


Performance Optimization of Lignocellulosic Fiber-Reinforced Brake Friction Composite Materials Using an Integrated CRITIC-CODAS-Based Decision-Making Approach

 ,
,  , ,
, ,  , and
, and 
Abstract
1. Introduction
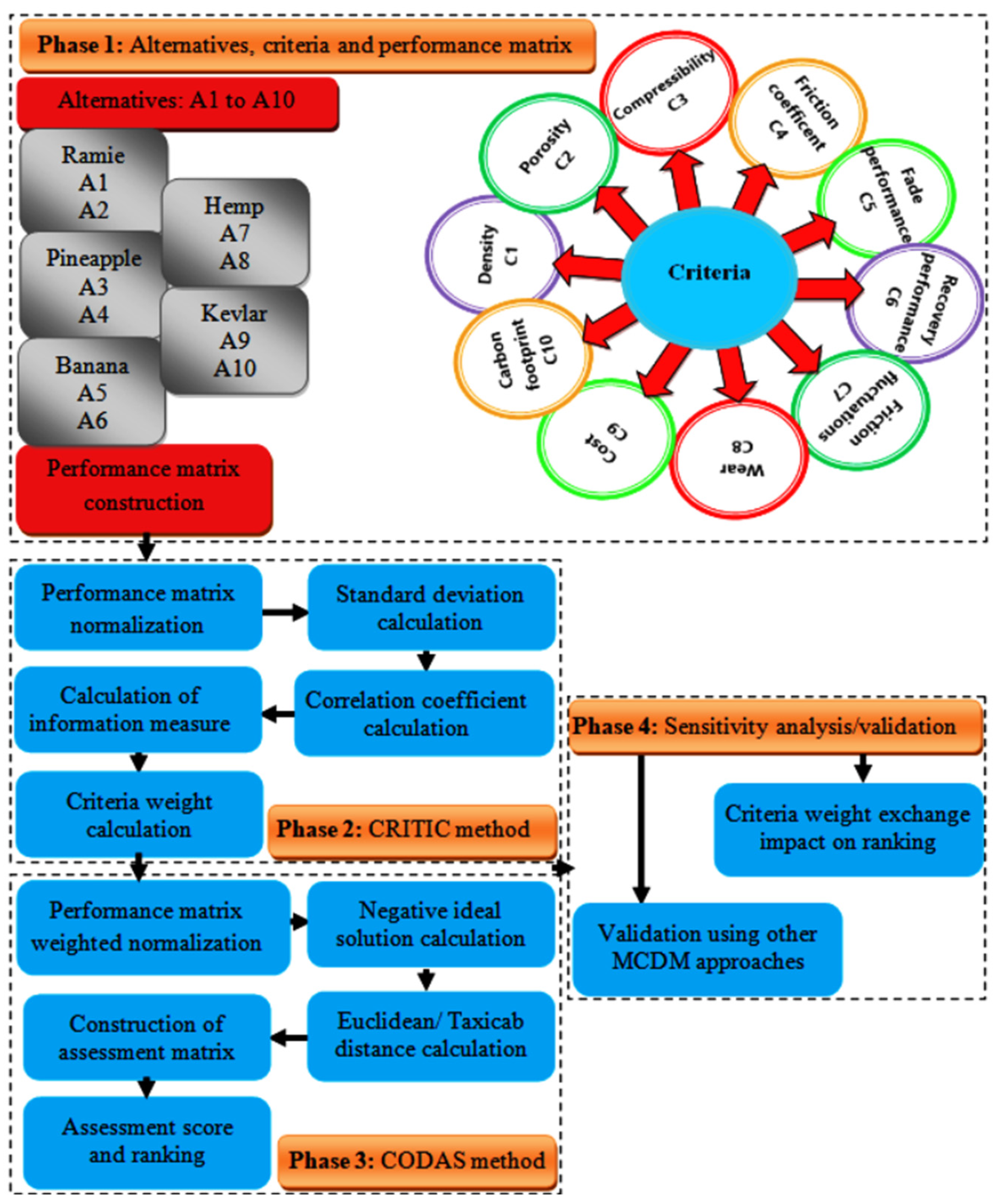
2. Optimization Methodology
2.1. Phase 1: Alternatives, Criteria, and Performance Matrix
2.2. Phase 2: CRITIC Method
2.3. Phase 3: CODAS Method
2.4. Phase 4: Sensitivity Analysis and Validation
3. Alternatives and Criteria Selection
3.1. Alternatives Selection
3.2. Criteria Selection
4. Results and Discussion
4.1. Criteria Results
4.2. Ranking Analysis
4.2.1. CRITIC Results
4.2.2. CODAS Results
4.3. Sensitivity Analysis
4.4. Methodology Validation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vijay, R.; Rajan, B.; Sathickbasha, K.; Hariharasakthisudhan, P.; Singaravelu, D.; Manoharan, S.; Balaji, P.; Ahmed, A.; Sethupathi, P. Influence of metal sulfide coated steel fibers on the friction and wear performance of brake friction composites. Tribol. Int. 2022, 176, 107924. [Google Scholar] [CrossRef]
- Park, J.; Gweon, J.; Seo, H.; Song, W.; Lee, D.; Choi, J.; Kim, Y.; Jang, H. Effect of space fillers in brake friction composites on airborne particle emission: A case study with BaSO4, Ca(OH)2, and CaCO3. Tribol. Int. 2022, 165, 107334. [Google Scholar] [CrossRef]
- Sathyamoorthy, G.; Vijay, R.; Singaravelu, D.L. A comparative study on tribological characterisations of different abrasives based non-asbestos brake friction composites. Mater. Today Proc. 2022, 56, 661–668. [Google Scholar] [CrossRef]
- Li, C.; Fei, J.; Zhang, T.; Zhao, S.; Qi, L. Relationship between surface characteristics and properties of fiber-reinforced resin-based composites. Compos. Part B Eng. 2023, 249, 110422. [Google Scholar] [CrossRef]
- Candeo, S.; Leonardi, M.; Gialanella, S.; Straffelini, S. Influence of contact pressure and velocity on the brake behaviour and particulate matter emissions. Wear 2023, 514, 204579. [Google Scholar] [CrossRef]
- Yu, K.; Shang, X.; Zhao, X.; Fu, L.; Zuo, X.; Yang, H. High frictional stability of braking material reinforced by Basalt fibers. Tribol. Int. 2023, 178, 108048. [Google Scholar] [CrossRef]
- Monreal-Perez, P.; Elduque, D.; López, D.; Sola, I.; Yaben, J.; Clavería, I. Full-scale dynamometer tests of composite railway brake shoes including latxa sheep wool fibers. J. Clean. Prod. 2022, 379, 134533. [Google Scholar] [CrossRef]
- Nogueira, A.P.G.; Gehlen, G.; Neis, P.; Ferreira, N.; Gialanella, S.; Straffelini, G. Rice husk as a natural ingredient for brake friction material: A pin-on-disc investigation. Wear 2022, 494, 204272. [Google Scholar]
- Lendvai, L.; Patnaik, A. The effect of coupling agent on the mechanical properties of injection molded polypropylene/wheat straw composites. Acta Tech. Jaurinensis 2022, 15, 232–238. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Czók, C.; Mucsi, Z.; Kóczán, Z.; Horváth, P.G.; Bak, M.; Alpár, T. Effects of Sisal/Cotton Interwoven Fabric and Jute Fibers Loading on Polylactide Reinforced Biocomposites. Fibers Polym. 2022, 23, 3581–3595. [Google Scholar] [CrossRef]
