
The Use of Recycled Tire Rubber, Crushed Glass, and Crushed Clay Brick in Lightweight Concrete Production: A Review

 ,
,  , and
, and
Abstract
:1. Introduction
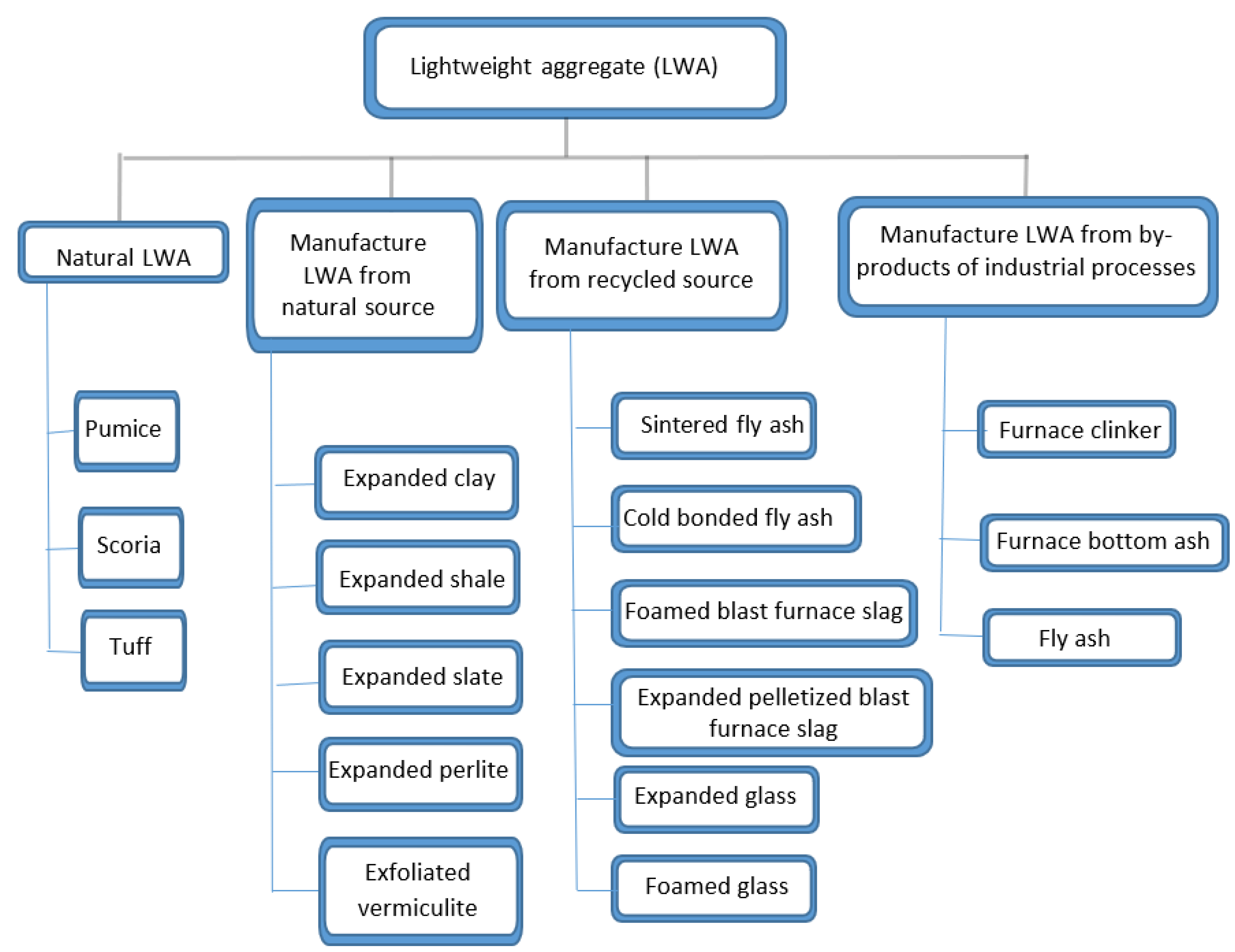
1.1. Types of Lightweight Aggregate (LWA)
1.2. Lightweight Aggregate from Waste Materials (LWAWM)
1.2.1. Rubber Tires
1.2.2. Crushed Glass
1.2.3. Crushed Clay Bricks
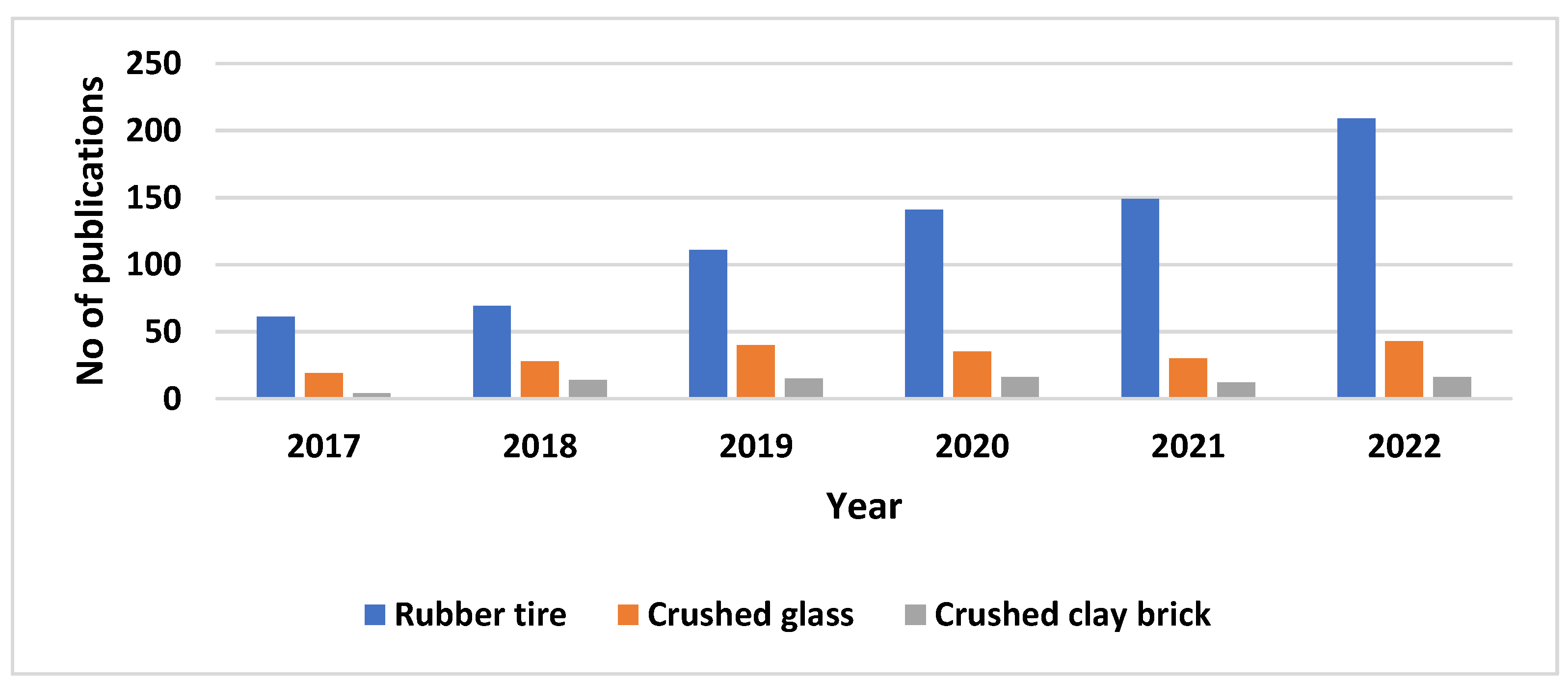
2. Methodology Used in This Review
- What substances were utilized in the study to substitute for the natural fine aggregate?
