Abstract
Machine learning (ML) can be a valuable tool for discovering opportunities to save energy and resources in manufacturing systems. However, the hype around ML in the context of Industry 4.0 in the past few years has led to blind usage of the approach, occasionally resulting in usage when another analysis approach would be better suited. The research presented here uses a novel matrix approach to address this lack of differentiation of when to best use ML for improving energy and resource efficiency in manufacturing, by systematically identifying situations in which ML is well suited. Seventeen generic levers for improving manufacturing energy and resource efficiency are defined. Next, a generic list of six manufacturing data scenarios for when ML is a good method of choice for analysis is created. This results in a comprehensive matrix in which each lever is evaluated along each ML scenario and given a point, providing a quantitative ML suitability score for each lever. The evaluation is conducted by drawing on past studies demonstrating whether ML is appropriate. Specifically, operation parameter and input material optimization, as well as intelligent maintenance, are the levers that score the highest and are thus identified to be most suitable for machine learning. The majority of the remaining levers is deemed to have low suitability for machine learning. This simple yet informative matrix can be used as a guideline in data-driven manufacturing energy and resource efficiency projects to provide an appraisal on the applicability of ML as the initial analysis tool of choice.
1. Introduction
1.1. Motivation
The industry sector consumes over a third of global energy, making increased energy and resource (E&R) efficiency of the sector an important area to counter climate change [1]. Recognition in industry of the importance and urgency of this topic can be seen, for example, in the growing trend globally of manufacturers integrating principles of circular economy into their production systems and business models [2]. It can also be seen in the revival of efforts around lean methodology in academia and industry, now being combined with green principles [3]. In the context E&R efficiency, machine learning (ML) is a powerful tool when it comes to identifying hidden efficiency improvement potentials in manufacturing processes. However, ML (e.g., training ML algorithms to model part(s) of a manufacturing system) is not always a better alternative to simpler non-ML methods (e.g., comparison of past and current consumption, scatter plots, Pareto analysis of energy consumers or calculation of energy value streams). The strength of ML lies in analyzing processes with many potentially relevant and inter-related parameters and in providing recommendations or predictions on the outcome (e.g., energy consumption, resource consumption, product quality features, etc.) of the process. Traditional, non-ML methods range from simple monitoring of energy consumption to statistical analysis of limited amounts of parameters. They are differentiated from ML approaches in that they are state of the art in industry and do not require expert knowledge in ML to be applied. Even if the performance and complexity of ML-based approaches is often higher than that of non-ML approaches, there may be no benefit in the additional insights the company gets from the application (e.g., a highly accurate model is not always needed to uncover energy savings potential). In such situations, the application of a non-ML approach would be preferable for the company due to the faster and easier application and lack of dependency on rare ML expertise. In case the ML approach is able to generate findings the non-ML approaches cannot provide, the ML approach application should be recommended though more effort needs to be invested. The goal of this paper is to differentiate between these situations. Although the suitability of ML vs. non-ML methods have been compared for generic data scenarios as well as some manufacturing industries [4,5,6], this differentiation in the context of improving manufacturing energy and resource efficiency is not well understood. See Figure 1. A lack of differentiation of when to use ML for energy efficient manufacturing leaves potential energy savings uncovered when ML is unknowingly not used and puts unnecessary financial strain on manufacturers when it is used in place of a simpler analysis; applying ML often requires scarce data science expertise, as well as larger amounts of data, both of which can be expensive to acquire.
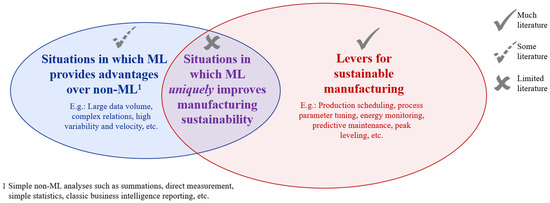
Figure 1.
Venn diagram visualization of the research gap.
1.2. Approach and Objective
The overarching goal of the authors is to create an industry generic overview of the most common manufacturing energy and resource efficiency levers, differentiated by which ones ML is better suited for. The authors expect that there are certain levers for which ML is better suited than traditional non-ML methods by being able to uncover more savings potential with less effort. Within this context, the aim of this study is to create a matrix in which various levers for improving manufacturing E&R efficiency are given a score for how applicable ML techniques are to enable the lever. To do this, a holistic view of common manufacturing E&R efficiency levers will first be created based on the literature. Next, several generic manufacturing situations in which ML is well suited will be defined (e.g., large number of parameters, complex non-linear relationships, predictions, etc.), which are also based on literature. Finally, each E&R efficiency lever will be evaluated qualitatively on whether each pro-ML situation could occur when using the lever in practice. For each pro-ML situation that would likely occur, a point will be given to the lever. Summing the points for each lever will result in a tally giving an indication of the levers for which ML is most applicable. Literature already exists for common manufacturing E&R efficiency levers, as well as for generic situations in which ML is well suited. Thus, the authors expect to extract valuable insights at the intersection of the literature on these two topics.
This new analysis of the applicability of ML sheds light on when ML is well suited to identify manufacturing E&R efficiency improvements, as an alternative to non-ML approaches. The results of this study will hopefully provide a basis for practitioners as well as researchers to apply and develop data-driven E&R efficiency tools in a more targeted way, thereby facilitating the increase in manufacturing E&R efficiency in the future.
1.3. Current State of Research
A brief overview of selected works with related objectives are presented in this section.
Máša et al. categorize different levels of mathematical models used for manufacturing energy saving measures, with recommendations for applications of each [7]. Their focus is on providing a useful guideline for SME to use, sacrificing significant details for more simplicity. The application areas, however, are limited to energy consumption monitoring and modelling, unlike this study, in which the authors will cover many different E&R application areas.
Kenett et al. propose using an information quality (“InfoQ”) framework to evaluate analytics methods and tools when applied to manufacturing [8]. However, they do not test the framework in practice, nor focus on E&R efficient manufacturing.
In their literature review, Renna et al. provide a thorough review of the mathematical methods used to improve energy efficiency in manufacturing systems [9]. What separates that study from the one presented herein is that no summarizing conclusions are made as to which analysis approaches are most relevant for which E&R efficiency applications.