- Hasan, K.F.; Horváth, P.G.; Baş, S.; Mucsi, Z.M.; Bak, M.; Alpár, T. Physicochemical and morphological properties of microcrystalline cellulose and nanocellulose extracted from coir fibers and its composites. In Coir Fiber and Its Composites; Woodhead Publishing: Cambridge, UK, 2022; pp. 255–273. [Google Scholar]
- Lee, P.W.; Filip, P. Friction and wear of Cu-free and Sb-free environmental friendly automotive brake materials. Wear 2013, 302, 1404–1413. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, S.; Zhuang, J.; Tong, J.; Xiao, Y.; Qi, H. The evaluation of physio-mechanical and tribological characterization of friction composites reinforced by waste corn stalk. Materials 2018, 11, 901. [Google Scholar] [CrossRef] [PubMed]
- Fu, Z.; Suo, B.; Yun, R.; Lu, Y.; Wang, H.; Qi, S.; Jiang, S.; Lu, Y.; Matejka, V. Development of eco-friendly brake friction composites containing flax fibers. J. Reinf. Plast. Compos. 2012, 31, 681–689. [Google Scholar] [CrossRef]
- Rajan, R.; Tyagi, Y.K.; Singh, S. Waste and natural fiber based automotive brake composite materials: Influence of slag and coir on tribological performance. Polym. Compos. 2022, 43, 1508–1517. [Google Scholar] [CrossRef]
- Gehlen, G.; Neis, P.; Barros, L.; Poletto, J.; Ferreira, N.; Amico, S. Tribological performance of eco-friendly friction materials with rice husk. Wear 2022, 500, 204374. [Google Scholar] [CrossRef]
- Amirjan, M. Microstructure, wear and friction behavior of nanocomposite materials with natural ingredients. Tribol. Int. 2019, 131, 184–190. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, S.; Zhuang, J.; Tong, J.; Qi, H. Tribological and physio-mechanical characterization of cow dung fibers reinforced friction composites: An effective utilization of cow dung waste. Tribol. Int. 2019, 131, 200–211. [Google Scholar] [CrossRef]
- Ahmed, J.; Balaji, M.S.; Saravanakumar, S.; Sanjay, M.R.; Senthamaraikannan, P. Characterization of Areva javanica fiber—A possible replacement for synthetic acrylic fiber in the disc brake pad. J. Ind. Text. 2019, 49, 294–317. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, Y.; Yu, J.; Zhuang, J.; Wu, S.; Tong, J. Development and characterization of alkali treated abaca fiber reinforced friction composites. Compos. Interfaces 2019, 26, 67–82. [Google Scholar] [CrossRef]
- Rajan, B.S.; Saibalaji, M.A.; Mohideen, S.R. Tribological performance evaluation of epoxy modified phenolic FC reinforced with chemically modified Prosopis juliflora bark fiber. Mater. Res. Express 2019, 6, 075313. [Google Scholar] [CrossRef]
- Kalel, N.; Bhatt, B.; Darpe, A.; Bijwe, J. Copper-free brake-pads: A break-through by selection of the right kind of stainless steel particles. Wear 2021, 464, 203537. [Google Scholar] [CrossRef]
- Abdulvahitoglu, A.; Kilic, M. A new approach for selecting the most suitable oilseed for biodiesel production; the integrated AHP-TOPSIS method. Ain Shams Eng. J. 2022, 13, 101604. [Google Scholar] [CrossRef]
- Elboshy, B.; Alwetaishi, M.; Aly, R.M.H.; Zalhaf, A.S. A suitability mapping for the PV solar farms in Egypt based on GIS-AHP to optimize multi-criteria feasibility. Ain Shams Eng. J. 2022, 13, 101618. [Google Scholar] [CrossRef]
