 standards were followed. The tests were performed on Tinius Olsen Universal Testing Machine (Model 10ST). The specimen was cut into 65 mm (L) by 6 mm (W) by 3 mm (T) tensile specimens, and 130 mm (L) by 13 mm (W) by 3 mm (T) flexural specimens. In order to test the tensile and flexural strength of specimens, a crosshead speed of 5 mm/min, 2 mm/min and a relative humidity of 50 ± 5% at room temperature of 23 ± 1 °C were used. A total of 55 samples were cast and tested for tensile and flexural strength of the composites. The average of three samples is taken for for the final values.
2.4. Analysis of Thermogravimetric (TGA)
Thermogravimetric analyses (TGA) were carried out using a METTLER TOLEDO Chennai, Tamilnadu, India). A TGA test was carried out at a temperature range between 25 °C to 800 °C at a heating rate of 10 °C/min under a dynamic nitrogen atmosphere. A sample of 5–10 mg of the composite was heated in an alumina crucible pan.
2.5. Analysis of FT-IR Spectroscopy
For molecular characterisation and prediction of the degree of hydration, FT-IR is widely used. Therefore, in this study, functional groups and chemical properties were analysed by Fourier-transform infrared spectroscopy (FT-IR) in the range of 400 cm−1 to 4000 cm−1, with a resolution of 2 cm−1 using a FT-IR 6800 spectrometer (JASCO). The samples used were 1 mm (L) × 1 mm (W) × 3 mm (T) in length, width, and thickness (T).
2.6. Analysis of Scanning Electron Microscopy
Acquiring SEM micrographs of the test samples was accomplished with the assistance of a FEG Quanta 250 ESEM. Before conducting the test, the shattered section of the samples was clipped and evenly gold-coated.
2.7. Statistical Analysis
On the experimental results, SPSS software was used to perform an analysis of variance (ANOVA). Mean comparisons were carried out using Tukey’s test, which has a 0.05 level of significance (p ≤ 0.05).
3. Result and Discussion
3.1. Thermographic Analysis
In thermogravimetric analysis (TGA or TG), the concentration of a polymer is measured with reference to time or heat in a controlled environment while the sample is exposed to a regulated temperature [19]. For polymer applications, the temperature range is typically between ambient to 1000 °C [20]. The composites weight loss is correlated with its degradation due to heat. Banana leaf fibre content can range from 0 to 80 percent of the total weight of banana leaf fibres in the composite material, as shown in Figure 3. With the rise in ambient temperature, the weight of the sample decreased owing to deterioration. The initial phase of deterioration occurred at temperatures below 200 °C. This might be attributed to moisture evaporation from the sample water. The degradation of cellulose and hemicellulose happened at temperatures ranging from 200 to 270 °C, whereas lignin and the ultimate decomposition of cellulose occurred at temperatures ranging from 270 to 370 °C [21,22]. The maximal starch breakdown was seen at 350 °C, which might be attributed to starch and fibre degradation, and the degraded residue required greater temperatures for further degradation, as previously discovered, and this is in line with those findings [20].
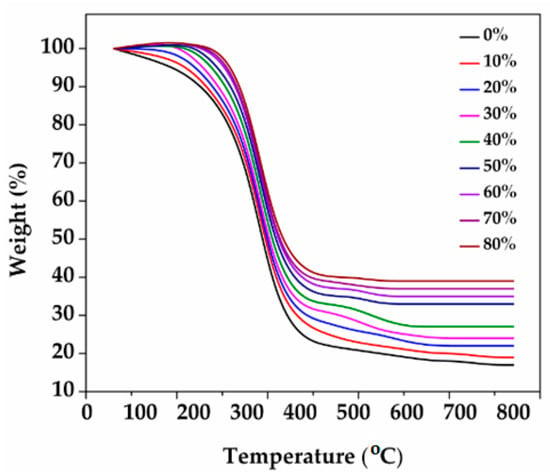
Figure 3.
TGA curve of TPCS with BLF.
First, the biocomposites lost weight due to the evaporation of moisture. They were then heated to between 150 °C and 380 °C to break down the hemicelluloses, celluloses, and lignins. When the sample’s fibre content was increased from 0% to 80% of its weight, the weight loss slowed. By increasing the fibre content and decreasing the degradation temperatures in the composites, Wattanakornsiri and Tongnunui [23] were able to reduce the weight loss while simultaneously increasing the degradation temperatures, which is consistent with this discovery. One explanation for this is that starch and fibre have superior heat stability, and the two polysaccharides work well together. The incorporation of fibres had an impact on the increase in pure TPS heat resistance because of the strong link between the matrix and the fibre. The plot of a DTG curve for TPCS reinforced with BLF is shown in Figure 4.
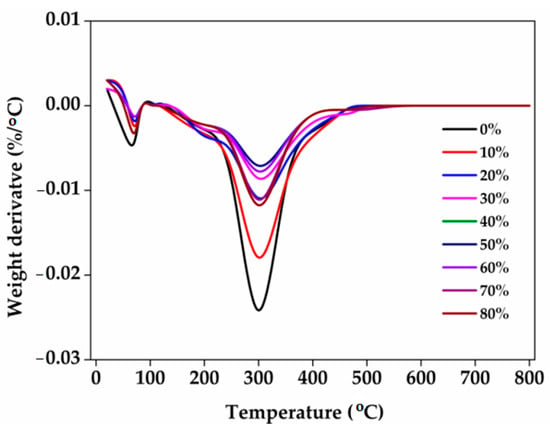
Figure 4.