- Does the study material share the same physical characteristics as fine natural aggregates?
- What concrete mechanical and durability characteristics were studied?
- Do the characteristics assessed in the study align with the most recent review?
- Does the study’s fine aggregate exhibit pozzolanic behavior? If so, is the additional cementitious material firmly established?
3. Properties of Lightweight Aggregate from Waste Materials
3.1. Size of Particles
3.2. Specific Gravity
3.3. Water Absorption
4. Development of Lightweight Concrete (LWC) Incorporating Lightweight Aggregate from Waste Materials
4.1. Concrete Mix Proportioning

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref | Replaced Aggregate Type | Type of Concrete Produced | Content (%) | WM Size (mm) | Cement (kg/m3) | SCM (kg/m3) | Chemical Admixture (kg/m3) | Fine Agg (kg/m3) | Coarse Agg (kg/m3) | w/b | Slump (mm) | Dry Density (kg/m3) | Compre-ssive Strength (MPa) | Split Tensile (MPa) | Flexure Strength (MPa) | E-Modulus (GPa) | Thermal Conductivity K(W/m °C) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Waste rubber tire | |||||||||||||||||
| [1] 0.25 to 1% Steel fiber | Fine | Concrete | 10–20 | 0–5 | 418.5 | 31.5 SF | FLOWCEM R900 | 741–576 | 1000 | 0.45 | - | - | 750–350 KN Crushing load | - | - | - | - |
| [18] 0.05 to 0.2% PP fiber | Fine | Concrete | 20 | 2–5 | 180 | 135 FA +101.25 G +33.75 SF | 2.4 L/m3-Type SN +1.6 L/m3-Type HWR +1.3 L/m3-Type SN-VMA | 443.54 | 152 | 0.45 | 680–650 slump flow | - | 14.7–18 | 2–2.2 | - | 11–28 | - |