- Satapathy, B.K.; Bijwe, J. Performance of friction materials based on variation in nature of organic fibers Part II: Optimization by balancing and ranking using multiple criteria decision model (MCDM). Wear 2004, 257, 585–589. [Google Scholar] [CrossRef]
- Satapathy, B.K.; Majumdar, A.; Tomar, B.S. Optimal design of flyash filled composite friction materials using combined analytical hierarchy process and technique for order preference by similarity to ideal solutions approach. Mater. Des. 2010, 31, 1937–1944. [Google Scholar] [CrossRef]
- Zhu, Z.; Xu, L.; Chen, G.; Li, Y. Optimization on tribological properties of aramid fiber and CaSO4 whisker rein-forced non-metallic friction material with analytic hierarchy process and preference ranking organization method for enrichment evaluations. Mater. Des. 2010, 31, 551–555. [Google Scholar] [CrossRef]
- Yun, R.; Filip, P.; Lu, Y. Performance and evaluation of eco-friendly brake friction materials. Tribol. Int. 2010, 43, 2010–2019. [Google Scholar] [CrossRef]
- Singh, T.; Patnaik, A.; Gangil, B.; Chauhan, R. Optimization of tribo-performance of brake friction materials: Effect of nano filler. Wear 2015, 324, 10–16. [Google Scholar] [CrossRef]
- Abutu, J.; Lawal, S.A.; Ndaliman, M.B.; Lafia-Araga, R.A.; Adedipe, O.; Choudhury, I.A. Effects of process parameters on the properties of brake pad developed from seashell as reinforcement material using grey relational analysis. Eng. Sci. Technol. Int. J. 2018, 21, 787–797. [Google Scholar] [CrossRef]
- Mahale, V.; Bijwe, J.; Sinha, S. Application and comparative study of new optimization method for performance ranking of friction materials. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 143–154. [Google Scholar] [CrossRef]
- Singh, T.; Patnaik, A.; Chauhan, R.; Chauhan, P. Selection of brake friction materials using hybrid analytical hierarchy process and vise kriterijumska optimizacija kompromisno resenje approach. Polym. Compos. 2018, 39, 1655–1662. [Google Scholar] [CrossRef]
- Kumar, N.; Singh, T.; Grewal, J.S.; Patnaik, A.; Fekete, G. A novel hybrid AHP-SAW approach for optimal selection of natural fiber reinforced non-asbestos organic brake friction composites. Mater. Res. Express 2019, 6, 065701. [Google Scholar] [CrossRef]
- Singh, T.; Patnaik, A.; Fekete, G.; Chauhan, R.; Gangil, B. Application of hybrid analytical hierarchy process and complex proportional assessment approach for optimal design of brake friction materials. Polym. Compos. 2019, 40, 1602–1608. [Google Scholar] [CrossRef]
- Singaravelu, D.L.; Vijay, R.; Filip, P. Influence of various cashew friction dusts on the fade and recovery characteristics of non-asbestos copper free brake friction composites. Wear 2019, 426, 1129–1141. [Google Scholar] [CrossRef]
- Singh, T.; Pattnaik, P.; Pruncu, C.I.; Tiwari, A.; Fekete, G. Selection of natural fibers based brake friction composites using hybrid ELECTRE-entropy optimization technique. Polym. Test. 2020, 89, 106614. [Google Scholar] [CrossRef]
