
On-Site Experimental Study on Low-Temperature Deep Waste Heat Recovery of Actual Flue Gas from the Reformer of Hydrogen Production
Abstract
:1. Introduction
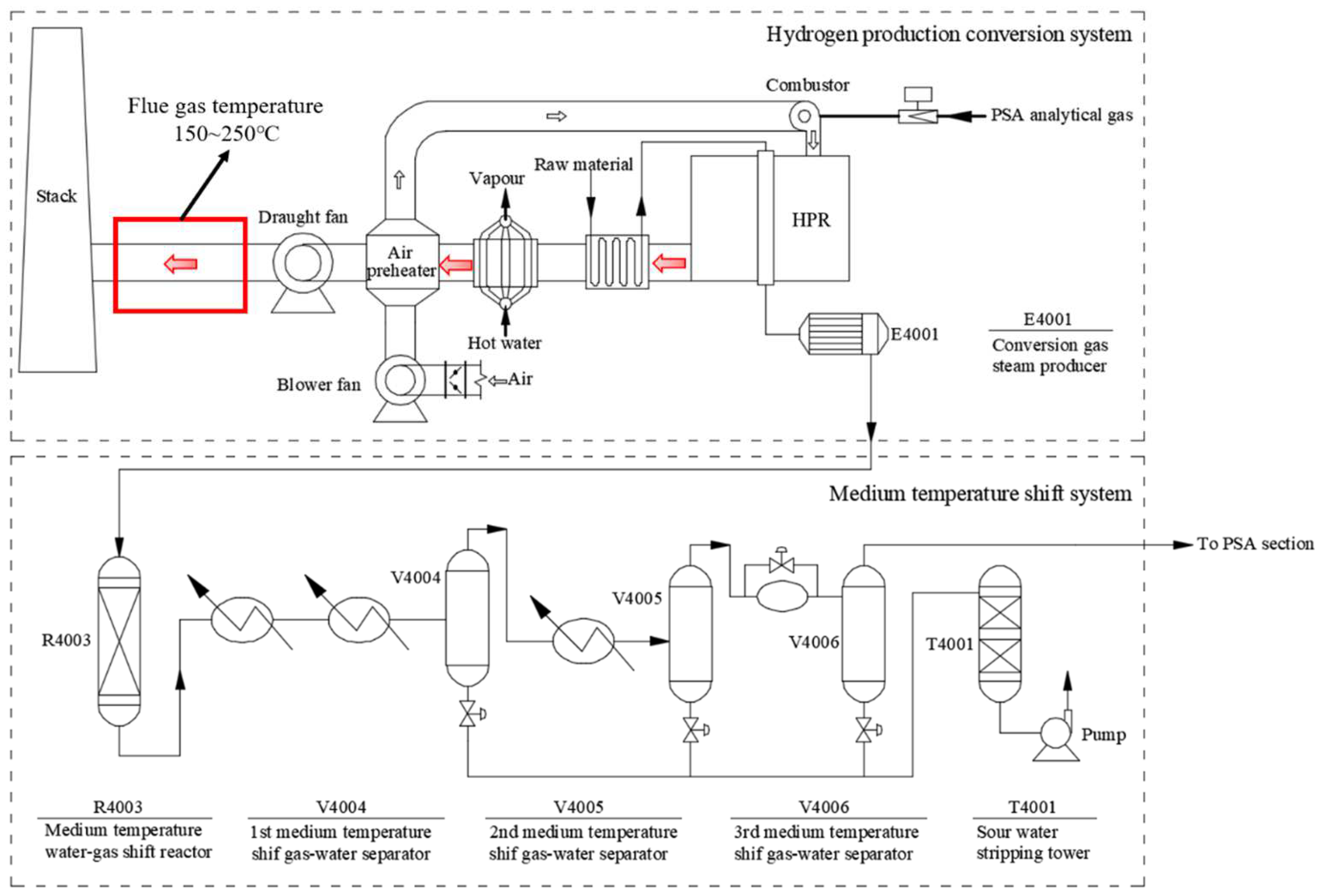
2. System Description
2.1. Low-Temperature Deep Waste Heat Recovery System in a Reformer
2.2. Flue Gas Condensing Heat Exchanger and Its Energy-Saving Potential
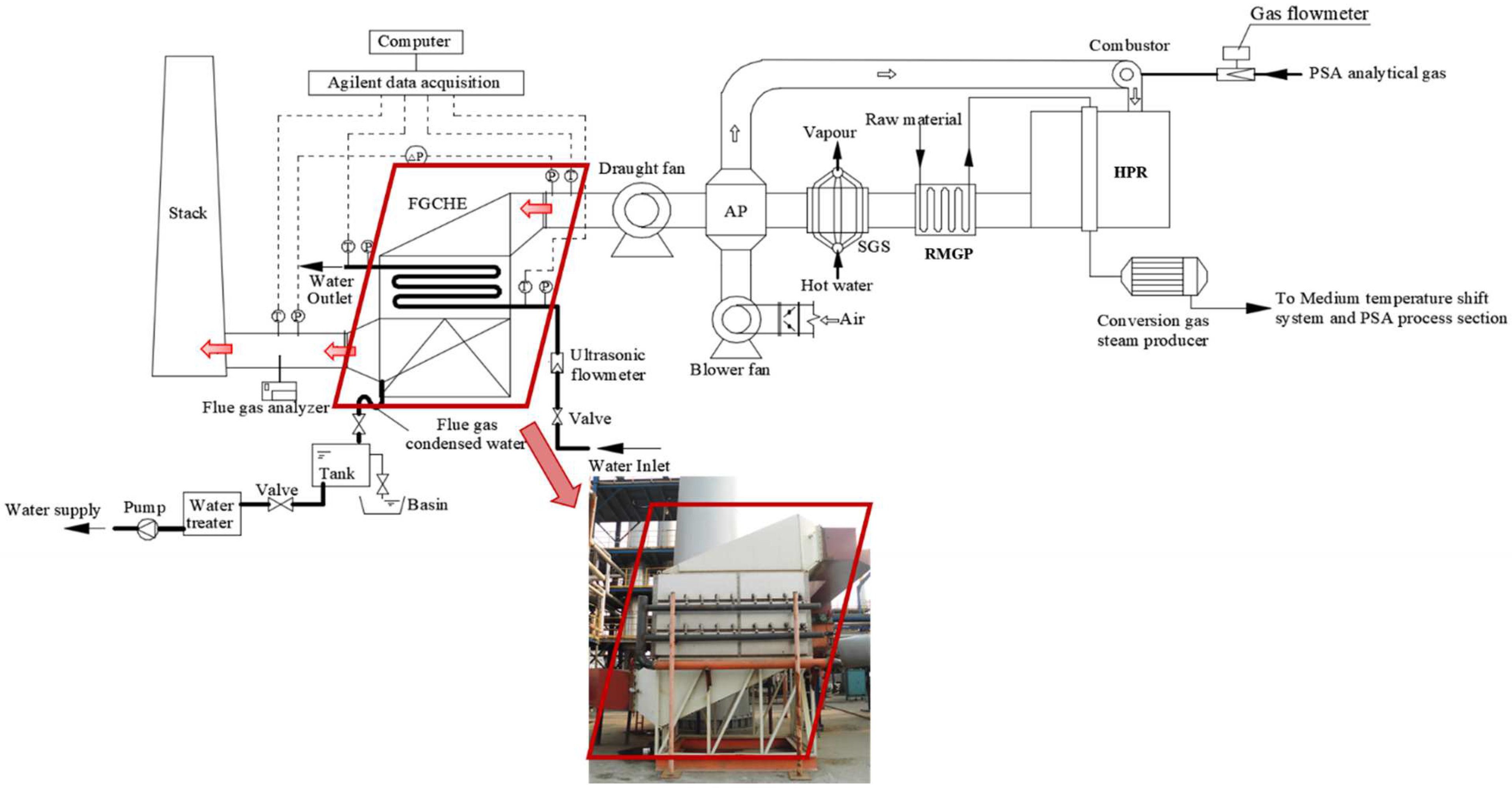
3. On-Site Measurement Method
