Abstract
Climate change, air and sea pollution, and social inequality are examples of current challenges for global sustainability strategies. Manufacturing enterprises supplying the globalized demand for products significantly contribute to these problems since they are responsible for several environmental and social issues (e.g., greenhouse gases, waste, and poor working conditions). Researchers have widely addressed these issues and warned politicians and society about the risk of the collapse of ecosystems. Despite these warnings, enterprises still experience difficulties in improving the sustainability of their production processes. Therefore, new technologies are required to support them, so as to help them determine their production processes’ sustainability status considering multiple aspects (economic, environmental, and social). The research presents a fuzzy decision support system and a case study for sustainability-based production planning. For this approach, systematic literature reviews were performed, analysing concepts methods for sustainability-based production management and planning. The results show, among other things, that current methods for sustainability-production planning are focused on single aspects of sustainability (e.g., energy or waste planning). Therefore, a fuzzy decision support system was developed, simultaneously evaluating social, environmental, and economic aspects. The decision support system’s model identifies the most significant opportunities in improving the production program’s sustainability and provides recommendations on how to change it. The decision support system was tested and validated in a case study in the production-planning laboratory at the University of Applied Sciences Emden. The case study results elucidate problems, needs, and challenges affecting sustainability-based production planning. Moreover, opportunities for future research were identified based on the limitations of the case study.
1. Introduction
Globalization currently faces the challenge of meeting the continuously growing worldwide demand for manufactured products and goods while simultaneously ensuring sustainable development [1]. However, considering that the terms “sustainability” and “sustainable development” have no standard definitions, it is necessary to clarify what they mean in sustainable manufacturing practices.
The Brundtland Report by the World Commission on Environment and Development proposed a still widely applied definition “development which meets the needs of current generations without compromising the ability of future generations to meet their own needs” [2]. Another widely accepted concept of sustainability is the Triple Bottom Line (TBL) proposed by Elkington [3]. This concept has been used in several studies and describes sustainability as a balance of economic, environmental, and social pillars. According to these widely accepted definitions and concepts, sustainable system development can only be achieved if the needs of current and future generations of humans are considered in terms of the three pillars of sustainability, of economic, environmental, and social.
The global problems and need for sustainability have been presented by researchers in numerous reports in the last five decades, such as the study “Limit of Growths” [4,5] or the Intergovernmental Panel on Climate Change (ICPP) special report “Global Warming of 1.5 °C” [6]. Moreover, the United Nations (UN) has acknowledged the need for sustainability and has organized yearly conferences to discuss political goals and actions. The results of this initiative include the Paris Agreement from the 2015 UN Climate Change Conference (UNCCC) in Paris [7] and the 2030 Agenda for the Sustainable Development Goals (SDGs) presented at the 2015 UN Conference on Sustainable Development (UNCSD) in New York [8]. Consumer expectations are also changing, and sustainability concerns affect buying decisions. An increasing number of consumers are concerned with, for example, product origin, fair payment, and animal welfare [9]. Despite warnings from researchers, favorable political framework conditions, and changing consumer expectations, enterprises still have difficulties improving the sustainability of their production processes. The problems include, for instance, the high-effort nature and the complexity of strategic, tactical, and operative sustainability-based production management [10].
Enterprise development is generally achieved through strategic, tactical, and operational production management in order to create economic value, such as investment in production capacities, material selection, and resource scheduling [1]. Sustainable enterprise development requires additional strategic and tactical planning efforts for new or existing production processes [11], such as investments in on-site renewable energy supply, the integration of recycling processes, and ergonomic design of workplaces. Therefore, operational production management (so-called production planning) involves planning and controlling the actual production activities within these framework conditions to produce an expected production output that is as sustainable as possible through, for example, demanding available renewable energy, avoiding waste, and reducing occupational risks.
A production planning system supports production schedulers in planning production processes—in accepting customer orders, controlling the transformation process of materials to products, and delivering the products to the customers [12]. Conventional production planning is a complex task because many factors of a production system contribute to its planning processes, such as machine failures, breakdowns, and lack of materials. Addressing additional sustainability goals, such as limits for emissions, renewable resource usage, and social issues, makes production planning much more effortful and complex [13,14,15].
Decision support systems offer one opportunity to assist sustainability-based production planning by helping decision makers in operational, tactical, and strategic production-management activities [16,17]. In a sustainability problem context, relevant data, information, and knowledge are collected, prepared, and evaluated, with a focus on sustainability goals. Based on the evaluation results, recommendations are provided by the decision support system to the decision maker with regard to operative decisions that improve sustainability aspects. Therefore, decision support systems can be used to reduce the burden and complexity of production planning performed by considering additional sustainability goals [13,18,19]. For this approach, research is required to identify relevant and suitable sustainability planning goals and to develop a suitable model that can evaluate these goals for the considered production system.
The paper presents a formulation and case study of a Fuzzy Inference Model (FIM) developed for sustainability-based production planning. The FIM helps to identify improvement potentials for sustainability and offers recommendations to the production scheduler. The case study demonstrates the functionality of the FIM, considering several production scenarios. Moreover, problems, needs, and challenges are identified for production planning by considering sustainability aspects.
The paper’s structure is as follows: Section 2 presents sustainability definitions and a literature review regarding decision making for sustainability-based production management. The scope of the case study is illustrated in Section 3. Based on this scope, the FIM for production planning is formulated in Section 4. Section 5 presents the case study results a nd discussion. Finally, the general research results are discussed in Section 6, followed by the conclusion and recommendations for future work in Section 7.
2. Literature Review
The following subsections present the authors’ understanding of sustainability and production planning based on common definitions and concepts. Moreover, systematic literature review results are presented of commonly used decision-making methods, goals, and variables for production management according to sustainability aspects.
2.1. Definition of Production Planning According to Sustainability Aspects
As mentioned before, sustainable development is widely defined as “development that meets the needs of the present without compromising the ability of future generations to meet their own needs” [2]. This definition of “sustainable development” has become very common. However, its meaning for designing or improving an existing system, especially for manufacturing systems, remains quite vague. Generically, to develop a system means to first assess the actual improvement potential of the current context compared to an envisaged better state and, second, to identify alternative lines of action to reach this better state and then implement the ones that are acceptable, viable, and feasible [20]. Moreover, the flexibility of systems plays an essential role and must also be considered for responding to potential events or context changes affecting the system’s intended performance [21].
From a manufacturing perspective, production planning tools are used to determine and optimize the future states of manufacturing systems according to actual framework conditions (e.g., available resources), planning goals (e.g., specific production output), and production system flexibilities. Production flexibility indicates the production system’s ability to adapt to changing framework conditions and considered planning goals. It can be expressed by the opportunity to handle different materials, change production sequences, and shift production tasks, among others [21].
However, production planning is already well described in the standards and literature for production management. It is defined as a decision-making process by which to schedule the timely acquisition, utilization, and allocation of production resources (machines, labor, and material inputs) to specific production activities in the short term, producing a specific production output [22]. Conventional production planning aims to reach a manufacturing status that satisfies customer requirements in the most efficient way regarding product quantity, quality, and economic aspects [23].
For sustainability purposes, the goal of production planning must be extended to encompass environmental and social aspects [13,24]. For this approach, several definitions exist to describe the sustainable status that manufacturing systems need to reach with the help of production planning tools [25]. For example, the US Environmental Protection Agency (EPA) proposed the following definition for sustainable manufacturing: “The creation of manufactured products through economically sound processes that minimize negative environmental impacts while conserving energy and natural resources. Sustainable manufacturing also enhances employee, community, and product safety” [26]. Despite being widely used [25], this definition provides only a basic view of sustainable manufacturing. For sustainable decision-making purposes, the economic, environmental, and social aspects must be described in more detail [27,28], by considering, for example, specific production costs, Greenhouse Gas (GHG) emissions, and employees’ safety and health.
However, a definition for sustainability-based production planning is derived from these commonly accepted and used definitions of sustainable development, sustainable manufacturing, and production planning. This paper defines sustainability-based production planning as “the planning of production activities to achieve conventional (economic) production goals, ensuring the enterprises’ operation. Moreover, additional sustainability goals must be achieved, avoiding, reducing, or compensating environmental damages and social issues” [29].
2.2. Decision-Making Methods for Production Management According to Sustainability Aspects
The following literature review results have been adapted from previous systematic literature reviews conducted by the authors [27,29,30]. For this approach, the results were updated, newly published literature was accounted for, and adapted for the following research questions: What are commonly used decision-making methods, goals, and variables, and how can these methods be adapted for sustainability-based production planning?
