
Preparation of Ceramsite Using Dehydrated Silt Soil and Its Performance on Compressive Strength of Ceramsite Concrete Block


Abstract
:1. Introduction
1.1. Silt Dewatering Technology
1.1.1. Flocculants
1.1.2. Curing Agents
1.2. Autoclaved Aerated Concrete Blocks
Ceramsite Autoclaved Aerated Concrete Block
1.3. Research Objectives
2. Preparation of Raw Materials and Experimental Design
2.1. Raw Materials
- (1)
- Muddy soil
- (2)
- Flocculant polyacrylamide (PAM)
- (3)
- Cement
- (4)
- Class II fly ash was from Beilun Power Plant, of which the technical indicators meet the requirements of Fly Ash for Cement and Concrete (GB/T 1596), as shown in Table 5.
- (5)
- Sand
- (6)
- Nano-CaCO3
2.2. Preparation of Test Pieces
2.2.1. Firing Ceramsite
2.2.2. Concrete Blocks
- (1)
- Weigh fly ash, sand, and gypsum, add water and mix for 60 s;
- (2)
- Then, add the weighed quicklime and cement, and mix for 120 s;
- (3)
- Weigh an appropriate amount of aluminum powder, add and stir for 60 s.
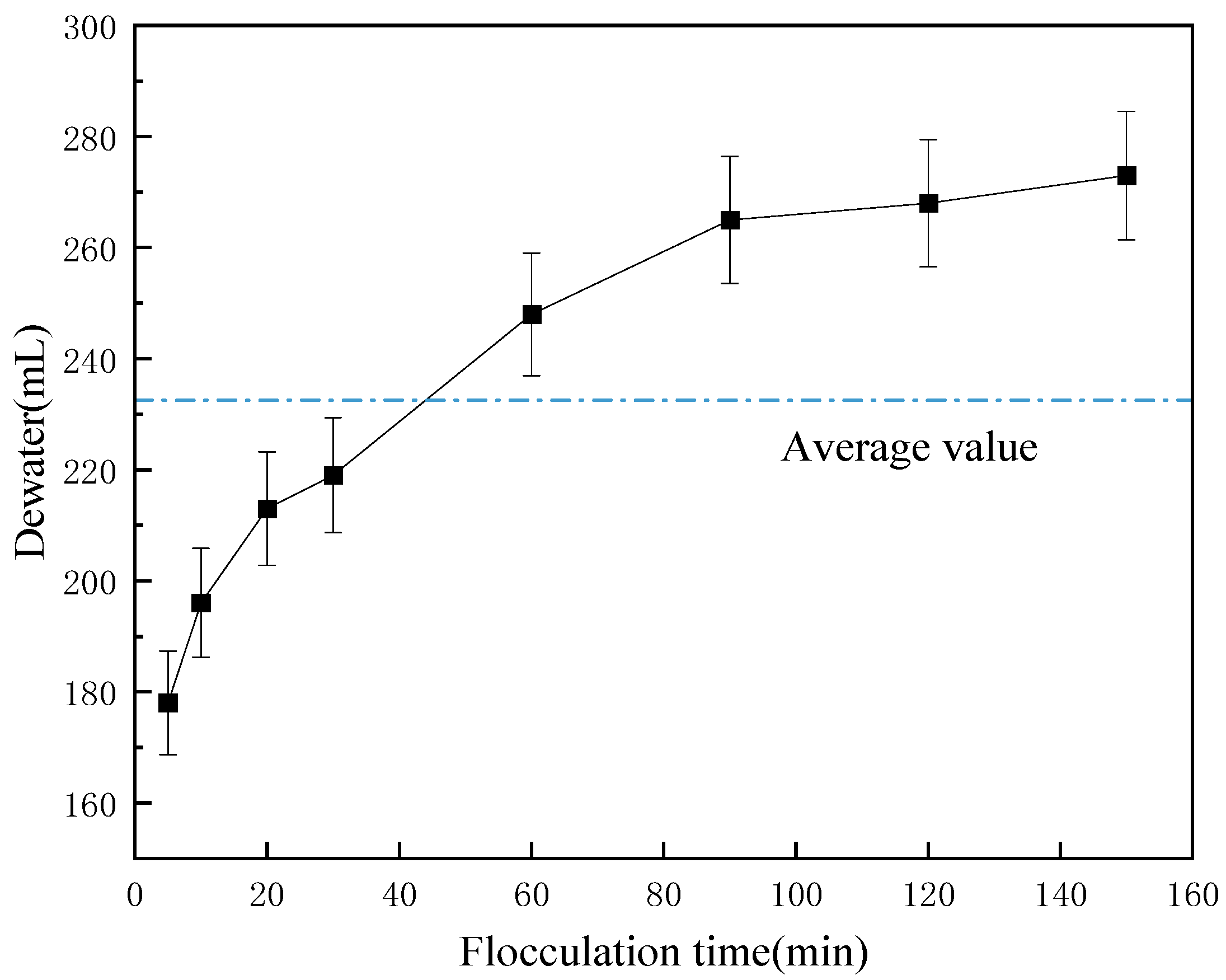
2.3. Effect of Flocculation Time on Dewatering Capacity
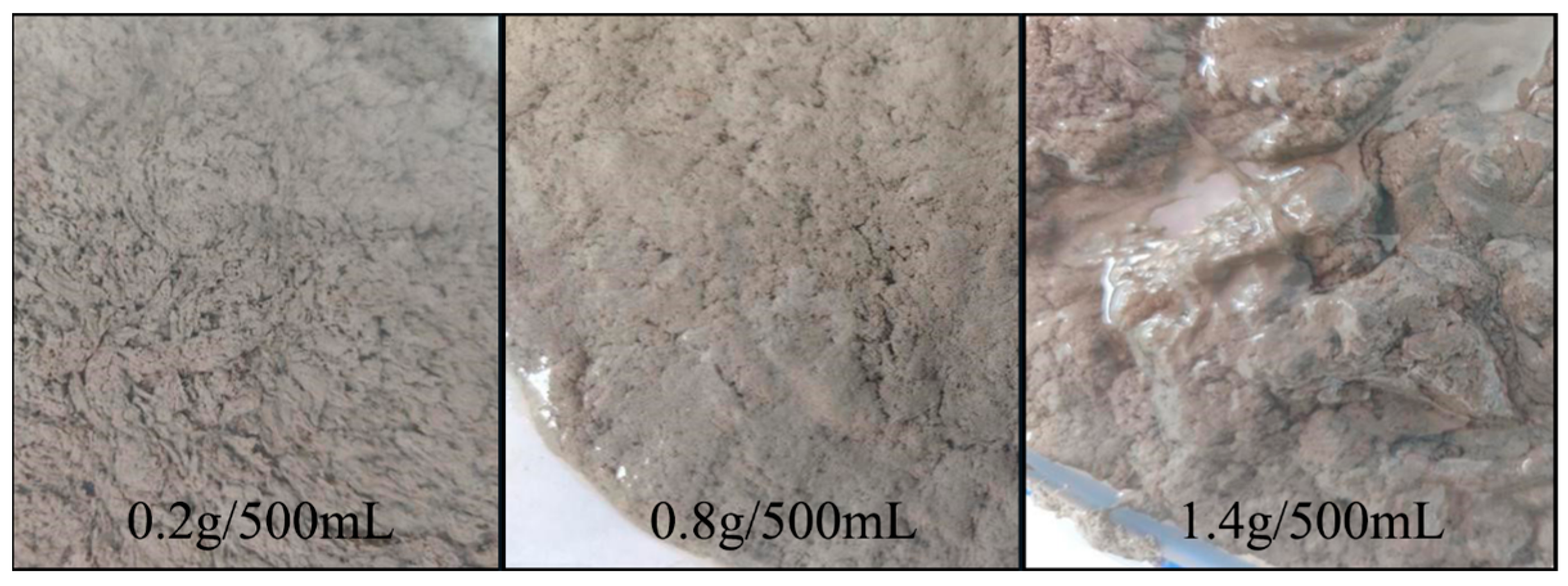
2.4. Effect of Dosage of Flocculant on Dewatering Capacity
2.5. Compressive Strength Test of Block
2.6. Scanning Electron Microscope
3. Results and Discussion
3.1. Relationship between Flocculation Effect and Flocculation Time