| 0.25 to 1% steel fiber | 650–610 slump flow | 17.5–22 | 2–2.7 | 26–48 | |||||||||||||
| [21] | Coarse | PV Concrete | 10–20 10–20 10–20 5 + 5–10 + 10 5 + 5–10 + 10 | <10 4 1 <10 + 4 <10 + 1 | 450 | No | No | No | 1275–1435 | 0.27 | - | 2025–1900 2125–2025 2237–2175 2075–1940 2080–1970 | 14.5–9.1 19–13.1 21.6–14 9.7–6.54 13.2–7.5 | 1.6–1.1 1.5–1.1 1.5–1.4 1.3–0.7 0.8–0.6 | - | 9.4–5.3 16.9–16.4 15.1–15.9 10.5–6.2 8.2–4.5 | - |
| [24] Unpretreated | Fine | Concrete | 25–100 | 1.18–5 | 550 | No | 4 L/m3-ADVA109 | 478-0 | 323 | 0.34 | - | 1670–1550 | 10.7–8 | - | - | 18.9–11.1 DYN | - |
| pretreated | 1662–1550 | 21.2–5.1 | 17.1–9.5 DYN | ||||||||||||||
| [25] | Coarse | Concrete | 10–100 | 20 | 286.3 | No | - | 535.5 | 635–0 | 0.48 | 25–50 | - | 24–4 | - | - | 21–1 | |
| [26] | Fine | Concrete | 10–30 | 0–4 | 450 | No | No | 540–270 | 675 | 0.5 | - | 1935–1457 | 28–3.5 | - | 5.7–1.5 | 18–3 | 1.314–0.534 |
| Coarse | 10–30 | 4–8 | 675 | 540–270 | 1914–1543 | 26–4.5 | 5.1–1.7 | 18–3.4 | 1.275–0.653 | ||||||||
| Fine + Coarse | 10–20 | 0–4 + 4–8 | 608–540 | 608–540 | 1933–1765 | 31–14 | 4.9–2.9 | 19–10 | 1.329–0.953 | ||||||||
| [32] | Fine | Concrete | 20–100 | 0.42–1–2–4 | 400 | No | SP-Type F | 564–0 | 1050 | 0.45 | 15–25 | 2220–1940 | 23–3.7 | - | 3.3–0.8 | - | 0.96–0.6 |
| [34] | Fine | Concrete | 5–30 | 2–5 | 423 | No | No | 650–479 | 1255 | 0.55 | 82–75 | - | 29.1–19.2 | - | 2.6–3.6 | - | |