- Shinde, D.; Öktem, H.; Kalita, K.; Chakraborty, S.; Gao, X.Z. Optimization of process parameters for friction materials using multi-criteria decision making: A comparative analysis. Processes 2021, 9, 1570. [Google Scholar] [CrossRef]
- Singh, T. Optimum design based on fabricated natural fiber reinforced automotive brake friction composites using hybrid CRITIC-MEW approach. J. Mater. Res. Technol. 2021, 14, 81–92. [Google Scholar] [CrossRef]
- Ahlawat, V.; Anuradha, P.; Kajal, S. Preference selection of brake friction composite using entropy-VIKOR technique. Mater. Today Proc. 2021, 46, 9573–9579. [Google Scholar] [CrossRef]
- Kalel, N.; Bhatt, B.; Darpe, A.; Bijwe, J. Argon low-pressure plasma treatment to stainless steel particles to augment the wear resistance of Cu-free brake-pads. Tribol. Int. 2022, 167, 107366. [Google Scholar] [CrossRef]
- Kalel, N.; Bhatt, B.; Darpe, A.; Bijwe, J. Exploration of Zylon fibers with various aspect ratios to enhance the performance of eco-friendly brake-pads. Tribol. Int. 2022, 167, 107385. [Google Scholar] [CrossRef]
- Singh, T.; Singh, V.; Ranakoti, L.; Kumar, S. Optimization on tribological properties of natural fiber reinforced brake friction composite materials: Effect of objective and subjective weighting methods. Polym. Test. 2023, 117, 107873. [Google Scholar] [CrossRef]
- Wątróbski, J.; Bączkiewicz, A.; Król, R.; Sałabun, W. Green electricity generation assessment using the CO-DAS-COMET method. Ecol. Indic. 2022, 143, 109391. [Google Scholar] [CrossRef]
- Diakoulaki, D.; Mavrotas, G.; Papayannakis, L. Determining objective weights in multiple criteria problems: The critic method. Comput. Oper. Res. 1995, 22, 763–770. [Google Scholar] [CrossRef]
- Sotoudeh-Anvari, A. The applications of MCDM methods in COVID-19 pandemic: A state of the art review. Appl. Soft Comput. 2022, 126, 109238. [Google Scholar] [CrossRef]
- Ghorabaee, K.M.; Zavadskas, E.K.; Turskis, Z.; Antucheviciene, J. A new combinative distance-based assessment (CODAS) method for multi-criteria decision-making. Econ. Comput. Econ. Cybern. Stud. Res. 2016, 50, 25–44. [Google Scholar]
- Badi, I.; Kridish, M. Landfill site selection using a novel FUCOM-CODAS model: A case study in Libya. Sci. Afr. 2020, 9, e00537. [Google Scholar] [CrossRef]
- Ren, J. Sustainability prioritization of energy storage technologies for promoting the development of renewable energy: A novel intuitionistic fuzzy combinative distance-based assessment approach. Renew. Energy 2018, 121, 666–676. [Google Scholar] [CrossRef]
- Raheja, S.; Obaidat, M.S.; Kumar, M.; Sadoun, B. Bhushan. A hybrid MCDM framework and simulation analysis for the assessment of worst polluted cities. Simul. Model. Pract. Theory 2022, 118, 102540. [Google Scholar] [CrossRef]
- Kumari, A.; Acherjee, B. Selection of non-conventional machining process using CRITIC-CODAS method. Mater. Today Proc. 2022, 56, 66–71. [Google Scholar] [CrossRef]
- Sivalingam, V.; Kumar, P.G.; Prabakaran, R.; Sun, J.; Velraj, R.; Kim, S.C. An automotive radiator with multi-walled carbon-based nanofluids: A study on heat transfer optimization using MCDM techniques. Case Stud. Therm. Eng. 2022, 29, 101724. [Google Scholar] [CrossRef]