3.2. Relationship between Flocculation Effect and Dosage of Flocculant
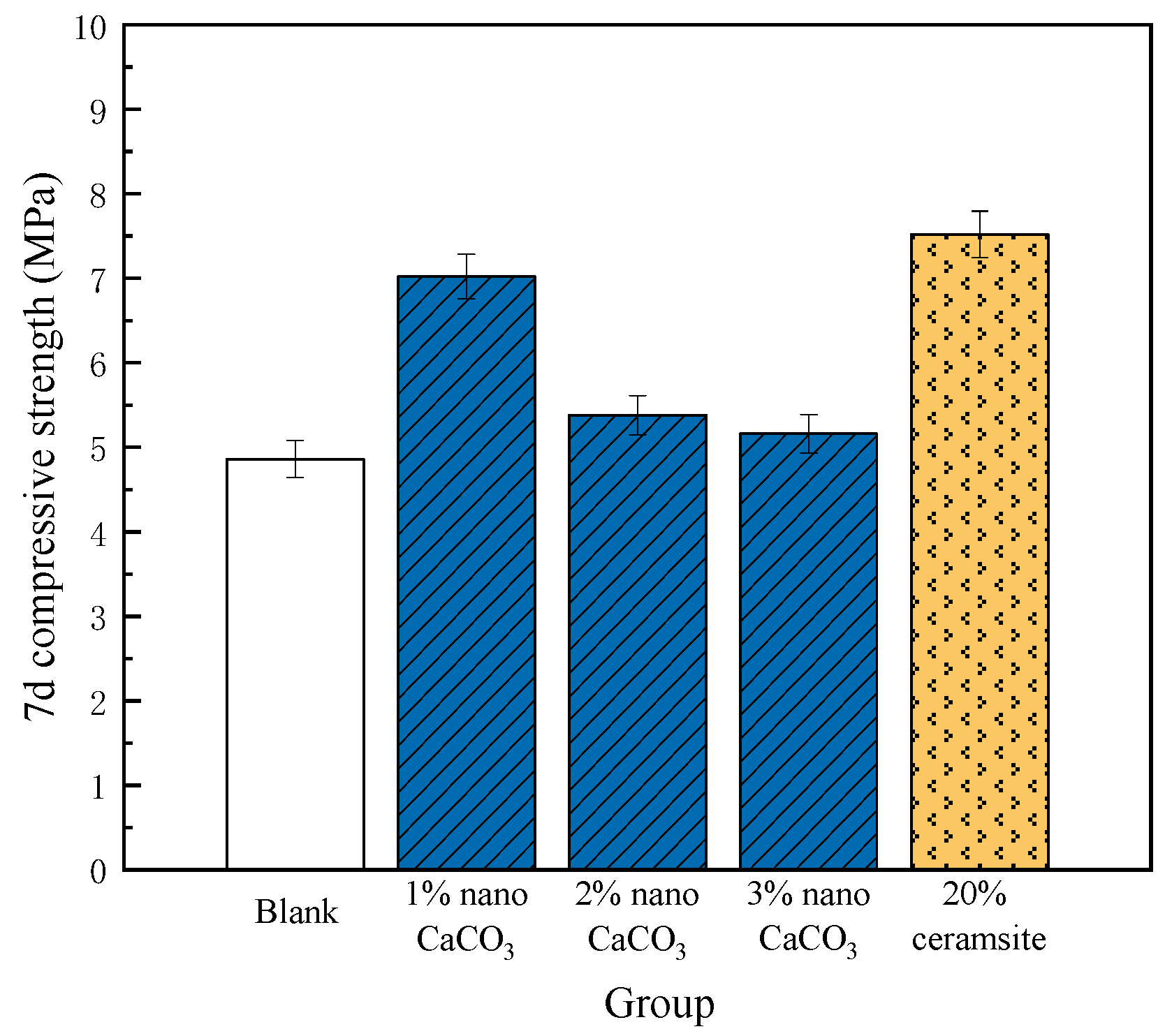
3.3. Compressive Strength Test of Concrete Block
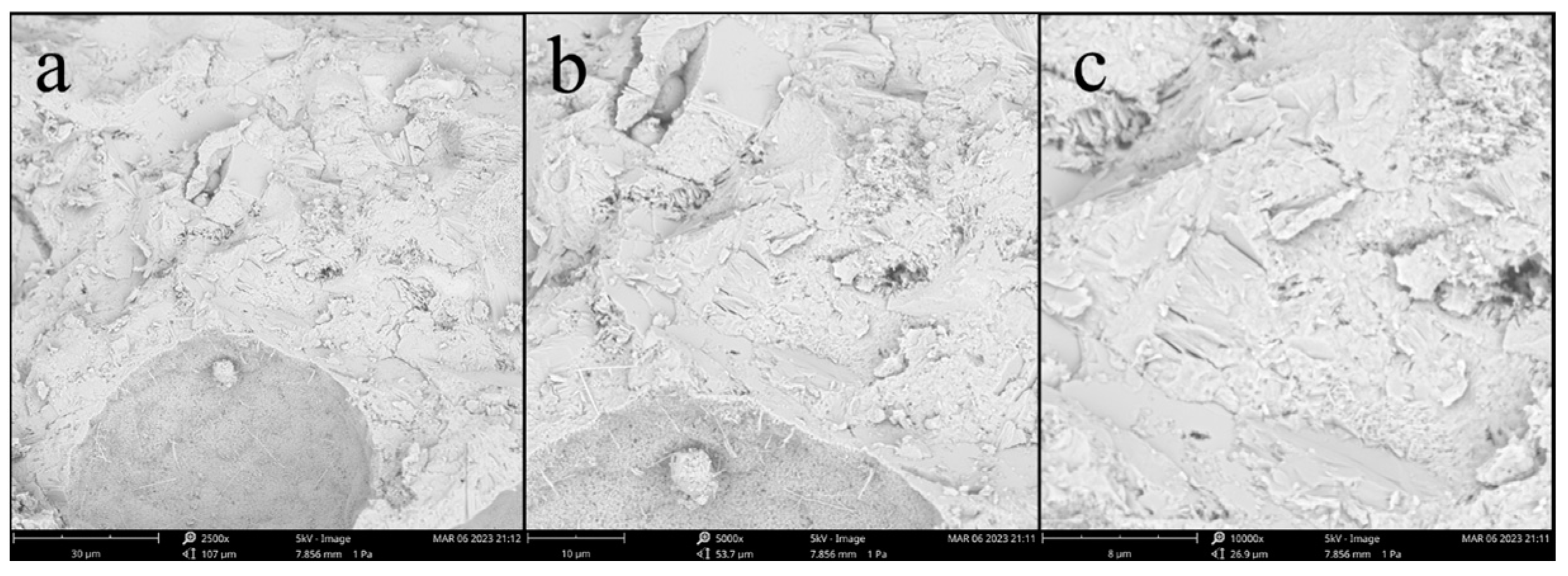
3.4. SEM Diagram of Autoclaved Aerated Concrete Test Block
4. Conclusions
- (1)
- The optimal flocculation time is 90 min, and a dosage of less than 0.6 g/500 mL led to increasing water removal as the dosage increased. However, for dosages greater than 0.6 g/500 mL, the dehydration amount decreased with increasing dosage. Considering cost and the required viscosity for ceramsite preparation, the optimal dosage of Wei flocculant was determined to be 0.8 g/L.
- (2)
- Nano-CaCO3 improves compressive strength by promoting hydration and filling pores, with 1% being the optimal amount resulting in a 44.4% improvement in strength. However, increasing the amount of Nano-CaCO3 led to agglomeration, which reduced compressive strength. By contrast, adding 20% ceramsite resulted in a 49.8% increase in compressive strength, surpassing the effect of 1% Nano-CaCO3.
- (3)
- “Dehydration of silt-firing ceramsite-preparing concrete blocks” is a feasible method for recycling silt. It can effectively treat a large amount of sludge which causing environmental pollution, and transform it into building materials with excellent performance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kenneth, W.C. Prediction of Consolidation of Very Soft Soiln. J. Geotech. Eng. 1984, 110, 775–795. [Google Scholar]