| [50] | Fine | Concrete | 10–40 | <4.75 | 170 | 20 FA | 9 Acceleration agent | 1058–705 | 400 | 1.5 | 239–197 | - | 4–1.5 | - | - | - | - |
| [51] | Its amount was percentage of plaster weight | Mortar | 30–60 | 0–0.6 | Plaster | No | No | No | No | 0.5–0.8 | - | 1032–654 | 5.5–0.5 | - | 3.2–0.8 | - | - |
| 30–60 | 0.5–2.5 | 0.45–0.7 | 1140–758 | 5–0.9 | 3–1 | ||||||||||||
| 30–50 | 2.5–4 | 0.5–0.6 | 1077–893 | 4.2–1.5 | 2.6–1.5 | ||||||||||||
| [53] Pretreated Untreated Pretreated untreated | Fine | Concrete | 15–25 | 1.44–2.83 | 430 | 120 FA | 2.42-ADVA Cast575 | 672–593 | 777 | 0.39 | 665–600 | - | 45–24 | 4.3–3.5 | - | - | - |
| 15 | 430 | 120 FA | 2.42-ADVA Cast575 | 671.5 | 777 | 0.39 | 662 | 23 | 4 | ||||||||
| 15–25 | 435 | 174 FA | 3-ADVA Cast 575 | 138–0 | 900 | 0.42 | 251–218 | - | - | ||||||||
| 15 | 435 | 174 FA | 3-ADVA Cast 575 | 138 | 900 | 0.42 | 235 Slump flow | - | - | ||||||||
| [54] | Fine | Bricks | 5–20 | Sieved accord to indian Standards | 1 | No | No | 3.1–2.6 | 2.1 | 0.43 | 7–25 | 2010–1830 | 7.5–5.7 | 0.9–0.5 | - | - | - |
| Waste crushed glass | |||||||||||||||||
| [37] | Fine | Concrete | 25–100 | <5 | 440 | - | - | 742–0 | - | 0.25–0.23 | zero | - | 37 to 35 | - | - | - | 2.1 to 2.3 |
| 0.05 to 0.15 SP | 0.47 | 190 Flow table | 41 to 38 | 0.9 to 1.8 | |||||||||||||
| [38] | Fine (quartz sand) | Concrete | 25–100 | 600 μm | 850 | 196 SF | 42.5 SP | 935–0 | - | 0.19 | 19–124 | - | 117–144 | 12–12.75 | 21–22 | - | - |
