


High-Temperature Rheological Properties and Storage Stability of Bitumen Modified with the Char Produced from Co-Pyrolysis of Different Wastes


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
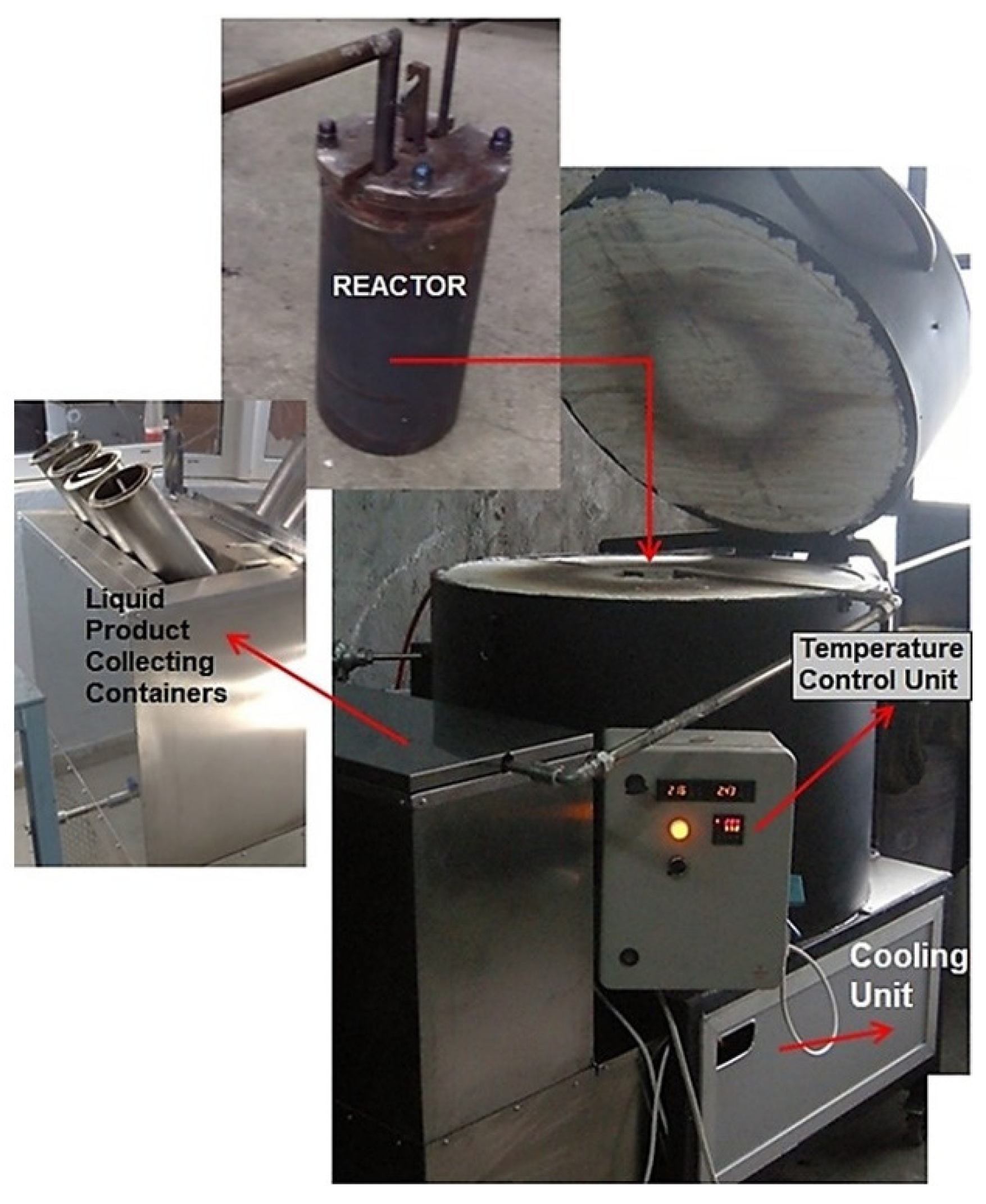
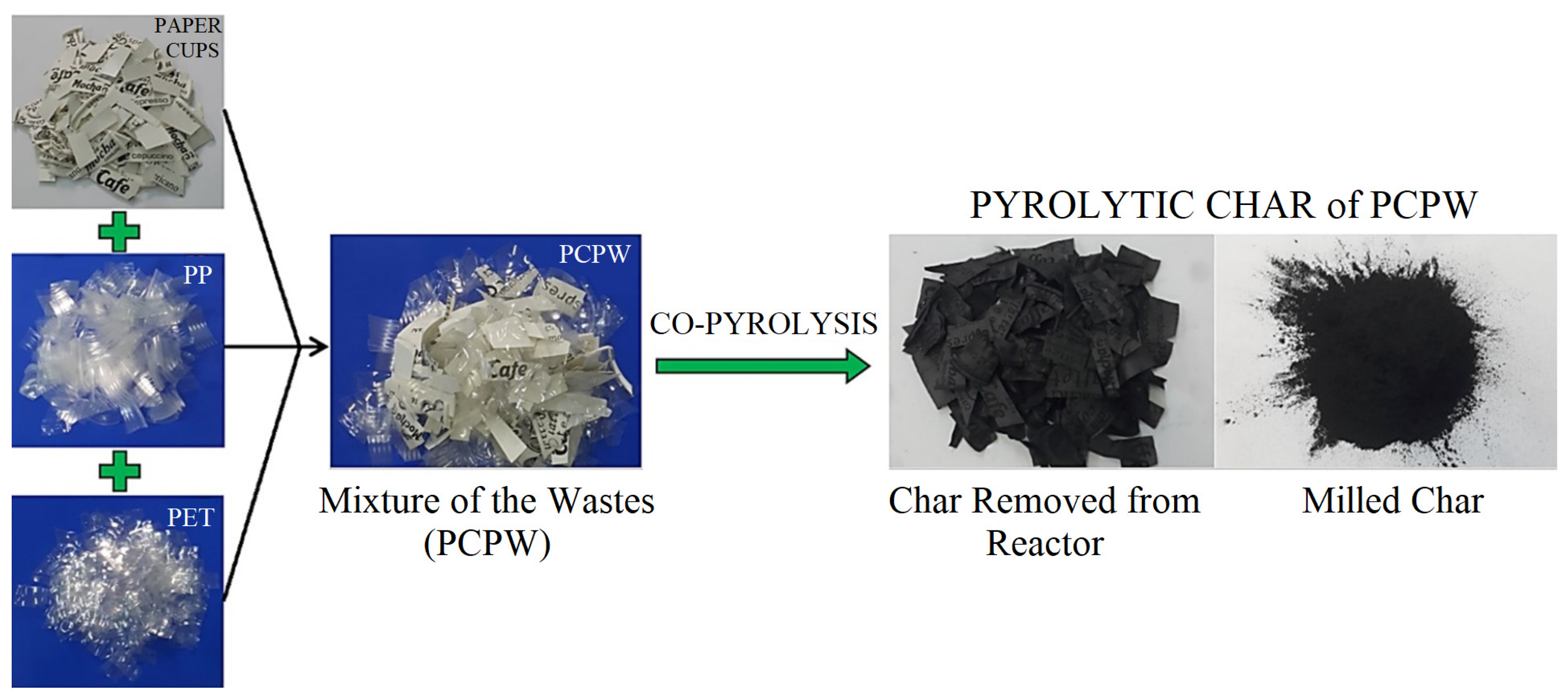
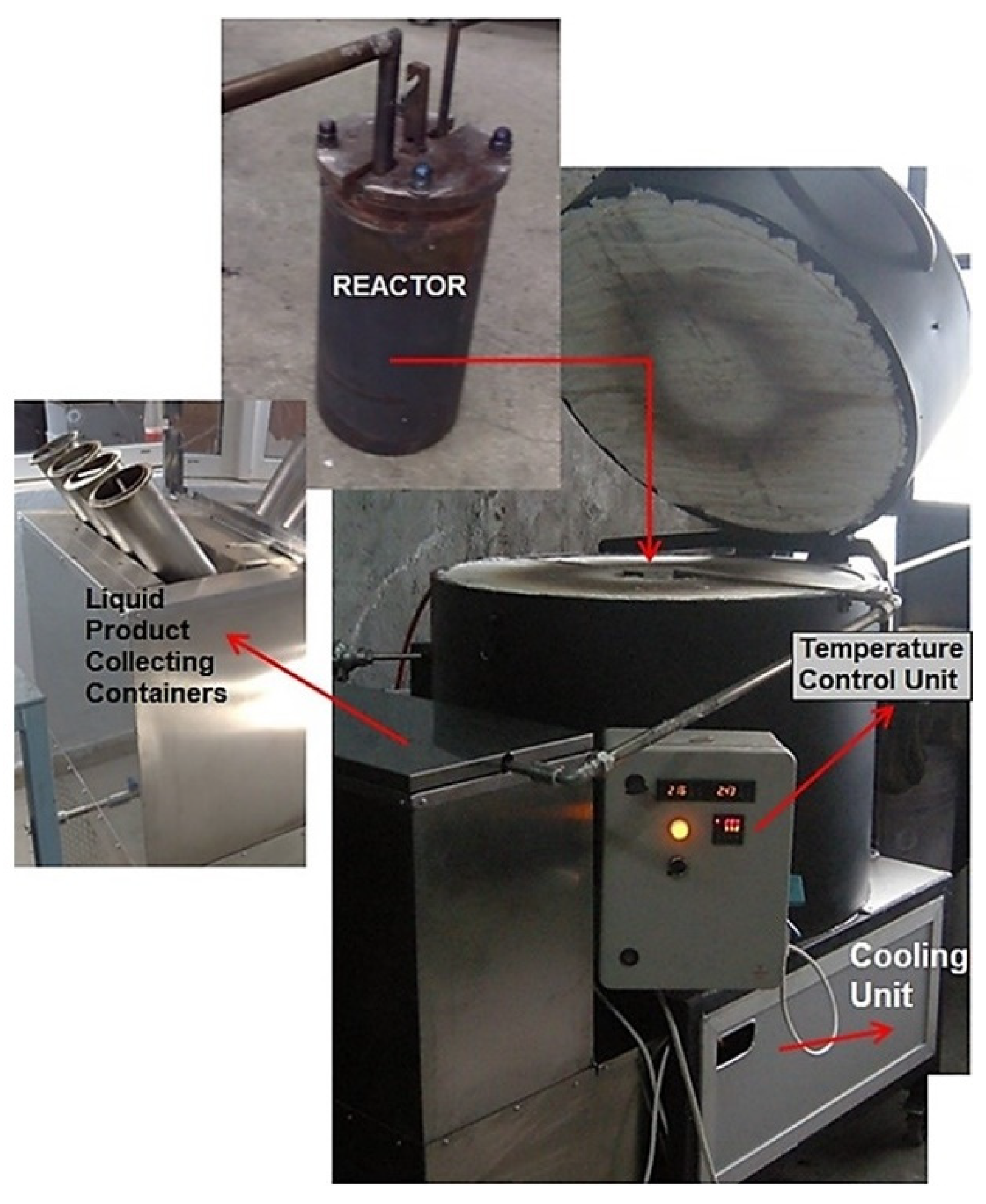
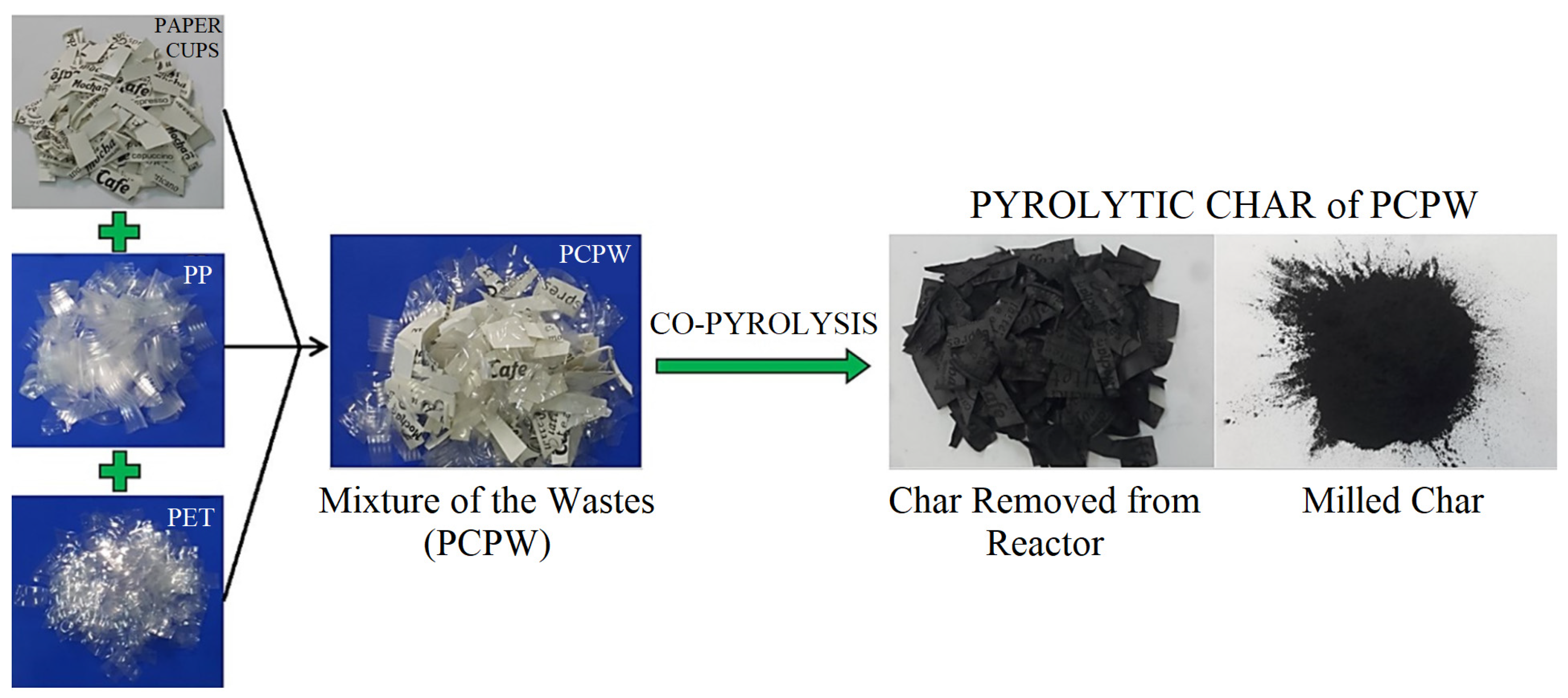
2.2. Co-Pyrolysis Method
- the synergistic interaction among cellulose, hemicellulose, and lignin;
- the synergistic interaction between the biomasses and plastic melt;
- the synergistic interaction among the vapors of plastic and biomass.
Production of the PCPW Co-Pyrolysis Char
2.3. Properties of the Char
2.4. Softening Point, Penetration, and Specific Gravity Tests
2.5. Penetration Index (PI)
2.6. Rotational Viscosity (RV) Test
2.7. Dynamic Shear Rheometer (DSR) Test
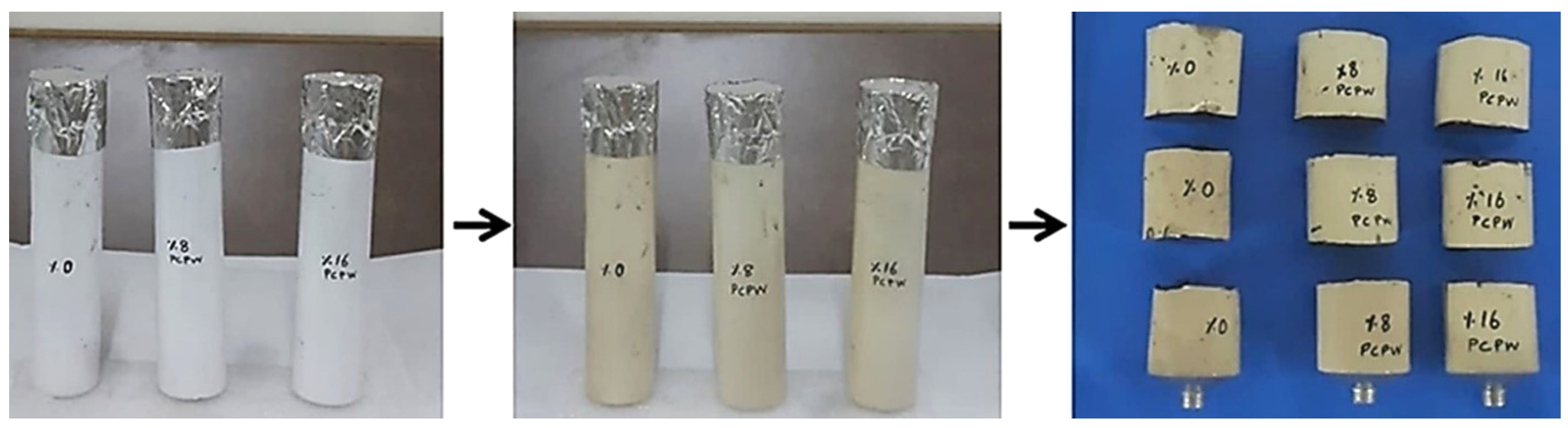
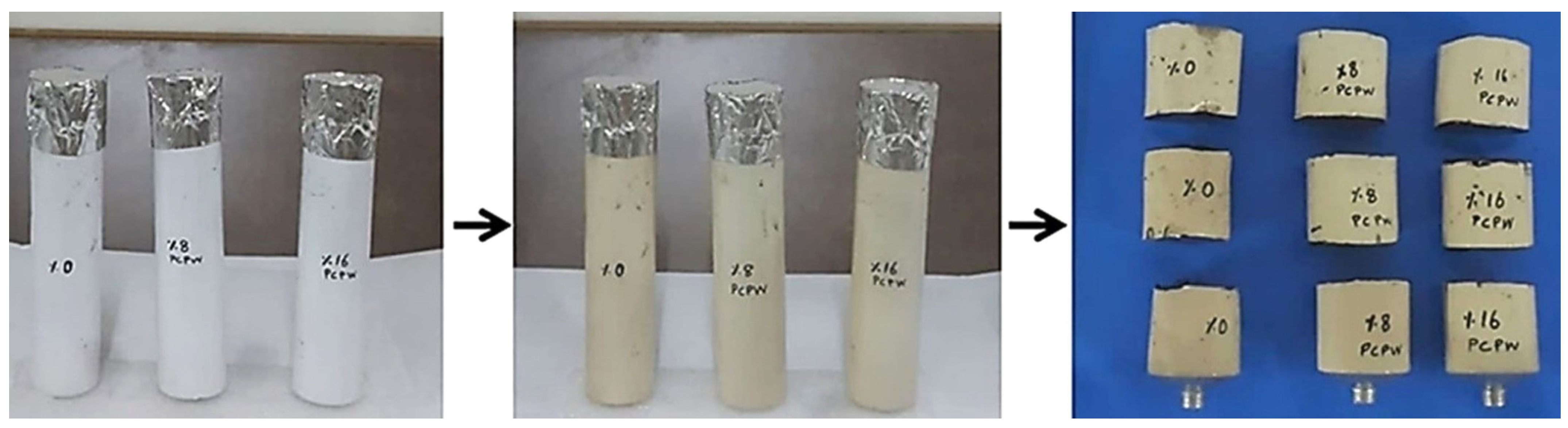
2.8. Storage Stability Test
3. Results and Discussions
3.1. The Results of the Co-Pyrolysis of PCPW
3.2. Product Yields from Co-Pyrolysis of PCPW
3.3. CHN Elemental Analysis Results
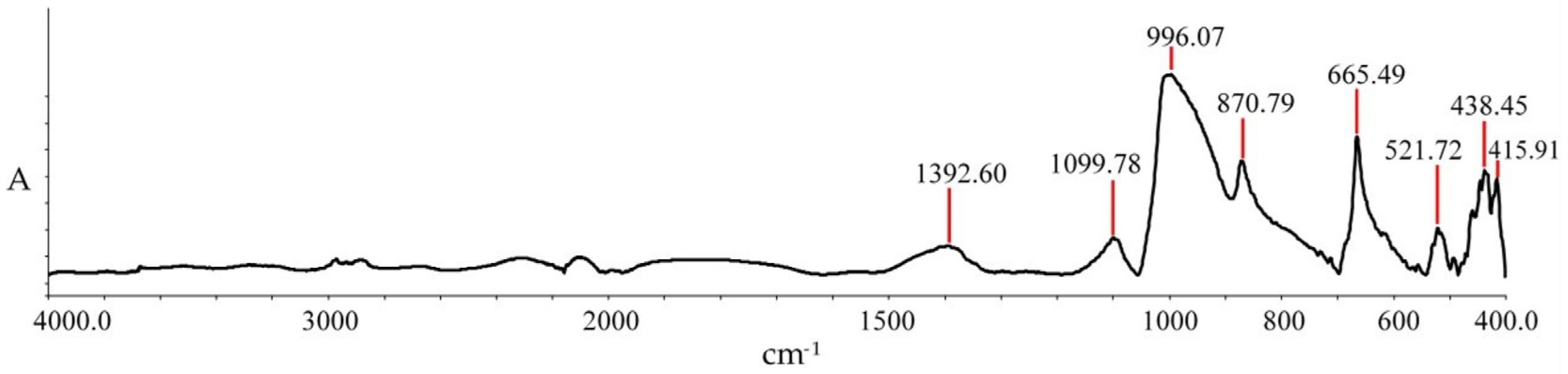
3.4. FTIR Test Results
3.5. Bitumen Modification
3.6. Softening Point, Penetration, and Specific Gravity Test Results
3.7. Penetration Index (PI) Results
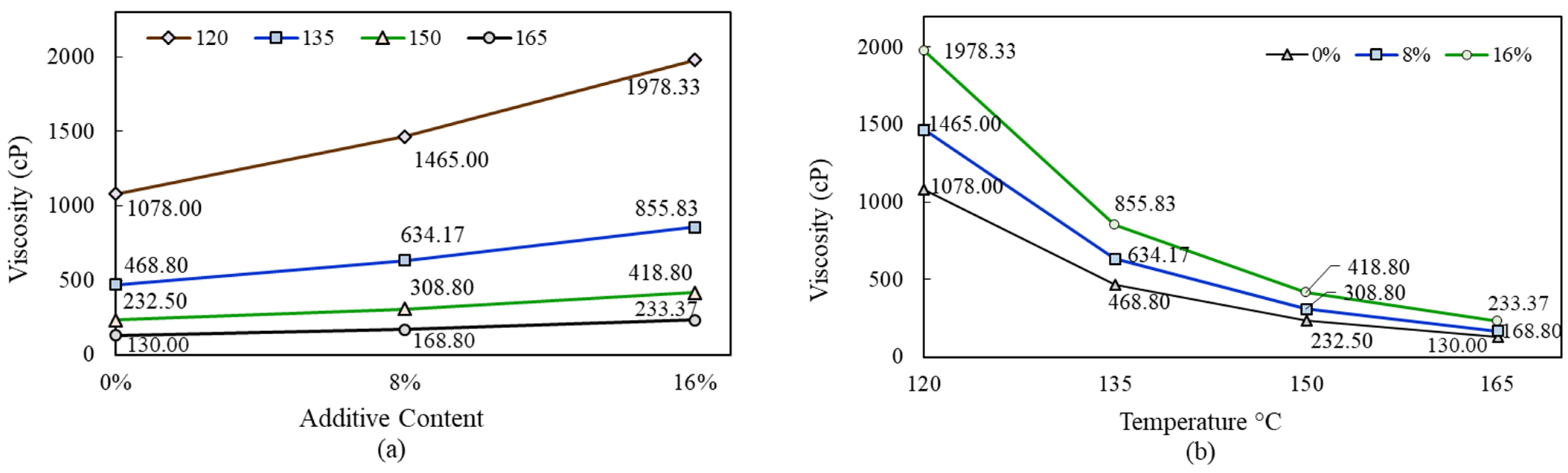
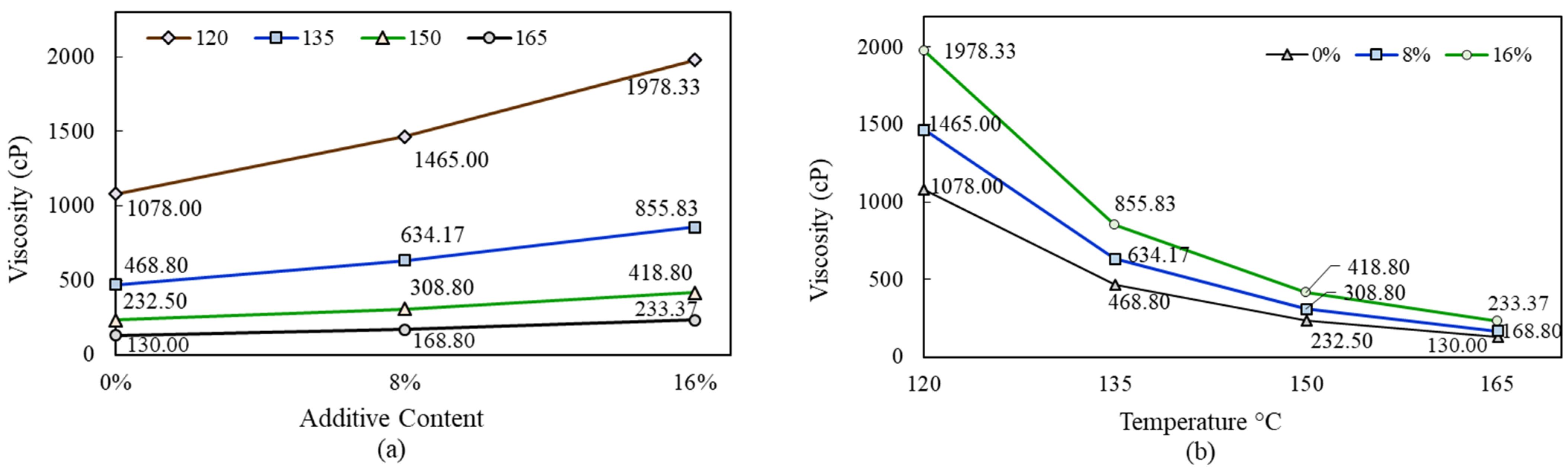
3.8. Rotational Viscosity (RV) Test Results
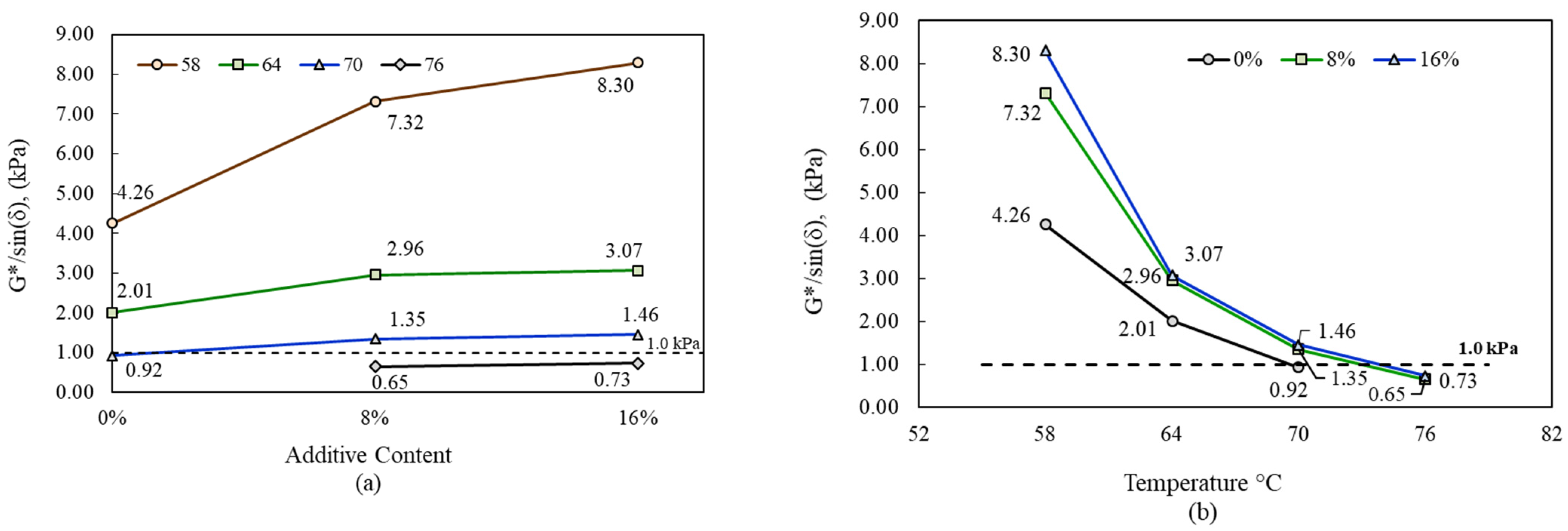