3.1. On-Site Measurement System and Method
3.2. Data Analysis
3.3. Uncertainty Analysis
4. Results and Discussion
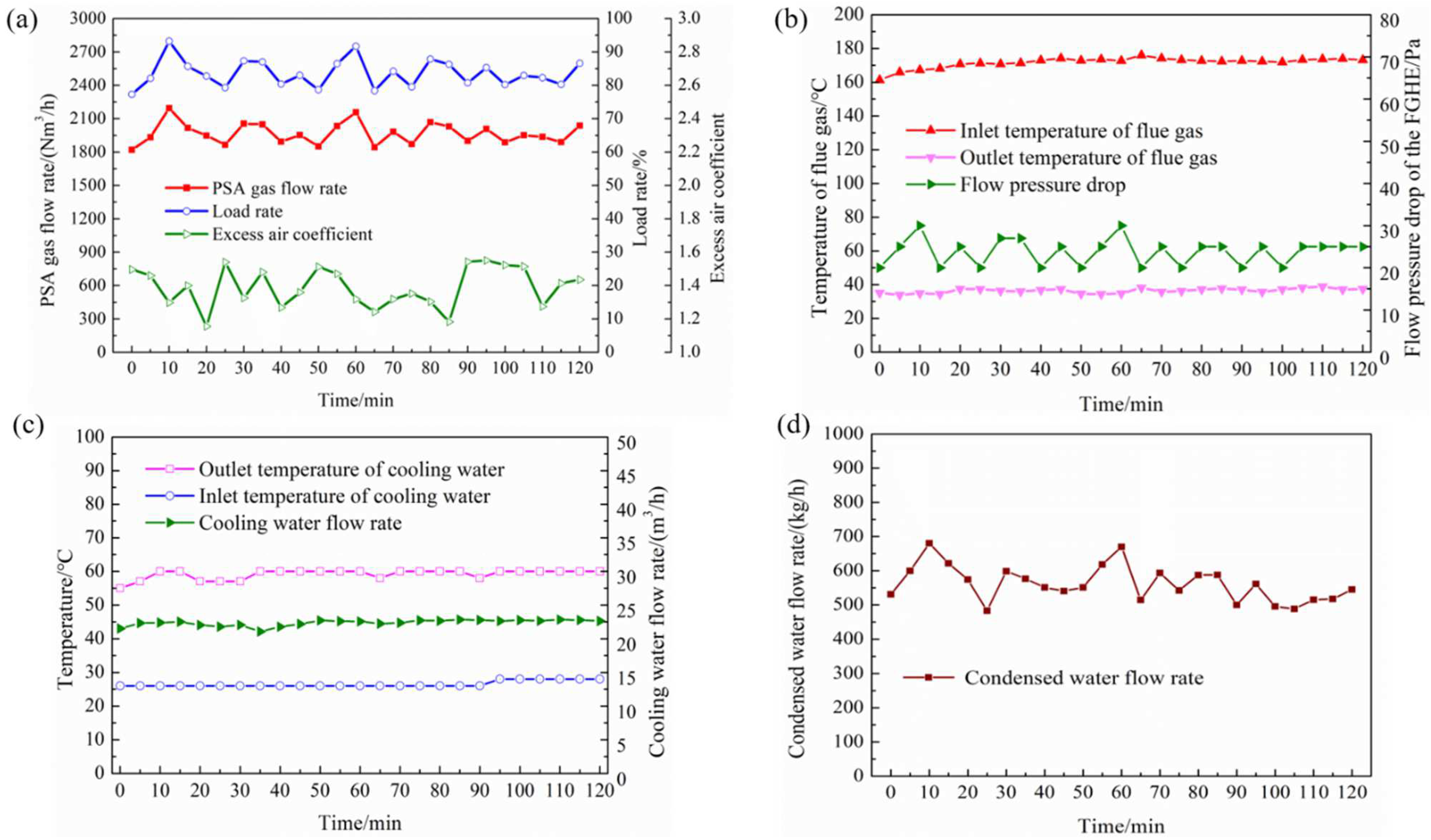
4.1. Operating Parameters of the LT-DWHRS
4.2. Dew Point and Dehumidification Rate
4.3. Exhausted Heat and Flue Gas Waste Heat Recovery Amount
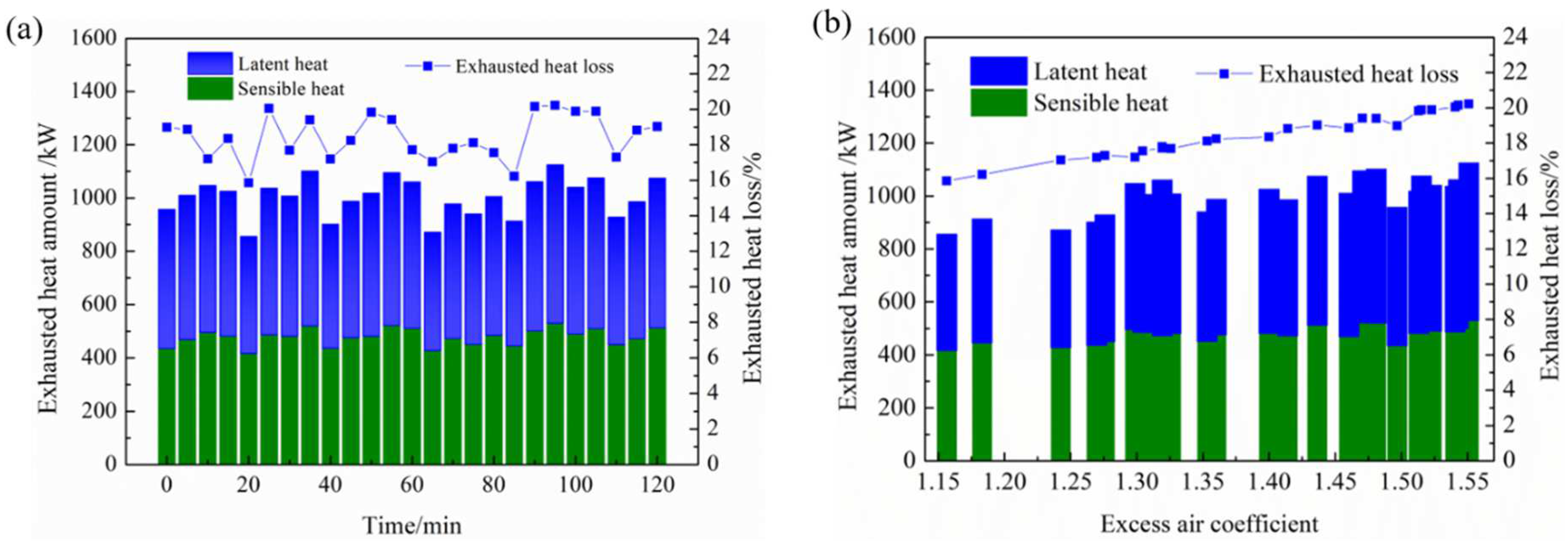
4.3.1. Exhausted Heat Amount and Exhausted Heat Loss of the HPR
4.3.2. Recovery Amount and the Utilization Ratio of Flue Gas Waste Heat of the FGCHE