| Fine (river sand) | 126–162 | 12–13 | 20–21 | - | - | ||||||||||||
| [57] | Coarse | Concrete | 15–60 | 4–16 | 350 | - | - | 1206 | 478–225 | 0.54 21.7–12.1 | 100–80 | - | 21.7–12.1 | 2.34–1.6 | 5.3–3 | 60–23 DYN | - |
| [58] | Fine | Concrete | 5–20 | <11.2 | - | - | - | - | - | 0.55–0.58 | 121–125 | - | 0.9–0.8% | - | - | - | - |
| Coarse | 0.55 | 131–134 | 1–0.95% | ||||||||||||||
| Fine + Coarse | 0.55–0.57 | 125–129 | 0.95–0.75% | ||||||||||||||
| [59] | Fine | PV concrete | 25–100 | 2.36–5 | 272 | 30 SF | - | 1133–0 | - | 0.29–0.32 | - | 1988–1919 | 32–25 | - | - | - | 0.62 for 50% 0.5 for 100% |
| [60] | Cement | Concrete | 5–20 | 50 μm | 1 ratio | - | - | 1.425 ratio | 3.1 ratio | 0.5 | 78–98 | 2398–2369 | 27–28 | 2.96–3 | 3.8–3.9 | - | - |
| [61] | Fine | Concrete | 10–30 | <2.36 | 1 (ratio) | - | - | 1.5 ratio | 3 ratio | 0.45 | 95–65 | - | 26.9–22.8 | 3.4–3.04 | 4.01–3.9 | - | - |
| [79] | Fine | Concrete | 1r | - | 417 | - | 2.7 SP | 606–0 | - | 0.48 | 80–105 | - | 40–23 | - | - | - | - |
| Coarse | - | 996–0 | 85–135 | 43–30 | |||||||||||||
| Fine + Coarse | 606–0 | 996–0 | 85–215 | 36–12 | |||||||||||||
| Waste crushed clay brick | |||||||||||||||||
| [42] PP | Coarse | Concrete | 30 | 5–20 487.5 | 487.5 | - | 9.75 SP | 631 | 804.3 | 0.4 | 158–159 | - | 53–54 | 3.1–3.54 | - | - | - |
| PE | 154–158 | 51–52.5 | 4–5.4 | ||||||||||||||
| [62] T | Fine | Mortar | 25–75 | 0–5 | 450 | - | - | 1013–338 | - | 0.5 | 162–158 | - | 35–38 | - | 7–6.8 | - | - |