3.9. Dynamic Shear Rheometer Results
3.10. Performance Grades of Bituminous Binders
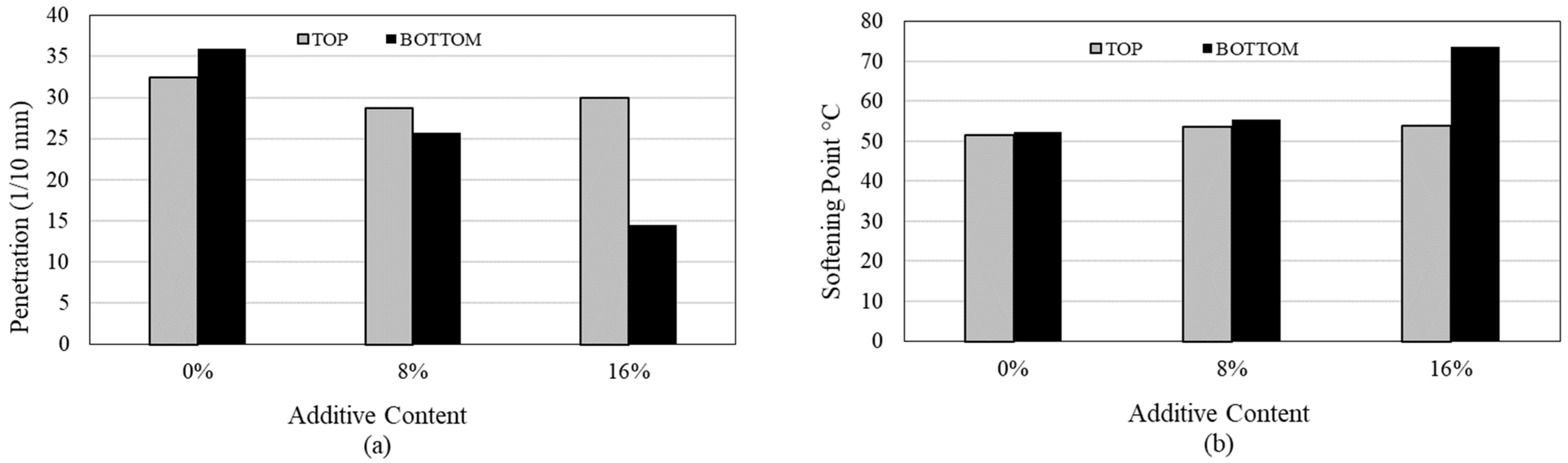
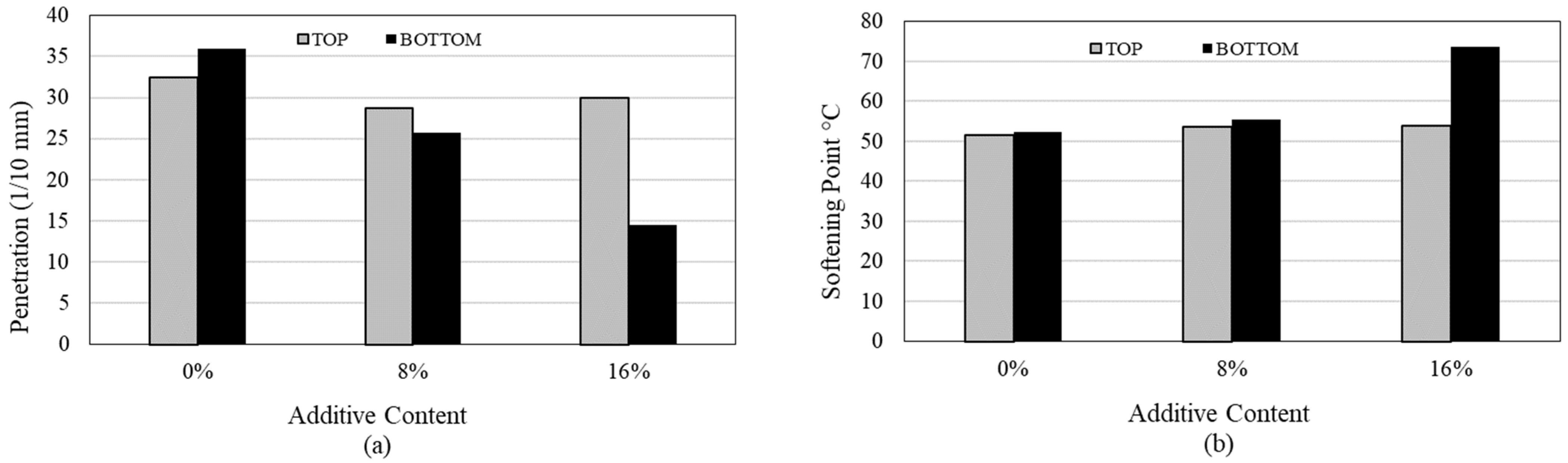
3.11. Storage Stability Test Results
4. Conclusions
- The char produced from co-pyrolysis of different raw materials, including paper cups, PP plastic waste, and PET plastic waste, improved the rutting resistance and the viscosity of neat bitumen;
- It was determined that the PCPW co-pyrolysis char reduced the penetration value and increased the softening point of neat bitumen. In addition, it can be said that this co-pyrolysis char additive positively affected pure bitumen properties by decreasing the temperature sensitivity of neat bitumen;
- The highest viscosity increment, which is approximately 82.5% at 135 °C, was acquired by using this char additive at a 16% ratio in bitumen. In addition, all binders did not exceed the 3000 cp specification limit;
- The highest rutting resistance increment, which is approximately 59% at 70 °C, was obtained by using 16% additive in pure bitumen;
- This char additive raised the high-temperature PG of neat bitumen from PG64 to PG70;
- According to the test results, the PCPW char additive increased the rutting resistance of neat bitumen at high temperatures;