Luque et al. highlight that there is a lack of conceptual frameworks integrating sustainability and ML [10]. They develop a framework to help guide researchers in the optimization of engineering projects under the criteria of sustainability (environmental, economic, and social). This high-level framework dictates different dimensions that should be considered in such a project, such as required data, sensors, tools, and target applications in the engineering system. The framework, however, only justifies the use of ML for sustainable manufacturing by saying that the use of ML is a growing trend. The authors of this study will derive more specific reasons for when ML is relevant and when it is not.
In their trends analysis of artificial intelligence (AI) and ML applications in smart production, Cioffi et al. highlight that ML is playing an increasingly critical role in sustainable manufacturing but that the relationship between AI/ML and sustainability requires further investigation [11].
In their extensive literature review of ML applications for sustainable manufacturing, Jamwal et al. detail a wide range of ML methods and how they have been applied for sustainable manufacturing. They go as far as to list the quantitative results various methods have had in past studies. Though not directly comparable, this provides a valuable sample of the impact various ML methods can have [12]. They do not, however, provide reasoning for the applicability of the different ML methods, and do explain for which areas ML is less applicable.
In summary, it is apparent that a breadth of studies exist in which ML is used for improving the sustainability of manufacturing. However, the investigation of when ML is and is not suitable for different sustainability approaches and the reasons for this are missing and are precisely what this paper addresses.
2. Energy and Resource Efficiency Levers
2.1. Energy and Resource Efficiency Levers Table
As a first step in identifying the areas where ML can provide a benefit for E&R efficiency, the authors create a comprehensive list of generic potential levers for improving a manufacturing system’s E&R efficiency. A widely applied classification of organization improvement measures, which is also relevant when considering manufacturing E&R improvement approaches, is one consisting of three dimensions: people, processes, and technology. The first application is often attributed to a 1964 book by management expert Harold Leavitt [13]. This paper assumes that in the context of manufacturing E&R, ML is most relevant in the dimensions of technology (ML is in itself a technology and thus clearly falls within this dimension) and processes (ML is often applied as a technology with the effect of changing or supporting processes). The people dimension includes areas, such as organizational change, mindset, values, skills, and learning capacity. While all these are potent barriers as well as opportunities to improving E&R efficiency, ML can add limited value here directly [14]. Of course, it can be argued that ML also addresses the people dimension, e.g., it can help change mindsets or facilitate upskilling, but these are not considered direct benefits in the context of E&R efficiency in this study. The levers are shown in Table 1 and are organized along six manufacturing domains. The domains cover the primary areas in which manufacturing E&R efficiency can be improved, as visualized in Figure 2.

Table 1.
Overview of generic levers for improving manufacturing energy and resource efficiency.
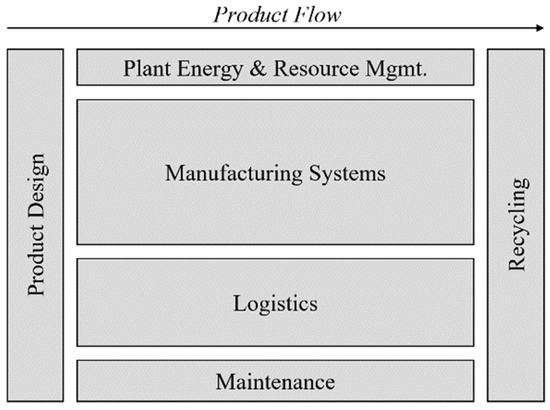
Figure 2.
Representation of the manufacturing energy and resource domains used in this study.
2.2. Deep Dive on Each of the Levers
This section contains the full E&R levers table, including a description of each lever (Table 2).
Table 2.
Detailed overview of generic levers for improving manufacturing energy and resource efficiency.
3. Pro-ML Situations
3.1. List of Pro-ML Manufacturing Situations
Now that a list of E&R efficiency levers has been established, the next step is to establish a generic list of manufacturing scenarios for which ML is well suited. The following six scenarios are created, drawing in part on the high-level list by Wuest et al. [39]:
- High dimensional data: Problems and datasets with many features, i.e., the data to be analyzed has high variety.
- Highly dynamic data: When conditions are continuously changing and the system requires adaptation, i.e., the data to be analyzed has high velocity.
- Complex interactions: When output quality and quantity have high variability due to complex interactions of production parameters and these interactions need to be interpreted, i.e., when the system to be analyzed contains complex interactions.
- Correlation not explanation: When process and parameter correlations need to be determined but not necessarily explained or fundamentally understood, i.e., if the goal is to identify and model patterns in a dataset, rather than to create an explicit formula or deterministic model.
- Difficult to capture features: When interesting process or product features cannot feasibly be captured with conventional sensors principles, i.e., when process can only be observed visually or acoustically, and further processing is needed in order to gain useful insights.
- Self-learning: When existing data are to be analyzed without specific requirements or instructions, i.e., when the analysis should learn on its own.
Each item is expanded upon below:
- High dimensional data: Problems and datasets with many features, i.e., the data to be analyzed have high variety.
Strictly speaking, high dimensionality occurs when the number of features or parameters is larger than the number of observations. In the context of this research, the more general case of having relatively many (typically multiple dozens or more) features is considered being of high dimensionality, regardless of the number of samples. Cherkassky demonstrates the ability of SVM to regularize and cope with high dimensionality [40]. Amini explains the need for high-dimensionality processing in the context of manufacturing statistical process monitoring [41]. This type of process monitoring can be used in several of the E&R efficiency levers, whenever process parameter data across multiple processes need to be analyzed for E&R optimization. For example, a typical food production process is compound feed production. These processes can encompass more than 100 different ingredients and additives, along with dozens of machine parameters, such as temperatures and processing speeds. E&R optimization problems in this context clearly deal with high dimensionality.
- 2.
- Highly dynamic data: When conditions are continuously changing and the system requires adaptation, i.e., the data to be analyzed has high velocity.