First, a suitable decision-making method must be selected to address a sustainability problem in the context of production systems. For this purpose, 26 decision-making studies for production management were reviewed, which used one or multiple decision-making methods to simultaneously evaluate economic, environmental, and social sustainability aspects (see [27]). Table 1 presents the literature review results for the decision-making methods that have been identified relating to strategic, tactical, and operational production planning and management activities, including product and production design (1), production planning (2), production (3), and remanufacturing of processes and products (4).

Table 1.
Number of decision-making methods relating to strategic, tactical, and operational production management activities.
In contrast to the literature review for a multicriteria analysis from Herva and Roca [31], Analytic Hierarchy and Network Processes (AHP/ANP) were found as the most used decision-making approach for sustainability-based production management. This result is consistent with the literature review for multicriteria methods conducted by Diaz-Balteiro et al. [32]. It seems that the combination of AHP/ANP with a different technique to weigh and evaluate the sustainability variables (e.g., fuzzy logic) is a commonly used method for solving sustainability decision problems. However, no decision-making method was identified for production planning that simultaneously evaluates the economic, environmental, and social aspects. The identified production planning approaches were limited to a single sustainability aspect, which was also concluded in the literature review for sustainability in operation scheduling conducted by Giret et al. [13] and Jamwal et al. [15]. Moreover, the literature review results show no trend related to specific decision-making methods and production management activities. A reason for this result could be that the selection of decision-making methods follows no generally accepted procedure, and decision support system developers did not clearly explain the selection of any specific decision-making method. However, another reason could be that the categorization of the decision-making methods is too generic. A more detailed categorization of the decision-making methods is required, for example, by accounting for enterprises’ branch, specific sustainability problems, type of production, or product.
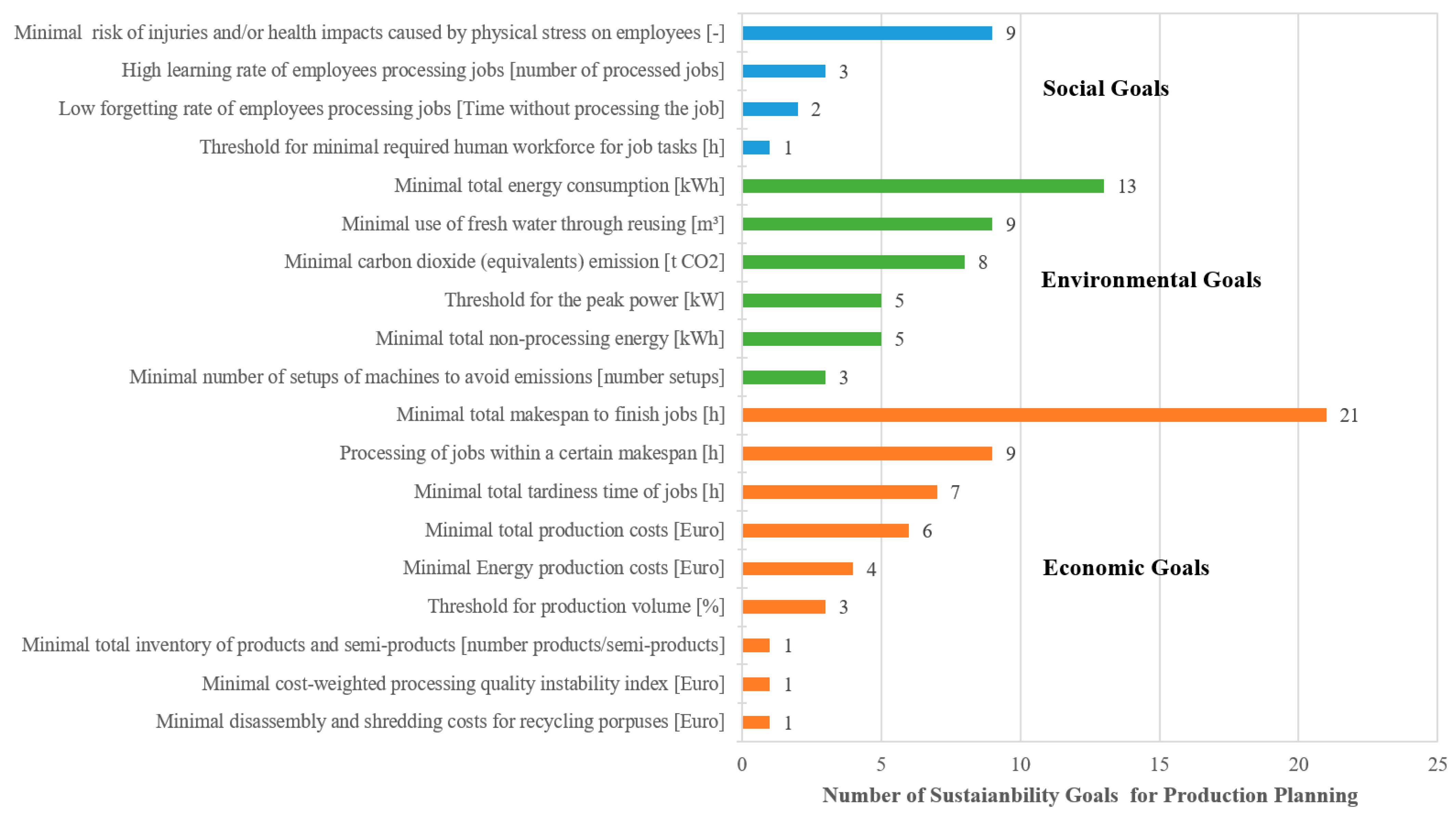
Second, relevant sustainability goals and variables need to be selected for sustainability-based production planning. As mentioned above, the number of studies on decision-making approaches to production planning that simultaneously consider economic, environmental, and social factors is very limited. Therefore, the systematic literature review criteria were changed, and 62 production planning studies were reviewed that included at least two sustainability aspects (see [29]). Figure 1 presents the literature review results for the identified sustainability goals and variables in relation to the TBL. The results present 19 unique sustainability goals and variables sorted by the frequency of their use in the reviewed studies.
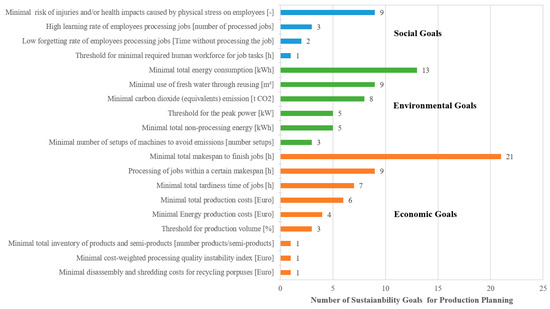
Figure 1.
The number of studies addressing the 19 unique sustainability goals and variables relating to the TBL (Reprinted from ref. [29]).
For the economic sustainability aspect in their decision-making methods, most studies consider the production time in the form of makespan to finish the job, processing time, or the tardiness time. These economic goals and variables are usually combined, by considering environmental sustainability goals, such as energy demand, water use, or carbon dioxide emission. The social dimension is mainly evaluated, considering the risks for injuries associated with the production planning. However, fewer studies have been found to encompass the social dimension compared to the other aspects, which confirms the literature review findings of Giret et al. [13].
Moreover, the selection of variables follows no commonly accepted procedure, being selected subjectively by the researchers based on no objective set of rules. Therefore, the published decision-making results can hardly be considered for similar decision-making problems. Thus, common criteria and selection procedures for methods and variables are required (e.g., the sustainable variable framework proposed by NIST [33]) for the sustainable evaluation of manufacturing processes to objectively evaluate sustainability aspects and to make the decision-making results more transparent and comparable. Moreover, standard procedures and methods for sustainable evaluation would also help to avoid “greenwashing” of products and production processes by enterprises considering, for example, an incomplete overview of sustainability aspects [34].
In general, the systematic literature review results for the decision-making method and sustainability goals and variables show that fuzzy decision-making models are one opportunity in the decision-making processes for sustainability-based production management (see [29]). The fuzzy decision-making models consider, for example, design uncertainties [35], process alternatives, and product alternatives [14,36,37]. Moreover, several fuzzy decision-making models support the strategic decision-making of the enterprises using different sustainability variable frameworks, such as the Global Reporting Initiative (GRI) [38], ISO 26000 [39], and individual frameworks [40,41].
However, existing fuzzy decision-making models for strategic production management cannot be directly adapted for operative production planning, which is the focus of this paper. The presented fuzzy decision-making models analyze sustainability goals and variables by considering the ergonomic design alternatives of workplaces or on-site renewable energy plants, which affect the production system in the long term. For operative production planning, the model must consider variables that analyze the production system in a short time (e.g., day-to-day schedule), such as daily accumulated physical stress on the worker and daily renewable energy availability. Moreover, the identified fuzzy decision-making models only apply to specific products (e.g., evaluating product design options [37,42]) and processes (e.g., evaluating supply alternatives for energy [43] and material [36]). Operative production planning requires flexible and generic inference models that can be easily customized for different production situations that produce different amounts and kinds of products.