- From the storage stability test results, it can be said that the binder modified with this pyrolytic char had good storage stability when this char was used at an 8% ratio in pure bitumen.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hunter, R.N.; Self, A.; Read, J. The Shell Bitumen Handbook, 6th ed.; Gerlis, R., Taylor, R., Eds.; Shell International Petroleum Company Ltd.: London, UK, 2015. [Google Scholar]
- McGennis, R.B.; Shuler, S.; Bahia, H.U. Background of Superpave Asphalt Binder Test Methods; FHWA SA 94-069; Asphalt Institute: Washington, DC, USA, 1994. [Google Scholar]
- Porto, M.; Caputo, P.; Loise, V.; Eskandarsefat, S.; Teltayev, B.; Oliviero Rossi, C. Bitumen and bitumen modification: A review on latest advances. Appl. Sci. 2019, 9, 742. [Google Scholar] [CrossRef]
- Yadykova, A.Y.; Strelets, L.A.; Ilyin, S.O. Infrared spectral classification of natural bitumens for their rheological and thermophysical characterization. Molecules 2023, 28, 2065. [Google Scholar] [CrossRef]
- Ma, Y.; Zhou, H.; Jiang, X.; Polaczyk, P.; Xiao, R.; Zhang, M.; Huang, B. The utilization of waste plastics in asphalt pavements: A review. Clean. Mater. 2021, 2, 100031. [Google Scholar] [CrossRef]
- Abbas, S.; Zaidi, S.B.A.; Ahmed, I. Performance evaluation of asphalt binders modified with waste engine oil and various additives. Int. J. Pavement Eng. 2022. [CrossRef]
- Yadykova, A.Y.; Ilyin, S.O. Rheological and adhesive properties of nanocomposite bitumen binders based on hydrophilic or hydrophobic silica and modified with bio-oil. Constr. Build. Mater. 2022, 342, 127946. [Google Scholar] [CrossRef]