- Roy, J.; Das, S.; Kar, S.; Pamučar, D. An extension of the CODAS approach using interval-valued intuitionistic fuzzy set for sustainable material selection in construction projects with incomplete weight information. Symmetry 2019, 11, 393. [Google Scholar] [CrossRef]
- De Falco, G.; Russo, G.; Ferrara, S.; De Soccio, V.; D’Anna, A. Sustainable design of low-emission brake pads for railway vehicles: An experimental characterization. Atmos. Environ. X 2023, 18, 100215. [Google Scholar] [CrossRef]
- Paramathma, B.S.; Sundaram, M.; Palani, V.; Raghunathan, V.; Dhilip, J.D.J.; Khan, A. Characterization of Silane Treated and Untreated Citrullus lanatus Fibers Based eco-friendly Automotive Brake Friction Composites. J. Nat. Fibers 2022, 19, 13273–13287. [Google Scholar] [CrossRef]
- Kumar, M.; Bijwe, J. Optimized selection of metallic fillers for best combination of performance properties of friction materials: A comprehensive study. Wear 2013, 303, 569–583. [Google Scholar] [CrossRef]
- Singireddy, V.R.; Jogineedi, R.; Kancharla, S.K.; Farokhzadeh, K.; Filip, P. On scaled-down bench testing to accelerate the development of novel friction brake materials. Tribol. Int. 2022, 174, 107754. [Google Scholar] [CrossRef]
- Kumar, M.; Satapathy, B.K.; Patnaik, A.; Kolluri, D.K.; Tomar, B.S. Hybrid composite friction materials reinforced with combination of potassium titanate whiskers and aramid fibre: Assessment of fade and recovery performance. Tribol. Int. 2011, 44, 359–367. [Google Scholar] [CrossRef]
- Aranganathan, N.; Bijwe, J. Special grade of graphite in NAO friction materials for possible replacement of copper. Wear 2015, 330, 515–523. [Google Scholar] [CrossRef]
- Teijin Aramid Sustainability Report. 2021. Available online: https://www.teijinaramid.com/wp-content/uploads/2022/05/Teijin-Aramid-Sustainability-Report-2021-2.pdf (accessed on 4 November 2022).
- Product Carbon Footprint (PCF)-Calculation and Comparison of Naturally or Synthetically Produced Barium Sulphates. Available online: https://www.dolder.com/fileadmin/user_upload/content/Specialty_Chemicals/Products/Sachtleben_Carbon-Footprint_Natural-vs-Synthetic-Barium-Sulphates.pdf (accessed on 25 August 2022).
- de Beus, N.; Carus, M.; Barth, M. Carbon Footprint and Sustainability of Different Natural Fibres for Biocomposites and Insulation Material. Available online: http://eiha.org/media/2019/03/19-03-13-Study-Natural-Fibre-Sustainability-Carbon-Footprint.pdf (accessed on 28 June 2022).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MCDM Method | Number of | Year | Reference | |
|---|---|---|---|---|
| Alternatives | Criteria | |||
| BR | 5 | 5 | 2004 | [25] |
| TOPSIS | 8 | 6 | 2010 | [26] |
| PROMETHEE II | 6 | 6 | 2010 | [27] |
| EEM | 5 | 9 | 2010 | [28] |
| PSI | 4 | 8 | 2015 | [29] |
| GRA | 27 | 7 | 2018 | [30] |
| MOORA/EEM | 8 | 8 | 2018 | [31] |
| VIKOR | 8 | 8 | 2018 | [32] |
| SAW | 8 | 7 | 2019 | [33] |
| COPRAS | 16 | 8 | 2019 | [34] |
| VIKOR/ELECTRE | 6 | 5 | 2019 | [35] |
| ELECTRE II | 9 | 7 | 2020 | [36] |
| TOPSIS/VIKOR/EDAS/MOORA | 16, 9 | 3 | 2021 | [37] |