| T | 0.15–5 | 162–158 | 34–32 | 6.8–7 | |||||||||||||
| P | 0–5 | 130–110 Flowability | 45–42 | 7.8–7.5 | |||||||||||||
| [64] D | Fine | Concrete | 25–50 | 0–5 | 514 | - | 5.14 SP | 504–336 | 1052 | 0.35 | 180 ± 20 | 2180–2299 | 68–64 | 5.15–5.08 | - | 34.7–34.5 | - |
| P | 25–100 | 504–0 | 56–59 | 4.75–4.87 | 30.3–31.6 | ||||||||||||
| T | 25–100 | 504–0 | 61–59 | 4.69–4.85 | 30.6–32.4 | ||||||||||||
| [65] | Cement | Concrete | 10–30 | 0.001–0.2 | 446–347 | - | HRWR-SP | coarse + fine = 1759 | 0.28 | 144–22 | 2410–2460 | 55–47 | 4.3–2.9 | 8.5–6 | 27–19 | - | |
| 0.004–0.3 | 150–26 | 2445–2460 | 55–45 | 4.2–3.8 | 7–5.9 | 28–16 | |||||||||||
| 0.15–0.35 | 160–30 | 2445–2490 | 52–42 | 5–3.4 | 6.8–7 | 24–17 | |||||||||||
| [66] D | Fine | Concrete | 50 | 0–5 | 327 | - | SP | 415 | 1056 | 0.55 | 180 ± 20 | - | - | - | - | - | - |
| D | Fine | Concrete | 50 | 0–5 | 514 | - | SP | 336 | 1052 | 0.35 | 180 ± 20 | - | - | - | - | - | - |
| P | Fine | Concrete | 50–100 | 0–5 | 327 | - | SP | 415–0 | 1056 | 0.55 | 180 ± 20 | - | - | - | - | - | - |
| P | Fine | Concrete | 50–100 | 0–5 | 514 | - | SP | 336–0 | 1052 | 0.35 | 180 ± 20 | - | - | - | - | - | - |
| T | Fine | Concrete | 50–100 | 0–5 | 327 | - | SP | 415–0 | 1056 | 0.55 | 180 ± 20 | - | - | - | - | - | - |
| T | Fine | Concrete | 50–100 | 0–5 | 514 | - | SP | 336–0 | 1052 | 0.35 | 180 ± 20 | - | - | - | - | - | - |