- Abe, A.A.; Rossi, C.O.; Caputo, P. Biomaterials and their potentialities as additives in bitumen technology: A review. Molecules 2022, 27, 8826. [Google Scholar] [CrossRef]
- Zhang, R.; Dai, Q.; You, Z.; Wang, H.; Peng, C. Rheological performance of bio-char modified asphalt with different particle sizes. Appl. Sci. 2018, 8, 1665. [Google Scholar] [CrossRef]
- Kumar, A.; Choudhary, R.; Narzari, R.; Kataki, R.; Shukla, S.K. Evaluation of bio-asphalt binders modified with biochar: A pyrolysis by-product of Mesua ferrea seed cover waste. Cogent Eng. 2018, 5, 1548534. [Google Scholar] [CrossRef]
- Ma, F.; Dai, J.; Fu, Z.; Li, C.; Wen, Y.; Jia, M.; Wang, Y.; Shi, K. Biochar for asphalt modification: A case of high-temperature properties improvement. Sci. Total Environ. 2021, 804, 150194. [Google Scholar] [CrossRef]
- eloğlu, M.E.; Yılmaz, M.; Kök, B.V.; Yalçın, E. Effects of various biochars on the high temperature performance of bituminous binder. In Proceedings of the 6th Eurasphalt & Eurobitume Congress, Prague, Czech Republic, 1–3 June 2016. [Google Scholar]
- Martínez-Toledo, C.; Valdés-Vidal, G.; Calabi-Floody, A.; González, M.E.; Reyes-Ortiz, O. Effect of biochar from oat hulls on the physical properties of asphalt binder. Materials 2022, 15, 7000. [Google Scholar] [CrossRef]
- Rondón-Quintana, H.A.; Reyes-Lizcano, F.A.; Chaves-Pabón, S.B.; Bastidas-Martínez, J.G.; Zafra-Mejía, C.A. Use of biochar in asphalts: Review. Sustainability 2022, 14, 4745. [Google Scholar] [CrossRef]