3. Scope of the Case Study
The case study uses data and information from the lab Learning Factory 4.0 of the University of Applied Life Sciences Emden/Leer [44]. The learning factory demonstrates a job shop manufacturing system producing products in different colors (white, red, and blue) [45]. For the case study, the learning factory was simulated using the simulation software AnyLogic®. The following section describes the scope of the case study based on the definition for production planning (see Section 2.1) and the framework conditions of the learning factory.
3.1. Production and Sustainability Goals
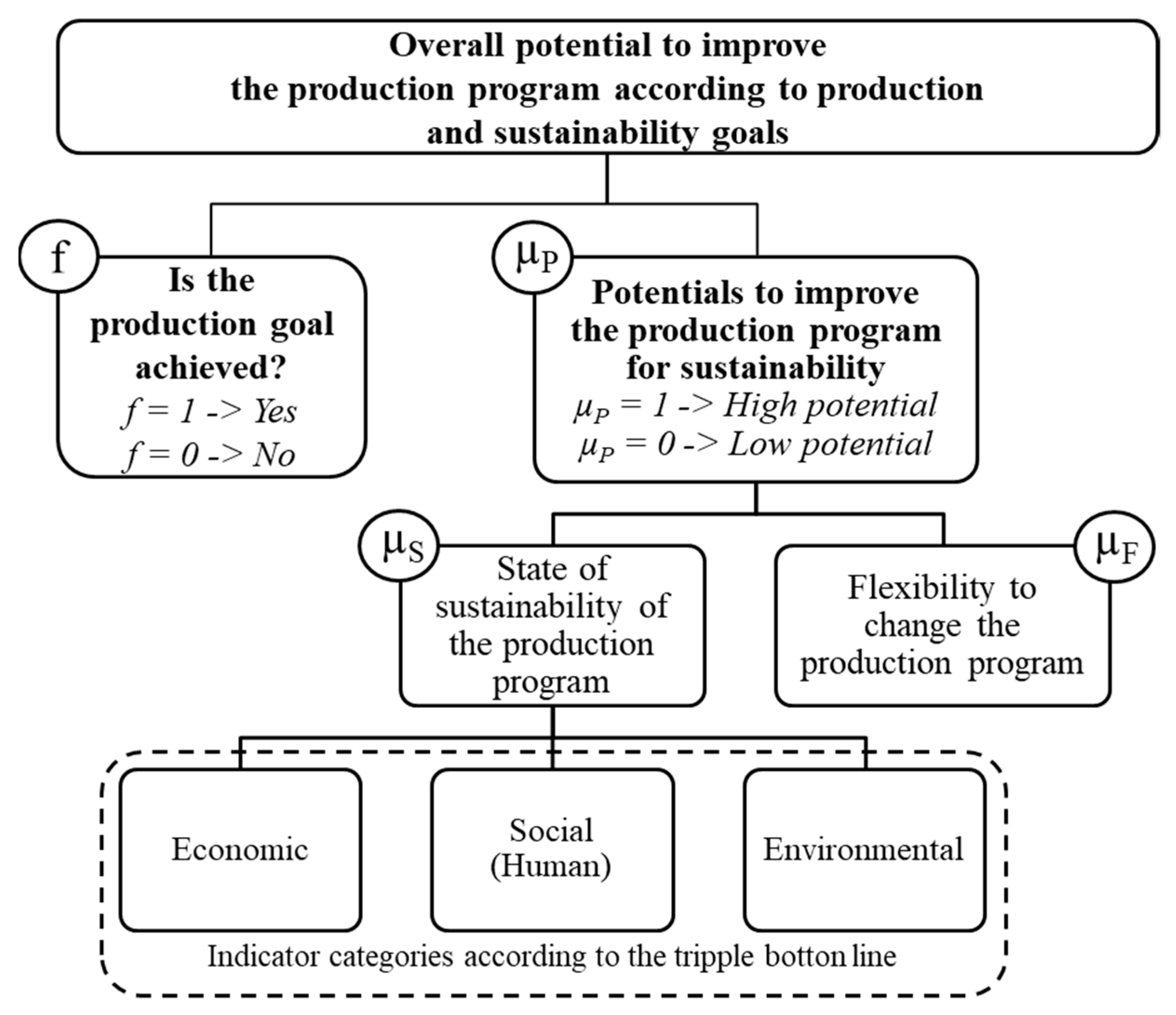
Based on this definition of sustainability-based production planning (see Section 2.1), Figure 2 presents the general framework of sub-goals and variable categories for the proposed FIM for production planning. The FIM aims to determine the most significant potential to improve the sustainability status with the help of production planning. The improvement potential consists of the production goal (f) combined with sustainability goals expressed by the improvement potential (μP). The sustainability improvement potential combines variables that determine the sustainability state (μS) and the production flexibility (μF) to improve the production programs’ sustainability.
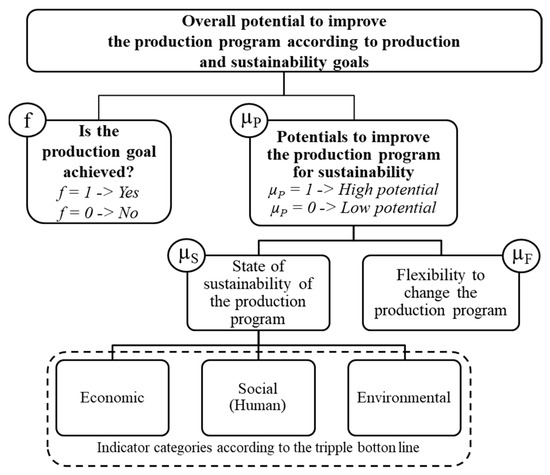
Figure 2.
Goal and variable category framework for sustainable production planning (Reprinted from ref. [29]).
Based on the goal and variable category framework, Table 2 presents the specific planning production, sustainability goals and related variables (μS and μF) for the case study. The production and sustainability goals are defined based on the literature review results for commonly used sustainability goals and variables (see Section 2.2). The production goal is limited to the production output. It is assumed that all delivery dates are met for the manufactured products. Therefore, typical planning goals for the processing times are not considered. The sustainability goals consider different sustainability aspects that save on natural resources (1) and production costs (2), and that avoid social impacts (3).
Table 2.
Production planning goals and variables for the case study [29].
