
Carbon Fibers Waste Recovery via Pyro-Gasification: Semi-Industrial Pilot Plant Testing and LCA

 ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- (i)
- Scrap of long-fibers fabric containing 62% w/w of Toray T700-6K CFs impregnated with epoxy resin (38% w/w);
- (ii)
- Scrap of cured CFRP based on a vinyl-ester resin (57% w/w) and 43% w/w of chopped short-fibers of 5 cm based on the same Toray T700-6K CFs;
- (iii)
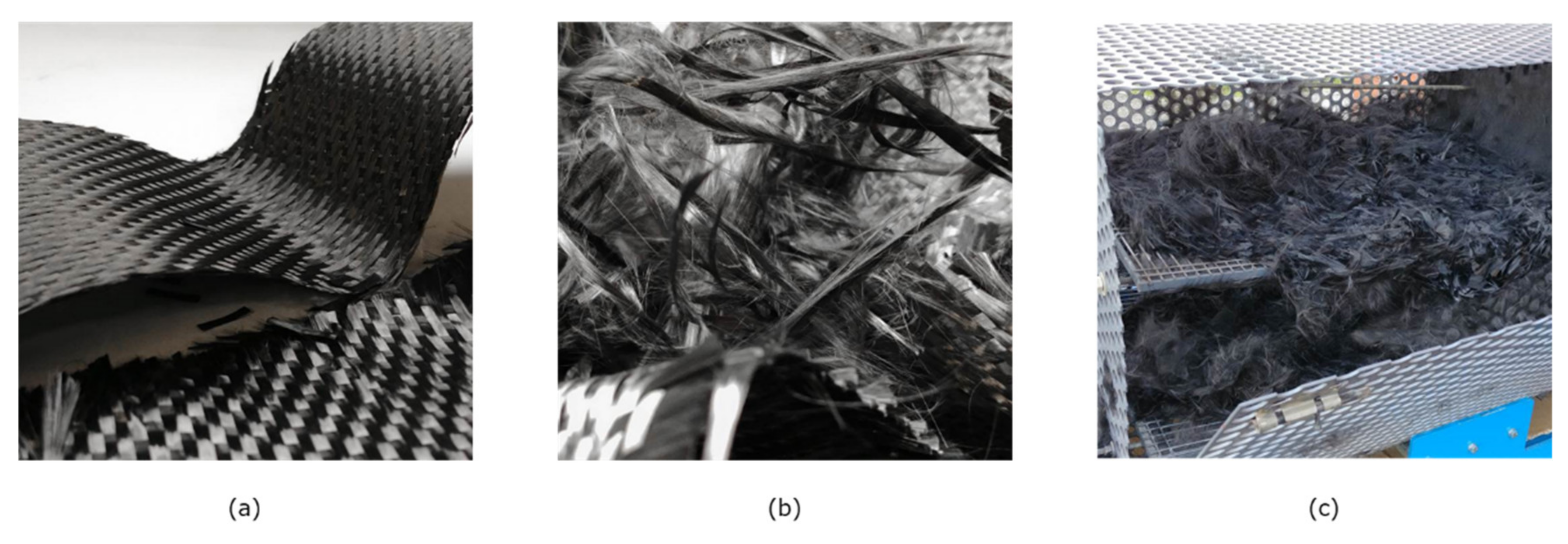
- Offcuts of woven long-fibers fabric containing 52% w/w of Toray T700-6K CFs impregnated with an uncured epoxy resin (33% w/w) and having polyethylene (PE) protective sheets (15% w/w) on both sides (from now on referred to as “prepreg”, see Figure 1).