DTG curves of TPCS/BLF.
The greatest DTG peak was seen at temperatures ranging from 200 to 400 °C. However, as the fibre was added, the DTG peaks were decreased and exhibited very modest fluctuations. A fast weight loss was seen in this stage due to the decomposition of fibre, starch, and glycerol, which created volatile compounds such as carbon monoxide and carbon dioxide. The initial stage of DTG peak, according to Monteiro et al. [24], was connected with moisture decrease. Fibre components began to degrade at the second stage, which would have been the primary DTG peak. While the peak showed cellulose decomposition, hemicellulose and lignin decomposition were shown by the shoulder and tail peaks. The char from the breakdown processes might account for the remaining weight.
3.2. Mechanical Properties
3.2.1. Results of Tensile Test
This test measures the tensile strength and modulus of elasticity of a material. The force needed to break the specimen and the specimen’s extension is both measured in this test. The ultimate tensile strength (UTS) data must be used to determine the tensile strength of a material. Force was measured after the sample was exposed to tension until it split [25]. Variations in the composition of thermoplastic cassava starch (TPCS) affect its mechanical properties. There were three stages of breakdown in composites made of kenaf fibre and wood flour.
The tensile test results revealed that composites with addition of banana leaf fibre as 0%, 10%, 20%, 30%, 40%, 50%, 60%, 70% and 80% withstand tensile loads of 1.06 MPa, 10.94 MPA, 15.02 MPA, 18.89 MPa, 19.65 MPa, 20.86 MPa, 16.23 MPa, 12.05 MPa and 10.28 MPa, respectively. Compared to 0% pure epoxy resin without BLF, the composites with 50% BLF exhibited higher tensile load of 20.86 MPa. Epoxy resin, agglomeration, and compatibility cover the entire surface area of the banana fibre, and there is a high level of wetting on the interface between the epoxy and the banana fibre, particularly at 50% weight. The breakdown of hemicellulose and polypropylene (PP) was responsible for phase 1, which occurred at temperatures between 250 and 300 °C. The second stage of cellulose degradation began between 300 and 400 °C, and the final stage occurred at 450 °C [26]. The tensile modulus and tensile strength of TPCS/banana leaf fibre composites are depicted in Figure 5.
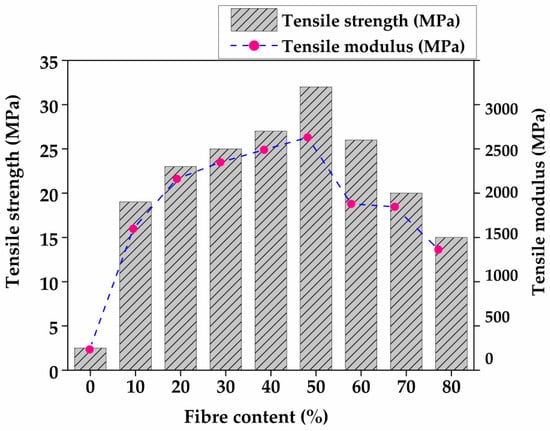
Figure 5.
Tensile strength and modulus of TPCS/BLF at varying proportions.
By raising the percentage of banana leaf fibres in a materials composition, the tensile strength and tensile modulus of the material increased. Based on Figure 5, there was a considerable increase from 10 to 80% wt. of fibre content, whereas the TPCS with 50% weight of banana leaf fibre had the maximum strength, from 10 to 50%, with values of 1.06, 10.94, 15.02, 18.89, and 20.85 MPa, respectively. An addition of BLF beyond 50% decreased the value of tensile strength and tensile modulus, respectively. This indicated that the optimal quantity of banana leaf fibre required as reinforcement was 50% by weight. Table 1 shows the tensile properties variance analysis (ANOVA). A statistically significant difference between the mean values of tensile strength, modulus, and elongation was found between the two levels of composites because the p-value was less than 0.05. Interfacial wetting, matrix parameters, and reinforcement quantity all affect the mechanical characteristics of fibre-reinforced composites. The addition of fibre significantly increased the composites tensile modulus and strength due to the combination of polysaccharides, cellulose fibres, and starch. As stated by Jumaidin et al., strong adhesion between the interfacial matrix and fibres contributes to tensile strength [27]. It is possible to transfer stress from the matrix to the fibres in an efficient manner. The SEM test results confirmed that the matrix and fibre had good interaction adhesion.

Table 1.
Tensile properties-ANOVA.