3.2. System Boundaries of the Learning Factory
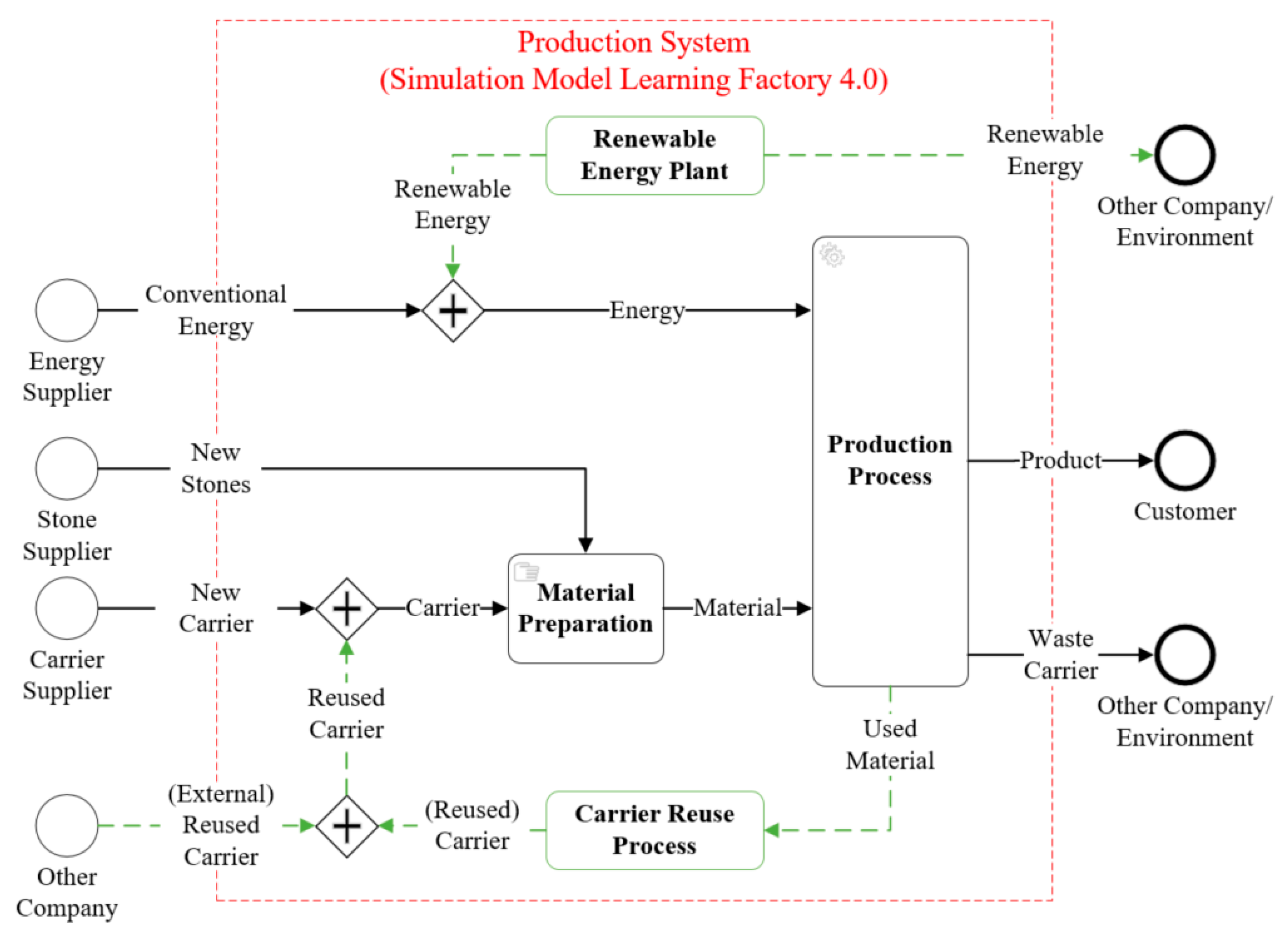
Based on the production and sustainability planning goals, Figure 3 presents the system boundaries of Learning Factory 4.0, collecting the required data for the case study. For this approach, the system boundaries present relevant functional units and material flows for the case study. The system boundaries border the relevant functional units and material flows for the case study. Moreover, the system boundaries are the basis for the decision behavior, improving the sustainability of the considered production program. The functional unit production process, renewable energy plant, carrier reuse process, and material preparation offer different framework conditions for the sustainability states, which are evaluated by considering generally accepted sustainability rules [46,47,48]. For example, the functional unit renewable energy plant produces renewable energy for the production process. The renewable energy generation depends on weather conditions and cannot be controlled. Therefore, there are different cases of renewable energy supply that have different sustainability effects.
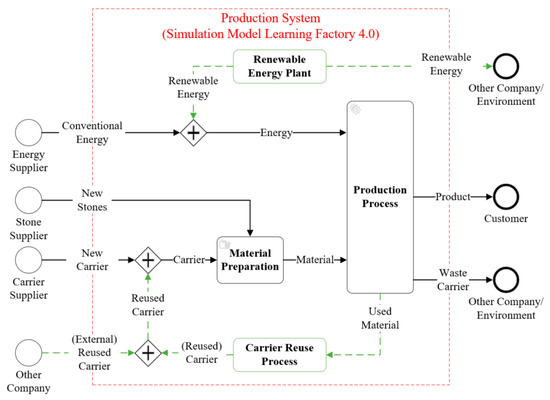
Figure 3.
System boundaries for the case study.
- If the renewable energy generation is equal to the energy demand, no renewable energy is sold to other companies.
- If the renewable energy generation is higher than the energy demand, the production program can be changed to increase the renewable energy demand, renewable energy can be stored, or renewable energy can be sold to other companies.
- If the renewable energy generation is lower than the energy demand, the production program can be changed to decrease the energy demand, or energy needs to be satisfied by purchasing from an external energy supplier, which causes higher energy costs and (in the case of conventional energy) indirect GHG emissions. Therefore, the energy demand should be reduced as long as it is economically possible.
The defined case affects the decision-model behavior as follows. The renewable energy demand of the production system should always be as high as possible (μS,1 = 1). In the case of renewable energy availabilities (μS,1 < 1), the renewable energy demand can be increased by, for example, shifting production activities in times of high renewable energy availability. These planning actions assume a flexible production program (μF,1 = 1). However, if the production flexibility is low (μF,1 < 1), the production program needs to be changed, increasing the flexibility through, for example, changing the release times for production orders. More examples of decision-making processes of the FIM are presented in Section 5.2.
4. Formulation of the FIM for Sustainability-Based Production Planning
The FIM basic concept for production planning was documented in previous articles (see [49]), illustrating the general model scope and a first model formulation for sustainability-based production planning. This concept was further developed and tested using an initial case study (see [29]). That case study was extended after considering multiple sustainability goals and production scenarios.
The results are presented in this paper. This section presents the formulation of the FIM:
- Determination of membership functions for the fuzzification process;
- Selection of fuzzy operators for the inference model;
- Definition of functions for the defuzzification process.
4.1. Fuzzification
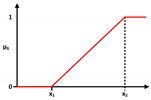
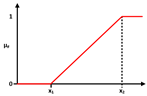
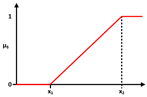
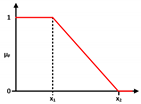
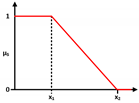
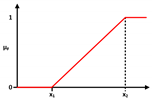
As the first step of the fuzzy model, the fuzzification process transforms the crisp values of a variable (x) into dimensionless fuzzy values (μx) using fuzzy sets. A fuzzy set interprets the degree of membership to an impression (e.g., small, young, or high) using membership functions, which map each input element of a variable to a value in the interval zero to one [50]. Variables for sustainability originate from a variety of scales and units, which are not always consistent with each other. In fact, lower values may mean better sustainability states for some variables but worse for others. For example, sustainability improves when waste generation decreases but weakens when renewable energy demand decreases [51]. Therefore, the membership functions must be carefully designed regarding the considered goal and the variable’s nature for sustainability [52]. Common determination methods are, e.g., mathematical models, sensitive analysis, or expert experience [29]. Based on the case study scope (see Section 3), Table 3 presents the shape of membership functions, the description of the fuzzy set values, and its mathematical formulations for the case study.
Table 3.
Overview of fuzzy sets for the case study.
4.2. Inference Model
In the second step, the fuzzy values (μx) must be computed using one or multiple fuzzy operator(s) [50]. For the inference processes, three basic fuzzy operator types have different effects (e.g., degrading or reinforcing) on the model outcome [53]: intersection operators (t-norm), union operators (s-norm), and average operators. Additionally, the fuzzy operators can be parametric or nonparametric, and multiple fuzzy operators can be combined to form a customized fuzzy operator function.
Several fuzzy operators were tested for the proposed inference model, representing the expected fuzzy model outcome for known sustainability states (see [29]). Finally, a customized fuzzy operator function was defined using basic nonparametric fuzzy operators. The customized fuzzy operator function calculates the sustainability improvement potential (μSP) in two steps. First, the fuzzy values for the state of sustainability (μS,j) and production flexibility (μF,j) are combined, determining the sustainability improvement potential (μSP,j) for single sustainability goals (see Equation (1)).
Second, the fuzzy operator was selected to aggregate the multiple sustainability improvement potentials to evaluate the overall potential to improve the production programs’ sustainability (μSP). This operator was derived from the production planning definition of the proposed FIM (see Section 2.1). According to the definition, all production and sustainability goals must be achieved. Therefore, the overall potential is evaluated using a union operator (in this case, the max operator) as this operator assesses the highest sustainability improvement potential for a given production program (see Equation (2)).
4.3. Defuzzification
In the third step of the FIM, the potential to improve the production sustainability fuzzy value (μSP) is defuzzified. In general, the defuzzification process converts a fuzzy value to a crisp value using a defuzzification method [54]. The height method was applied for the FIM (see [29]). This method defines an output function to determine the model outcome. For this approach, three sustainability improvement potential classifiers were defined to interpret the aggregated fuzzy value: low, medium, and high. The potential classifiers have the following meanings and consequences for the improvement of the sustainability decision-making process:
- Low improvement potential indicates a high state of sustainability. Therefore, no more action is required to change the production program. The range should be as close as required to zero because higher values decrease the planning effort to reach a low sustainability state.
- High improvement potential indicates a low or medium state of sustainability and high production flexibility. Therefore, the production program can be adjusted to improve sustainability. According to the expected model outcome, the range should begin between 0.55 and 0.75, which was determined by initial simulation experiments.
- Medium improvement potential indicates a low or medium state of sustainability and low production flexibility. The production must be adjusted to increase production flexibility. The range is between low and high potential to improve the production program.