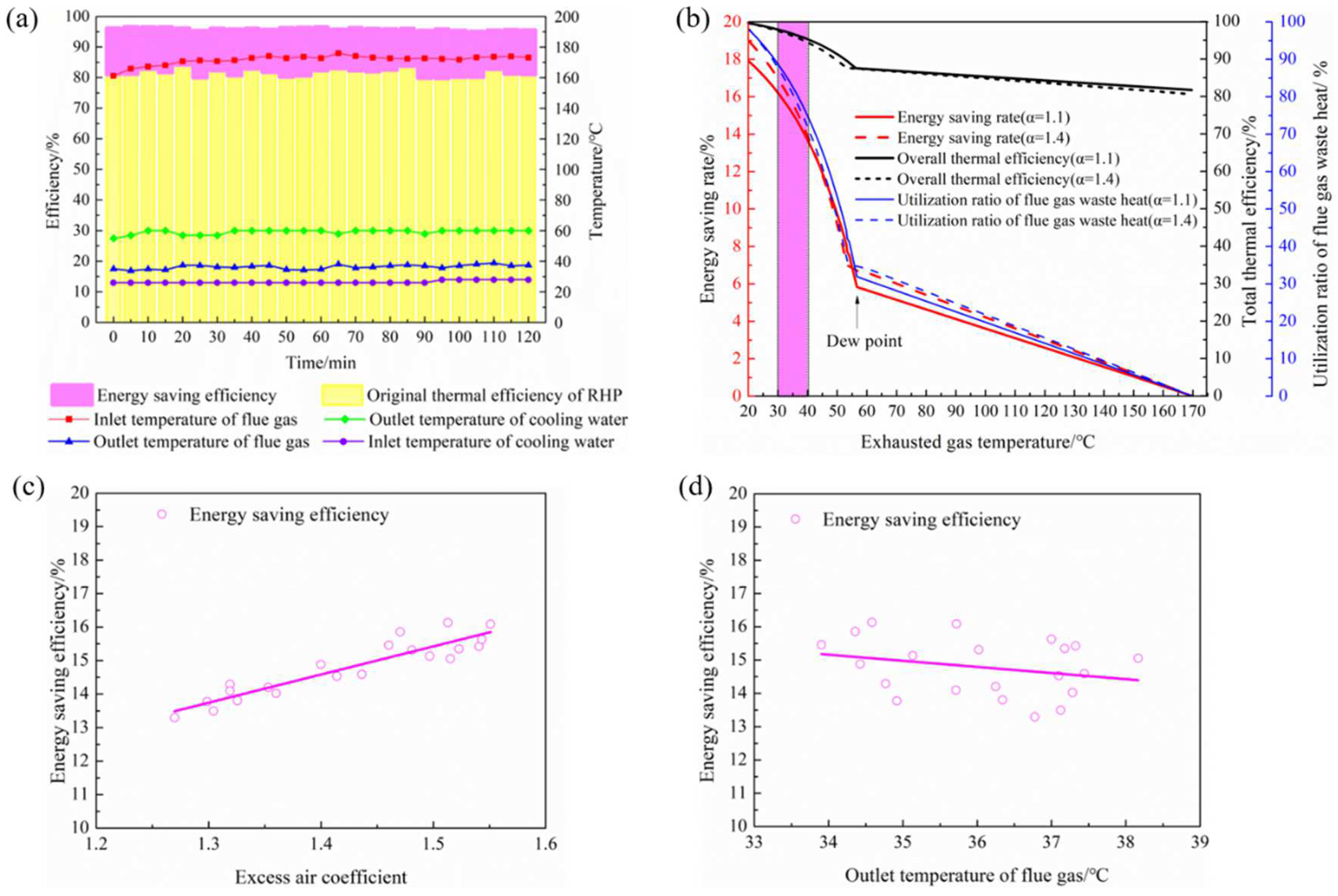
4.4. Energy-Saving Efficiency
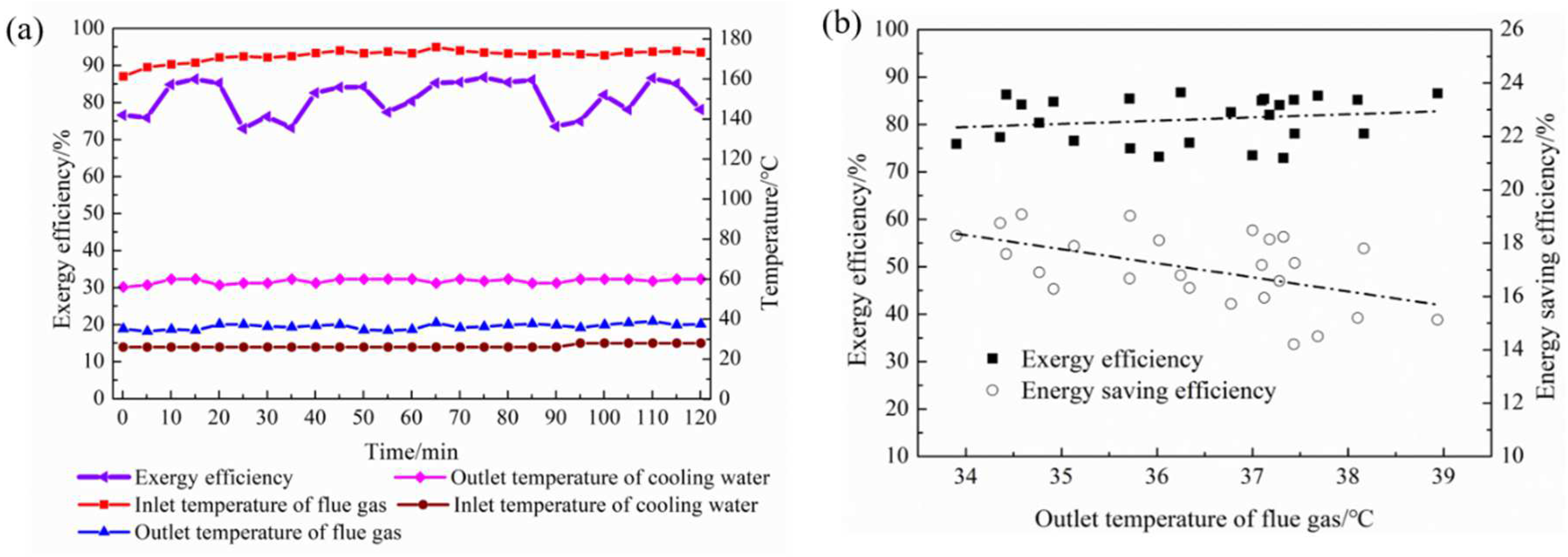
4.5. Exergy Efficiency
4.6. Analysis of Socio-Economic and Environmental Benefits
5. Summary and Conclusions
- (1)
- The FGCHE reduced the exhausted gas temperature from 161.3~175.9 °C to 33.9~38.9 °C, and the utilization ratio of flue gas waste heat was 74~81.9%, of which the latent heat accounted for 41.3~48.1%. The energy-saving efficiency was 12~16.1% (HHV), and the total thermal efficiency of the HPR system reached 95.2~96.6% (HHV). The exergy efficiency was 73~86.8%. The flue gas pressure drop of the FGCHE was rarely 20~30 Pa.
- (2)
- After the exhausted gas temperature drops to the dew point, 11.6~16.3 t/d flue gas condensed water can be recovered. The condensed water can purify NOx and SO2 in the flue gas to a certain extent.