- Zhu, Y.; Jin, X.; Fang, H. Discussion on the application of mud-filled pipe bag technology. Tech. Text. 2000, 6, 36–38. [Google Scholar]
- Yang, G. Technical Guide for Application of Geosynthetics Reinforced Earth Structures; China Communication Press: Beijing, China, 2016. [Google Scholar]
- Wu, S.; Yan, Y.; Sun, P. Properties and preparation technology of high strength silt ceramsite lightweight aggregate. Bull. Chin. Ceram. Soc. 2018, 37, 2395–2399. [Google Scholar]
- Guo, J.; Chen, C. Sludge conditioning using the composite of a bioflocculant and PAC for enhancement in dewaterability. Chemosphere 2017, 185, 277–283. [Google Scholar] [CrossRef]
- Wu, W.; Ma, J.; Xu, J.; Wang, Z. Mechanistic insights into chemical conditioning by polyacrylamide with different charge densities and its iMPacts on sludge dewaterability. Chem. Eng. J. 2021, 410, 128425. [Google Scholar] [CrossRef]
- Chen, Q.; Wang, Y. Influence of single- and dual-flocculant conditioning on the geometric morphology and internal structure of activated sludge. Powder Technol. 2015, 270, 1–9. [Google Scholar] [CrossRef]
- Li, Q. Study on the Preparation of Bioflocculant and Its Flocculation Effect on Cyanobacteria in Chaohu Lake; Hefei University: Hefei, China, 2020. [Google Scholar]