5. Case Study Results for Sustainable Production Planning
In general, the proposed FIM aims to determine the most significant potential to improve the sustainability status with the help of production planning. Furthermore, FIM functionality is demonstrated in a case study, through which the preparation, results, and discussion of the limitations are presented.
5.1. Simulation Parameter and Scenarios
The FIM and decision-making process were tested by simulating 27 scenarios that were run in the Learning Factory 4.0 lab, all of which differ in terms of the known sustainability and production flexibility production conditions. The simulation results are compared with expected results, thereby verifying the validity of the proposed FIM.
The production conditions differ in three states for production utilization, renewable energy availability, and external carrier input (see Table 4). The scenarios aim to analyze the behavior of the FIM in 27 scenarios for low, medium, and high sustainability and production flexibility framework conditions.
Table 4.
Scenarios for proof of concept.
The production output is directly controlled by the material input. The production output was determined based on system tests varying the material input per hour. The highest production output of the learning factory is 21.8 products/h, which was set as a high condition for the case study. The low and medium production conditions were set based on empirical knowledge from the lab operation experience.
The renewable energy availability depends on weather conditions and cannot directly be controlled. For the case study, three existing renewable energy generation profiles were considered. The profiles represent typical renewable energy generation cases for a solar plant that produces renewable energy in winter (low renewable energy availability), autumn/spring (medium renewable energy availability), and summer (high renewable energy availability). The data from a solar plant were collected and analyzed at the University of Applied Sciences Emden/Leer [55]. For this approach, 15 min time-interval profiles of daily average renewable energy generation were determined using data obtained for the following months: December 2020, February 2021, and July 2021. The external carrier input is controlled by rates based on initial simulation experiments. Finally, the following basic simulation parameters were set for the Learning Factory 4.0 simulation model and FIM:
- It was assumed that the production goal (f) was always fully achieved.
- The accumulated work stress started at zero.
- A total of 1000 Monte Carlo simulation runs were performed to determine the average values.
5.2. Case Study Results
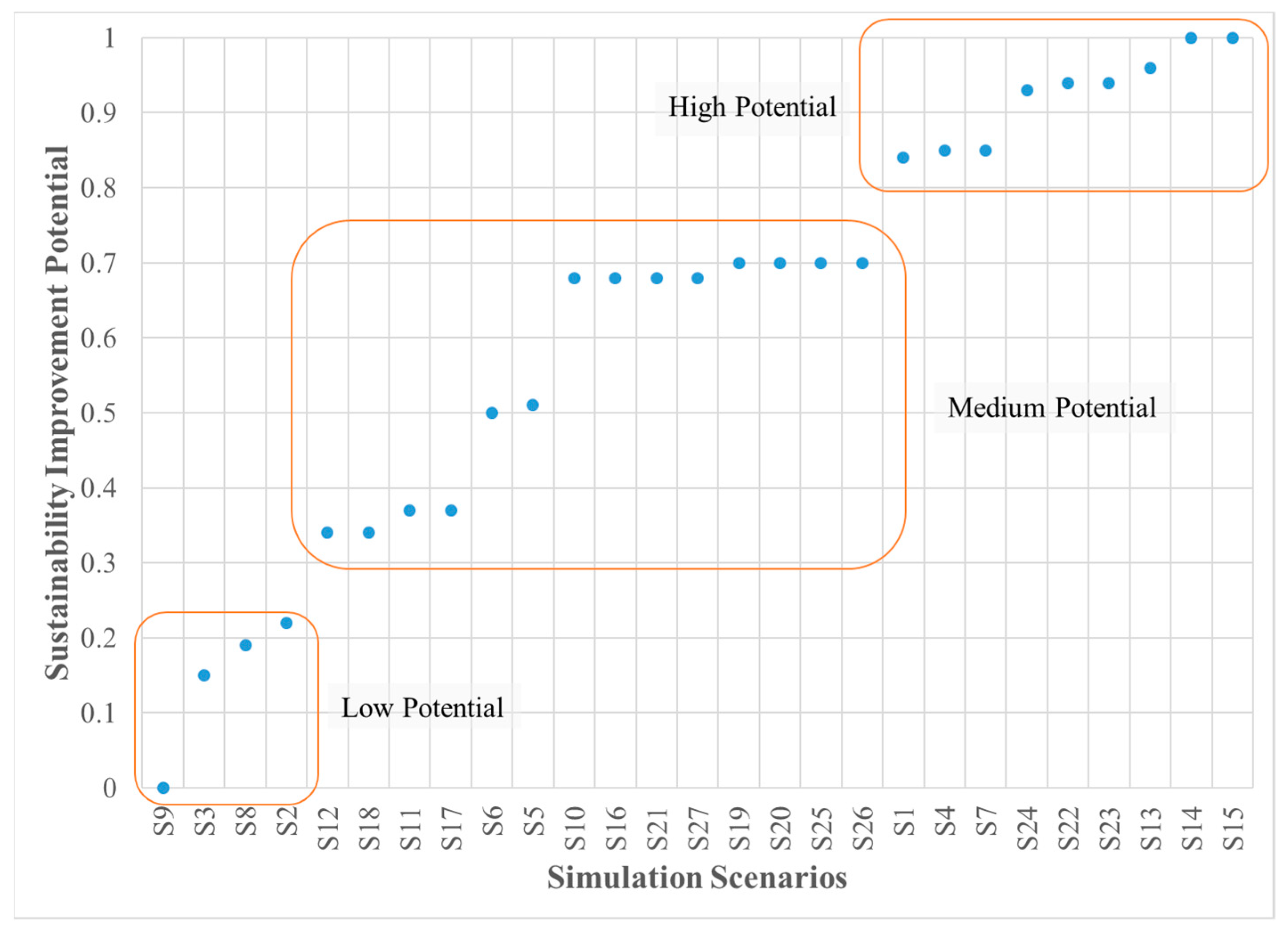
Figure 4 presents an overview of the scenario results for the sustainability improvement potential. Several scenarios have the same or similar results. The scenarios were sorted by increasing sustainability improvement potential (i.e., low to high). The resulting clusters are explained by considering some example scenarios. Moreover, the results are discussed regarding the level of satisfaction when the FIM outcomes meet the expectations.
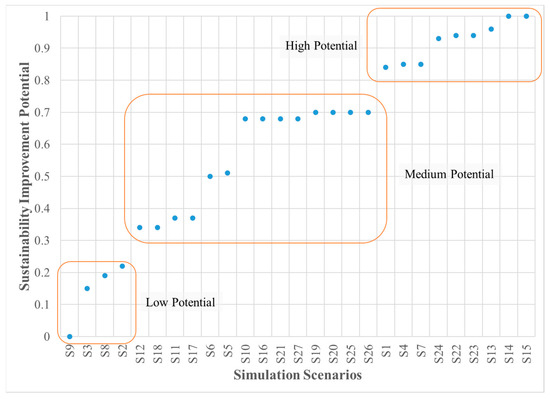
Figure 4.
Scenario results overview.
Four scenarios point to a “low sustainability improvement potential” as an FIM outcome. For instance, in scenario 9, the FIM indicates that all sustainability goals were fully achieved (μS,1 = μS,2 = μS,3 = 1) due to a low production output with high renewable energy availability and external carrier input. Nevertheless, the FIM outcome shows low production flexibility. Since the sustainability state is as high as possible, low flexibility does not affect the FIM outcome. Therefore, the FIM offered no recommendations to improve the sustainability of the production program.
For an FIM outcome with a “medium sustainability improvement potential”, the production conditions for sustainability range between medium and high, and production flexibility ranges between low and medium. These production conditions were simulated in 14 scenarios. Despite a similar classification, the FIM reasoning differs depending on the sustainability state for singular sustainability goals. Therefore, two scenarios were selected to explain examples of the medium sustainability improvement potential.
In scenario 10 (see Table 5), the production output is medium, the renewable energy availability is low, and the external carrier input is medium. Due to these conditions, a medium sustainability improvement potential is indicated (μSP = 0.68). However, the FIM identifies the carrier reuse variable as the main reason (μS,2 = 0.05). Due to the medium production flexibility (μF,2 = 0.44), the simulation model recommended that the production planner increase the carrier reuse process’s capacity and/or purchase more external reused carriers from other companies (if possible).
Table 5.
Proof of concept. Scenario 10 (S10) example.
In scenario 18 (see Table 6), the production output is medium, while the renewable energy and external carrier inputs are high. Due to the medium production output, the medium renewable energy and carrier inputs are sufficient to supply the production system (μS,1 = 0.97, μS,2 = 1). However, the increased production output leads to a higher workload at the material preparation stations (μS,3 = 0.58), which results in a medium sustainability improvement potential (μSP = 0.34). Due to the medium production flexibility (μF,3 = 0.61), the FIM recommended that the production planning process increases the breaks between two material preparations and/or increases the workforce at the material preparation station (if possible).