2.2. Pyro-Gasification Experiments in the Batch Pilot Plant
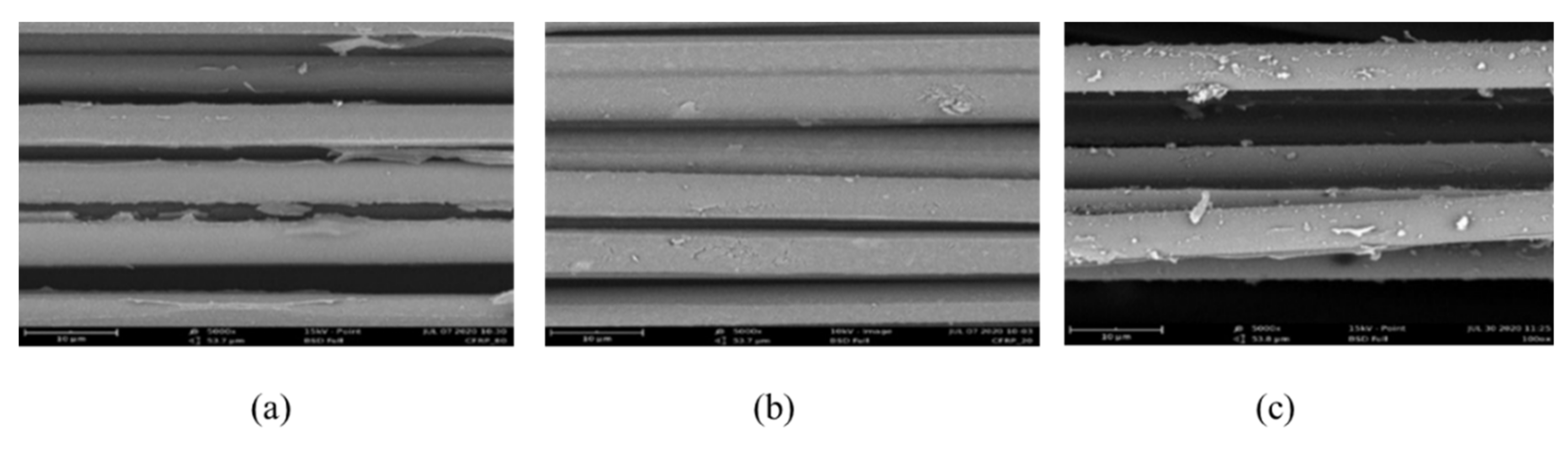
2.3. TGA and SEM
2.4. Life Cycle Assessment
2.4.1. Goal and Scope Definition
2.4.2. Life Cycle Inventory
2.4.3. Life Cycle Impact Assessment
3. Results