In addition, the amylyse content of cassava starch and the amount of plasticizer altered the properties of thermoplastic starch, hence contributing to increased tensile strength and stiffness as well as poor flexibility. Chotiprayon [28] obtained a similar result in his investigation of the mechanical characteristics of TPCS/PLA reinforced with coir fibre (CF). Due to the reinforcing action of the CF fibre, the tensile strength and modulus improved as the CF fibre concentration increased. The tensile strength decreased when banana leaf fibre content increased above 50% weight of BLF. Because of the increased fibre concentration, the matrix may have become more agglomerated, and blocking of stress transfer between the matrix and fibres leads to a reduction in strength. However, the tensile strength decreased when the banana leaf fibre content was greater than 50% (i.e., 60%, 70% and 80%). The SEM results showed that the matrix and the fibres were not equally distributed, and a rough cleavage fracture was detected as the fibre percentage reached 60%. The initial slope and linear area of stress–strain curves were used to calculate the tensile modulus. While the tensile modulus increased linearly from 0% to 50% fibre loading, it decreased somewhat at 60% fibre loading. According to Edhirej et al. [29], tensile modulus dictates a material’s stiffness, which means that a higher tensile modulus results in a stiffer composite material.
The tensile modulus of a material increases significantly when the fibre content is increased. It was found that when banana leaf fibre was added, the tensile modulus was increased as well. However, the tensile modulus and tensile strength both fell at 60% fibre content. This finding pattern was attributed to the large volume of low-strain fibre. When fibres were introduced, there may have been structural alterations in the organisation of starch, making the matrix less compact. A study by Cheng et al. [30] found that the characteristics of a lignocellulosic fibre (LCF)/CaCO3 (CG) hybrid with TPS were consistent with this finding (0, 25, 57 and 84 g). The tensile strength and modulus of the LCF/CG hybrid increased until 54 g, but then decreased when the dosage reached 84 g. Fibre’s weak reinforcing action was blamed for this consequence, which often enhanced strength but decreased toughness when too much fibre was utilised. Tensile modulus loss may also be a result of fibre aggregation as fibre content increases. The TPCS/BLF composite elongation at break is shown in Figure 6.
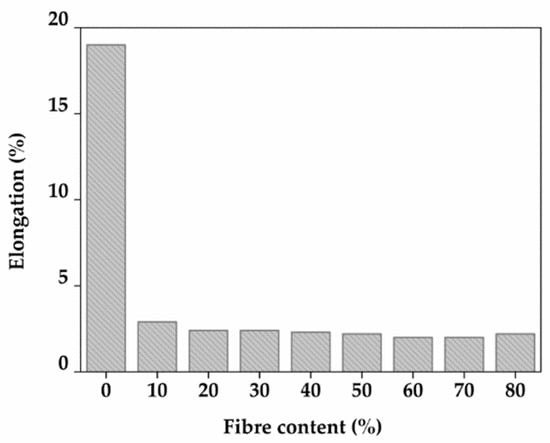
Figure 6.
Elongation at break of TPCS/BLF at varying proportions.
The elongation value of the TPCS matrix and the composites differed statistically significantly when subjected to an analysis of variance (ANOVA). The elongation of the samples decreased significantly after the addition of BLF. According to the findings, the loading trend decreased from 0% to 80% for elongation at break. Elongation at break dropped from 0.51% to 0.0015% when the amount of banana leaf fibre in cassava TPS increased from 0% to 80% weight of banana leaf fibres in the biocomposite. At break, elongation decreased significantly because to the increased fibre loading. As a result, the study’s findings revealed that adding banana leaf fibre decreased the elongation at break as well. It was also in keeping with the composite tensile strength behaviour, which demonstrated a notable increase in value when fibre was added. Elongation may be reduced due to increased resistance to deformation following an increase in the material’s strength, so that could be a result of this. Similarly, earlier studies have found that elongation decreases when fibre is added [27]. Banana leaf fibre lowered the cassava biopolymer matrix’s molecular mobility, making the biocomposite materials stiffer. To put it another way, the banana leaf fibre-reinforced cassava biocomposite films are stronger, stiffer, and less stretchy than TPS.
3.2.2. Results of Flexural Test
As part of an investigation into the composite’s structural integrity, flexural analysis was conducted. The bending toughness of advanced materials is determined using the compressive and tensile strengths of the material. Figure 7 shows the flexural strength of the matrix, and Figure 8 shows the material flexural modulus value. As with the tensile test, the flexural test yielded results that were mostly in agreement. The ANOVA findings for flexural characteristics are shown in Table 2. Therefore, one level of composite’s mean flexural strength and modulus differed significantly from another, and this difference was statistically significant (p ≤ 0.05). The composites flexural strength and modulus rose significantly (p ≤ 0.05) when BLF content was increased. Figure 7 depicts a gain in flexural strength up to 50% weight, and the maximum increase in strength was recorded at 50% weight of BLF. Beyond a 50% addition of banana leaf fibre, the flexural strength tends to decrease.
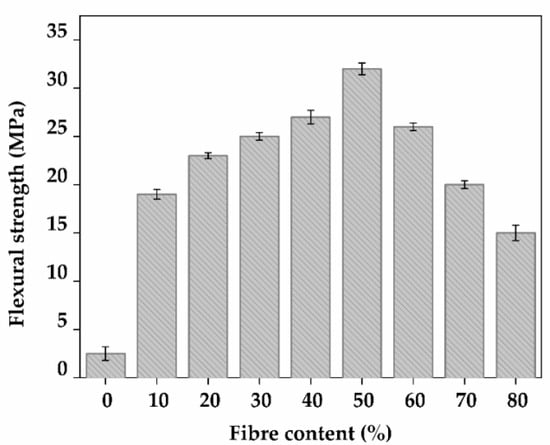
Figure 7.