| [67] | Fine | Concrete | 25–100 | 0.15–4.75 | 350 | - | HRWR-SP | 554–0 | 1108 | 0.5 | 120 ± 10 | - | 38.5–29 | 3.6–2.8 | - | 30.3–23 | - |
| Fine | Concrete | 25–100 | 0.15–4.75 | 250 | - | HRWR-SP | 579–0 | 1158 | 0.7 | 120 ± 10 | - | 23–15.6 | 2.4–1.4 | - | 28–12 | - | |
| Coarse | Concrete | 25–100 | 4.75–19 | 350 | - | HRWR-SP | 739 | 831–0 | 0.5 | 120 ± 10 | - | 34.5–24 | 3–2.3 | - | 32–20.1 | - | |
| Coarse | Concrete | 25–100 | 4.75–19 | 250 | - | HRWR-SP | 772 | 868–0 | 0.7 | 120 ± 10 | - | 21–15.6 | 2.2–1.2 | - | 27.2–16 | - | |
| Fine + Coarse | Concrete | 50–100 | 0.15–19 | 350 | - | HRWR-SP | 369–0 | 554–0 | 0.5 | 120 ± 10 | - | 30–23.4 | 2.9–1.6 | - | 23.6–13.6 | - | |
| Fine + Coarse | Concrete | 50–100 | 0.15–19 | 250 | - | HRWR-SP | 386–0 | 579–0 | 0.7 | 120 ± 10 | - | 22.5–16 | 2.3–1.8 | - | 21.6–8.4 | - | |
| Fine | Concrete MB | 50–100 | 0.15–4.75 | 350 | - | HRWR-SP | 372–0 | 1116 | 0.5 | zero | 1080–980 | 6.8–5.5 | - | - | - | 0.175–0.19 (R) | |
| Fine | Concrete MB | 50–100 | 0.15–4.75 | 250 | - | HRWR-SP | 389–0 | 1166 | 0.7 | zero | 1060–960 | 5.1–4.1 | - | - | - | 0.18–0.195 (R) | |
| Coarse | Concrete MB | 50–100 | 2.36–9.75 | 350 | - | HRWR-SP | 774 | 558–0 | 0.5 | zero | 1080–990 | 5.6–4 | - | - | - | 0.185–0.21 (R) | |
| Coarse | Concrete MB | 50–100 | 2.36–9.75 | 250 | - | HRWR-SP | 777 | 583–0 | 0.7 | zero | 1060–950 | 4.2–2.8 | - | - | - | 0.195–0.22 (R) | |
| Fine + Coarse | Concrete MB | 50–100 | 0.15–9.75 | 350 | - | HRWR-SP | 372–0 | 558–0 | 0.5 | zero | 980–900 | 5.2–2.8 | - | - | - | 0.2–0.235 (R) | |