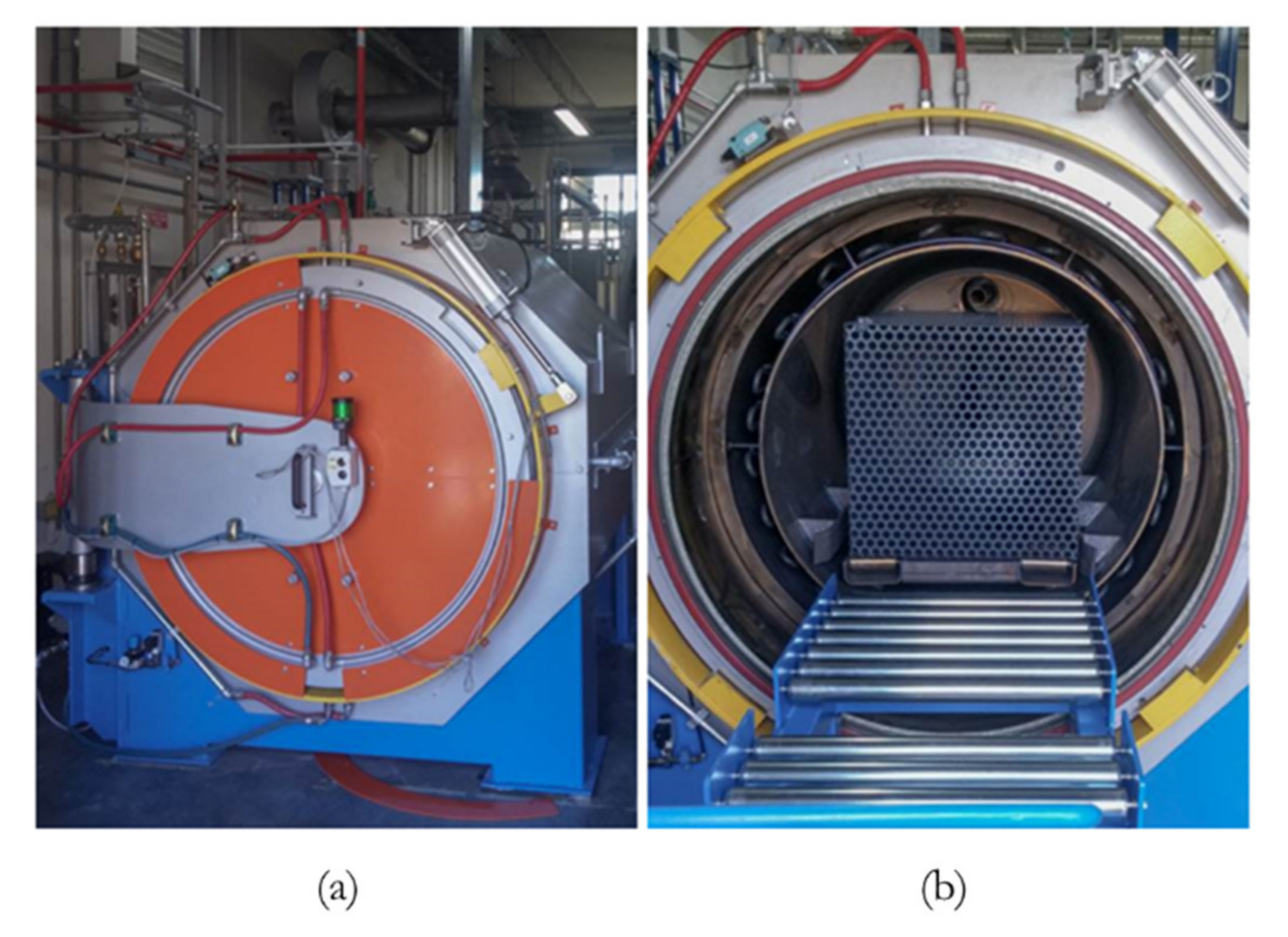
3.1. Description of the Pilot Plant
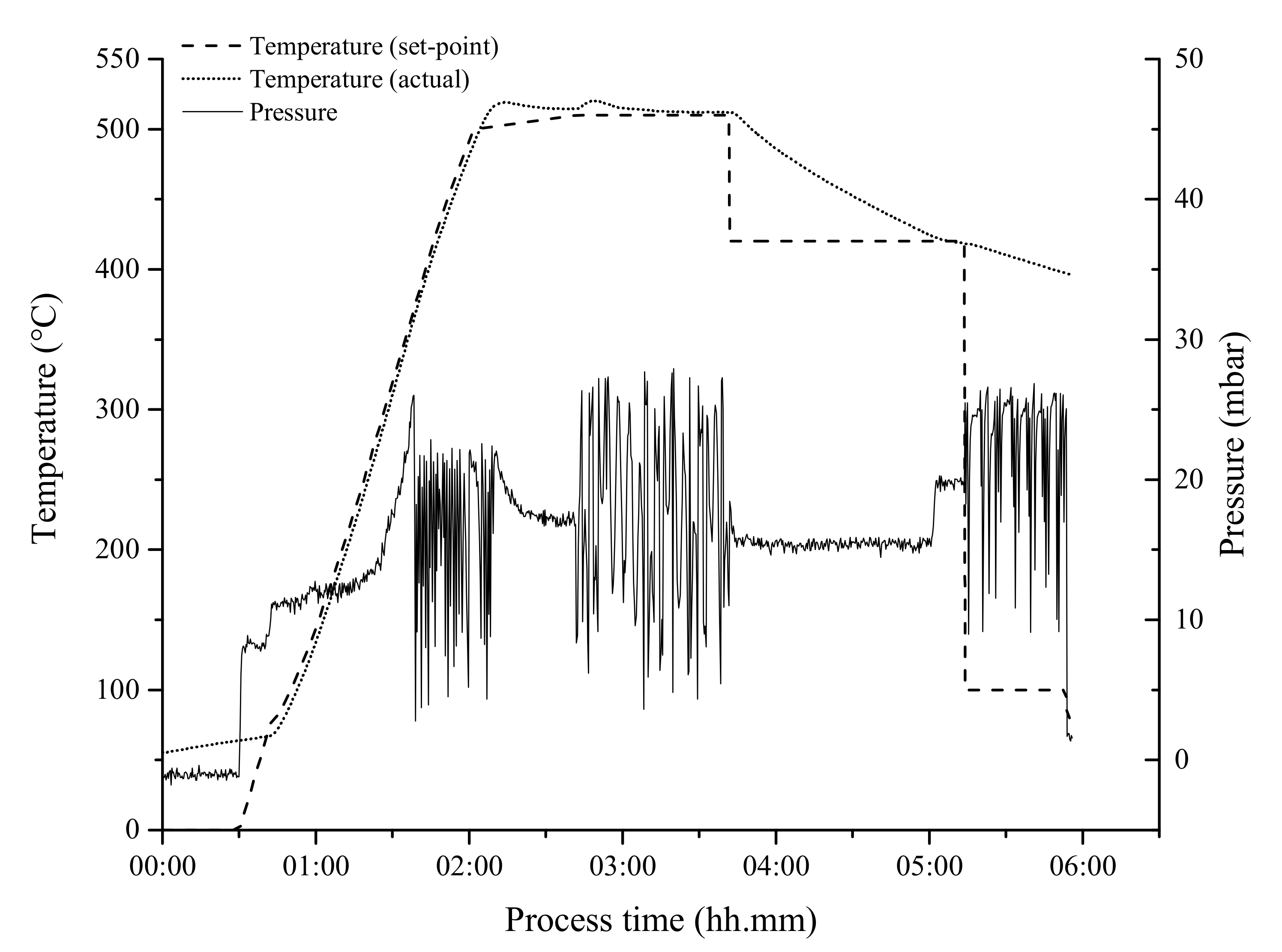
3.2. Optimization of the Pyro-Gasification Process
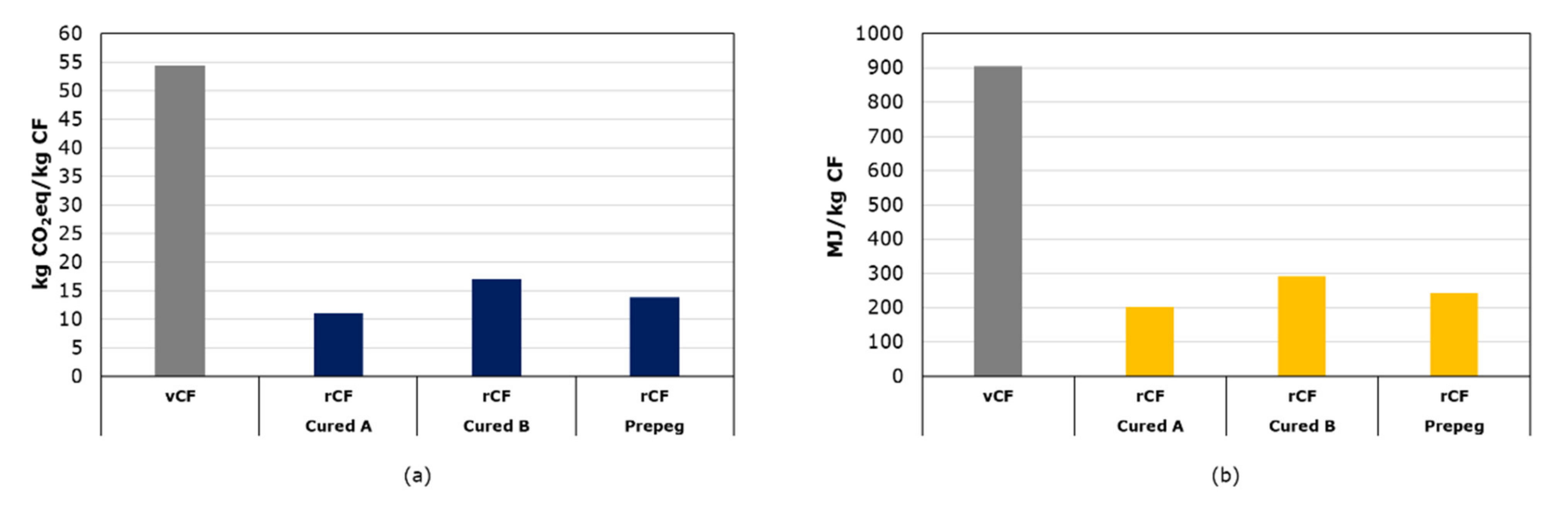
3.3. Life Cycle Assessment Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Witten, E.; Sauer, M.; Kühnel, M. Composites Market Report 2017, AVK Carbon Composites; AVK: Frankfurt, Germany, 2017; Available online: https://eucia.eu/userfiles/files/20170919_avkccev__market_report_2017.pdf (accessed on 17 March 2022).