Monostori explains the applications of ML to address the complexity, changes, and uncertainty in manufacturing systems. Manufacturing systems are continuously growing in complexity. Especially since the fourth industrial revolution of the early 2000s, digitalization of manufacturing has enabled more complex systems to be created, also manifesting in more complex products and processes [42]. If equipped with sensors, these systems create quite complex and ever-changing data, which ML is well suited to analyze. An example of a scenario with highly dynamic data would be a manufacturing system in which sensor readings, images from quality inspection, product specifications from an ERP system, as well as the current production plan from an MES are all to be analyzed to improve the E&R efficiency while maintaining quality and delivery times. In this scenario, there are various types of data, as well as continuously changing conditions, e.g., new orders, machine malfunctions, quality fluctuations, and different products being produced. Continuous or lifelong learning is a growing field of ML that addresses situations of dynamic data in which it is necessary for a model to continuously retrain itself to remain relevant in a changing system [43].
- 3.
- Complex interactions: When output quality and quantity have high variability due to complex interactions of production parameters and these interactions need to be interpreted, i.e., when the system to be analyzed contains complex interactions.
As previously mentioned, complexity of manufacturing systems is continuously growing. When analyzing complex manufacturing systems, it is often difficult to model the relationship between inputs and outputs of the system with the goal of optimization. This is especially true for processes in which the output has high variability dependent on various production parameters. Many continuous production processes in which various ingredients are processed, such as in chemicals or alloys production in which dozens of ingredients must be combined at the different temperatures and times in precise quantities in order to achieve the desired product characteristics, are a good example of such variable processes. Here, ML techniques provide great value with their data-driven approaches to find complex and non-linear relationships in large datasets. After modelling these complex interactions, optimizations can be conducted.
Similarly, ML is well suited for when complex parameter relationships need to be simplified in order to be interpretable for practitioners. Shang gives an overview of need for interpretability of big data in manufacturing and how ML can help with explainable AI. Especially in the context of manufacturing, model interpretation is important, for example, to enable engineers and operators to better perform root cause analysis after the detection of a potential fault [44] or when quality engineers need to analyze production defects [45].
- 4.
- Correlation not explanation: When process and parameter correlations need to be determined but not necessarily explained or fundamentally understood, i.e., if the goal is to identify and model patterns in a dataset, rather than to create an explicit formula or deterministic model.
Principle component analysis, decision trees, and many other ML techniques are used to identify correlations among input variables (e.g., manufacturing process parameters) and outputs variables (e.g., manufacturing product characteristics). As Bzdok highlights, ML focuses on making predictions based on large amounts of data, while statistics traditionally focuses on inference and deriving an explicit model to explain a phenomenon based on carefully controlled experimental data [6]. A good example would be a manufacturer wanting to know how to adjust their operating parameters in order to minimize energy consumption but not needing to know why each parameter effects the energy consumption as it does, or a manufacturer wanting accurate predictions when their machines require preemptive maintenance but not necessarily why.
- 5.
- Difficult to capture data: When interesting process or product features cannot feasibly be captured with conventional sensors principles, i.e., when processes can only be observed visually or acoustically, and further processing is needed in order to gain useful insights.
There are processes in which not all important information can easily be measured and interpreted. Albeit, audio and visual sensors have long been used in manufacturing; however, the interpretation of the audio and image data is a task that posed a challenge before the adoption of ML. A common scenario is when unsorted heterogeneous objects need to be assessed, and the most straightforward way is a visual assessment. For example, trash moving on an assembly belt at a waste processing facility needs to identified for different recycling processes [46]. Image recognition is a strength of deep learning algorithms and can be used in such situations to classify objects on various features, such as size, color, composition, quality, etc. A second human sense can also be leveraged by AI, namely hearing. A typical scenario for this application is a manufacturing process with rotating parts where the seasoned operator can hear if there is a problem. This important quality check can be performed by an AI processing acoustic or vibration signals, thus identifying anomalies through classification.
- 6.
- Self-learning: When existing data are to be analyzed without specific requirements or instructions, i.e., when the analysis should learn on its own.
A fundamental branch of ML is unsupervised learning, of which self-learning is the essence. Unsupervised learning consists of ML models that recognize or “learn” patterns from data without the need for a person to label the data that the models are fed [47,48]. However, it should be noted that more manufacturing scenarios and use cases require supervised learning as opposed to unsupervised [49].
In their state of the art review of ML for self-adaptive systems, Saputri and Lee give an overview of the ML techniques for creating self-adaptive systems, which include Bayesian theory, clustering, decision trees, fuzzy learning, genetic algorithms, and neural networks, to name a few [50]. Especially the field of deep learning, which is based on layering neural networks, has rapidly gained attention in the past few years due to its aptitude for self-learning patterns and requiring less feature engineering [51].
A typical example of a situation in which self-learning is needed in manufacturing is for anomaly detection. Various production runs can be fed into an unsupervised learning algorithm, which will then automatically group production runs and reveal outliers.
4. Results—Situations in Which ML Can Improve Manufacturing Energy and Resource Efficiency
4.1. Methodology Explanation
Now that a comprehensive list of levers for improving manufacturing E&R efficiency has been established in Section 2 and the situations in which ML is well suited have been defined in Section 3, these two schemes can be combined to identify the E&R efficiency levers for which ML is well suited. This is performed by overlaying the two schemes to create a matrix, with the E&R efficiency levers as rows and the ML situations as columns. Next, for each lever, the authors evaluated which ML situations can be present when dealing with the lever. This was achieved by considering what type of data and what analysis requirements can be expected when dealing with each lever and considering if any of these correspond to a pro-ML situation. The analysis was based on experiments and case studies found in the literature. For each situation for which studies confirm that the corresponding pro-ML situation is present and that ML is an appropriate approach, a point was allocated to the lever. See Table A1 in Appendix A for details on the literature used in the evaluation. Repeating this for all levers resulted in a tally in which the levers with the most ML-relevant situations were identified. The matrix resulting from this evaluation is presented in the following section.
4.2. Results and Discussion
The results of the analysis, shown in Table 3, reveal three levers to be the strongest contenders for applying ML: Lever 3—operation parameters optimization, lever 4—input materials optimization, and lever 13—intelligent maintenance. When dealing with these levers, five or even all six of the ML conditions are likely to occur. Within the logistics domain, lever 10—production scheduling and lever 12—in- and outbound logistics optimization show a strong fit for applying ML. The top five scoring levers are grouped and detailed in the following three subsections. Apart from lever 7—quality control and lever 1—E&R efficient design, which have a medium score, the remaining levers have a score of zero or one, indicating that ML is likely not well-suited for these levers. The manufacturing conditions for ML, which appeared most often in the E&R efficiency levers, are 1—high dimensional data, 2—highly dynamic data, and 4—correlation not explanation.