- Tao, Y.; Fu, K. Development and progress of aerated concrete in China. New Build. Mater. 2003, 7, 16–19. [Google Scholar]
- Tu, F. Current Situation and Development Tendancy of Building Energy Conservation. Hous. Sci. 2004, 9, 8–11. [Google Scholar]
- Narayanan, K.; Ramamurthy, K. Structure and properties of aerated concrete: A review. Cem. Concr. Compos. 2000, 22, 321–329. [Google Scholar] [CrossRef]
- Sengupta, J. Development and application of light weight aerated concrete blocks from fly ash. Indian Concr. J. 1992, 66, 383–387. [Google Scholar]
- Mitsuda, T.; Sasaki, K.; Ishida, H. Phase Evolution during Autoclaving Process of Aerated Concrete. J. Am. Ceram. Soc. 2010, 75, 1858–1863. [Google Scholar] [CrossRef]
- Yang, E.H.; Liu, Y.Q.; Chen, Z.T. Environmental Sustainability through Recycling Incineration Bottom Ash for the Production of Autoclaved Aerated Concrete. Key Eng. Mater. 2015, 650, 20. [Google Scholar] [CrossRef]
- El-Hemaly, S.A.S.; Taha, A.S.; El-Didamony, H. Influence of slag substitution on some properties of sand-lime aerated concrete. J. Mater. Sci. 1986, 21, 1293–1296. [Google Scholar] [CrossRef]
- Sun, B.; Li, G.; Jia, C. Relationship between hydration products, strength and shrinkage of autoclaved aerated concrete. J. Chin. Ceram. Soc. 1983, 1, 79–86+134–136. [Google Scholar]