Table 6.
Proof of concept. Scenario 18 (S18) example.
For an FIM outcome with a “high sustainability improvement potential”, production conditions for sustainability and production flexibility range between medium and high. These production conditions were simulated in nine scenarios. The selected FIM reasoning example relates to scenario 14.
In scenario 14 (see Table 7), the production utilization, renewable energy availability, and external carrier input are medium. Due to these conditions, the renewable energy and external carrier are limited. The workload is also high, which results in a high improvement potential (μSP = 1). In this case, the simulation model identifies the renewable energy utilization variable as the main contributing factor (μS,1 = 0). Due to the high production flexibility (μF,1 = 1), the simulation model recommended that the production planner increases renewable energy utilization by shifting production activities to periods of high renewable energy availability and/or by reducing the production output in periods of low renewable energy availability.
Table 7.
Proof of concept. Scenario 14 (S14) example.
5.3. Case Study Results, Discussion, and Limitations
The case study demonstrates that the proposed FIM can determine the sustainability improvement potential for multiple sustainability goals and offers recommendations for improving sustainability. The FIM results were verified by comparing the expected results for known sustainability and production flexibility conditions.
For this approach, the FIM was implemented and tested in the Learning Factory lab of the University of Applied Sciences Emden/Leer. This lab offers ideal framework conditions to test the FIM in a simulated environment. The FIM and decision-making process were validated by evaluating 27 scenarios that offered known sustainability and production flexibility conditions. Therefore, the FIM implementation and the tests performed are deemed sufficient to reach Technology Readiness Level (TRL) three.
Nevertheless, several limitations were identified for the presented FIM formulation and case study. The case study was limited to a job shop production system simulating a repetitive production process. Other production types (e.g., batch and flow production) have not yet been considered. Moreover, the case study was performed using a learning factory lab that offers ideal test conditions. The FIM prototype should be applied in industrial test cases, accounting for different production types and lot sizes (individual production as well as series production) to reach TLR four and higher.
Besides this, the case study was limited to one production goal and three sustainability goals. Due to the limited data provided by the learning factory, testing a greater number of goals was not possible. For this approach, a high amount of production data is required to evaluate several production goals (e.g., product forecasts, customer orders, delivery dates) and other sustainability goals (e.g., production waste and effluent, health and safety data of the employees) for a comprehensive sustainability evaluation of the learning factory. These data must be connected to the production activities for planning purposes, which is challenging even for a learning factory lab.
Moreover, it is assumed that the production goal for the total product output rate is always achieved and is not adjusted for production planning purposes. In case of low renewable energy availability or carriers, a production output decrease could be one option by which to achieve the considered sustainability goals. However, a production output decrease could also lead to missed production goals, which has additional consequences (e.g., non-compliance with delivery dates).
Finally, the decision-making scope is focused on typical production and sustainability processes and neglects management processes for inventory, maintenance, quality control, and product refurbishment and remanufacturing. For this approach, more production data and research are required to implement these processes in the FIM concept for sustainability-based production planning.
6. Discussion
In general, sustainable system development can only be achieved if the needs and impacts for current and future generations are considered according to the following three dimensions of sustainability [2,3]: economic, environmental, and social. Therefore, decision-making models aim to predict and evaluate impacts on current and future systems’ sustainability (e.g., financial losses, environmental damages, social issues). However, it has been difficult for enterprises to improve the sustainability of their manufacturing systems. This difficulty is due to different needs, problems, and challenges faced in sustainable manufacturing. Based on the literature review results and analysis of case studies for production planning, the following general implications were derived from different perspectives.
From an organizational perspective, the existing approaches for production planning processes usually focus on partial sustainability aspects (economic and/or environmental). More specifically, the social dimension has been neglected in previous research studies. Several reasons for this fact were identified in the literature review. Driven by financial-market expectations, most companies still consider the economic aspect more important than the other two [56]. Moreover, Bhanot et al. pointed out that one of the main barriers for implementing sustainability practices is the lack of knowledge and the complexity of sustainability [10]. Moreover, the presented literature review shows that the sustainability state of a manufacturing system can only be evaluated indirectly by considering a set of variables [51,57]. The selection of variables and evaluation methods for sustainability depends on the considered system and expert preferences. Moreover, sustainability variables are usually compared against an ideal system state in the form of thresholds or conditions that have been defined as sustainable. This definition is based on knowledge from, e.g., experts, rules for sustainability, or political goals (e.g., SDGs). The lack of general evaluation methods and variable selection criteria makes a comparison of sustainability study results impossible. Therefore, new technologies and practices for sustainable manufacturing should provide clear and transparent communication about the meaning of sustainability (definition), goals, and related variables. Moreover, uniform selection criteria and methods are required which compare evaluation results for sustainability studies.
From a technological perspective, digitalization is a key enabler for sustainability-based production planning. Integrating data collection and analysis technologies in existing processes is essential in determining sustainability benefits and impacts in manufacturing processes. However, because of the lack of knowledge and complexity, manufacturing enterprises do not know what and when to measure and how measured data can be connected and analyzed to create new information to meet new management requirements for sustainable development [58,59]. Moreover, the case study illustrated the amount of data required to predict a production system’s future sustainability state for at least three sustainability goals. For example, collected energy demand needs to be statistically analyzed and correlated for single production activities, and producing specific products. Then, the determined energy demand profiles need to be connected with future production programs by predicting the required energy demand. The same procedure must be repeated for different sustainability goals, which produce high amounts of data. Therefore, virtualization and cloud-based services are required, planning and controlling manufacturing operations [60]. Nevertheless, technical and organizational challenges of reusing data and information must be understood to ensure that new technologies meet data requirements for sustainability-based production planning. Moreover, the author suggests a focused procedure of applying sustainability goals in production planning. The implemented planning system should consider the most relevant sustainability aspects in the production system only, where the sustainability impact of decision making is most beneficial.
From a human perspective, one of the most important criticisms for the previous three industrial revolutions and their associated policies is the failure to solve the most pressing issues that continue to face modern societies. These include climate change, chronic diseases, and inequality. With the transition to Industry 4.0, policy and decision-makers should rethink their behavior, considering its global impacts on current and future human generations. Society at large should benefit from such industrial transformations because consumers and producers are largely connected, and both can participate in the production and consumption process [61]. Moreover, an important part of this transformation to Industry 4.0 is the emphasis on being human-centered. The human-centered design allows for a paradigm shift from independent automated and human activities to a human–automation symbiosis characterized by the cooperation of machines with humans in work systems which are designed not to replace the skills and abilities of humans but rather to co-exist with and assist in becoming more efficient and effective [62,63]. However, it is important to acknowledge individuals’ behaviors and interests in the various production planning processes. The knowledge of what they do, where they do it, and how they do it needs to be clearly understood to identify sustainability impacts on these individuals in manufacturing systems.
7. Results and Outlook
Production planning that considers economic, environmental, and social aspects is a complex and challenging task for manufacturing enterprises. Existing approaches for sustainability-based production planning lack a clear definition for the considered system and its sustainability problem. Moreover, the selection of decision-making methods and sustainability goals and variables follows subjective reasoning. It is especially clear that the social dimension has been neglected in previous approaches for production planning. These are a number of reasons and issues behind why manufacturing enterprises have problems in developing their production processes so that they are more sustainable.
The paper presents a concept and case study of a decision support system for sustainability-based production planning to overcome these challenges for manufacturing enterprises. For this approach, existing decision support systems were reviewed for sustainability-based production planning by analysing selected decision-making methods and sustainability goals and variables. The review results show that the selection of a decision-making method follows no general guidelines or rules. There is no common decision-making method for sustainability-based production planning. However, fuzzy logic has been widely used for decision support systems for sustainable manufacturing and therefore has also been used in this research, so as to evaluate sustainability goals and variables. Moreover, the review results show a comprehensive collection of economic, environmental, and social goals and variables, which are commonly used for production planning. The relevance of these goals and variables are evaluated according to their frequency of use in the literature.
Based on the sustainability goals and variables, an FIM was developed, which is able to simultaneously evaluate economic, environmental, and social variables for production-planning purposes. The model outcome indicates the most significant potential to improve the sustainability of the planned production. Moreover, recommendations are made available to the production scheduler on how the planned production must be changed, thereby improving sustainability. For this approach, variables for the sustainability state and the production flexibility are combined through the use of fuzzy operators. The research shows that common fuzzy operators are not applicable for this combination of variables. Therefore, a new customized fuzzy function has been derived which evaluated sustainability and production flexibility conditions.