Flexural strength of TPCS/banana leaf fibre at varying proportions.
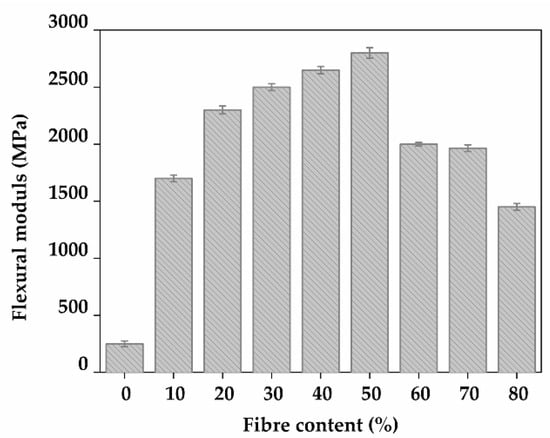
Figure 8.
Flexural modulus of TPCS/banana leaf fibre at varying proportions.
Table 2.
Flexural properties-ANOVA.
The composites improved flexural properties may be due to the same causes that contributed to their improved tensile qualities. As a result, good stress transmission occurred between the matrix and the fibres, which resulted in excellent interfacial adhesion. As load carriers, the fibres passed the stress from the matrix to each other, resulting in a more uniform and efficient stress distribution, which improved the mechanical properties of the composite material. Adding fibre to the matrix improved the flexural strength and modulus, according to Sahari et al. [21]. It is possible that the low flexural strength at 60% weight of fibre is due to the poor distribution of the fibres and the uneven bonding between the fibres and the matrix. At 60% fibre content, the flexural strength of the composite had grown and then began to decline when more fibres were added. This may be owing to a shortage of matrix to cover all of the fibres’ surfaces.
As shown in Figure 8, the flexural modulus was raised from 0% to 50% of the fibre content before plateauing at 50%. An improvement in the fibre/matrix interaction could account for the rise in flexural modulus. Increased fibre content requires greater stress to achieve the same deformation. Since fibre was incorporated into the matrix, the flexural modulus was enhanced. As a further explanation, there may be a deficiency of matrix to cover all fibre surfaces at 60% fibre content, resulting in lower modulus. According to Jumaidin et al. [27], another investigation on a TPCS/CGF biocomposite found that the flexural strength and modulus were enhanced by the inclusion of cogon grass fibre. Due to the strong connection between the matrix and fibre, the biocomposite becomes less ductile than the TPCS matrix.
3.3. Analysis of Microstructural Properties
3.3.1. FT-IR Test
When infrared light interacts with solid, gaseous, or liquid samples, the FT-IR spectroscopy technique measures the frequencies and intensities absorbed by each particle. The radiation absorption at distinct frequencies is detected by these frequencies, which identify the chemical functional groups responsible. Thermoplastic starch was subjected to FTIR testing to determine the influence of reinforcing agents. Analysis of the interactions between starch, fibre, and glycerol was also carried out by this method. Figure 9 depicts the data for TPCS composites reinforced from 0% to 80% BL fibre content. All of the TPCS composite spectra exhibited the same band structure in general. According to these findings, adding banana leaf fibre to composites had no effect on the TPCS in any way.
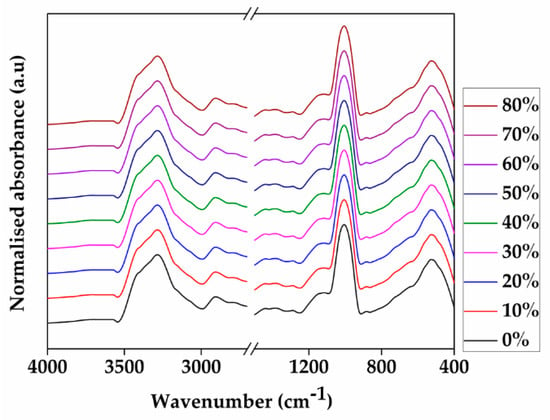
Figure 9.
FT–IR spectra of TPCS with Banana Leaf Fibre.