Table 3.
Identification of E&R levers with most conditions for ML.
4.2.1. Operation Parameters and Input Material Optimization
The reasons for using ML for optimization of operating parameters and input material are very similar, as are the appropriate optimization methods. Thus, these two levers are evaluated together.
The increasing complexity of manufacturing systems, mentioned in Section 3.1, can be observed in the production processes of many companies. The growing complexity of processes can result in an increasing number of adjustable operating parameters and input materials. If data on parameters and inputs are captured, conditions of high variety and velocity data, as well as complex interactions among the parameters, occur. The first step to optimize process parameters and input, for example, for E&R efficiency, is to understand the causality. Where in the past knowledge- or experience-based methods may have sufficed to understand causalities and optimize these processes, today, this is often only feasible with data-based methods [52].
ML also presents an opportunity for real-time optimization of dynamic, i.e., continuously changing, processes. Degot reports examples of using ML to simulate E&R initiatives to identify optimization roadmaps and to then use ML in the real-time optimization of E&R intensive processes [53].
4.2.2. Intelligent Maintenance
Intelligent or predictive maintenance, with the objective of extending machine life and improving functionality by predicting and preventing failure, does not necessarily require ML. A basic set of informal mathematical rules that dictate when a machine may need maintenance can be effective. However, if the model is to be reliable, a significant amount of testing and fine-tuning is typically needed. This is where ML can provide a major advantage in time and effort savings. ML algorithms can ingest large diverse amounts of operating data from the machinery and independently derive correlations between certain operating conditions and failures. Given sufficient data, this result in sophisticated models that can accurately predict failures and enable successful predictive maintenance.
One of the most common applications of machine learning is for data classification, and fault classification is one of the key steps in achieving predictive maintenance [54,55]. ML classifiers have shown excellent accuracy in identifying machinery operating states foreshadowing failure. Cinar et al., in their literature review for ML in predictive maintenance, identify random forest specifically as the most extensively applied ML technique for predictive maintenance. Applications can be found for common industrial machinery across most industries [55]. It should be noted that most ML classification algorithms fall under the category of supervised learning. Thus, to train, they require labeled data covering all failure states. This need for labeled training data can be a challenge [55]. To address the challenge, recent research has been on incorporating unsupervised learning neural networks in the creation of predictive maintenance models [56,57]. These do not require labeled data to learn, although they typically require significantly larger sets of training data than classical algorithms.
4.2.3. Production Scheduling and In- and Outbound Logistics Optimization
The sequencing of manufacturing tasks, as well as in- and outbound logistics, can quickly become a complicated endeavor as the manufacturing system grows in complexity. Optimizing schedules and logistics to minimize E&R consumption is an even more complex task. Additionally, when unexpected changes occur in the system, real-time rescheduling is so complex that many companies just reschedule periodically rather than reactively [58].
Production scheduling problems are NP-hard, meaning it is infeasible to use optimal solvers for larger real-world applications. Metaheuristic approaches to find close to optimal solutions in polynomial time have been shown to be an effective solution in recent years [59]. Metaheuristic algorithms generate large amounts of data in the optimization process. The classification capabilities of ML algorithms can help analyze this data to extract useful knowledge, improving the performance of metaheuristics, in terms of convergence speed, solution quality, and robustness, as Talbi explains [60]. In their literature review, Takeda Berger et al. find that artificial neural networks, regression, tree-based models, and genetic algorithms are the most commonly applied ML algorithms for scheduling optimization [61].
Additionally, to improved optimization, ML also enables improved forecasting. Being able to forecast lead times or customer demand can allow manufacturers to better plan their inbound and outbound logistics, as well as their production schedule. Knoll et al. highlight the challenge frequently changing supply chain information poses to efficiently planning inbound logistics processes. They propose a method combining ML models with business knowledge of inbound logistics to create predictions [62].
4.2.4. Comparison with Existing Studies
As mentioned in Section 1.3, Current State of Research, the authors found no studies that make a systematic evaluation on the applicability of ML for E&R efficient manufacturing. Thus, a direct comparison of the results of this study with previous studies is difficult. The one study the authors found, which at least classifies common ML applications in sustainable manufacturing, is that of Jamwal et al. in their literature review of ML applications for sustainable manufacturing. Jamwal et al. identify the following application areas of ML: job shop/energy aware scheduling, product quality prediction, process parameters optimization, and condition monitoring/tool life prediction. These align well with the highest scoring levers defined by the authors of this study. The main differences in results are the high granularity used in this study to differentiate different application areas (e.g., planning and scheduling is separated into production scheduling, shop floor layout, and logistics).
5. Conclusions
5.1. Summary
To recapitulate, this work attempts to systematically differentiate the situations in which ML is an appropriate method to improve manufacturing E&R efficiency. This is achieved by first defining a list of 17 generic levers for improving manufacturing E&R efficiency, including the domains of product design, the manufacturing system, logistics within the plant and at its boundaries, maintenance activities, the manufacturing facility, and recycling. Next, a generic list of six manufacturing data scenarios for which ML is especially well suited as the method of choice for analyzing the data is created. The scenarios consist of those in which data have high dimensionality, data are highly dynamic, complex non-linear relationships exist within the system, process and parameter correlations need to be determined but not explained, data are difficult to capture, and data need to be analyzed without external instructions. Next, each E&R efficiency lever is critically examined as to whether any of the pro-ML scenarios could typically be expected when applying the lever. This results in a score of ML suitability for each lever. The three levers shown to be the strongest contenders for applying ML to are lever 3—operation parameters optimization, lever 4—input materials optimization, and lever 13—intelligent maintenance.