- Sauer, M. Composites Market Report 2019, Carbon Composites; AVK: Frankfurt, Germany, 2019; Available online: https://eucia.eu/userfiles/files/20191125_avk_market_report_e_2019_final_3.pdf (accessed on 17 March 2022).
- Giresini, L.; Casapulla, C.; Croce, P. Environmental and economic impact of retrofitting techniques to prevent out-of-plane failure modes of unreinforced masonry buildings. Sustainability 2021, 3, 11383. [Google Scholar] [CrossRef]
- La Rosa, A.; Banatao, D.; Pastine, S.; Latteri, A.; Cicala, G. Recycling treatment of carbon fibre/epoxy composites: Materials recovery and characterization and environmental impacts through life cycle assessment. Compos. Part B 2016, 104, 17–25. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Greco, S.; Tosto, C.; Cicala, G. LCA and LCC of a chemical recycling process of waste CF-thermoset composites for the production of novel CF-thermoplastic composites. Open loop and closed loop scenarios. J. Clean. Prod. 2021, 304, 127158. [Google Scholar] [CrossRef]
- Lefeuvre, A.; Garnier, S.; Jacquemin, L.; Pillain, B.; Sonnemann, G. Anticipating in-use stocks of carbon fibre reinforced polymers and related waste generated by the wind power sector until 2050. Resour. Conserv. Recycl. 2019, 141, 30–39. [Google Scholar] [CrossRef]
- Lefeuvre, A.; Garnier, S.; Jacquemin, L.; Pillain, B.; Sonnemann, G. Anticipating in-use stocks of carbon fiber reinforced polymers and related waste flows generated by the commercial aeronautical sector until 2050. Resour. Conserv. Recycl. 2017, 125, 264–272. [Google Scholar] [CrossRef]
- Li, Y.-F.; Li, J.-Y.; Ramanathan, G.; Chang, S.-M.; Shen, M.-Y.; Tsai, Y.-K.; Huang, C.-H. An experimental study on mechanical behaviors of carbon fiber and microwave-assisted pyrolysis recycled carbon fiber-reinforced concrete. Sustainability 2021, 13, 6829. [Google Scholar] [CrossRef]
- Reimer, L.; Kaluza, A.; Cerdas, F.; Meschke, J.; Vietor, T.; Herrmann, C. Design of eco-efficient body parts for electric vehicles considering life cycle environmental information. Sustainability 2020, 12, 5838. [Google Scholar] [CrossRef]
- Balaji, A.B.; Rudd, C.; Liu, X. Recycled Carbon Fibers (rCF) in Automobiles: Towards Circular Economy. Mater. Circ. Econ. 2020, 2, 4. [Google Scholar] [CrossRef]
- Ghosh, T.; Kim, H.C.; De Kleine, R.; Wallington, T.J.; Bakshi, B.R. Life cycle energy and greenhouse gas emissions implications of using carbon fiber reinforced polymers in automotive components: Front subframe case study. Sustain. Mater. Technol. 2021, 28, e00263. [Google Scholar] [CrossRef]
- Passarini, F.; Ciacci, L.; Santini, A.; Vassura, I.; Morselli, L. Auto shredder residue LCA: Implications of ASR composition evolution. J. Clean. Prod. 2012, 23, 28–36. [Google Scholar] [CrossRef]
- Hertwich, E.G.; Ali, S.; Ciacci, L.; Fishman, T.; Heeren, N.; Masanet, E.; Asghari, F.N.; Olivetti, E.; Pauliuk, S.; Tu, Q.; et al. Material efficiency strategies to reducing greenhouse gas emissions associated with buildings, vehicles, and electronics—A review. Environ. Res. Lett. 2019, 14, 043004. [Google Scholar] [CrossRef] [Green Version]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Giorgini, L.; Benelli, T.; Brancolini, G.; Mazzocchetti, L. Recycling of carbon fiber reinforced composite waste to close their life cycle in a cradle-to-cradle approach. Curr. Opin. Green Sustain. Chem. 2020, 26, 100368. [Google Scholar] [CrossRef]