At a lower wavenumber, the polymer blends stronger interactions between components that can be discerned. There were broad bands from 3250 to 3500 cm−1 in both pure TPCS and TPCS with banana leaf reinforcement, which showed the presence of O–H groups in the banana fibre because of hydroxyl groups contained therein. Starch was shown to be particularly sensitive to water molecules due to the presence of hydroxyl groups, and this sensitivity was linked to hydrogen bonding between molecules. However, when the fibre content was increased, the O–H bond peak dropped to a lower wavenumber. It was 3188 cm−1 for the specimen with 0% fibre, and 3161 cm−1 for the specimen with 40% fibre. In a prior work, Prachayawarakorn et al. [31] reported a similar O–H trend for both TPCS/kapok fibre and TPCS/jute fibre. Because of free, intramolecular, and intermolecular bonded hydroxyl groups, the O–H groups that emerged at 3300 cm−1 to 3500 cm−1 were somewhat displaced to lower wavenumbers. This discovery showed that the TPCS matrix and fibre were capable of forming new hydrogen bonds that showed celluloses hygroscopic nature. Both TPCS with and without banana leaf reinforcement showed broad bands from 3100 to 3400 cm−1 in Figure 9, which suggested the existence of O–H groups due to the presence of hydroxyl groups present in the lignin, cellulose, or the banana fibre. Due to the presence of hydroxyl groups, the starch was found to be highly sensitive to water molecules, and this was also linked to hydrogen bonding between the molecules. However, when the fibre content was increased, the O–H bond peak dropped to a lower wavenumber. With no fibres, the specimen peaked at 3188 cm−1 while with 60% fibres, it peaked at 3161 cm−1. In a prior work, Prachayawarakorn et al. [31] reported a similar O–H trend for both TPCS/kapok fibre and TPCS/jute fibre. The free, intramolecularly, and inter molecularly attached hydroxyl groups were found to marginally shift the O-H groups that occurred between 3100 cm−1 and 3500 cm−1 to lower wavenumbers. This discovery showed that the TPCS matrix and fibre were capable of forming new hydrogen bonds. There is a hydrophilic O–H group at 3300 cm−1 in cellulose that supports the idea that it is hygroscopic. Meanwhile, the cellulose vibrations recorded a significant band in the 2850–3000 cm−1 range, indicating the presence of C–H stretching.
Natural fibre components, cellulose, and hemicellulose were also found in this C–H band. Anhydroglucose ring C–O stretching was also discovered to be present in the 1000–1200 cm−1 range. The lignins C–O group was also cited as a factor in the formation of this band. Similarly, a study by Hassan et al. [30] found that TPS/cellulose composite reinforced with PLA had symmetric and asymmetric C–H stretching vibrations at 2849 and 2917 cm−1 and the existence of C–O stretching between 980 and 1160 cm−1. According to Jumaidin et al. [27], the C–H stretching vibrations at 2900 cm−1 were also found in another investigation. The strong band in the 2850–3000 cm−1 range is related to the vibrations of cellulose, which cause C–H stretching. Natural fibre components, cellulose, and hemicellulose were also found in this C–H band. Aside from that, a C–O stretching in the anhydroglucose ring of 1200–1300 cm−1 was discovered. Lignin’s C–O group was also cited as a factor in the formation of this band. An investigation into a TPS/cellulose composite reinforced with PLA by Hassan et al. [32] found the same thing, with the same results: C–H stretching vibrations at 6 and 2 cm−1; and C–O stretching between 980 and 1160 cm−1, C–H stretching vibrations at 2800 cm−1 were observed in cellulose and hemicellulose, and they mirrored vibrations from CH2 and/or CH3 in a TPCS/CGF composite. Between 1640 and 1740 cm−1 is where C=O stretching can be found. But this C=O peak was only identified in TPCS reinforced with banana leaf fibre samples and not in the pure TPCS sample.
3.3.2. Analysis of SEM
The device used to inspect and analyse the morphology of microstructures is the scanning electron microscope (SEM). The failure morphology of tensile fractured samples can be examined by doing this test. Researchers can utilize SEM morphological studies to examine material mechanical properties and interface adhesion between the matrix and fibre. The SEM image of banana leaf fibre is shown in Figure 10, and Figure 11 depicts the SEM image of the TCPS matrix. The SEM image of TCPS with 10% to 80% BLF is shown in Figure 12.

Figure 10.
SEM image of BLF.
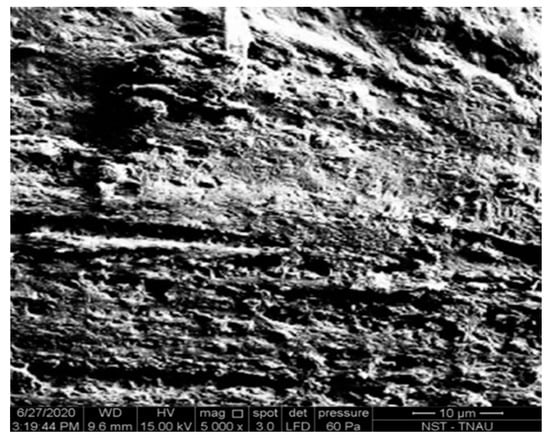
Figure 11.
SEM image of TPCS.

Figure 12.
SEM image of TPCS with (a) 10% BLF (b) 20% BLF (c) 30% BLF (d) 40% BLF (e) 50% BLF (f) 60% BLF (g) 70% BLF (h) 80% BLF.
This banana leaf fibre composite was used to reinforce the broken surface of TPCS, as seen in Figure 12a–h. Fibre content had an effect on the microstructure of the specimens. Tensile fracture caused by good stress transmission from matrix to fibre was reported in all composites, and it is evident from the SEM images of composite matrix. Only the TPCS matrix was visible in the specimen with 0% fibre concentration (Figure 11). Starch granules were completely eliminated, possibly due to the high shear force generated by glycerol, which resulted in a large dispersion of plasticizers. It was found that no phase separation occurred in the specimen reinforced with addition of 10% of BLF, because the matrix and fibre had good adhesion (Figure 12a). When mixed with the fibre, the matrix and fibre formed a homogeneous surface, indicating a high degree of compatibility. Figure 12b,c show the fracture surface with signs of fibre breakage.