5.2. Implications of the Study
Upon review, the authors conclude that the results of this study have made a contribution to the field of sustainable manufacturing by addressing the previously mentioned research gap of a lack of studies on when ML is and is not a suitable approach for E&R efficient manufacturing. Using a systematic approach, this paper is the first of its kind to derive an industry generic overview of the most common manufacturing E&R efficiency levers, differentiated by which ones ML is better suited for. This provides a scientifically founded frame within which further investigations into the applicability of ML and other analyses for various E&R efficient manufacturing approaches can be made in a structured manner. Additionally, the matrix method used in this paper could also be applied for assessing the applicability of ML in other domains. From a practical perspective, the results of the study can be used by manufacturing practitioners and researchers in data-driven energy efficiency projects, firstly, to gain an overview of different potential levers and, secondly, to make an initial assessment if ML could be an appropriate approach for the levers of interest.
5.3. Limitations
A limitation of this work is that it takes place on a relatively high conceptual level; generalizations are made in order to achieve generic and more broadly applicable insights regarding the question of when to use ML for manufacturing E&R efficiency. Thus, there are surely further, albeit less common, levers for E&R efficiency, as well as manufacturing data scenarios for which ML is well suited. Increasing the coverage of this study as such, however, goes beyond its scope. A further limitation is in the evaluation; to be completely thorough, a full-scale literature review could be conducted for each lever to obtain an exhaustive view of the studies confirming the applicability of ML for each lever. The result would provide more empirical evidence for the validity of the conclusions made in Table 1, which, while also based on past studies, did not come from an exhaustive list of the literature. Going beyond the literature, experiments could be performed to systematically test each lever by comparing ML and non-ML approaches for the same scenario. The authors plan to perform this for selected scenarios in the future.
5.4. Future Research Activities
During the course of this work, the authors have identified several related areas of further research, two of which they have started pursuing.
Firstly, the topic of comparing the trade-off between effort and return for different analysis methods. Now that levers for which ML is best suited have been identified, the next step that the authors have started is to compare the performance of ML with non-ML methods. Specifically, the trade-off between using different approaches is being investigated. For example, when optimizing production parameters to improve E&R efficiency, it is likely that ML methods achieve the best efficiency gains. However, it is possible that under certain conditions, non-ML methods could achieve close to as good results, while requiring less data science expertise and analysis effort. This will require investigating what the effort or barriers to ML are compared to non-ML methods and compare this with the added value ML provides in the pro-ML E&R efficiency scenarios identified in this work. The authors plan to investigate this empirically for the above-identified levers, for various manufacturing scenarios with real-world data.
Secondly, the topic of determining the amount and type of required data for analysis. A common response in data science projects to the question “how much data are needed?” is either an ambiguous “it depends…” or a simple “the more the better”. While these responses are true, they are vague and not actionable. The authors have also been asked this question many times by companies, especially those with limited experience in ML, and have had to provide the same unsatisfying response as above. Thus, a future research goal of the authors is to derive generalizable insights on which data and how much data are needed for gaining insights in certain E&R efficiency scenarios. The authors plan to complete this in the course of the investigation described above by varying the amount of data made available to the analysis and seeing which situations and which analysis methods and how much data are needed to obtain usable results. This is related to the previous research topic, since one of the most common barriers to ML is insufficient data. Thus, answering this question will aid in the assessment of the required effort when weighing whether ML methods are better suited than non-ML methods.
Thirdly, this work so far has focused on identifying when ML is well suited. For the situations in which it is not well suited, the logical question follows: specifically, what non-ML analysis is better suited? Arguably, even more so than for ML analyses, there are a wide variety of non-ML analyses available for improving manufacturing E&R efficiency. Practitioners would be greatly helped if guidance could be provided here.
Author Contributions
Conceptualization, H.E.-O.; methodology, H.E.-O.; validation, H.E.-O. and D.B.; formal analysis, H.E.-O.; investigation, H.E.-O.; writing—original draft preparation, H.E.-O.; writing—review and editing, H.E.-O. and D.B.; visualization, H.E.-O.; supervision, K.-D.T.; project administration, D.B. and J.-H.O.; funding acquisition, D.B. and J.-H.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research has been funded by the German Federal Ministry for Economic Affairs and Climate Action (BMWK) through the project “ecoKI” [03EN2047A]. The authors wish to acknowledge the funding agency and all project partners for their contribution.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
Table A1.
Overview of the literature used to determine the ML applicability score for each E&R lever.
Table A1.
Overview of the literature used to determine the ML applicability score for each E&R lever.
| Manufacturing Domain | ID | Energy and Resource (E&R) Efficiency Lever | Conditions for Machine Learning | Literature Used for Count |
|---|---|---|---|---|
| Count | ||||
| Product Design | 1 | E&R efficient design (optimized for production, use, or end-of-life) | 3 | [10,63,64,65] |
| 2 | Integrated product life cycle data management for strategic E&R decision support | 0 | ||
| Manufacturing Systems | 3 | Operation parameters optimization to improve process E&R efficiency | 5 | [53,63] |
| 4 | Input materials optimization (use less materials or use sustainable materials) | 5 | [46,52] | |
| 5 | E&R consumption monitoring | 1 | [54,66] | |
| 6 | Waste heat utilization/energy recovery systems | 0 | ||
| 7 | Quality control for wasted material and scrap | 4 | [39,54,67,68] | |
| 8 | Energy product tags for holistic value chain improvements | 1 | [69] | |
| 9 | Advanced automation and controls for process precision and stability | 1 | [70] | |
| Logistics | 10 | E&R efficient production scheduling | 4 | [61,71] |
| 11 | Efficient shop floor layout to minimize transport and waiting | 1 | [72] | |
| 12 | In- and outbound logistics timing to optimize E&R efficiency of production and product delivery | 4 | [73] | |
| Maintenance | 13 | Intelligent maintenance to avoid downtime and extend equipment lifetime | 6 | [54,55,74] |
| 14 | Remote services to avoid travel | 0 | ||
| Plant Energy and Resource Mgmt. | 15 | Renewable energy sources | 1 | [75] |
| 16 | Optimized technical building services (TBS) | 0 | ||
| 17 | Capture and controlled disposal of waste, hazardous substances, and emissions | 0 | ||
| Recycling | 18 | Remanufacturing | 0 |
Darker color indicates a higher count.
References
- IEA. Tracking Industry 2020. Available online: https://www.iea.org/reports/tracking-industry-2020 (accessed on 17 March 2021).