- (3)
- The annual PSA gas saving was 1.889~2.534 million Nm3/a, which is equivalent to 643.7~863.6 tce/a. Around 3.022~4.055 million RMB/a of the fuel gas cost can be saved after using the FGCHE. The CO2, NOx, and SO2 emissions were reduced by 2620~3516 t/a, 299.6~401.9 kg/a, and 17.9~24.0 kg/a, respectively. The payback period was 5.3~7.2 months. The energy saving, carbon reduction, and economic benefits of the FGCHE for reformers are significant.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Ai | Equivalent area corresponding to the measuring points, m2 | Sw,out | Outlet specific entropy of cooling water, kJ/(kg∙K) |
| ANCF | Annual net capital flow, RMB/month | td | Flue gas dew point temperature, °C |
| cp,f | Specific heat capacity of flue gas, kJ/(kg·K) | tf | Average temperature of flue gas, °C |
| cp,w | Specific heat capacity of cooling water, kJ/(kg·K) | tf,i | Measuring temperature at different points, °C |
| df,in | Flue gas inlet moisture content, g/kg | tf,in | Flue gas inlet temperature, °C |
| df,out | Flue gas outlet moisture content, g/kg | tf,out | Flue gas outlet temperature, °C |
| ΔEf | Exergy difference of flue gas, kJ | tw,in | Cooling water inlet temperature, °C |
| ΔEw | Exergy difference of cooling water, kJ | tw,out | Cooling water outlet temperature, °C |
| ECO2 | Total CO2 emissions per year depending on variant, kg/a | Tar | Annual running time, h |
| ENOx | Total NOx emissions per year depending on variant, kg/a | T0 | Ambient temperature, K |
| ESO2 | Total SO2 emissions per year depending on variant, kg/a | Vf | Flue gas volume per unit of fuel gas, m3/Nm3 |
| Gav | Average fuel gas volume flow rate, Nm3/h | Greek symbols | |
| Gg | Fuel gas volume flow rate, Nm3/s | α | Excess air coefficient |
| Gsg | Annual saving amount of PSA gas, Nm3/a | η | Energy-saving efficiency, % |
| ham | Flue gas enthalpy value at standard ambient temperature, kJ/kg | η1 | Thermal efficiency of the reformer, % |
| hcw | Flue gas condensed water enthalpy, kJ/kg | ηt | Total thermal efficiency of the reformer, % |
| hf,in | Flue gas inlet enthalpy, kJ/kg | ηh | Utilization ratio of flue gas waste heat, % |
| hf,out | Flue gas outlet enthalpy, kJ/kg | ηex | Exergy efficiency, % |
| hw,in | Inlet enthalpy of cooling water, kJ/kg | ρ | Flue gas density under standard condition, kg/m3 |
| hw,out | Outlet enthalpy of cooling water, kJ/kg | ψ | Dehumidification rate of flue gas, % |
| H | Higher heating value of fuel gas, kJ/Nm3 | Heat balance deviation, % | |
| IC | Investment cost, RMB | ε | PSA gas factor for CO2, NOx, and SO2 emissions, kg/Nm3 |
| mcw | Flue gas condensed water flow rate, kg/s | Subscripts | |
| mf | Dry flue gas mass flow rate, kg/s | am | Ambient |
| mw | Mass flow rate of cooling water, kg/s | cw | Condensed water |
| N | Measuring number | d | Dew point |
| PH2O | Partial pressure of water vapor in flue gas, bar | eh | Exhausted heat |
| PBP | Payback period, month | ex | Exergy |
| q2 | Heat loss of exhausted gas, % | f | Flue gas |
| q3 | Heat loss of unburned fuel gas, % | g | Fuel gas |
| q4 | Heat loss of unburned solid, % | h | Heat recovery |
| q5 | Heat loss of furnace body, % | l | Latent |
| q6 | Heat loss of ash, % | in | Inlet |
| Qg | Fuel gas calorific capacity, kW | out | Out |
| Qeh | Exhausted heat amount, kW | s | Sensible |
| Qf | Releasing heat amount of flue gas, kW | sg | Saving gas |
| Qf,s | Sensible heat amount of flue gas, kW | t | Total |
| Qf,l | Latent heat amount of flue gas, kW | T0 | Standard ambient temperature |
| Qh | Flue gas waste heat recovery amount, kW | w | Water |
| Qw | Heat absorption amount of cooling water, kW | CO2 | Carbon dioxide |
| Sf,in | Inlet-specific entropy of flue gas, kJ/(kg∙K) | H2O | Water vapor |
| Sf,out | Outlet-specific entropy of flue gas, kJ/(kg∙K) | NOx | Nitrogen oxides |
| Sw,in | Inlet-specific entropy of cooling water, kJ/(kg∙K) | SO2 | Sulfur dioxide |
References
- National Bureau of Statistics. Statistical Communiqué of the People’s Republic of China on the 2022 National Economic and Social Development. Available online: http://www.stats.gov.cn/xxgk/sjfb/zxfb2020/202302/t20230228_1919001.html (accessed on 10 May 2023). (In Chinese)
- Lin, Y.C.; Chong, C.H.; Ma, L.W.; Li, Z.; Ni, W.D. Quantification of waste heat potential in China: A top-down Societal Waste Heat Accounting Model. Energy 2022, 261, 125194. [Google Scholar] [CrossRef]
- Sgarbossa, F.; Arena, S.; Tang, O.; Peron, M. Renewable hydrogen supply chains: A planning matrix and an agenda for future research. Int. J. Prod. Econ. 2023, 255, 108674. [Google Scholar] [CrossRef]
- Zare, A.A.D.; Yari, M.; Nami, H.; Mohammadkhani, F. Low-carbon hydrogen, power and heat production based on steam methane reforming and chemical looping combustion. Energy Convers. Manag. 2023, 279, 116752. [Google Scholar] [CrossRef]