Furthermore, TPCS appeared to blanket the fibres’ surface, and the fibres fracture was clearly visible. The strong intermolecular hydrogen interactions between TPCS and filament may be attributed for this observation. When the fibre content was increased to 40% weight of BLF, the composite’s structure began to change. Images show that the fibres of the banana leaf are clearly visible in 10% addition of BLF, but in Figure 12f–h, the fibres have broken apart, and a porous surface has emerged. Figure 12g shows a similar result that the fibre breakdown is readily visible in this SEM image of TPCS with 10% banana leaf fibre, with a porous surface appearance. With an increase in the amount of fibre to 40%, the composite structure began to change.
TPS was found to be present on the banana fibres’ surface, as evidenced by the visible shattering of the fibre. Strong hydrogen bonding between TPS and banana fibre was found to be a contributing factor. The increase in tensile strength revealed that TPS was a good matrix for natural fibres, as demonstrated by this finding. Even with a 50% fibre concentration, the matrix and fibre were not distributed uniformly (Figure 12e). Higher fibre content resulted in a rougher fracture than lower fibre concentration. Figure 12f shows more space on the fracture surface than Figure 12d, indicating the presence of a fibre break. Consequently, poor interfacial adhesion can be attributed to the greater fibre content, which resulted in poor matrix–fibre interactions. During the procedure, insufficient dispersion or high viscosity restricted the fibre content. When fibres touch, they form groups, which lead to flaws in the matrix that change the structure of the composite.
3.4. Biodegradation
The rate of biodegradation caused by soil moisture and microorganisms can be estimated by tracking the amount of material lost in weight over time [33]. Figure 13 shows how much weight thermoplastic cassava starch with added banana leaf fibre lost after being buried for two and three weeks. All composites lost more weight after three weeks of being buried compared to after two weeks. This is because more microorganisms were active during the longer time the material was buried, which caused the material to lose more weight [21]. The addition of banana leaf fibre to the TPCS matrix resulted in a lower percentage change in weight than the TPCS matrix individually. After 2 and 3 weeks of soil burial, the TPCS matrix displayed a weight loss of 30.08% and 38.5%, respectively, while the TPCS/BLF-50 wt.% composite revealed a lesser weight percentage change than the TPCS matrix at 2 weeks but a greater weight loss at 3 weeks. This occurrence may be attributable to the greater hydrophilicity of fibre compared to TPCS, which contributed to the lower weight loss of TPCS/BLF composites after two weeks.
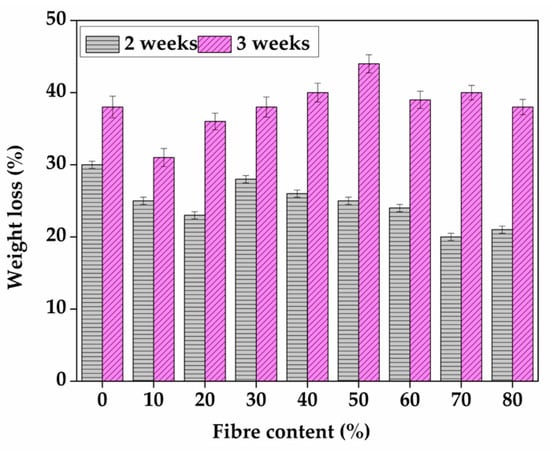
Figure 13.
Weight loss of ccomposites after soil burial.
4. Conclusions
In this study, innovative biocomposites were generated by combining thermoplastic cassava starch with BLF. These biocomposites were examined for their mechanical, thermal, and morphological properties.
- It was discovered that adding BLF to the material increased its thermal stability. This was demonstrated by the fact that the composites had a higher temperature at which they decomposed in comparison to the plain TPCS. Because of the incorporation of BLF, both the tensile and flexural characteristics of the material exhibited clear signs of significant enhancement.
- The morphological analysis of tensile fracture revealed fibre breakage processes, which indicated that the material possessed both strong fibre–matrix bonding and reinforcing.
- A reduction in the samples mechanical characteristics was observed for those that had a higher BLF concentration when measured at 50%. The incorporation of BLF into this TPCS resulted in an overall improvement to the thermal as well as the mechanical properties of the material.
- BLF can be used as a natural reinforcing material for a bio-based polymer matrix, as found in this study.
Author Contributions
Conceptualization, A.A.S., C.C. and M.C.; Data curation, A.A.S.; Formal analysis, A.A.S.; Funding acquisition, Á.R.-V.; Investigation, A.A.S.; Methodology, A.A.S. and C.C.; Project administration, Á.R.-V.; Resources, A.A.S.; Software, M.C.; Supervision, Á.R.-V. and M.C.; Validation, A.A.S.; Visualization, C.C.; Writing—original draft, A.A.S.; Writing—review & editing, C.C., Á.R.-V. and M.C. All authors have read and agreed to the published version of the manuscript.