- Rathi, R.; Sabale, D.B.; Antony, J.; Kaswan, M.S.; Jayaraman, R. An Analysis of Circular Economy Deployment in Developing Nations’ Manufacturing Sector: A Systematic State-of-the-Art Review. Sustainability 2022, 14, 11354. [Google Scholar] [CrossRef]
- Rathi, R.; Kaswan, M.S.; Garza-Reyes, J.A.; Antony, J.; Cross, J. Green Lean Six Sigma for improving manufacturing sustainability: Framework development and validation. J. Clean. Prod. 2022, 345, 131130. [Google Scholar] [CrossRef]
- Lago, J.; De Ridder, F.; De Schutter, B. Forecasting spot electricity prices: Deep learning approaches and empirical comparison of traditional algorithms. Appl. Energy 2018, 221, 386–405. [Google Scholar] [CrossRef]
- Makridakis, S.; Spiliotis, E.; Assimakopoulos, V. Statistical and Machine Learning forecasting methods: Concerns and ways forward. PLoS ONE 2018, 13, e0194889. [Google Scholar] [CrossRef] [PubMed]
- Bzdok, D.; Altman, N.; Krzywinski, M. Statistics versus machine learning. Nat. Methods 2018, 15, 233–234. [Google Scholar] [CrossRef]
- Máša, V.; Stehlík, P.; Touš, M.; Vondra, M. Key pillars of successful energy saving projects in small and medium industrial enterprises. Energy 2018, 158, 293–304. [Google Scholar] [CrossRef]
- Kenett, R.S.; Zonnenshain, A.; Fortuna, G. A road map for applied data sciences supporting sustainability in advanced manufacturing: The information quality dimensions. Procedia Manuf. 2018, 21, 141–148. [Google Scholar] [CrossRef]
- Renna, P.; Materi, S. A Literature Review of Energy Efficiency and Sustainability in Manufacturing Systems. Appl. Sci. 2021, 11, 7366. [Google Scholar] [CrossRef]
- Luque, A.; Heras, A.D.L.; Ávila-Gutiérrez, M.J.; Zamora-Polo, F. ADAPTS: An Intelligent Sustainable Conceptual Framework for Engineering Projects. Sensors 2020, 20, 1553. [Google Scholar] [CrossRef]
- Cioffi, R.; Travaglioni, M.; Piscitelli, G.; Petrillo, A.; De Felice, F. Artificial Intelligence and Machine Learning Applications in Smart Production: Progress, Trends, and Directions. Sustainability 2020, 12, 492. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Kumar, A.; Kumar, V.; Garza-Reyes, J.A.A. Machine learning applications for sustainable manufacturing: A bibliometric-based review for future research. J. Enterp. Inf. Manag. 2021, 35, 566–596. [Google Scholar] [CrossRef]
- Cooper, W.W.; Leavitt, H.J. New Perspectivies in Organization Research; Wiley: New York, NY, USA, 1964. [Google Scholar]
- May, G.; Stahl, B.; Taisch, M. Energy management in manufacturing: Toward eco-factories of the future—A focus group study. Appl. Energy 2016, 164, 628–638. [Google Scholar] [CrossRef]
- Penty, J. Product Design and Sustainability: Strategies, Tools, and Practice, 1st ed.; Routledge: London, UK, 2019. [Google Scholar]
- Garetti, M.; Taisch, M. Sustainable manufacturing: Trends and research challenges. Prod. Plan. Control. 2012, 23, 83–104. [Google Scholar] [CrossRef]
- Omar, M.; Qilun, Z.; Lujia, F.; Ali, A.A.; Lahjouji, D.; Khraisheh, M. A hybrid simulation approach for predicting energy flows in production lines. Int. J. Sustain. Eng. 2015, 9, 25–34. [Google Scholar] [CrossRef]
- ISO 50006. Energy Management Systems. Measuring Energy Performance Using Energy Baselines (EnB) and Energy Performance Indicators (EnPI): General Principles and Guidance 27.015 Energy Efficiency. Energy Conservation in General. International Organization for Standardization: Geneva, Switzerland, 2014.
- Mori, M.; Fujishima, M.; Inamasu, Y.; Oda, Y. A study on energy efficiency improvement for machine tools. CIRP Ann. 2011, 60, 145–148. [Google Scholar] [CrossRef]
- Duflou, J.R.; Sutherland, J.W.; Dornfeld, D.; Herrmann, C.; Jeswiet, J.; Kara, S.; Hauschild, M.Z.; Kellens, K. Towards energy and resource efficient manufacturing: A processes and systems approach. CIRP Ann. 2012, 61, 587–609. [Google Scholar] [CrossRef]
- Abele, E.; Panten, N.; Menz, B. Data Collection for Energy Monitoring Purposes and Energy Control of Production Machines. Procedia CIRP 2015, 29, 299–304. [Google Scholar] [CrossRef]
- Energy.gov. Waste Heat Recovery Resource Page. 2022. Available online: https://www.energy.gov/eere/amo/articles/waste-heat-recovery-resource-page (accessed on 17 January 2022).