- Young, B.; Hawkins, T.R.; Chiquelin, C.; Sun, P.P.; Gracida-Alvarez, U.R.; Elgowainy, A. Environmental life cycle assessment of olefins and by-product hydrogen from steam cracking of natural gas liquids, naphtha, and gas oil. J. Clean. Prod. 2022, 359, 131884. [Google Scholar] [CrossRef]
- Lei, X.J.; Wang, Y.H.; Zhang, Y.; Li, Y.; Xu, H. Simulation and analysis of reactor for methane steam reforming. Nat. Gas Chem. Ind. 2017, 42, 67–76. (In Chinese) [Google Scholar]
- Larrinaga, P.; Campos-Celador, Á.; Legarreta, J.; Diarce, G. Evaluation of the theoretical, technical and economic potential of industrial waste heat recovery in the Basque Country. J. Clean. Prod. 2021, 312, 127494. [Google Scholar] [CrossRef]
- Yang, Z.; Korobko, V.; Radchenko, M.; Radchenko, R. Improving Thermoacoustic Low-Temperature Heat Recovery Systems. Sustainability 2022, 14, 12306. [Google Scholar] [CrossRef]
- Zhao, J.; Ma, L.; Zayed, M.E.; Elsheikh, A.H.; Li, W.J.; Yan, Q.; Wang, J.C. Industrial reheating furnaces: A review of energy efficiency assessments, waste heat recovery potentials, heating process characteristics and perspectives for steel industry. Process Saf. Environ. Prot. 2021, 147, 1209–1228. [Google Scholar] [CrossRef]
- Nami, H.; Anvari-Moghaddam, A.; Arabkoohsar, A.; Razmi, A.R. 4E Analyses of a Hybrid Waste-Driven CHP–ORC Plant with Flue Gas Condensation. Sustainability 2020, 12, 9449. [Google Scholar] [CrossRef]
- Xiao, L.H.; Yang, M.L.; Yang, Y.; Huang, S.M.; Han, Z.H.; Wu, D. Performance study of transport membrane condenser using condensate water to recover water and heat from flue gas. J. Clean. Prod. 2022, 371, 133573. [Google Scholar] [CrossRef]
- Lu, J.H.; Tang, J.J.; Li, J.M.; Wang, S.L. The comparison of adsorption characteristics of CO2/H2O and N2/H2O on activated carbon, activated alumina, zeolite 3A and 13X. Appl. Therm. Eng. 2022, 213, 118746. [Google Scholar] [CrossRef]
- Shamsi, S.S.M.; Negash, A.A.; Cho, G.B.; Kim, Y.M. Waste Heat and Water Recovery System Optimization for Flue Gas in Thermal Power Plants. Sustainability 2019, 11, 1881. [Google Scholar] [CrossRef] [Green Version]
- Lan, Y.C.; Wang, S.L.; Lu, J.H.; Zhai, H.X.; Mu, L.B. Comparative analysis of organic rankine cycle, Kalina cycle and thermoelectric generator to recover waste heat based on energy, exergy, economic and environmental analysis method. Energy Convers. Manag. 2022, 273, 116401. [Google Scholar] [CrossRef]
- Ghorbani, B. Development of an Integrated Structure for the Tri-Generation of Power, Liquid Carbon Dioxide, and Medium Pressure Steam Using a Molten Carbonate Fuel Cell, a Dual Pressure Linde-Hampson Liquefaction Plant, and a Heat Recovery Steam Generator. Sustainability 2021, 13, 8347. [Google Scholar] [CrossRef]
- Wang, Y.J.; Chen, Y.; Wang, K.; Li, X.F. Performance evaluation and thermal analysis of heat pipe flue gas waste heat utilization system. Energy Rep. 2022, 8, 210–217. [Google Scholar] [CrossRef]
- Szulc, P.; Tietze, T.; W’ojs, K. Studies on the process of recovering low-temperature waste heat from a flue gas in a pilot-scale plant. Chem. Process Eng. 2016, 37, 529–543. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Xie, C.F.; Xu, S.M.; Ge, Y.L. Application of Energy-saving Technology on Furnaces of Oil Refining Units. Procedia Environ. Sci. 2012, 12, 387–393. [Google Scholar]
- Karimi, M.; Kargari, A.; Behbahani-nia, S.A.; Sanaeepur, H. Heat recovery and optimizing design of furnaces in the gasoline-kerosene units of Tabriz Oil Refining Company. Appl. Therm. Eng. 2019, 161, 114136. [Google Scholar] [CrossRef]
- Mihelić-Bogdanić, A.; Špelić, I. Energy Efficiency Optimization in Polyisoprene Footwear Production. Sustainability 2022, 14, 10799. [Google Scholar] [CrossRef]
- Madzivhandila, V.A.; Majozi, T.; Zhelev, T.K. Recovery of Flue Gas Energy in Heat-Integrated Gasification Combined Cycle (IGCC) Power Plants Using the Contact Economizer System. Energy Fuel 2011, 25, 1529–1536. [Google Scholar] [CrossRef]
- Alviz-Meza, A.; Shah, S.I.; Kafarov, V.; Peña-Ballesteros, D.Y. Fireside corrosion of 9Cr-1Mo steel at high temperatures, in the acid flue gas from an oil refinery. Corros. Sci. 2021, 193, 109878. [Google Scholar] [CrossRef]
- Zuo, W.J.; Zhang, X.Y.; Li, Y.Z. Review of flue gas acid dew-point and related low temperature corrosion. J. Energy Inst. 2020, 93, 1666–1677. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Zhang, X.Y.; Li, Z. Evaluation of a flue gas driven open absorption system for heat and water recovery from fossil fuel boilers. Energy Convers. Manag. 2017, 128, 57–65. [Google Scholar] [CrossRef]