Funding
The APC was funded by the fund to support publication in an open access journal from the Universidad de las Américas, Chile.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, Use, and Fate of All Plastics Ever Made. Sci. Adv. 2017, 3, 25–29. [Google Scholar] [CrossRef]
- Gourmelon, G. Global Plastic Production Rises, Recycling Lags; Worldwatch Institute: Washington, DC, USA, 2015; pp. 91–95. [Google Scholar]
- Abral, H.; Atmajaya, A.; Mahardika, M.; Hafizulhaq, F.; Kadriadi; Handayani, D.; Sapuan, S.M.; Ilyas, R.A. Effect of Ultrasonication Duration of Polyvinyl Alcohol (PVA) Gel on Characterizations of PVA Film. J. Mater. Res. Technol. 2020, 9, 2477–2486. [Google Scholar] [CrossRef]
- Zhang, Y.; Rempel, C.; Liu, Q. Thermoplastic Starch Processing and Characteristics-A Review. Crit. Rev. Food Sci. Nutr. 2014, 54, 1353–1370. [Google Scholar] [CrossRef]
- Student, P.G. Useful. Definitions 2020, 3, 431–436. [Google Scholar] [CrossRef]
- Omran, A.A.B.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Koloor, S.S.R.; Petrů, M. Micro-and Nanocellulose in Polymer Composite Materials: A Review. Polymers 2021, 13, 231. [Google Scholar] [CrossRef]
- Abral, H.; Ariksa, J.; Mahardika, M.; Handayani, D.; Aminah, I.; Sandrawati, N.; Sapuan, S.M.; Ilyas, R.A. Highly Transparent and Antimicrobial PVA Based Bionanocomposites Reinforced by Ginger Nanofiber. Polym. Test. 2020, 81, 106186. [Google Scholar] [CrossRef]
- Beristain-Bauza, S.D.C.; Hernández-Carranza, P.; Cid-Pérez, T.S.; Ávila-Sosa, R.; Ruiz-López, I.I.; Ochoa-Velasco, C.E. Antimicrobial Activity of Ginger (Zingiber Officinale) and Its Application in Food Products. Food Rev. Int. 2019, 35, 407–426. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Khalina, A.; Berkalp, O.B.; Lee, S.H.; Lee, C.H.; Nurazzi, N.M.; Ramli, N.; Wahab, M.S.; et al. Thermal Properties of Woven Kenaf/Carbon Fibre-Reinforced Epoxy Hybrid Composite Panels. Int. J. Polym. Sci. 2019, 2019, 5258621. [Google Scholar] [CrossRef]
- Sabaruddin, F.A.; Tahir, P.M.; Sapuan, S.M.; Ilyas, R.A.; Lee, S.H.; Abdan, K.; Mazlan, N.; Roseley, A.S.M.; Khalil Hps, A. The Effects of Unbleached and Bleached Nanocellulose on the Thermal and Flammability of Polypropylene-Reinforced Kenaf Core Hybrid Polymer Bionanocomposites. Polymers 2021, 13, 116. [Google Scholar] [CrossRef]
- Prachayawarakorn, J.; Limsiriwong, N.; Kongjindamunee, R.; Surakit, S. Effect of Agar and Cotton Fiber on Properties of Thermoplastic Waxy Rice Starch Composites. J. Polym. Environ. 2012, 20, 88–95. [Google Scholar] [CrossRef]
- Reis, M.O.; Olivato, J.B.; Bilck, A.P.; Zanela, J.; Grossmann, M.V.E.; Yamashita, F. Biodegradable Trays of Thermoplastic Starch/Poly (Lactic Acid) Coated with Beeswax. Ind. Crops Prod. 2018, 112, 481–487. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Thi Dao, U.T.; Thi Bui, Q.P.; Bach, G.L.; Ha Thuc, C.N.; Ha Thuc, H. Enhanced Antimicrobial Activities and Physiochemical Properties of Edible Film Based on Chitosan Incorporated with Sonneratia Caseolaris (L.) Engl. Leaf Extract. Prog. Org. Coat. 2020, 140, 105487. [Google Scholar] [CrossRef]
- Mazani, N.; Sapuan, S.M.; Sanyang, M.L.; Atiqah, A.; Ilyas, R.A. Design and Fabrication of a Shoe Shelf from Kenaf Fiber Reinforced Unsaturated Polyester Composites; Elsevier Inc.: Amsterdam, The Netherlands, 2019; ISBN 9780128163542. [Google Scholar]
- Asrofi, M.; Sapuan, S.M.; Ilyas, R.A.; Ramesh, M. Characteristic of Composite Bioplastics from Tapioca Starch and Sugarcane Bagasse Fiber: Effect of Time Duration of Ultrasonication (Bath-Type). Mater. Today Proc. 2020, 46, 1626–1630. [Google Scholar] [CrossRef]
- Jumaidin, R.; Diah, N.A.; Ilyas, R.A.; Alamjuri, R.H.; Yusof, F.A.M. Processing and Characterisation of Banana Leaf Fibre Reinforced Thermoplastic Cassava Starch Composites. Polymers 2021, 13, 1420. [Google Scholar] [CrossRef] [PubMed]