- Forni, D.; Di Santo, D.; Vescovo, R.; Baresi, M. Industrial excess heat exploitation in energy intensive industries. ECEEE Ind. Summer Study Proc. 2016, 2016, 543–553. [Google Scholar]
- Batayneh, M.; Marie, I.; Asi, I. Use of selected waste materials in concrete mixes. Waste Manag. 2007, 27, 1870–1876. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S.; Gupta, M.K. Towards zero waste manufacturing: A multidisciplinary review. J. Clean. Prod. 2017, 168, 1230–1243. [Google Scholar] [CrossRef]
- Gahm, C.; Denz, F.; Dirr, M.; Tuma, A. Energy-efficient scheduling in manufacturing companies: A review and research framework. Eur. J. Oper. Res. 2016, 248, 744–757. [Google Scholar] [CrossRef]
- Fahad, M.; Naqvi, S.A.A.; Atir, M.; Zubair, M.; Shehzad, M.M. Energy Management in a Manufacturing Industry through Layout Design. Procedia Manuf. 2017, 8, 168–174. [Google Scholar] [CrossRef]
- Wehner, J. Energy Efficiency in Logistics: An Interactive Approach to Capacity Utilisation. Sustainability 2018, 10, 1727. [Google Scholar] [CrossRef]
- Kaczmarek, M.-J.; Gola, A. Maintenance 4.0 Technologies for Sustainable Manufacturing—An Overview. IFAC-PapersOnLine 2019, 52, 91–96. [Google Scholar] [CrossRef]
- Schulz, J.; Leinmüller, D.; Misik, A.; Zaeh, M. Renewable On-Site Power Generation for Manufacturing Companies—Technologies, Modeling, and Dimensioning. Sustainability 2021, 13, 3898. [Google Scholar] [CrossRef]
- Deutscher Industrie- und Handelskammertag e.V. Energiewende-Barometer 2021 der IHK-Organisation: Unterneh-Mensumfrage zur Umsetzung der Energiewende; Deutscher Industrie- und Handelskammertag e. V.: Berlin, Germany, 2021. [Google Scholar]
- Bons, M.; Creutzburg, P.; Schlemme, J. Energiewende in der Industrie: Potenziale und Wechselwirkungen mit dem Ener-Giesektor. Identifikation neuer Anforderungen aus Zukünftigem; Navigant Energy Germany GmbH: Köln, Germany, 2020. [Google Scholar]
- Gao, K.; Huang, Y.; Sadollah, A.; Wang, L. A review of energy-efficient scheduling in intelligent production systems. Complex Intell. Syst. 2020, 6, 237–249. [Google Scholar] [CrossRef]
- Hall, F.; Greeno, R. Building Services Handbook, 9th ed.; Routledge: London, UK, 2017. [Google Scholar]
- Chadderton, D.; Chadderton, D.V. Building Services Engineering; Routledge: London, UK, 2004. [Google Scholar]
- Banerjee, R.; Gong, Y.; Gielen, D.J.; Januzzi, G.; Maréchal, F.; McKane, A.T.; Rosen, M.A.; van Es, D.; Worrell, E. Chapter 8—Energy End Use: Industry; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Energetics, Inc. Energy Loss Reduction and Recovery in Industrial Energy Systems: Technology Roadmap. For the U.S. Department of Energy of Renewable Energy, Industrial Technologies Program; Energetics, Inc.: Columbia, MD, USA, 2004. [Google Scholar]
- Posselt, G.; Fischer, J.; Heinemann, T.; Thiede, S.; Alvandi, S.; Weinert, N.; Kara, S.; Herrmann, C. Extending Energy Value Stream Models by the TBS Dimension—Applied on a Multi Product Process Chain in the Railway Industry. Procedia CIRP 2014, 15, 80–85. [Google Scholar] [CrossRef]
- Wuest, T.; Weimer, D.; Irgens, C.; Thoben, K.-D. Machine learning in manufacturing: Advantages, challenges, and applications. Prod. Manuf. Res. 2016, 4, 23–45. [Google Scholar] [CrossRef]
- Cherkassky, V.; Ma, Y. Practical selection of SVM parameters and noise estimation for SVM regression. Neural Netw. 2004, 17, 113–126. [Google Scholar] [CrossRef]
- Amini, M.; Chang, S. A review of machine learning approaches for high dimensional process monitoring. In Proceedings of the IISE Annual Conference and Expo, Orlando, FL, USA, 19–22 May 2018; Volume 3, pp. 1695–1700. [Google Scholar]
- Monostori, L. AI and machine learning techniques for managing complexity, changes and uncertainties in manufacturing. Eng. Appl. Artif. Intell. 2003, 16, 277–291. [Google Scholar] [CrossRef]
- Liu, B. Lifelong machine learning: A paradigm for continuous learning. Front. Comput. Sci. 2017, 11, 359–361. [Google Scholar] [CrossRef]
- Shang, C.; You, F. Data Analytics and Machine Learning for Smart Process Manufacturing: Recent Advances and Perspectives in the Big Data Era. Engineering 2019, 5, 1010–1016. [Google Scholar] [CrossRef]
- Ziekow, H.; Schreier, U.; Gerling, A.; Saleh, A. Interpretable Machine Learning for Quality Engineering in Manufacturing-Importance Measures that Reveal Insights on Errors. In Proceedings of the Upper-Rhine Artificial Intelligence Symposium, UR-AI 2021, Artificial Intelligence-Application in Life Sciences and Beyond, Kaiserslautern, Germany, 27 October 2021; pp. 96–105. [Google Scholar]
- Alvela Nieto, M.T.; Nabati, E.G.; Bode, D.; Redecker, M.A.; Decker, A.; Thoben, K.D. Enabling Energy Efficiency in Manufacturing Environments Through Deep Learning Approaches: Lessons Learned. In Advances in Production Management Systems: Production Management for the Factory of the Future. In Proceedings of the IFIP WG 5.7 International Conference, APMS 2019, Austin, TX, USA, 1–5 September 2019. Part II; Ameri, F., Stecke, K., von Cieminski, G., Kiritsis, D., Eds.; Springer: Cham, Switzerland, 2019; Volume 567, pp. 567–574. [Google Scholar]
- Kubat, M. Unsupervised Learning. In An Introduction to Machine Learning; Springer International Publishing: Cham, Switzerland, 2009; pp. 297–325. [Google Scholar]
- Kubat, M. An Introduction to Machine Learning; Springer International Publishing: Cham, Switzerland, 2009. [Google Scholar]
- Kang, Z.; Catal, C.; Tekinerdogan, B. Machine learning applications in production lines: A systematic literature review. Comput. Ind. Eng. 2020, 149, 106773. [Google Scholar] [CrossRef]
- Saputri, T.R.D.; Lee, S.-W. The Application of Machine Learning in Self-Adaptive Systems: A Systematic Literature Review. IEEE Access 2020, 8, 205948–205967. [Google Scholar] [CrossRef]
- Kubat, M. Deep Learning. In An Introduction to Machine Learning; Springer International Publishing: Cham, Switzerland, 2021; pp. 327–351. [Google Scholar]
- Chiang, L.H.; Braatz, R.D. Process monitoring using causal map and multivariate statistics: Fault detection and identification. Chemom. Intell. Lab. Syst. 2003, 65, 159–178. [Google Scholar] [CrossRef]
- Degot, C.; Hutschinson, R.; Duranton, S.; Lyons, M.; Maher, H. Use AI to Measure Emissions—Exhaustively, Accurately, and Frequently. 2021. Available online: https://www.bcg.com/publications/2021/measuring-emissions-accurately (accessed on 21 January 2022).