- Shao, J. Study on the Preparation and Properties of Recycled Concrete using Recycled Aggregate; Guangxi University: Nanning, China, 2013. [Google Scholar]
- Wang, D.; Wang, Y. Study on moisture content and frost resistance of desert sand autoclaved aerated concrete. Concrete 2018, 7, 137–140. [Google Scholar]
- Zhang, H. Experimental study of concrete resisting to freeze-thaw damage. Northwest Water Resour. Water Eng. 2001, 1, 49–52. [Google Scholar]
- Peng, J. Study on The Forming, Characterization and Effection of Autoclaved Aerated Concrete Pores; Chongqing University: Chongqing, China, 2011. [Google Scholar]
- Li, P.; Jing, P.; Geng, J.; Chen, G. Numerical Simulation of Equivalent Thermal Conductivity of Autoclaved Aerated Concrete. J. North China Univ. Water Resour. Electr. Power 2018, 39, 91–96. [Google Scholar]
- Cui, J.; He, W.; Liao, S.; Xia, X. Measuring and Analysing Techniques of Structural Features for Porous Materials Research. Mater. Rep. 2009, 23, 82–86. [Google Scholar]
- Zhou, S.; Lu, Z.; Yan, Y. Study on Thermal Conductivity Model of Foamed Concrete. Mater. Rep. 2009, 23, 69–73+83. [Google Scholar]
- Qian, X.; Qiu, Y.; Zhan, S. Self-insulation system for external wall of ceramsite reinforced aerated block. New Build. Mater. 2007, 34, 56–58. [Google Scholar]
- GB11968-2006; Autoclaved Aerated Concrete Blocks. Standards Press of China: Beijing, China, 2006.