- Czajczyńska, D.; Anguilano, L.; Ghazal, H.; Krzyżyńska, R.; Reynolds, A.; Spencer, N.; Jouhara, H. Potential of pyrolysis processes in the waste management sector. Therm. Sci. Eng. Prog. 2017, 3, 171–197. [Google Scholar] [CrossRef]
- Wang, Z.; Burra, K.G.; Lei, T.; Gupta, A.K. Co-pyrolysis of waste plastic and solid biomass for synergistic production of biofuels and chemicals-A review. Prog. Energy Combust. Sci. 2021, 84, 100899. [Google Scholar] [CrossRef]
- Seah, C.C.; Tan, C.H.; Arifin, N.; Hafriz, R.; Salmiaton, A.; Nomanbhay, S.; Shamsuddin, A. Co-pyrolysis of biomass and plastic: Circularity of wastes and comprehensive review of synergistic mechanism. Results Eng. 2023, 17, 100989. [Google Scholar] [CrossRef]
- Demirbaş, A. Mechanisms of liquefaction and pyrolysis reactions of biomass. Energy Convers. Manag. 2000, 41, 633–646. [Google Scholar] [CrossRef]
- Epelioğullar, Ö.; Pütün, A.E. Products characterization study of a slow pyrolysis of biomass-plastic mixtures in a fixed-bed reactor. J. Anal. Appl. Pyrolysis 2014, 110, 363–374. [Google Scholar] [CrossRef]
- Zhou, X.; Broadbelt, L.J.; Vinu, R. Mechanistic understanding of thermochemical conversion of polymers and lignocellulosic biomass. Chapter Two. Adv. Chem. Eng. 2016, 49, 95–198. [Google Scholar] [CrossRef]