- Shang, S.; Li, X.T.; Chen, W.; Wang, B.L.; Shi, W.X. A total heat recovery system between the flue gas and oxidizing air of a gas-fired boiler using a non-contact total heat exchanger. Appl. Energy 2017, 207, 613–623. [Google Scholar] [CrossRef]
- Hong, S.K.; Park, S.; Jeon, S.; Lee, K. Experimental study on heat transfer characteristics of water-spray-bed heat exchanger. J. Mech. Sci. Technol. 2015, 29, 2243–2247. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Niu, Y.; Yang, X.H.; Sun, D.H.; Xiao, X.; Shen, Q.; Wang, G. Experimental study of flue gas condensing heat recovery synergized with low NOx emission system. Appl. Energy 2020, 269, 115091. [Google Scholar] [CrossRef]
- Bao, A.N.; Wang, D.X.; Lin, C.X. Nanoporous membrane tube condensing heat transfer enhancement study. Int. J. Heat Mass Tran. 2015, 84, 456–462. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, S.L.; Mu, L.B. Condensation heat transfer characteristics of flue gas on anti-corrosive coated finned tubes. Appl. Therm. Eng. 2021, 189, 116672. [Google Scholar] [CrossRef]
- Gao, D.; Li, Z.H.; Zhang, H.; Chen, H.P.; Cheng, C.; Liang, K. Moisture and latent heat recovery from flue gas by nonporous organic membranes. J. Clean. Prod. 2019, 225, 1065–1078. [Google Scholar] [CrossRef]
- Wang, X.; Zhuo, J.K.; Liu, J.M.; Li, S.Q. Synergetic process of condensing heat exchanger and absorption heat pump for waste heat and water recovery from flue gas. Appl. Energy 2020, 261, 114401. [Google Scholar] [CrossRef]
- Liu, G.C.; Yang, L.J.; Wang, L.D.; Wang, S.L.; Liu, C.Y.; Wang, J. Corrosion behavior of electroless deposited Ni-Cu-P coating in flue gas condensate. Surf. Coat. Tech. 2010, 204, 3382–3386. [Google Scholar] [CrossRef]
- Yang, B.; Yuan, W.X. Performance analysis of a novel two-stage membrane waste heat recovery system. Appl. Therm. Eng. 2022, 215, 118952. [Google Scholar] [CrossRef]
- Mehdizadeh-Fard, M.; Pourfayaz, F.; Maleki, A. Exergy analysis of multiple heat exchanger networks: An approach based on the irreversibility distribution ratio. Energy Rep. 2021, 7, 174–193. [Google Scholar] [CrossRef]
- Li, Y.; An, H.L.; Li, W.T.; Zhang, S.Y.; Jia, X.Q.; Fu, L. Thermodynamic, energy consumption and economic analyses of the novel cogeneration heating system based on condensed waste heat recovery. Energy Convers. Manag. 2018, 177, 671–681. [Google Scholar] [CrossRef]
- Hernandez, A.G.; Cullen, J.M. Exergy: A universal metric for measuring resource efficiency to address industrial decarbonisation. Sustain. Prod. Consump. 2019, 20, 151–164. [Google Scholar] [CrossRef]
- Hamedi, M.; Omidkhah, M.; Sadrameli, S.M.; Manesh, M.H.K. Exergetic, exergoeconomic, and exergoenvironmental analyses of an existing industrial olefin plant. Sustain. Energy Techn. 2022, 52, 102175. [Google Scholar] [CrossRef]
- Utlu, Z.; Hepbasli, A. A review and assessment of the energy utilization efficiency in the Turkish industrial sector using energy and exergy analysis method. Renew. Sust. Energy Rev. 2007, 11, 1438–1459. [Google Scholar] [CrossRef]
- Shariati, M.H.; Farhadi, F. Exergy Analysis of Waste Heat Recovery Section in Steam-Natural Gas Reforming Process. Energy Fuel 2015, 29, 3322–3327. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Wang, S.L.; Zhang, W.; Ding, Y.D.; Cheng, M.; Mu, L.B.; Zhao, X.D. Investigation of the condensation heat-transfer between the wet air and 3-D finned-tube heat exchanger surface with different anti-corrosion coatings. Exp. Heat Transf. 2022, 35, 399–418. [Google Scholar] [CrossRef]
- Che, D.F. Boilers-Theory, Design and Operation; Xi’an Jiaotong University Press: Xi’an, China, 2008; ISBN 9787560525310. [Google Scholar]
- Mu, L.B.; Wang, S.L.; Zhu, F.; Sun, H.J.; Tian, C.R.; Zhang, L.S. Application and energy saving analysis of the condensing heat depth recovery system for boilers flue gas. Heat. Vent. Air Cond. 2020, 50, 65–69. (In Chinese) [Google Scholar]
- Cheng, M.; Chen, Z.Y.; Liao, Q.; Gu, Y.H.; Ding, Y.D. Heat transfer and pressure drop characteristics of 3-D finned tube heat exchanger in ash-laden flue gas. Int. J. Heat Mass Tran. 2021, 170, 120982. [Google Scholar] [CrossRef]
- Ministry of Housing and Urban-Rural Development of the People’s Republic of China. Flue Gas Condensing Type Heat Exchanger Units for Gas-Fired Boilers (CJ/T 515-2018); Standards Press of China: Beijing, China, 2018. (In Chinese) [Google Scholar]
- Ma, H.Q.; Liang, N.; Liu, Y.M.; Luo, X.M.; Hou, C.Q.; Wang, G. Experimental study on novel waste heat recovery system for sulfide-containing flue gas. Energy 2021, 227, 120479. [Google Scholar] [CrossRef]
- Chinese Academy of Science. Scientific Databases-Engineering Chemistry Database. Available online: https://www.cas.cn/ky/kycc/kxsjk/ (accessed on 6 March 2023). (In Chinese).