- Bilba, K.; Arsene, M.A.; Ouensanga, A. Study of Banana and Coconut Fibers. Botanical Composition, Thermal Degradation and Textural Observations. Bioresour. Technol. 2007, 98, 58–68. [Google Scholar] [CrossRef]
- Mo, X.; Zhong, Y.; Liang, C.; Yu, S. Studies on the Properties of Banana Fibers-Reinforced Thermoplastic Cassava Starch Composites: Preliminary Results. Adv. Mater. Res. 2010, 87–88, 439–444. [Google Scholar] [CrossRef]
- De Blasio, C. Thermogravimetric Analysis (TGA). In Fundamentals of Biofuels Engineering and Technology; Springer: Berlin/Heidelberg, Germany, 2019; p. 429. [Google Scholar] [CrossRef]
- Boopalan, M.; Niranjanaa, M.; Umapathy, M.J. Study on the Mechanical Properties and Thermal Properties of Jute and Banana Fiber Reinforced Epoxy Hybrid Composites. Compos. Part B Eng. 2013, 51, 54–57. [Google Scholar] [CrossRef]
- Jumaidin, R.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Thermal, Mechanical, and Physical Properties of Seaweed/Sugar Palm Fibre Reinforced Thermoplastic Sugar Palm Starch/Agar Hybrid Composites. Int. J. Biol. Macromol. 2017, 97, 606–615. [Google Scholar] [CrossRef]
- Sahari, J.; Sapuan, S.M.; Zainudin, E.S.; Maleque, M.A. Mechanical and Thermal Properties of Environmentally Friendly Composites Derived from Sugar Palm Tree. Mater. Des. 2013, 49, 285–289. [Google Scholar] [CrossRef]
- Wattanakornsiri, A.; Tongnunui, S. Sustainable Green Composites of Thermoplastic Starch and Cellulose Fibers. Songklanakarin J. Sci. Technol. 2014, 36, 149–161. [Google Scholar]
- Monteiro, S.N.; Calado, V.; Rodriguez, R.J.S.; Margem, F.M. Thermogravimetric Behavior of Natural Fibers Reinforced Polymer Composites-An Overview. Mater. Sci. Eng. A 2012, 557, 17–28. [Google Scholar] [CrossRef]
- Ramesh, M.; Sri Ananda Atreya, T.; Aswin, U.S.; Eashwar, H.; Deepa, C. Processing and Mechanical Property Evaluation of Banana Fiber Reinforced Polymer Composites. Proc. Eng. 2014, 97, 563–572. [Google Scholar] [CrossRef]
- Thomason, J.L.; Rudeiros-Fernández, J.L. Thermal Degradation Behaviour of Natural Fibres at Thermoplastic Composite Processing Temperatures. Polym. Degrad. Stab. 2021, 188, 109594. [Google Scholar] [CrossRef]
- Jumaidin, R.; Khiruddin, M.A.A.; Asyul Sutan Saidi, Z.; Salit, M.S.; Ilyas, R.A. Effect of Cogon Grass Fibre on the Thermal, Mechanical and Biodegradation Properties of Thermoplastic Cassava Starch Biocomposite. Int. J. Biol. Macromol. 2020, 146, 746–755. [Google Scholar] [CrossRef]
- Chotiprayon, P.; Chaisawad, B.; Yoksan, R. Thermoplastic Cassava Starch/Poly(Lactic Acid) Blend Reinforced with Coir Fibres. Int. J. Biol. Macromol. 2020, 156, 960–968. [Google Scholar] [CrossRef]
- Edhirej, A.; Sapuan, S.M.; Jawaid, M.; Zahari, N.I. Tensile, Barrier, Dynamic Mechanical, and Biodegradation Properties of Cassava/Sugar Palm Fiber Reinforced Cassava Starch Hybrid Composites. BioResources 2017, 12, 7145–7160. [Google Scholar] [CrossRef]
- Cheng, W. Preparation and Properties of Lignocellulosic Fiber/CaCO3/Thermoplastic Starch Composites. Carbohydr. Polym. 2019, 211, 204–208. [Google Scholar] [CrossRef]
- Prachayawarakorn, J.; Chaiwatyothin, S.; Mueangta, S.; Hanchana, A. Effect of Jute and Kapok Fibers on Properties of Thermoplastic Cassava Starch Composites. Mater. Des. 2013, 47, 309–315. [Google Scholar] [CrossRef]
- Hassan, M.M.; Le Guen, M.J.; Tucker, N.; Parker, K. Thermo-Mechanical, Morphological and Water Absorption Properties of Thermoplastic Starch/Cellulose Composite Foams Reinforced with PLA. Cellulose 2019, 26, 4463–4478. [Google Scholar] [CrossRef]
- Kamaruddin, Z.H.; Jumaidin, R.; Ilyas, R.A.; Selamat, M.Z.; Alamjuri, R.H.; Yusof, F.A.M. Biocomposite of Cassava Starch-Cymbopogan Citratus Fibre: Mechanical, Thermal and Biodegradation Properties. Polymers 2022, 14, 514. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).