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. Part A 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Karuppannan Gopalraj, S.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef] [Green Version]
- Okajima, I.; Sako, T. Recycling of carbon fiber-reinforced plastic using supercritical and subcritical fluids. J. Mater. Cycles Waste Manag. 2017, 19, 15–20. [Google Scholar] [CrossRef]
- Kim, Y.-O.; Kim, S.Y.; Park, M.; Yang, B.; Kim, J.; Jung, Y.C. Application of supercritical water for green recycling of epoxy-based carbon fiber reinforced plastic. Compos. Sci. Technol. 2019, 173, 66–72. [Google Scholar] [CrossRef]
- Wong, K.; Rudd, C.; Pickering, S.; Liu, X. Composites recycling solutions for the aviation industry. Sci. China Technol. Sci. 2017, 60, 1291–1300. [Google Scholar] [CrossRef]
- Meyer, L.O.; Schulte, K.; Grove-Nielsen, E. CFRP-Recycling Following a Pyrolysis Route: Process Optimization and Potentials. J. Compos. Mater. 2009, 43, 1121–1132. [Google Scholar] [CrossRef] [Green Version]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain. Mater. Technol. 2022, 31, e00382. [Google Scholar] [CrossRef]
- Torres, A.; de Marco, I.; Caballero, B.M.; Laresgoiti, M.F.; Legarreta, J.A.; Cabrero, M.A.; González, A.; Chomón, M.J.; Gondra, K. Recycling by pyrolysis of thermoset composites: Characteristics of the liquid and gaseous fuels obtained. Fuel 2000, 79, 897–902. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Pickering, S.J.; Kelly, R.M.; Kennerley, J.R.; Rudd, C.D.; Fenwick, N.J. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites. Compos. Sci. Technol. 2000, 60, 509–523. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.J.; Walker, G.S.; Wong, K.H.; Rudd, C.D. Surface characterisation of carbon fibre recycled using fluidised bed. Appl. Surf. Sci. 2008, 254, 2588–2593. [Google Scholar] [CrossRef]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resour. Conserv. Recycl. 2021, 166, 105340. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Mysore Prabhakara, H.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef] [Green Version]
- Giorgini, L.; Benelli, T.; Leonardi, C.; Mazzocchetti, L.; Zattini, G.; Cavazzoni, M.; Montanari, I.; Tosi, C. Efficient recovery of non-shredded tires via pyrolysis in an innovative pilot plant. Environ. Eng. Manag. J. 2015, 14, 1611–1622. [Google Scholar] [CrossRef]
- Bortolani, G.N.; Giorgini, L.; Tosi, C.; Bianchi, M. Plant for transforming into secondary raw material, or disposing used tires, made of rubber or other carbon matrices comprising pyrolysis chamber, comprises first hydraulic sealing means, first evacuating means, and second evacuating means. Patent WO 2014, 2014057430-A1. [Google Scholar]
- Giorgini, L.; Leonardi, C.; Mazzocchetti, L.; Zattini, G.; Cavazzoni, M.; Montanari, I.; Tosi, C.; Benelli, T. Pyrolysis of fiberglass/polyester composites: Recovery and characterization of obtained products. FME Trans. 2016, 44, 405–414. [Google Scholar] [CrossRef]
- Cavazzoni, M.; Giorgini, L.; Leonardi, C.; Tosi, C.; Zattini, G. Installation and method for recovering carbon or glass fibres from composite materials. 2000; EU20209758.