| MEW | 12 | 7 | 2021 | [38] |
| VIKOR | 9 | 6 | 2021 | [39] |
| MOORA | 7 | 8 | 2022 | [40] |
| MOORA | 6 | 8 | 2022 | [41] |
| EDAS | 16 | 7 | 2023 | [42] |
| Materials (wt.%) | Alternatives | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | A4 | A5 | A6 | A7 | A8 | A9 | A10 | |
| Fixed batch | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 45 |
| Barium sulfate | 50 | 45 | 50 | 45 | 50 | 45 | 50 | 45 | 50 | 45 |
| Ramie fiber | 5 | 10 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Pineapple fiber | 0 | 0 | 5 | 10 | 0 | 0 | 0 | 0 | 0 | 0 |
| Banana fiber | 0 | 0 | 0 | 0 | 5 | 10 | 0 | 0 | 0 | 0 |
| Hemp fiber | 0 | 0 | 0 | 0 | 0 | 0 | 5 | 10 | 0 | 0 |
| Kevlar fiber | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 5 | 10 |
| Experimental Cycle | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Burnish | Baseline-I | Fade-I | Recovery-I | Wear | Fade-II | Recovery-II | Baseline-II | ||
| Speed (RPM) | 308 | 411 | 411 | 411 | 411 | 411 | 411 | 411 | |
| Temperature (°C) | Initial | — | 82 | 82 | 261 | 193 | 82 | 317 | 82 |
| Final | 93 | 104 | 289 | 93 | 204 | 345 | 93 | 104 | |
| Load (N) | 440 | 660 | 660 | 660 | 660 | 660 | 660 | 660 | |
| Load on time | Min | 20 | — | 10 | — | — | 10 | — | — |
| Sec | — | 10 | — | 10 | 20 | — | 10 | 10 | |
| Load off time | Sec | — | 20 | — | — | 10 | — | — | 20 |
| Heating | Off | Off | On | Off | Off | On | Off | Off | |
| Application | 1 | 20 | 1 | 1 | 100 | 1 | 1 | 20 | |
| Alternatives | C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 | C9 | C10 |
|---|---|---|---|---|---|---|---|---|---|---|
| 2.56 | 6.28 | 1.02 | 0.547 | 22.12 | 109.14 | 0.178 | 1.16 | 1.01 | 2 (L) | |
| 2.48 | 7.12 | 1.26 | 0.540 | 26.67 | 112.04 | 0.209 | 1.34 | 1.08 | 1 (VL) | |
| 2.44 | 4.68 | 1.16 | 0.548 | 36.31 | 107.66 | 0.241 | 1.22 | 1.12 | 2 (L) | |
| 2.36 | 5.58 | 1.34 | 0.540 | 38.89 | 108.89 | 0.268 | 1.36 | 1.30 | 1 (VL) | |
| 2.38 | 5.42 | 1.04 | 0.518 | 36.10 | 111.20 | 0.255 | 1.32 | 1.03 | 2 (L) | |
| 2.33 | 5.88 | 1.12 | 0.526 | 24.71 | 108.56 | 0.187 | 1.41 | 1.11 | 1 (VL) | |
| 2.53 | 6.82 | 1.12 | 0.544 | 30.33 | 107.54 | 0.206 | 1.08 | 1.06 | 2 (L) | |
| 2.46 | 7.24 | 1.18 | 0.540 | 33.70 | 108.70 | 0.229 | 1.21 | 1.17 | 1 (VL) | |
| 2.38 | 4.34 | 0.88 | 0.592 | 35.98 | 107.43 | 0.257 | 1.18 | 2.64 | 3 (H) | |
| 2.26 | 6.54 | 1.16 | 0.574 | 51.05 | 111.50 | 0.359 | 1.06 | 4.33 | 4 (VH) |
| Alternatives | C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 | C9 | C10 |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.0000 | 0.3310 | 0.6957 | 0.3919 | 1.0000 | 0.3709 | 1.0000 | 0.7143 | 1.0000 | 0.6667 | |
| 0.2667 | 0.0414 | 0.1739 | 0.2973 | 0.8427 | 1.0000 | 0.8287 | 0.2000 | 0.9789 | 1.0000 | |
| 0.4000 | 0.8828 | 0.3913 | 0.4054 | 0.5095 | 0.0499 | 0.6519 | 0.5429 | 0.9669 | 0.6667 | |
| 0.6667 | 0.5724 | 0.0000 | 0.2973 | 0.4203 | 0.3167 | 0.5028 | 0.1429 | 0.9127 | 1.0000 | |
| 0.6000 | 0.6276 | 0.6522 | 0.0000 | 0.5168 | 0.8178 | 0.5746 | 0.2571 | 0.9940 | 0.6667 | |
| 0.7667 | 0.4690 | 0.4783 | 0.1081 | 0.9105 | 0.2451 | 0.9503 | 0.0000 | 0.9699 | 1.0000 | |
| 0.1000 | 0.1448 | 0.4783 | 0.3514 | 0.7162 | 0.0239 | 0.8453 | 0.9429 | 0.9849 | 0.6667 | |