- Wei, Y.; Wang, Y. Study on the Aerated Concrete Block Prepared by Silicon Tailing Ceramsite. Bull. Chin. Ceram. Soc. 2018, 37, 2336–2340+2345. [Google Scholar]
- Hou, X. Study on the Properties of Light Iron Tailings OreCeramsite Concrete for Structural Use; Chang’an University: Xi’an, China, 2021. [Google Scholar] [CrossRef]
- Matsui, K.; Kikuma, J.; Tsunashima, M.; Ishikawa, T.; Matsuno, S.Y.; Ogawa, A.; Sato, M. In situ time-resolved X-ray diffraction of tobermorite formation in autoclaved aerated concrete: Influence of silica source reactivity and Al addition. Cem. Concr. 2011, 41, 2066–2074. [Google Scholar] [CrossRef]
- Wang, S.; Yang, L.; Ma, X.; Mei, R.; Li, C.; Sun, Z. The formation of porous light ceramsite using Yellow River sediment and its application in concrete masonry production. Case Stud. Constr. Mater. 2022, 17, e01340. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Examples | Advantages and Disadvantages |
|---|---|---|
| Inorganic flocculants | aluminum sulfate, iron sulfate, poly-aluminum chloride [5] | Low cost and simple process, but large dosage and poor effect. |
| Organic flocculants | chitosan, chitin, polyacrylamide, sodium polyacrylate, polyamine [6] | Excellent performance, low dosage, and stable performance, but the monomer has little toxicity. |
| Composite flocculants | polymeric aluminum ferric chloride, polymeric aluminum ferric sulfate, starch copolymer [7] | High efficiency, but high cost and complex synthesis. |
| Microbial flocculants | polysaccharides, proteins [8] | Ability of self-decomposition and excellent performance, but there is little related research and the preparation is difficult. |
| Water Content (%) | Density (g·cm−3) | Proportion (%) | Liquid Limit | Plastic Limit |
|---|---|---|---|---|
| 60 | 1.68 | 2.57 | 55 | 28 |
| Items | Index |
|---|---|
| Particle size (mm) | ≤1 |
| Solid content (%) | ≥89 |
| Dissolution rate (h) | ≤2 |
| Insoluble substance (%) | ≤0.2 |
| Degree of hydrolysis (%) | 20~30 |
| pH | 5~7 |
| Compressive Strength (MPa) | Flexural Strength (MPa) | Requirement of Normal Consistency (%) | ||
|---|---|---|---|---|
| 7 d | 28 d | 7 d | 28 d | |
| 28.3 | 48.7 | 5.7 | 8.1 | 28.2 |
| Fly Ash Category | Loss on Ignition (%) | Water Content (%) | Water Demand Ratio (%) | Fineness (%) | Activity Index (%) |
|---|---|---|---|---|---|
| Fly ash from Beilun Power Plant | 1.6 | 0.30 | 96 | 22.3 | 96.2 |
| Specification for Class II fly ash | ≤8.0 | ≤1.0 | ≤105 | ≤25.0 | ≥70 |
| Number | Cement | Lime | Fly Ash (Sand) | Gypsum | Aluminum Powder | Water-Cement Ratio | Ceramsite | Nano-CaCO3 |
|---|---|---|---|---|---|---|---|---|
| 1 | 10% | 21% | 65% | 4% | 0.9% | 60% | 0% | 0% |
| 2 | 10% | 21% | 65% | 4% | 0.9% | 60% | 20% | 0% |
| 3 | 10% | 21% | 65% | 4% | 0.9% | 60% | 0% | 1% |
| 4 | 10% | 21% | 65% | 4% | 0.9% | 60% | 0% | 2% |
| 5 | 10% | 21% | 65% | 4% | 0.9% | 60% | 0% | 3% |
| Group | A | B | C | D | E | F | G | H |
|---|---|---|---|---|---|---|---|---|
| Flocculation time (min) | 5 | 10 | 20 | 30 | 60 | 90 | 120 | 150 |
| Group | A | B | C | D | E | F | G | H |
|---|---|---|---|---|---|---|---|---|
| polyacrylamide (g) | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 | 1.2 | 1.4 | 1.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zang, J.; Pan, C.; Hu, Y.; Qu, S. Preparation of Ceramsite Using Dehydrated Silt Soil and Its Performance on Compressive Strength of Ceramsite Concrete Block. Sustainability 2023, 15, 9134. https://doi.org/10.3390/su15119134
Zang J, Pan C, Hu Y, Qu S. Preparation of Ceramsite Using Dehydrated Silt Soil and Its Performance on Compressive Strength of Ceramsite Concrete Block. Sustainability. 2023; 15(11):9134. https://doi.org/10.3390/su15119134
Chicago/Turabian StyleZang, Jiawei, Chonggen Pan, Yu Hu, and Shiyang Qu. 2023. "Preparation of Ceramsite Using Dehydrated Silt Soil and Its Performance on Compressive Strength of Ceramsite Concrete Block" Sustainability 15, no. 11: 9134. https://doi.org/10.3390/su15119134
APA StyleZang, J., Pan, C., Hu, Y., & Qu, S. (2023). Preparation of Ceramsite Using Dehydrated Silt Soil and Its Performance on Compressive Strength of Ceramsite Concrete Block. Sustainability, 15(11), 9134. https://doi.org/10.3390/su15119134