- Zattini, G.; Leonardi, C.; Mazzocchetti, L.; Cavazzoni, M.; Montanari, I.; Tosi, C.; Benelli, T.; Giorgini, L. Pyrolysis of Low-Density Polyethylene. In Proceedings of the Sustainable Design and Manufacturing, Bologna, Italy, 26–28 April 2017; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; pp. 480–490. [Google Scholar]
- Das, S. Life cycle assessment of carbon fiber-reinforced polymer composites. Int. J. Life Cycle Assess. 2011, 16, 268–282. [Google Scholar] [CrossRef]
- Li, X.; Bai, R.; McKennie, J. Environmental and financial performance of mechanical recycling of carbon fibre reinforced polymers and comparison with conventional disposal routes. J. Clean. Prod. 2016, 127, 451–460. [Google Scholar] [CrossRef]
- Meng, F.; McKennie, J.; Turner, T.A.; Pickering, S.J. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres. Compos. Part A 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Tapper, R.J.; Longana, M.L.; Norton, A.; Potter, K.D.; Hamerton, I. An evaluation of life cycle assessment and its application to the closed-loop recycling of carbon fibre reinforced polymers. Compos. Part B 2020, 184, 107665. [Google Scholar] [CrossRef]
- Cox, B.; Jemiolo, W.; Mutel, C. Life cycle assessment of air transportation and the Swiss commercial air transport fleet. Transp. Res. Part D 2018, 58, 1–13. [Google Scholar] [CrossRef]
- Nunes, A.O.; Viana, L.R.; Guineheuc, P.-M.; Moris, V.A.D.S.; de Paiva, J.M.F.; Barna, R.; Soudais, Y. Life cycle assessment of a steam thermolysis process to recover carbon fibers from carbon fiber-reinforced polymer waste. Int. J. Life Cycle Assess. 2018, 23, 1825–1838. [Google Scholar] [CrossRef] [Green Version]
- He, D.; Soo, V.K.; Kim, H.C.; Compston, P.; Doolan, M. Comparative life cycle energy analysis of carbon fibre pre-processing, processing and post-processing recycling methods. Resour. Conserv. Recycl. 2020, 158, 104794. [Google Scholar] [CrossRef]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- European Composite Industry Association. Eco Impact Calculator. Available online: https://ecocalculator.eucia.eu/ (accessed on 17 March 2022).
- Dao, D.Q.; Rogaume, T.; Luche, J.; Richard, F.; Valencia, L.B.; Ruban, S. Thermal degradation of epoxy/carbon fiber composites: Influence of carbon fiber fraction on the fire reaction properties and on gaseous species release. Fire Mater. 2016, 40, 27–47. [Google Scholar] [CrossRef]
- Witik, R.A.; Teuscher, R.; Michaud, V.; Ludwig, C.; Månson, J.-A.E. Carbon fibre reinforced composite waste: An environmental assessment of recycling, energy recovery and landfilling. Compos. Part A 2013, 49, 89–99. [Google Scholar] [CrossRef]
- Giorgini, L.; Benelli, T.; Mazzocchetti, L.; Leonardi, C.; Zattini, G.; Minak, G.; Dolcini, E.; Cavazzoni, M.; Montanari, I.; Tosi, C. Recovery of Carbon Fibers from Cured and Uncured Carbon Fiber Reinforced Composites Waste and Their Use as Feedstock for a New Composite Production. Polym. Compos. 2015, 36, 1084–1095. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cured A | Cured B | Prepreg |