- Singh, R.; Ruj, B.; Sadhukhan, A.; Gupta, P. A TG-FTIR investigation on the co-pyrolysis of the waste HDPE, PP, PS and PET under high heating conditions. J. Energy Inst. 2019, 93, 1020–1035. [Google Scholar] [CrossRef]
- Uzoejinwa, B.B.; He, X.; Wang, S.; Abomohra, A.E.-F.; Hu, Y.; Wang, Q. Co-pyrolysis of biomass and waste plastics as a thermochemical conversion technology for high-grade biofuel production: Recent progress and future directions elsewhere worldwide. Energy Convers. Manag. 2018, 163, 468–492. [Google Scholar] [CrossRef]
- Leng, L.; Xiong, Q.; Yang, L.; Li, H.; Zhou, Y.; Zhang, W.; Jiang, S.; Li, H.; Huang, H. An overview on engineering the surface area and porosity of biochar. Sci. Total Environ. 2021, 763, 144204. [Google Scholar] [CrossRef]
- Esso, S.B.E.; Xiong, Z.; Chaiwat, W.; Kamara, M.F.; Longfei, X.; Xu, J.; Ebako, J.; Jiang, L.; Su, S.; Hu, S.; et al. Review on synergistic effects during co-pyrolysis of biomass and plastic waste: Significance of operating conditions and interaction mechanism. Biomass-Bioenergy 2022, 159, 106415. [Google Scholar] [CrossRef]
- Kumagai, S.; Fujita, K.; Takahashi, Y.; Kameda, T.; Saito, Y.; Yoshioka, T. Impacts of pyrolytic interactions during the co-pyrolysis of biomass/plastic: Synergies in lignocellulose-polyethylene system. J. Jpn. Inst. Energy 2019, 98, 202–219. [Google Scholar] [CrossRef]
- Mishra, R.K.; Sahoo, A.; Mohanty, K. Pyrolysis kinetics and synergistic effect in co-pyrolysis of Samanea saman seeds and polyethylene terephthalate using thermogravimetric analyser. Bioresour. Technol. 2019, 289, 121608. [Google Scholar] [CrossRef]