- Ge, Z.; Song, Z.; Ding, S.X.; Huang, B. Data Mining and Analytics in the Process Industry: The Role of Machine Learning. IEEE Access 2017, 5, 20590–20616. [Google Scholar] [CrossRef]
- Cinar, Z.M.; Abdussalam Nuhu, A.; Zeeshan, Q.; Korhan, O.; Asmael, M.; Safaei, B. Machine Learning in Predictive Maintenance towards Sustainable Smart Manufacturing in Industry 4.0. Sustainability 2020, 12, 8211. [Google Scholar] [CrossRef]
- Falamarzi, A.; Moridpour, S.; Nazem, M.; Cheraghi, S. Prediction of tram track gauge deviation using artificial neural network and support vector regression. Aust. J. Civ. Eng. 2019, 17, 63–71. [Google Scholar] [CrossRef]
- Sampaio, G.S.; Filho, A.R.D.A.V.; da Silva, L.S.; da Silva, L.A. Prediction of Motor Failure Time Using An Artificial Neural Network. Sensors 2019, 19, 4342. [Google Scholar] [CrossRef]
- Li, Y.; Carabelli, S.; Fadda, E.; Manerba, D.; Tadei, R.; Terzo, O. Machine learning and optimization for production rescheduling in Industry 4.0. Int. J. Adv. Manuf. Technol. 2020, 110, 2445–2463. [Google Scholar] [CrossRef]
- Talbi, E.-G. Metaheuristics: From Design to Implementation; Wiley: Oxford, UK, 2009. [Google Scholar]
- Talbi, E.-G. Machine Learning into Metaheuristics. ACM Comput. Surv. 2022, 54, 1–32. [Google Scholar] [CrossRef]
- Takeda-Berger, S.L.; Frazzon, E.M.; Broda, E.; Freitag, M. Machine Learning in Production Scheduling: An Overview of the Academic Literature. In Dynamics in Logistics; Freitag, M., Haasis, H.D., Kotzab, H., Pannek, J., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 409–419. [Google Scholar]
- Knoll, D.; Prüglmeier, M.; Reinhart, G. Predicting Future Inbound Logistics Processes Using Machine Learning. Procedia CIRP 2016, 52, 145–150. [Google Scholar] [CrossRef]
- D’Amico, B.; Myers, R.; Sykes, J.; Voss, E.; Cousins-Jenvey, B.; Fawcett, W.; Richardson, S.; Kermani, A.; Pomponi, F. Machine Learning for Sustainable Structures: A Call for Data. Structures 2019, 19, 1–4. [Google Scholar] [CrossRef]
- Wisthoff, A.; Ferrero, V.; Huynh, T.; DuPont, B. Quantifying the Impact of Sustainable Product Design Decisions in the Early Design Phase Through Machine Learning. In Proceedings of the 21st Design for Manufacturing and the Life Cycle Conference; 10th International Conference on Micro- and Nanosystems: Presented at ASME 2016 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Charlotte, NC, USA, 21–24 August 2016; The American Society of Mechanical Engineers: New York, NY, USA, 2016. [Google Scholar]
- DeRousseau, M.; Kasprzyk, J.; Srubar, W. Computational design optimization of concrete mixtures: A review. Cem. Concr. Res. 2018, 109, 42–53. [Google Scholar] [CrossRef]
- Kadlec, P.; Gabrys, B.; Strandt, S. Data-driven Soft Sensors in the process industry. Comput. Chem. Eng. 2009, 33, 795–814. [Google Scholar] [CrossRef]
- Monostori, L.; Hornyák, J.; Egresits, C.; Viharos, Z.J. Soft computing and hybrid AI approaches to intelligent manufacturing. In Tasks and Methods in Applied Artificial Intelligence. In Proceedings of the 11th International Conference on Industrial and Engineering Applications of Artificial Intelligence and Expert Systems IEA-98-AIE, Benicássim, Spain, 1–4 June 1998; Del Pobil, A.P., Mira, J., Ali, M., Eds.; Springer: New York, NY, USA, 1998; Volume 1416, pp. 765–774. [Google Scholar]
- Pham, D.T.; Afify, A.A. Machine-learning techniques and their applications in manufacturing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 395–412. [Google Scholar] [CrossRef]
- Adisorn, T.; Tholen, L.; Götz, T. Towards a Digital Product Passport Fit for Contributing to a Circular Economy. Energies 2021, 14, 2289. [Google Scholar] [CrossRef]
- Saadallah, A.; Finkeldey, F.; Morik, K.; Wiederkehr, P. Stability prediction in milling processes using a simulation-based Machine Learning approach. Procedia CIRP 2018, 72, 1493–1498. [Google Scholar] [CrossRef]
- Zhang, J.; Ding, G.; Zou, Y.; Qin, S.; Fu, J. Review of job shop scheduling research and its new perspectives under Industry 4.0. J. Intell. Manuf. 2019, 30, 1809–1830. [Google Scholar] [CrossRef]
- Tayal, A.; Kose, U.; Solanki, A.; Nayyar, A.; Saucedo, J.A.M. Efficiency analysis for stochastic dynamic facility layout problem using meta-heuristic, data envelopment analysis and machine learning. Comput. Intell. 2020, 36, 172–202. [Google Scholar] [CrossRef]
- Govindaiah, S.; Petty, M.D. Applying Reinforcement Learning to Plan Manufacturing Material Handling Part 1. In Proceedings of the 2019 ACM Southeast Conference, Kennesaw, GA, USA, 18–20 April 2019; Lo, D., Ed.; ACM: New York, NY, USA, 2019; pp. 168–171. [Google Scholar]
- Yan, J.; Meng, Y.; Lu, L.; Li, L. Industrial Big Data in an Industry 4.0 Environment: Challenges, Schemes, and Applications for Predictive Maintenance. IEEE Access 2017, 5, 23484–23491. [Google Scholar] [CrossRef]
- Dietrich, B.; Walther, J.; Weigold, M.; Abele, E. Machine learning based very short term load forecasting of machine tools. Appl. Energy 2020, 276, 115440. [Google Scholar] [CrossRef]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).