- Zhang, W.; Wang, S.L.; Mu, L.B.; Jamshidnia, H.; Zhao, X.D. Investigation of the forced-convection heat-transfer in the boiler flue-gas heat recovery units employing the real-time measured database. Energy 2022, 238, 121715. [Google Scholar] [CrossRef]
- Fei, Y.T. Error Theory and Data Processing, 7th ed.; China Machine Press: Beijing, China, 2019; ISBN 9787111495246. (In Chinese) [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors | Fuels | Energy-Saving Equipment | Flue Gas Inlet Temperature (°C) | Flue Gas Outlet Temperature (°C) | Inlet Temperature of the Heated Medium (°C) | Outlet Temperature of the Heated Medium (°C) | Waste Heat Recovery Type |
|---|---|---|---|---|---|---|---|
| Wang et al. [16] | Bituminous coal | Heat pipe heat exchanger | 156.8~158.5 | 129.8~131.2 | 40.9~42.2 | 88.5~89.3 | Sensible heat recovery |
| Szulc et al. [17] | Lignite coal | Heat exchanger | 155 | 60 | - | 90 | |
| Wang et al. [18] | Fuel oil | Air preheater | 285~347 | 160~165 | 80 | 155~225 | |
| Karimi et al. [19] | Natural gas | Economizer | 306 | 203 | 118 | 254 | |
| Miheli-Bogdani et al. [20] | Natural gas | Air preheater | 204 | 66.93 | 24 | 186 | |
| Madzivhandila et al. [21] | Syngas | Contact economizer | 90 | >60 | - | - | |
| Shang et al. [25] | Natural gas | Non-contact total heat exchanger | 53.5 | 25.7 | 0 | 44.6 | Sensible and latent heat recovery |
| Hong et al. [26] | Natural gas | Tube-type heat exchanger | 38~55 | 28~32 | 11~13 | 16~18 | |
| Zhang et al. [27] | Natural gas | Direct contact heat exchange | 203.5~209.8 | 45~55 | 43.7 | 50.8 | |
| Bao et al. [28] | Natural gas | Transport membrane condenser | 64.7~93.5 | 45.2~57.3 | 19.1–44.6 | 33.5–56.1 |
| PSA Gas Components | H2 | CH4 | CO | CO2 | H2S |
|---|---|---|---|---|---|
| Volume fraction | 29.6% | 13.4% | 3.4% | 53.6% | ≤5 mg/m3 |
| Higher heating value (HHV) | 9970 kJ/Nm3 | ||||
| Lower heating value (LHV) | 8433 kJ/Nm3 | ||||
| PSA Gas Volume Flow Rate | Temperature | Components | |||||
|---|---|---|---|---|---|---|---|
| N2 | CO2 | H2O | O2 | SO2 | NOx | ||
| Nm3/h | °C | % | % | % | % | mg/Nm3 | mg/Nm3 |
| 1580~2354 | 161~191.6 | 58~62.2 | 9~9.8 | 14.5~18.1 | 3.42~6.23 | 1.5~2.6 | 23~38.6 |
| Contents | Units | Parameters |
|---|---|---|
| PSA gas volume flow rate | Nm3/h | 2354 |
| Excess air coefficient | / | 1.3 |
| Flue gas volume flow rate | Nm3/h | 8330 |
| Inlet temperature of flue gas | °C | 170 |
| Outlet temperature of flue gas | °C | 40 |
| Inlet moisture content of flue gas | g/kg | 111.926 |
| Outlet moisture content of flue gas | g/kg | 49.532 |
| Cooling water flow rate | m3/h | 25 |
| Inlet temperature of cooling water | °C | 25 |
| Outlet temperature of cooling water | °C | 56 |
| Exhausted heat amount | kW | 1203 |
| Latent heat ratio in exhausted heat | % | 54.3 |
| Exhausted heat loss (HHV) | % | 18.9 |
| Flue gas waste heat recovery amount | kW | 902 |
| Utilization ratio of flue gas waste heat | % | 64.6 |
| Energy-saving efficiency (HHV) | % | 13.8 |
| Dehumidification rate | % | 55.7 |
| Flue gas condensed water flow rate | t/d | 14.9 |
| Annual operation time | h | 8000 |
| Annual saving amount of PSA gas | 104 Nm3/a | 308.3 |
| Annual reduction in CO2 emissions | t/a | 4278 |
| NO. | Instruments | Companies | Type | Accuracy | Parameters |
|---|---|---|---|---|---|
| 1 | Gas flowmeter | Tancy Instrument Group Co., Ltd. (Wenzhou, China) | FCM-II | ±1.5% | PSA gas volume flow rate |
| 2 | Ultrasonic flowmeter | Micronics Ltd. (Loudwater, UK) | PF300 | ±1% | Cooling water volume flow rate |
| 3 | Platinum resistance thermometer | Siemens AG (Munich, Germany) | Siemens-Pt100 | ±0.01 °C | Cooling water temperature |
| 4 | Armored thermocouple | Spectris Instrumentation and Systems Shanghai Ltd. (Shanghai, China) | T-type | ±0.1 °C | Flue gas temperature |
| 5 | Flue gas analyzer | Ecom GmbH (Assamstadt, Germany) | Ecom-J2KN | O2: ±0.2% CO2: ±0.3% NOx: ±2 ppm SO2: ±5 ppm | Flue gas components |
| 6 | Digital micromanometer | Ecom GmbH (Assamstadt, Germany) | Ecom-DPH | ±3% | Flue gas flow pressure drop |
| 7 | Agilent | Agilent Technology Co., Ltd. (Santa Clara, CA, USA) | HP34970A | ±0.004% | Data collection |
| 8 | Temperature and humidity recorder | Ecom GmbH (Assamstadt, Germany) | Ecom-TFS | ±0.1 °C, ±0.1% | Air temperature and humidity |
| 9 | Electronic scale | Tianfu Co., Ltd. (Zhengzhou, China) | DT-30K | ±1 g | Flue gas condensate flow |
| 10 | Stopwatch | Shenzhen Huibo Industry and Trade Co., Ltd. (Shenzhen, China) | PC396 | ±0.01 s | Time |
| 11 | Portable pH Tester | Mettler Toledo (Greifensee, Switzerland) | SevenGo-SG2 | ±0.01 pH | pH of the condensed water |
| pH | Iron Concentration | Sulfide Concentration | Sulfate Concentration | Chloride Concentration | Nitrate Nitrogen Concentration | Nitrite Nitrogen Concentration |
|---|---|---|---|---|---|---|
| μg/L | mg/L | mg/L | mg/L | mg/L | mg/L | |
| 4.60 | 39.7 | 0.005 | 4.61 | 1.12 | 0.35 | 0.94 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mu, L.; Wang, S.; Liu, G.; Lu, J.; Lan, Y.; Zhao, L.; Liu, J. On-Site Experimental Study on Low-Temperature Deep Waste Heat Recovery of Actual Flue Gas from the Reformer of Hydrogen Production. Sustainability 2023, 15, 9495. https://doi.org/10.3390/su15129495
Mu L, Wang S, Liu G, Lu J, Lan Y, Zhao L, Liu J. On-Site Experimental Study on Low-Temperature Deep Waste Heat Recovery of Actual Flue Gas from the Reformer of Hydrogen Production. Sustainability. 2023; 15(12):9495. https://doi.org/10.3390/su15129495
Chicago/Turabian StyleMu, Lianbo, Suilin Wang, Guichang Liu, Junhui Lu, Yuncheng Lan, Liqiu Zhao, and Jincheng Liu. 2023. "On-Site Experimental Study on Low-Temperature Deep Waste Heat Recovery of Actual Flue Gas from the Reformer of Hydrogen Production" Sustainability 15, no. 12: 9495. https://doi.org/10.3390/su15129495