- Sajdak, M. Impact of plastic blends on the product yield from co-pyrolysis of lignin-rich materials. J. Anal. Appl. Pyrolysis 2017, 124, 415–425. [Google Scholar] [CrossRef]
- Chen, R.; Zhang, S.; Yang, X.; Li, G.; Zhou, H.; Li, Q.; Zhang, Y. Thermal behavior and kinetic study of co-pyrolysis of mi-croalgae with different plastics. Waste Manag. 2021, 126, 331–339. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.; Wu, Y.; Wu, K.; Chen, Y.; Hu, H.; Yang, M. Study on pyrolytic kinetics and behavior: The co-pyrolysis of microalgae and polypropylene. Bioresour. Technol. 2015, 192, 522–528. [Google Scholar] [CrossRef] [PubMed]
- The American Association of State Highway and Transportation Officials (AASHTO). AASHTO T-315, Standard Test Method for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer; The American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2012. [Google Scholar]
- American Society for Testing and Materials. ASTM D-4402, Standard Test for Viscosity Determination of Asphalt at Elevated Temperatures Using a Rotational Viscometer; American Society for Testing and Materials: West Conshohocken, PA, USA, 2002. [Google Scholar]
- European Standard. EN-13399; Bitumen and Bituminous Binders-Determination of Storage Stability of Modified Bitumen. British Standards Institution (BSI): London, UK, 2017.