| 0.3333 | 0.0000 | 0.3478 | 0.2973 | 0.5997 | 0.2755 | 0.7182 | 0.5714 | 0.9518 | 1.0000 | |
| 0.6000 | 1.0000 | 1.0000 | 1.0000 | 0.5209 | 0.0000 | 0.5635 | 0.6571 | 0.5090 | 0.3333 | |
| 1.0000 | 0.2414 | 0.3913 | 0.7568 | 0.0000 | 0.8829 | 0.0000 | 1.0000 | 0.0000 | 0.0000 |
| C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 | C9 | C10 | |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.3098 | 0.3421 | 0.2789 | 0.2917 | 0.2872 | 0.3710 | 0.2873 | 0.3416 | 0.3255 | 0.3315 | |
| 3.3959 | 3.1522 | 2.3947 | 2.9424 | 2.4044 | 3.9902 | 2.4228 | 3.5982 | 2.9228 | 3.1578 | |
| 0.1118 | 0.1038 | 0.0788 | 0.0969 | 0.0791 | 0.1313 | 0.0798 | 0.1184 | 0.0962 | 0.1039 |
| Alternatives | C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 | C9 | C10 |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.8828 | 0.6911 | 0.8627 | 0.9240 | 1.0000 | 0.9741 | 1.0000 | 0.9138 | 1.0000 | 0.5000 | |
| 0.9113 | 0.6096 | 0.6984 | 0.9122 | 0.8294 | 1.0000 | 0.8517 | 0.7910 | 0.9352 | 1.0000 | |
| 0.9262 | 0.9274 | 0.7586 | 0.9257 | 0.6092 | 0.9609 | 0.7386 | 0.8689 | 0.9018 | 0.5000 | |
| 0.9576 | 0.7778 | 0.6567 | 0.9122 | 0.5688 | 0.9719 | 0.6642 | 0.7794 | 0.7769 | 1.0000 | |
| 0.9496 | 0.8007 | 0.8462 | 0.8750 | 0.6127 | 0.9925 | 0.6980 | 0.8030 | 0.9806 | 0.5000 | |
| 0.9700 | 0.7381 | 0.7857 | 0.8885 | 0.8952 | 0.9689 | 0.9519 | 0.7518 | 0.9099 | 1.0000 | |
| 0.8933 | 0.6364 | 0.7857 | 0.9189 | 0.7293 | 0.9598 | 0.8641 | 0.9815 | 0.9528 | 0.5000 | |
| 0.9187 | 0.5994 | 0.7458 | 0.9122 | 0.6564 | 0.9702 | 0.7773 | 0.8760 | 0.8632 | 1.0000 | |
| 0.9496 | 1.0000 | 1.0000 | 1.0000 | 0.6148 | 0.9589 | 0.6926 | 0.8983 | 0.3826 | 0.3333 | |
| 1.0000 | 0.6636 | 0.7586 | 0.9696 | 0.4333 | 0.9952 | 0.4958 | 1.0000 | 0.2333 | 0.2500 |
| Alternatives | C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 | C9 | C10 |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.0987 | 0.0717 | 0.0680 | 0.0895 | 0.0791 | 0.1279 | 0.0798 | 0.1082 | 0.0962 | 0.0520 | |
| 0.1019 | 0.0633 | 0.0550 | 0.0884 | 0.0656 | 0.1313 | 0.0680 | 0.0937 | 0.0900 | 0.1039 | |
| 0.1036 | 0.0963 | 0.0598 | 0.0897 | 0.0482 | 0.1262 | 0.0589 | 0.1029 | 0.0868 | 0.0520 | |
| 0.1071 | 0.0807 | 0.0517 | 0.0884 | 0.0450 | 0.1276 | 0.0530 | 0.0923 | 0.0747 | 0.1039 | |
| 0.1062 | 0.0831 | 0.0667 | 0.0848 | 0.0485 | 0.1303 | 0.0557 | 0.0951 | 0.0943 | 0.0520 | |
| 0.1084 | 0.0766 | 0.0619 | 0.0861 | 0.0708 | 0.1272 | 0.0760 | 0.0890 | 0.0875 | 0.1039 | |
| 0.0999 | 0.0661 | 0.0619 | 0.0890 | 0.0577 | 0.1260 | 0.0690 | 0.1162 | 0.0917 | 0.0520 | |
| 0.1027 | 0.0622 | 0.0588 | 0.0884 | 0.0519 | 0.1274 | 0.0620 | 0.1037 | 0.0830 | 0.1039 | |
| 0.1062 | 0.1038 | 0.0788 | 0.0969 | 0.0486 | 0.1259 | 0.0553 | 0.1064 | 0.0368 | 0.0346 | |
| 0.1118 | 0.0689 | 0.0598 | 0.0940 | 0.0343 | 0.1307 | 0.0396 | 0.1184 | 0.0224 | 0.0260 | |
| 0.0987 | 0.0622 | 0.0517 | 0.0848 | 0.0343 | 0.1259 | 0.0396 | 0.0890 | 0.0224 | 0.0260 |
| Alternatives | ||
|---|---|---|
| 0.1024 | 0.2365 | |
| 0.1118 | 0.2264 | |
| 0.0827 | 0.1895 | |
| 0.0977 | 0.1898 | |
| 0.0841 | 0.1820 | |
| 0.1157 | 0.2529 | |