|---|---|---|---|
| Carbon fibers | 62% | 43% | 52% |
| Epoxy resin | 38% | - | 33% |
| Vinyl ester resin | - | 57% | - |
| Polyethylene | - | - | 15% |
| Process Parameter | Values |
|---|---|
| Heating rate (°C/min) | 8 |
| Tpyrolysis (°C) | 500, 510 or 520 |
| Tpyrolysis (min) | 20 |
| Tgasification (°C) | 500, 510 or 520 |
| tgasification (min) | 40, 50, 60, 70, 90, 120 or 150 |
| Reactor fan speed (%) | 20, 50, 75 or 100 |
| CFRPs loading (kg) | 0.1–10 |
| N° of shelves in the holder cage | 0, 2 or 4 |
| # | Type | tgasification (min) | Reactor Fan Speed (%) | N° of Shelves | Amount Loaded (kg) | Recovered CFs (kg) | rCF Diameter (μm) | Weight Loss (wt%) |
|---|---|---|---|---|---|---|---|---|
| 1 | Prepreg | 60 | 75 | 2 | 9.30 | 5.40 | 7.42 ± 0.35 | 41.9 |
| 2 | Prepreg | 60 | 100 | 2 | 10.34 | 5.59 | 7.10 ± 0.32 | 45.9 |
| 3 | Prepreg | 90 | 100 | 2 | 10.02 | 5.00 | 6.96 ± 0.27 | 50.1 |
| 4 | Prepreg | 120 | 100 | 2 | 10.10 | 4.83 | 6.87 ± 0.10 | 52.2 |
| 5 | Prepreg | 150 | 100 | 2 | 10.02 | 4.36 | 6.65 ± 0.11 | 56.5 |
| 6 | Prepreg | 120 | 100 | 4 | 10.35 | 4.97 | 6.90 ± 0.09 | 52.0 |
| 7 | Cured B | 120 | 100 | 2 | 10.22 | 4.42 | 6.92 ± 0.12 | 56.8 |
| Scenario | Unit | Cured A | Cured B | Prepreg |
|---|---|---|---|---|
| 1—vCFs (current mfg) | kgCO2eq/kgfinished CFRP | 46.12 | 34.16 | 37.9 |
| 2—rCFs (new scrap) | kgCO2eq/kgfinished CFRP | 39.4 | 30.2 | 32.6 |
| 3—rCFs (new + old scrap) | kgCO2eq/kgfinished CFRP | 12.5 | 14.1 | 11.5 |
| 1—vCFs (current mfg) | MJ/kgfinished CFRP | 783.7 | 595.4 | 648.7 |
| 2—rCFs (new scrap) | MJ/kgfinished CFRP | 676.2 | 529.9 | 562.2 |
| 3—rCFs (new + old scrap) | MJ/kgfinished CFRP | 240.3 | 266.3 | 216.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciacci, L.; Zattini, G.; Tosi, C.; Berti, B.; Passarini, F.; Giorgini, L. Carbon Fibers Waste Recovery via Pyro-Gasification: Semi-Industrial Pilot Plant Testing and LCA. Sustainability 2022, 14, 3744. https://doi.org/10.3390/su14073744
Ciacci L, Zattini G, Tosi C, Berti B, Passarini F, Giorgini L. Carbon Fibers Waste Recovery via Pyro-Gasification: Semi-Industrial Pilot Plant Testing and LCA. Sustainability. 2022; 14(7):3744. https://doi.org/10.3390/su14073744
Chicago/Turabian StyleCiacci, Luca, Giorgio Zattini, Cristian Tosi, Beatrice Berti, Fabrizio Passarini, and Loris Giorgini. 2022. "Carbon Fibers Waste Recovery via Pyro-Gasification: Semi-Industrial Pilot Plant Testing and LCA" Sustainability 14, no. 7: 3744. https://doi.org/10.3390/su14073744
APA StyleCiacci, L., Zattini, G., Tosi, C., Berti, B., Passarini, F., & Giorgini, L. (2022). Carbon Fibers Waste Recovery via Pyro-Gasification: Semi-Industrial Pilot Plant Testing and LCA. Sustainability, 14(7), 3744. https://doi.org/10.3390/su14073744