- American Society for Testing and Materials. ASTM D-36, Standard Test for Softening Point of Bitumen (Ring-and-Ball Apparatus); American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2006. [Google Scholar]
- American Society for Testing and Materials. ASTM D-5, Standard Test for Penetration of Bituminous Materials; American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2006. [Google Scholar]
- American Society for Testing and Materials. ASTM D-70, Standard Test Method for Specific Gravity and Density of Semi-Solid Bituminous Materials (Pycnometer Method); American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2003. [Google Scholar]
- Biswal, B.; Kumar, S.; Singh, R.K. Production of hydrocarbon liquid by thermal pyrolysis of paper cup waste. J. Waste Manag. 2013, 2013, 731858. [Google Scholar] [CrossRef]
- Zhang, Y.; Fu, Z.; Wang, W.; Ji, G.; Zhao, M.; Li, A. Kinetics, product evolution, and mechanism for the pyrolysis of typical plastic waste. ACS Sustain. Chem. Eng. 2021, 10, 91–103. [Google Scholar] [CrossRef]
- Martín-Lara, M.A.; Piñar, A.; Ligero, A.; Blázquez, G.; Calero, M. Characterization and use of char produced from pyrolysis of post-consumer mixed plastic waste. Water 2021, 13, 1188. [Google Scholar] [CrossRef]
- Li, C.; Sun, Y.; Li, Q.; Zhang, L.; Zhang, S.; Wang, H.; Hu, G.; Hu, X. Effects of volatiles on properties of char during sequential pyrolysis of PET and cellulose. Renew. Energy 2022, 189, 139–151. [Google Scholar] [CrossRef]
- European Standard. EN-14023, Bitumen and Bituminous Binders-Specification Framework for Polymer Modified Bitumens; British Standards Institution (BSI): London, UK, 2010.
- Sajdak, M.; Słowik, K. Use of plastic waste as a fuel in the co-pyrolysis of biomass: Part II. Variance analysis of the co-pyrolysis process. J. Anal. Appl. Pyrolysis 2014, 109, 152–158. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Result |
|---|---|
| Softening Point (°C) | 50 |
| Viscosity (135 °C) (cp) | 468.80 |
| Penetration (1/10 mm) | 46.2 |
| Penetration Index (PI) | −1.38 |
| Specific Gravity | 1.039 |
| Solid Product | Liquid Product | Gas Product | |
|---|---|---|---|
| Product Yields (%) | 15.6 | 21.7 | 62.7 |
| Elements | Carbon (%) | Hydrogen (%) | Nitrogen (%) |
|---|---|---|---|
| Elemental Composition of PCPW Char | 75.7420 | 1.9604 | 0.2792 |
| Additive Content | 0% | 8% | 16% |
|---|---|---|---|
| Penetration (1/10 mm) | 46.2 | 43.43 | 35.37 |
| Softening Point (°C) | 50 | 52.25 | 54.25 |
| Specific Gravity | 1.039 | 1.070 | 1.087 |
| Additive Content | 0% | 8% | 16% |
|---|---|---|---|
| Penetration Index (PI) | −1.38 | −0.98 | −0.96 |
| Additive Content | 0% | 8% | 16% |
|---|---|---|---|
| * Failure Temperature (°C) | 69.6 | 72.5 | 73.3 |
| High-Temperature PG | PG 64 | PG 70 | PG 70 |
| Additive Content | Softening Point °C | Softening Point Difference (°C) | Penetration (1/10 mm) | Penetration Difference (1/10 mm) | ||
|---|---|---|---|---|---|---|
| Top Part | Bottom Part | Top Part | Bottom Part | |||
| 0% | 51.50 | 52.25 | 0.75 | 32.40 | 35.93 | 3.53 |
| 8% | 53.75 | 55.50 | 1.75 | 28.75 | 25.73 | 3.02 |
| 16% | 54.00 | 73.50 | 19.50 | 29.90 | 14.48 | 15.42 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Atasağun, N. High-Temperature Rheological Properties and Storage Stability of Bitumen Modified with the Char Produced from Co-Pyrolysis of Different Wastes. Sustainability 2023, 15, 8119. https://doi.org/10.3390/su15108119
Atasağun N. High-Temperature Rheological Properties and Storage Stability of Bitumen Modified with the Char Produced from Co-Pyrolysis of Different Wastes. Sustainability. 2023; 15(10):8119. https://doi.org/10.3390/su15108119
Chicago/Turabian StyleAtasağun, Neslihan. 2023. "High-Temperature Rheological Properties and Storage Stability of Bitumen Modified with the Char Produced from Co-Pyrolysis of Different Wastes" Sustainability 15, no. 10: 8119. https://doi.org/10.3390/su15108119
APA StyleAtasağun, N. (2023). High-Temperature Rheological Properties and Storage Stability of Bitumen Modified with the Char Produced from Co-Pyrolysis of Different Wastes. Sustainability, 15(10), 8119. https://doi.org/10.3390/su15108119