| 0.0881 | 0.1947 | |
| 0.1042 | 0.2095 | |
| 0.0608 | 0.1586 | |
| 0.0354 | 0.0711 |
| Alternatives | Rank | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.000 | −0.009 | 0.020 | 0.005 | 0.018 | −0.013 | 0.014 | −0.002 | 0.042 | 0.067 | 0.142 | 4 | |
| 0.009 | 0.000 | 0.029 | 0.014 | 0.028 | −0.004 | 0.024 | 0.008 | 0.051 | 0.077 | 0.236 | 2 | |
| −0.020 | −0.029 | 0.000 | −0.015 | −0.001 | −0.033 | −0.005 | −0.021 | 0.022 | 0.047 | −0.055 | 8 | |
| −0.005 | −0.014 | 0.015 | 0.000 | 0.014 | −0.018 | 0.010 | −0.007 | 0.037 | 0.062 | 0.094 | 5 | |
| −0.018 | −0.028 | 0.001 | −0.014 | 0.000 | −0.031 | −0.004 | −0.020 | 0.023 | 0.049 | −0.041 | 7 | |
| 0.013 | 0.004 | 0.033 | 0.018 | 0.032 | 0.000 | 0.028 | 0.011 | 0.055 | 0.081 | 0.274 | 1 | |
| −0.014 | −0.024 | 0.005 | −0.010 | 0.004 | −0.028 | 0.000 | −0.016 | 0.027 | 0.053 | −0.002 | 6 | |
| 0.002 | −0.008 | 0.021 | 0.007 | 0.020 | −0.011 | 0.016 | 0.000 | 0.043 | 0.069 | 0.159 | 3 | |
| −0.042 | −0.051 | −0.022 | −0.037 | −0.023 | −0.055 | −0.027 | −0.043 | 0.000 | 0.025 | −0.274 | 9 | |
| −0.067 | −0.076 | −0.047 | −0.062 | −0.049 | −0.080 | −0.053 | −0.069 | −0.025 | 0.000 | −0.528 | 10 |
| MCDM Model | CODAS | EDAS | SAW | MEW | WASPAS | COPRAS | PSI | MOORA | TOPSIS |
|---|---|---|---|---|---|---|---|---|---|
| CODAS | 1 | 0.976 | 0.939 | 0.939 | 0.939 | 0.903 | 0.879 | 0.879 | 0.952 |
| EDAS | - | 1 | 0.976 | 0.976 | 0.976 | 0.952 | 0.915 | 0.915 | 0.989 |
| SAW | - | - | 1 | 1 | 1 | 0.989 | 0.964 | 0.964 | 0.952 |
| MEW | - | - | - | 1 | 1 | 0.989 | 0.964 | 0.964 | 0.952 |
| WASPAS | - | - | - | - | 1 | 0.989 | 0.964 | 0.964 | 0.952 |
| COPRAS | - | - | - | - | - | 1 | 0.989 | 0.989 | 0.939 |
| PSI | - | - | - | - | - | - | 1 | 1 | 0.903 |
| MOORA | - | - | - | - | - | - | - | 1 | 0.903 |
| TOPSIS | - | - | - | - | - | - | - | - | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, T.; Aherwar, A.; Ranakoti, L.; Bhandari, P.; Singh, V.; Lendvai, L. Performance Optimization of Lignocellulosic Fiber-Reinforced Brake Friction Composite Materials Using an Integrated CRITIC-CODAS-Based Decision-Making Approach. Sustainability 2023, 15, 8880. https://doi.org/10.3390/su15118880
Singh T, Aherwar A, Ranakoti L, Bhandari P, Singh V, Lendvai L. Performance Optimization of Lignocellulosic Fiber-Reinforced Brake Friction Composite Materials Using an Integrated CRITIC-CODAS-Based Decision-Making Approach. Sustainability. 2023; 15(11):8880. https://doi.org/10.3390/su15118880
Chicago/Turabian StyleSingh, Tej, Amit Aherwar, Lalit Ranakoti, Prabhakar Bhandari, Vedant Singh, and László Lendvai. 2023. "Performance Optimization of Lignocellulosic Fiber-Reinforced Brake Friction Composite Materials Using an Integrated CRITIC-CODAS-Based Decision-Making Approach" Sustainability 15, no. 11: 8880. https://doi.org/10.3390/su15118880
APA StyleSingh, T., Aherwar, A., Ranakoti, L., Bhandari, P., Singh, V., & Lendvai, L. (2023). Performance Optimization of Lignocellulosic Fiber-Reinforced Brake Friction Composite Materials Using an Integrated CRITIC-CODAS-Based Decision-Making Approach. Sustainability, 15(11), 8880. https://doi.org/10.3390/su15118880