Finally, a case study was conducted to test and verify the decision support system concept for sustainability-based production planning. The lab Learning Factory 4.0 of the University of Applied Sciences Emden/Leer was used for the case study. The learning factory offers several opportunities for sustainability-based production planning, such as energy plants for the on-site renewable energy supply and processes for the reuse, recycling, or remanufacturing of materials and products. The FIM and decision-making process were tested by evaluating 27 production scenarios and by considering economic, environmental, and social goals and variables simultaneously. The FIM results were verified by comparing the model results with the expected results for the learning factory’s sustainability state and production flexibility. In all scenarios, the FIM results meet the expected results.
Nevertheless, several limitations were identified for the presented case study, e.g., the case study was limited to a job shop production system simulating a repetitive production process in a lab environment. However, the implementation of the decision support system and the tests performed are sufficient to successfully reach TRL three. In order to reach TRL four and higher, the lab prototype should be applied in industrial test cases that include different production types and lot sizes, e.g., individual production and series production. Moreover, it is assumed that the production goal for the total product output rate is always achieved and is not adjusted for production planning purposes. In the case of suboptimal sustainability production conditions (e.g., low renewable energy availability), a production output decrease could be one option by which to achieve the considered sustainability goals. However, a production output decrease could lead to missing the production goals, which has economic consequences (e.g., non-compliance with delivery dates).
Based on these limitations, the research offers several opportunities for future research. The decision support system prototype should be applied to industrial-use cases, reaching technology readiness levels of four and higher. For this approach, additional software development is required that implements digital communication interfaces according to industrial standards. Moreover, the case study was limited to three sustainability goals only. Additional goals should be implemented after comprehensively analyzing the production system´s sustainability. Finally, the decision-making scope is focused on typical production processes and ignores management processes for inventory, maintenance, quality control, product refurbishment, and product remanufacturing. Additional research is also required to implement these processes in the concept for sustainability-based production planning.
Author Contributions
Conceptualization, M.Z.; methodology, M.Z.; investigation, M.Z.; writing—original draft preparation, M.Z.; writing—review and editing, M.Z., A.P. and I.L.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef] [Green Version]
- WCED. Our Common Future; Oxford Paperbacks; Oxford University Press: Oxford, UK, 1987.
- Elkington, J. Partnerships from cannibals with forks: The triple bottom line of 21st-century business. Environ. Qual. Manag. 1998, 8, 37–51. [Google Scholar] [CrossRef]
- Meadows, D.H. The Limits to Growth: A Report for the Club of Rome’s Project on the Predicament of Mankind, 2nd ed.; Universe Books: New York, NY, USA, 1974; ISBN 0-87663-165-0. [Google Scholar]
- Meadows, D.H.; Randers, J.; Meadows, D.L. Limits to Growth: The 30-Year Update; Chelsea Green Publishing Company: White River Junction, VT, USA, 2004; ISBN 9781931498586. [Google Scholar]
- Intergovernmental Panel on Climate Change. Global Warming of 1.5 °C: An IPCC Special Report on the Impacts of Global Warming of 1.5 °C above Pre-Industrial Levels and Related Global Greenhouse Gas Emission Pathways, in the Context of Strengthening the Global Response to the Threat of Climate Change, Sustainable Development, and Efforts to Eradicate Poverty; Masson-Delmotte, V., Zhai, P., Pörtner, H.-O., Roberts, D., Skea, J., Shukla, P.R., Pirani, A., Moufouma-Okia, W., Péan, C., Pidcock, R., et al., Eds.; Intergovernmental Panel on Climate Change: Geneva, Switzerland, 2018. [Google Scholar]
- United Nations. Paris Agreement. Available online: https://unfccc.int/files/meetings/paris_nov_2015/application/pdf/paris_agreement_english_.pdf (accessed on 17 February 2022).
- United Nations. Transforming Our World: The 2030 Agenda for Sustainable Development. Available online: https://www.un.org/ga/search/view_doc.asp?symbol=A/RES/70/1&Lang=E (accessed on 17 February 2022).
- Handelsjournal. Transparenz ist Trumpf. Available online: https://www.handelsjournal.de/unternehmen/marketing/transparenz-ist-trumpf.html (accessed on 14 January 2022).
- Bhanot, N.; Rao, P.V.; Deshmukh, S.G. An integrated approach for analysing the enablers and barriers of sustainable manufacturing. J. Clean. Prod. 2017, 142, 4412–4439. [Google Scholar] [CrossRef]
- Sun, Y.; Guan, W.; Asif, R.; Shahzad, M.; Binh An, N. Transition towards ecological sustainability through fiscal decentralization, renewable energy and green investment in OECD countries. Renew. Energy 2022, in press. [Google Scholar] [CrossRef]
- Gronau, N. Enterprise Resource Planning: Architektur, Funktionen und Management von ERP-Systemen, 3rd ed.; [umfassend überarbeitete und aktualisierte] Auflage; De Gruyter Oldenbourg: München, Germany, 2014; ISBN 9783486755749. [Google Scholar]
- Giret, A.; Trentesaux, D.; Prabhu, V. Sustainability in manufacturing operations scheduling: A state of the art review. J. Manuf. Syst. 2015, 37, 126–140. [Google Scholar] [CrossRef]
- Hemdi, A.R.; Saman, M.Z.M.; Sharif, S. Sustainability evaluation using fuzzy inference methods. Int. J. Sustain. Energy 2013, 32, 169–185. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Kumar, A.; Luthra, S.; Pongsakornrungsilp, S. Two decades of research trends and transformations in manufacturing sustainability: A systematic literature review and future research agenda. Prod. Eng. Res. Devel. 2022, 16, 109–133. [Google Scholar] [CrossRef]
- Kamble, S.S.; Gunasekaran, A.; Gawankar, S.A. Sustainable Industry 4.0 framework: A systematic literature review identifying the current trends and future perspectives. Process Saf. Environ. Prot. 2018, 117, 408–425. [Google Scholar] [CrossRef]
- Turban, E.; Aronson, J.E.; Liang, T.-P. Decision Support Systems and Intelligent Systems, 7th ed.; Prentice-Hall of India: New Delhi, India, 2005; ISBN 9788120329614. [Google Scholar]
- Akbar, M.; Irohara, T. Scheduling for sustainable manufacturing: A review. J. Clean. Prod. 2018, 205, 866–883. [Google Scholar] [CrossRef]
- Vorderwinkler, M.; Heiss, H. Nachhaltige Produktionsregelung. Bundesminist. Verk. Innov. Techno 2011, 40, 2011. [Google Scholar]
- Daly, H.E. Toward some operational principles of sustainable development. Ecol. Econ. 1990, 2, 1–6. [Google Scholar] [CrossRef]
- REFA. Planung und Gestaltung Komplexer Produktionssysteme, 2nd ed.; Hanser: München, Germany, 1990; ISBN 3446159673. [Google Scholar]
- DKE. Enterprise-Control System Integration—Part 1: Models and Terminology; CEN: Brussels, Belgium, 2013. [Google Scholar]
- Graves, S.C. Manufacturing Planning and Control. Available online: https://www.researchgate.net/publication/246760677_Manufacturing_Planning_and_Control (accessed on 17 February 2022).
- Sutherland, J.W.; Richter, J.S.; Hutchins, M.J.; Dornfeld, D.; Dzombak, R.; Mangold, J.; Robinson, S.; Hauschild, M.Z.; Bonou, A.; Schönsleben, P.; et al. The role of manufacturing in affecting the social dimension of sustainability. CIRP Ann. 2016, 65, 689–712. [Google Scholar] [CrossRef] [Green Version]
- Moldavska, A.; Welo, T. The concept of sustainable manufacturing and its definitions: A content-analysis based literature review. J. Clean. Prod. 2017, 166, 744–755. [Google Scholar] [CrossRef]
- USEPA. Sustainable Manufacturing. Available online: https://www.epa.gov/sustainability/sustainable-manufacturing (accessed on 12 January 2022).
- Zarte, M.; Pechmann, A.; Nunes, I.L. Decision support systems for sustainable manufacturing surrounding the product and production life cycle—A literature review. J. Clean. Prod. 2019, 219, 336–349. [Google Scholar] [CrossRef]
- Khaled, M.S.; Shaban, I.A.; Karam, A.; Hussain, M.; Zahran, I.; Hussein, M. An Analysis of Research Trends in the Sustainability of Production Planning. Energies 2022, 15, 483. [Google Scholar] [CrossRef]
- Zarte, M.; Pechmann, A.; Nunes, I.L. Fuzzy Inference Model for Decision Support in Sustainable Production Planning Processes—A Case Study. Sustainability 2021, 13, 1355. [Google Scholar] [CrossRef]
- Zarte, M.; Pechmann, A.; Nunes, I.L. Indicator framework for sustainable production planning and controlling. Int. J. Sustain. Eng. 2019, 12, 149–158. [Google Scholar] [CrossRef]
- Herva, M.; Roca, E. Review of combined approaches and multi-criteria analysis for corporate environmental evaluation. J. Clean. Prod. 2013, 39, 355–371. [Google Scholar] [CrossRef]
- Diaz-Balteiro, L.; González-Pachón, J.; Romero, C. Measuring systems sustainability with multi-criteria methods: A critical review. Eur. J. Oper. Res. 2017, 258, 607–616. [Google Scholar] [CrossRef]
- Joung, C.B.; Carrell, J.; Sarkar, P.; Feng, S.C. Categorization of indicators for sustainable manufacturing. Ecol. Indic. 2013, 24, 148–157. [Google Scholar] [CrossRef]
- Yu, E.P.-y.; van Luu, B.; Chen, C.H. Greenwashing in environmental, social and governance disclosures. Res. Int. Bus. Financ. 2020, 52, 101192. [Google Scholar] [CrossRef]
- Inoue, M.; Lindow, K.; Stark, R.; Tanaka, K.; Nahm, Y.-E.; Ishikawa, H. Decision-making support for sustainable product creation. Adv. Eng. Inform. 2012, 26, 782–792. [Google Scholar] [CrossRef]
- Ghadimi, P.; Dargi, A.; Heavey, C. Sustainable supplier performance scoring using audition check-list based fuzzy inference system: A case application in automotive spare part industry. Comput. Ind. Eng. 2017, 105, 12–27. [Google Scholar] [CrossRef] [Green Version]
- Kucukvar, M.; Gumus, S.; Egilmez, G.; Tatari, O. Ranking the sustainability performance of pavements: An intuitionistic fuzzy decision making method. Autom. Constr. 2014, 40, 33–43. [Google Scholar] [CrossRef]
- Pislaru, M.; Herghiligiu, I.-V.; Robu, I.-B. Corporate sustainable performance assessment based on fuzzy logic. J. Clean. Prod. 2019, 223, 998–1013. [Google Scholar] [CrossRef]
- Calabrese, A.; Costa, R.; Levialdi, N.; Menichini, T. Integrating sustainability into strategic decision-making: A fuzzy AHP method for the selection of relevant sustainability issues. Technol. Forecast. Soc. Chang. 2019, 139, 155–168. [Google Scholar] [CrossRef]
- Elysia, C.; Nugeraha Utama, D. Decision support model for optimal decision in strategic production planning based-on product life cycle. Int. J. Electr. Comput. Eng. 2018, 11, 1105–1114. [Google Scholar] [CrossRef]
- Rajak, S.; Vinodh, S. Application of fuzzy logic for social sustainability performance evaluation: A case study of an Indian automotive component manufacturing organization. J. Clean. Prod. 2015, 108, 1184–1192. [Google Scholar] [CrossRef]
- Ghadimi, P.; Azadnia, A.H.; Mohd Yusof, N.; Mat Saman, M.Z. A weighted fuzzy approach for product sustainability assessment: A case study in automotive industry. J. Clean. Prod. 2012, 33, 10–21. [Google Scholar] [CrossRef]
- Bitter, J.; Printz, S.; Lahl, K.; Vossen, R.; Jeschke, S. Fuzzy Logic Approach for Sustainability Assessment Based on the Integrative Sustainability Triangle. In 2016 World Congress on Sustainable Technologies (WCST); IEEE: Piscataway, NJ, USA, 2016; pp. 64–69. ISBN 978-1-908320-70-4. [Google Scholar]
- Pechmann, A. Learning Factory 4.0. Available online: https://www.hs-emden-leer.de/studierende/fachbereiche/technik/labore/produktionsplanung/fischertechnik (accessed on 23 March 2022).
- Zarte, M.; Wermann, J.; Heeren, P.; Pechmann, A. Concept, Challenges, and Learning Benefits Developing an Industry 4.0 Learning Factory with Student Projects. In Proceedings of the 2019 IEEE 17th International Conference on Industrial Informatics (INDIN), Aalto University, Helsinki-Espoo, Finland, 22–25 July 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1133–1138, ISBN 978-1-7281-2927-3. [Google Scholar]
- Kopfmüller, J. Nachhaltige Entwicklung Integrativ Betrachtet: Konstitutive Elemente, Regeln, Indikatoren; Sigma: Berlin, Germany, 2001; ISBN 3-89404-571-X. [Google Scholar]
- Andes, L.; Lützkendorf, T.; Ströbele, B.; Kopfmüller, J.; Rösch, C. Methodensammlung zur Nachhaltigkeitsbewertung Grundlagen, Indikatoren, Hilfsmittel; KIT Scientific Publishing: Karlsruhe, Germany, 2019. [Google Scholar]
- Schutz des Menschen und der Umwelt—Bewertungskriterien und Perspektivenfür Umweltverträgliche Stoffkreisläufe in der Industriegesellschaft; Enquete-Kommission: Bundestag, Germany, 1994.
- Zarte, M.; Pechmann, A.; Nunes, I.L. Sustainable Evaluation of Production Programs Using a Fuzzy Inference Model—A Concept. Procedia CIRP 2018, 73, 241–246. [Google Scholar] [CrossRef]
- Zadeh, L.A. Fuzzy sets. Inf. Control 1965, 8, 338–353. [Google Scholar] [CrossRef] [Green Version]
- Phillis, Y.A.; Kouikoglou, V.S. Fuzzy Measurement of Sustainability; Nova Science Publishers: New York, NY, USA, 2009; ISBN 978-1606920527. [Google Scholar]
- Piluso, C.; Huang, J.; Liu, Z.; Huang, Y. Sustainability Assessment of Industrial Systems under Uncertainty: A Fuzzy Logic Based Approach to Short-Term to Midterm Predictions. Ind. Eng. Chem. Res. 2010, 49, 8633–8643. [Google Scholar] [CrossRef]
- Börcsök, J. Fuzzy Control: Theorie und Industrieeinsatz, 1st ed.; Becker, W.-J., Börcsök, J., Eds.; Verl. Technik: Berlin, Germany, 2000; ISBN 3341012373. [Google Scholar]
- Ross, T.J. Fuzzy Logic with Engineering Applications, 3rd ed.; John Wiley: Chichester, UK; West Sussex, UK, 2010; ISBN 978-0-470-74376-8. [Google Scholar]
- Hochschule Emden/Leer. Wetterstation Hochschule Emden/Leer. Available online: https://www.hs-emden-leer.de/studierende/fachbereiche/technik/labore/regenerative-energien/wetterstation (accessed on 9 September 2021).
- Hauschild, M.Z.; Herrmann, C.; Kara, S. An Integrated Framework for Life Cycle Engineering. Procedia CIRP 2017, 61, 2–9. [Google Scholar] [CrossRef] [Green Version]
- Al-Sharrah, G.; Elkamel, A.; Almanssoor, A. Sustainability indicators for decision-making and optimisation in the process industry: The case of the petrochemical industry. Chem. Eng. Sci. 2010, 65, 1452–1461. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing must embrace big data. Nature 2017, 544, 23–25. [Google Scholar] [CrossRef] [PubMed]
- Zarte, M.; Pechmann, A. Procedure for generating a basis for PPC systems to schedule the production considering energy demand and available renewable energy. Procedia CIRP 2017, 64, 393–398. [Google Scholar] [CrossRef]
- Babiceanu, R.F.; Seker, R. Big Data and virtualization for manufacturing cyber-physical systems: A survey of the current status and future outlook. Comput. Ind. 2016, 81, 128–137. [Google Scholar] [CrossRef]
- Morrar, R.; Arman, H. The Fourth Industrial Revolution (Industry 4.0): A Social Innovation Perspective. TIM Rev. 2017, 7, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Romero-Silva, R.; Santos, J.; Hurtado, M. A framework for studying practical production scheduling. Prod. Plan. Control 2015, 26, 438–450. [Google Scholar] [CrossRef]
- Zarte, M.; Pechmann, A.; Nunes, I.L. Principles for Human-Centered System Design in Industry 4.0—A Systematic Literature Review. In Advances in Human Factors and Systems Interaction, Proceedings of the AHFE 2020 Virtual Conference on Human Factors and Systems Interaction, San Diego, CA, USA, 16–20 July 2020; Nunes, I.L., Ed.; Springer: Cham, Switzerland, 2020; pp. 140–147. ISBN 978-3-030-51368-9. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).