| Fine + Coarse | Concrete MB | 50–100 | 0.15–9.75 | 250 | - | HRWR-SP | 389–0 | 583–0 | 0.7 | zero | 980–900 | 3.5–2.2 | - | - | - | 0.205–0.235 (R) | |
| [68] | Fine | Mortar | 10–20 | 0–5 | 500 | - | - | 1350 | - | 0.5 | - | - | 60–58 | - | - | - | - |
| [69] Presoaking | Fine | Mortar | 25–100 | <5 | 450 | - | - | 1012–0 | - | 0.6 | 90–112 | - | 40–27.5 | - | 8–5.6 | - | - |
| Dry | Fine | Mortar | 25–100 | <5 | 450 | - | - | 1012–0 | - | 0.6 | 48–20 | - | 48–67 | - | 9–9.7 | - | - |
4.2. Treatment Methods of Lightweight Aggregate from Waste Materials
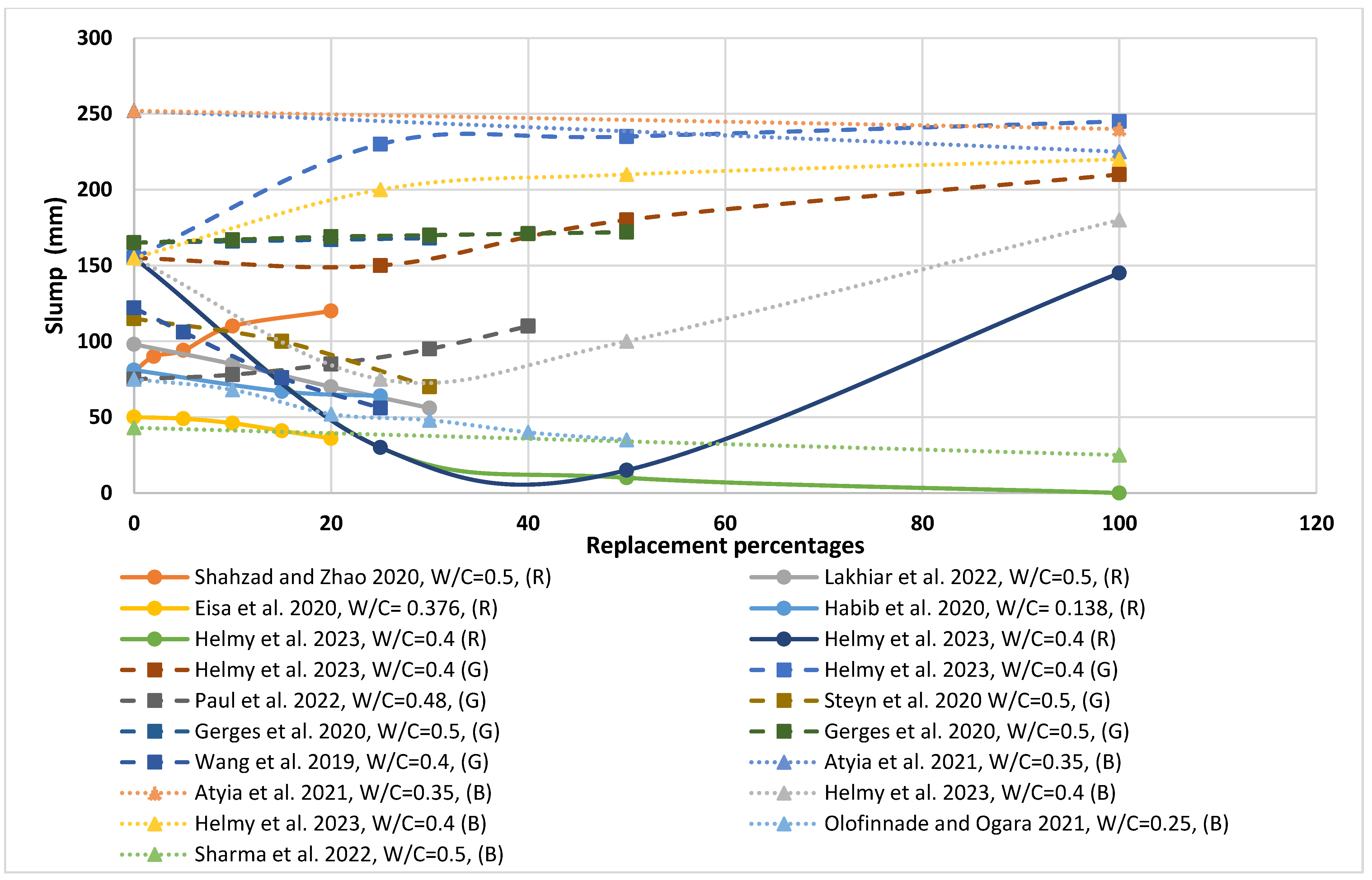
5. Workability of LWC Incorporating Lightweight Aggregate from Waste Materials
6. Mechanical Properties of LWC Incorporating Lightweight Aggregate from Waste Materials
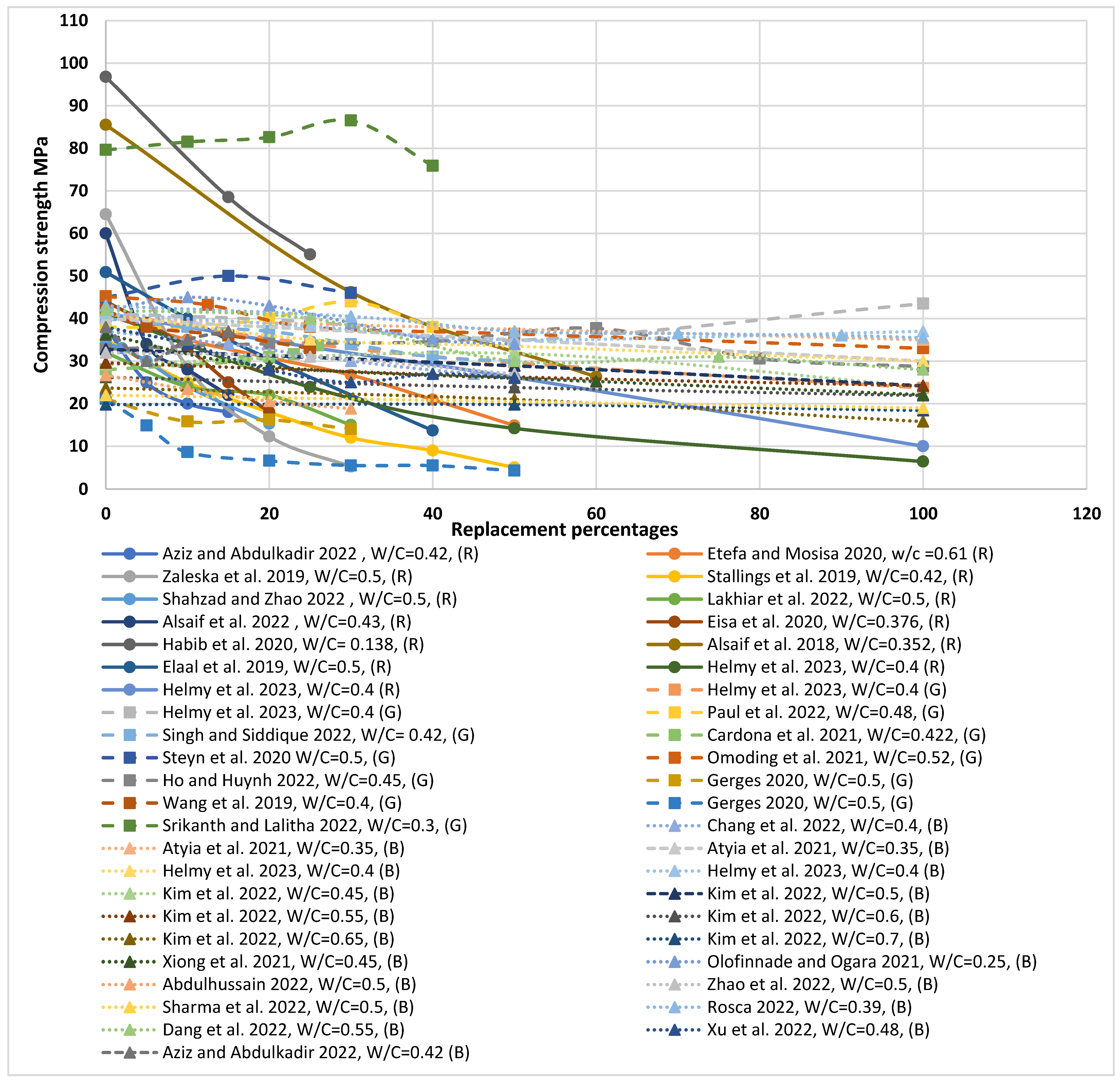
6.1. Compressive Strength
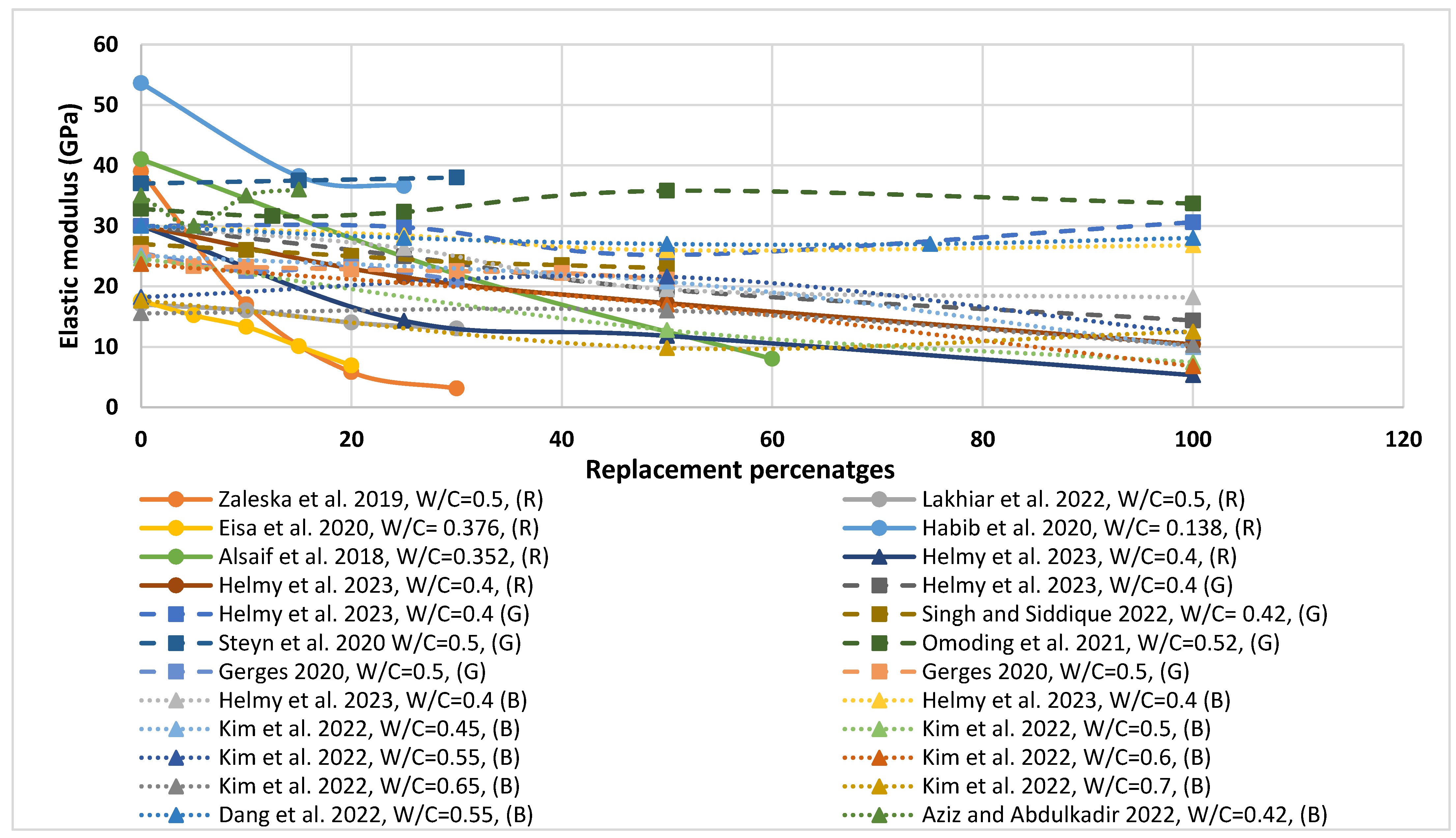
6.2. Elastic Modulus
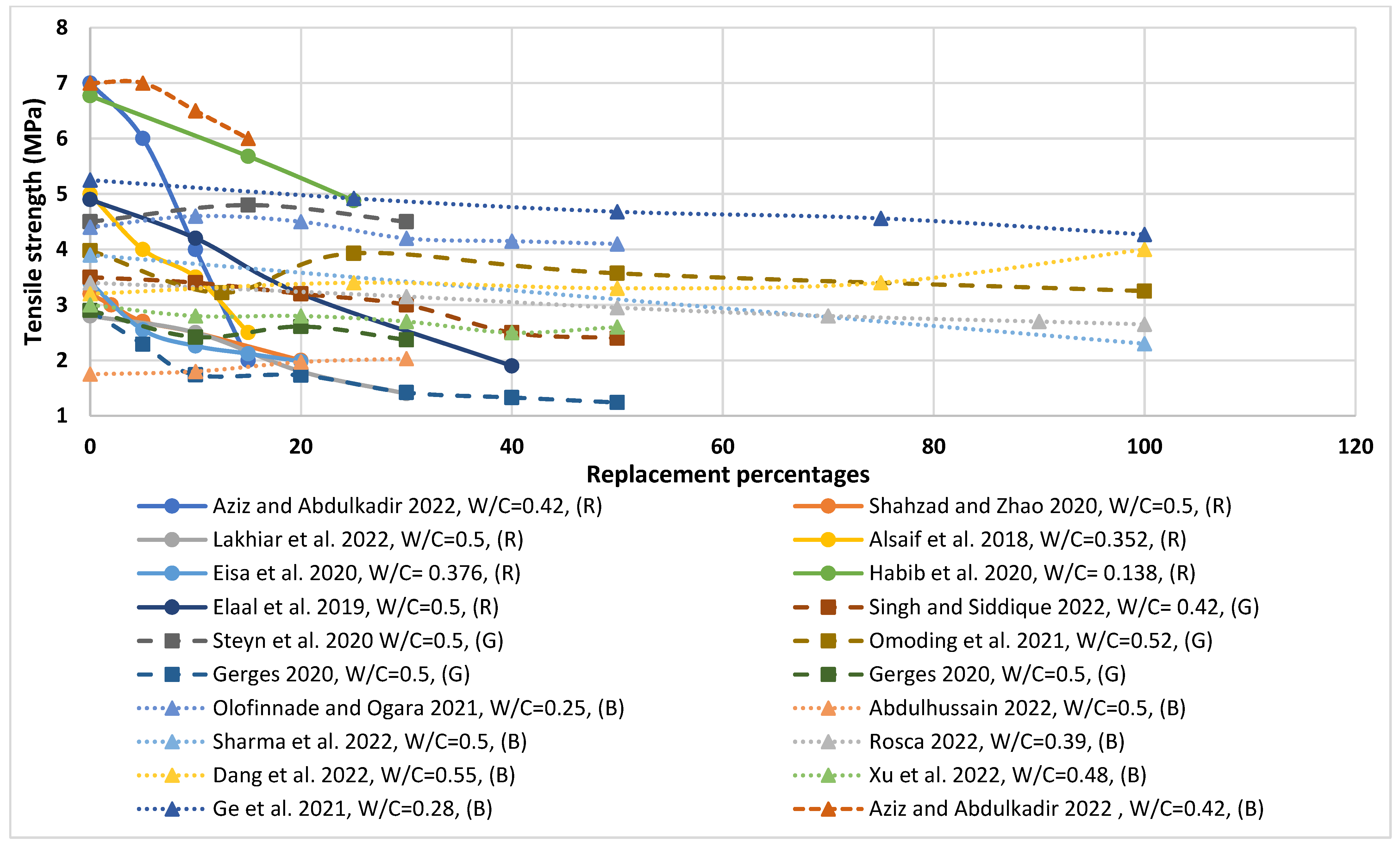
6.3. Splitting Tensile Strength
6.4. Impact Resistance
7. Physical Properties of LWC Incorporating Lightweight Aggregate from Waste Materials
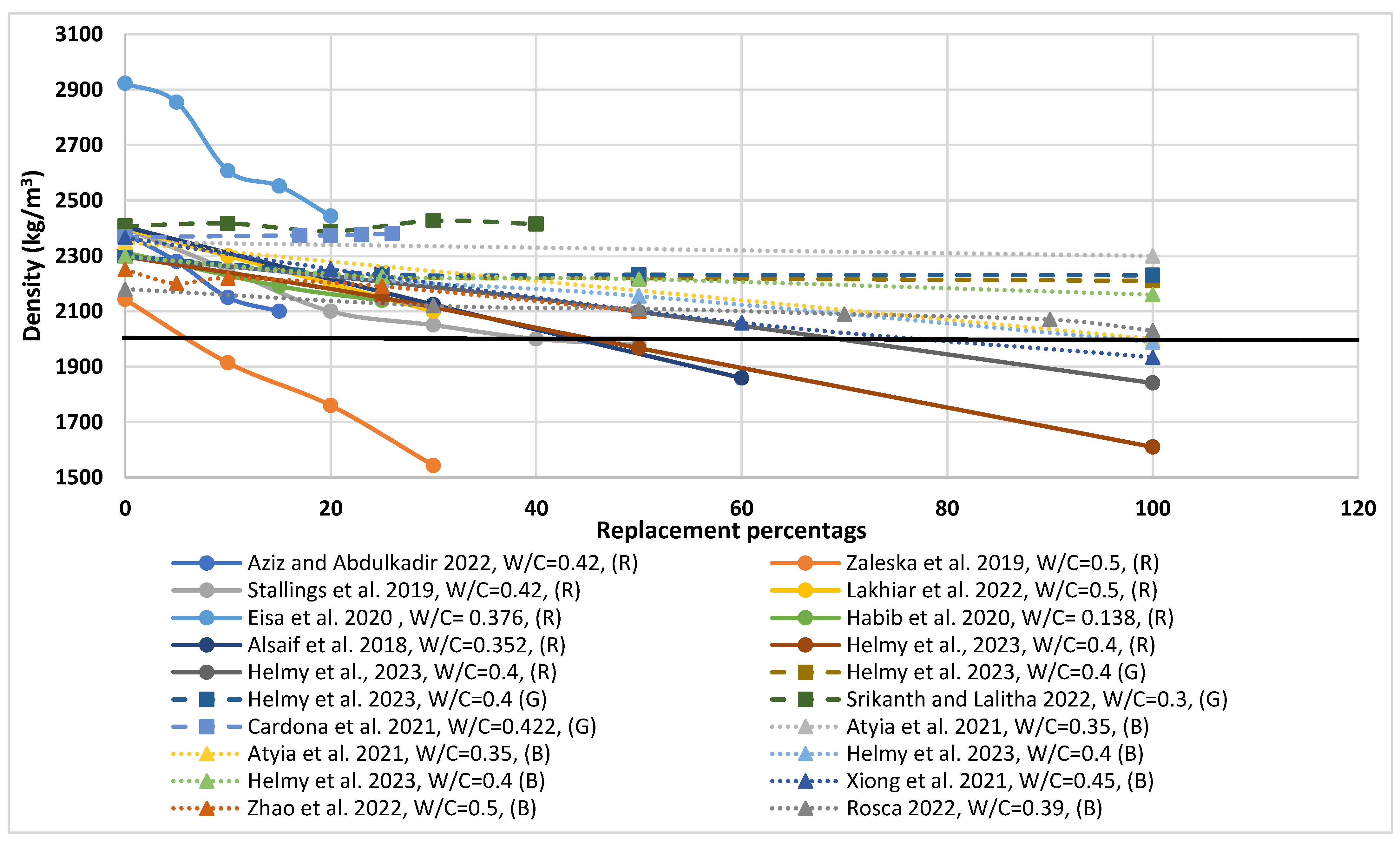
7.1. Density
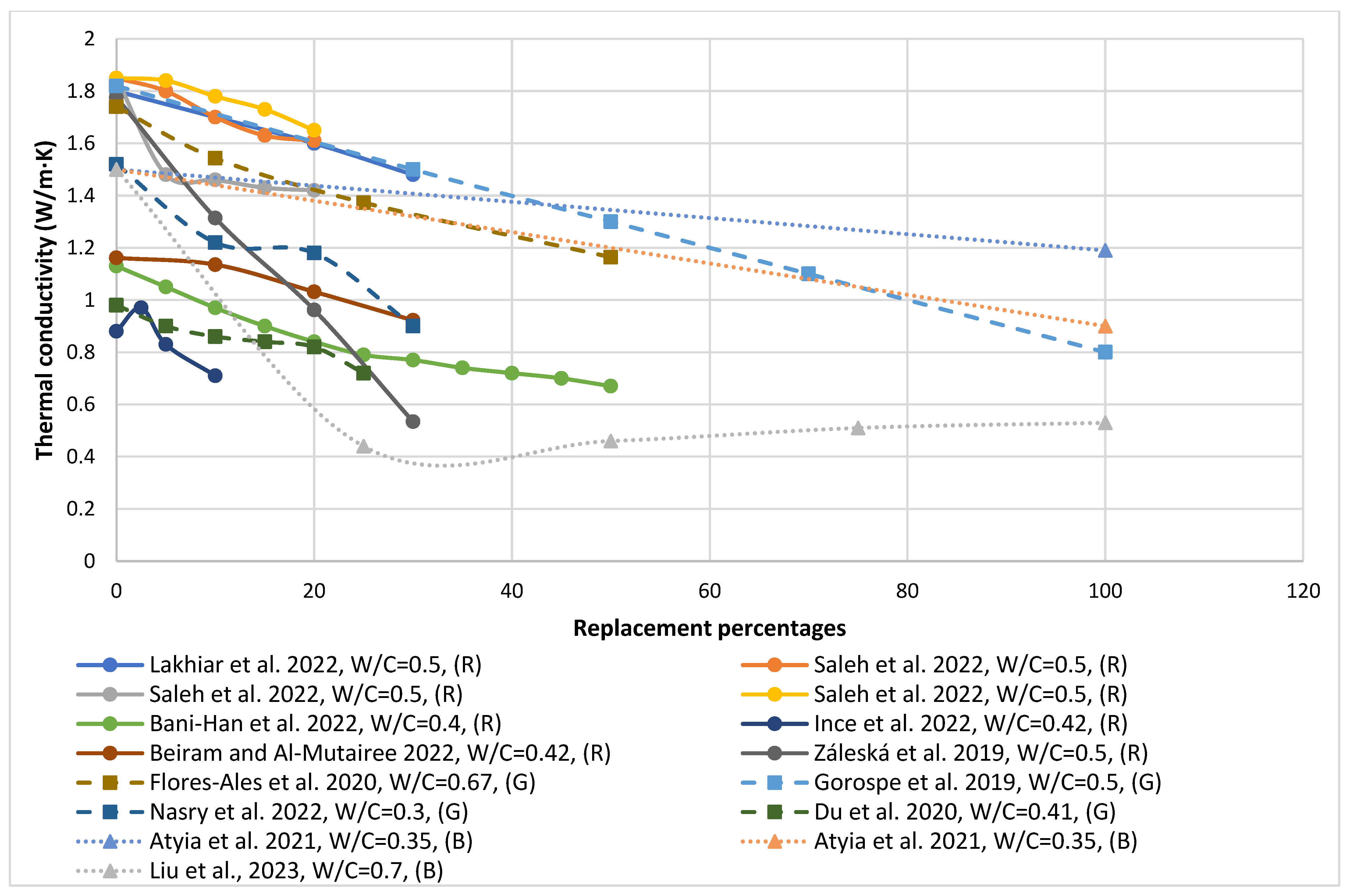
7.2. Thermal Conductivity
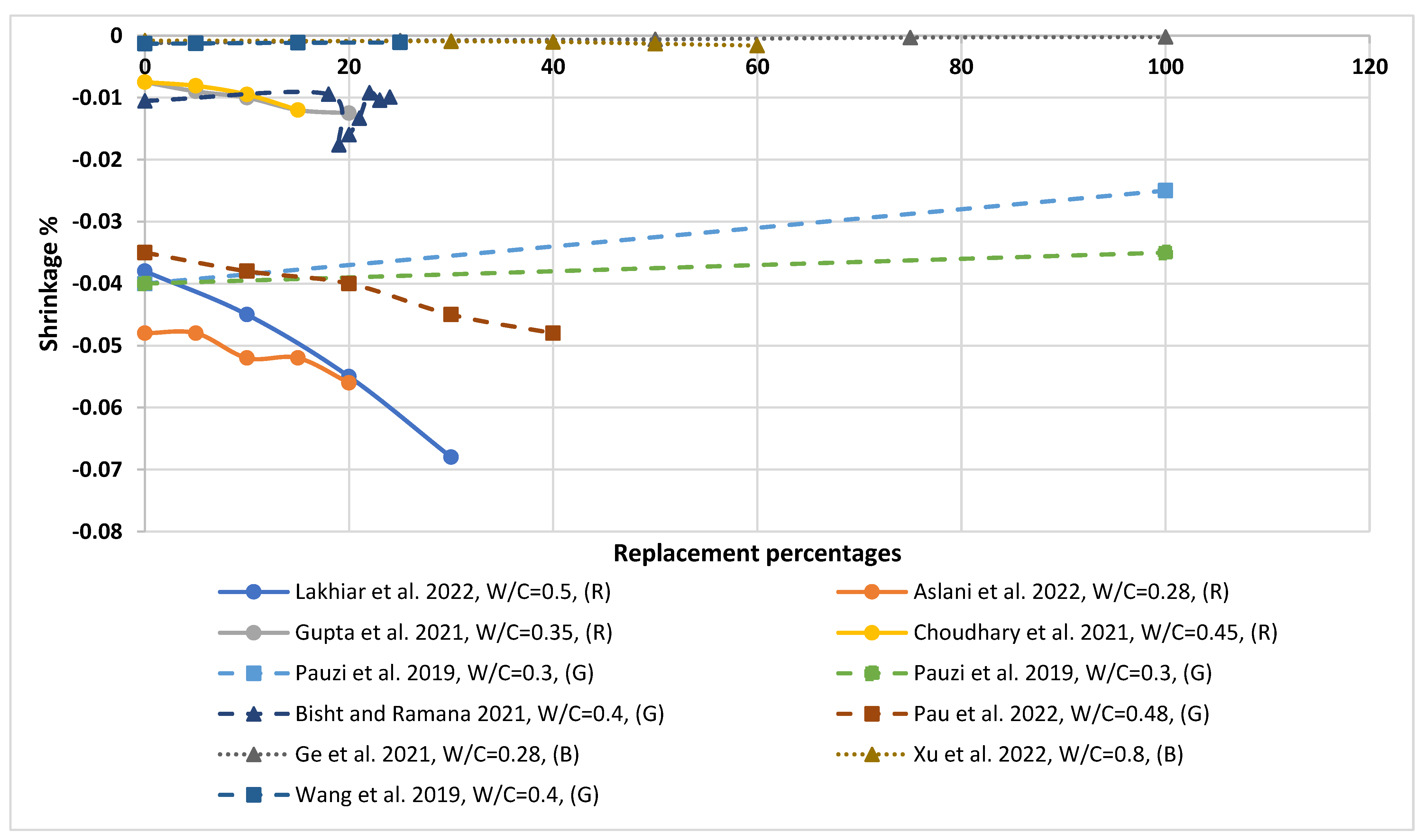
7.3. Shrinkage
8. Durability Properties of LWC Incorporating Lightweight Aggregate from Waste Materials
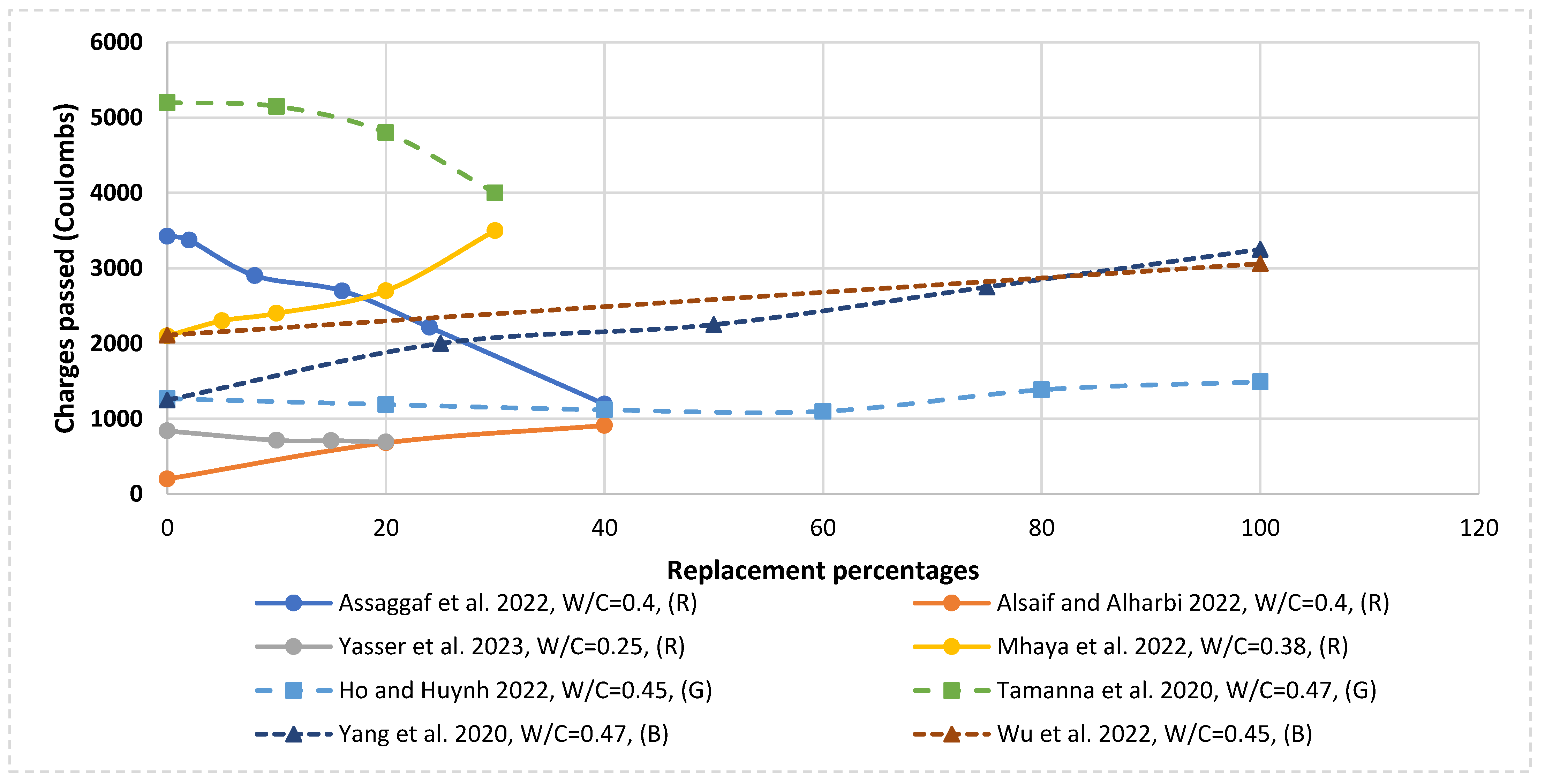
8.1. Permeability
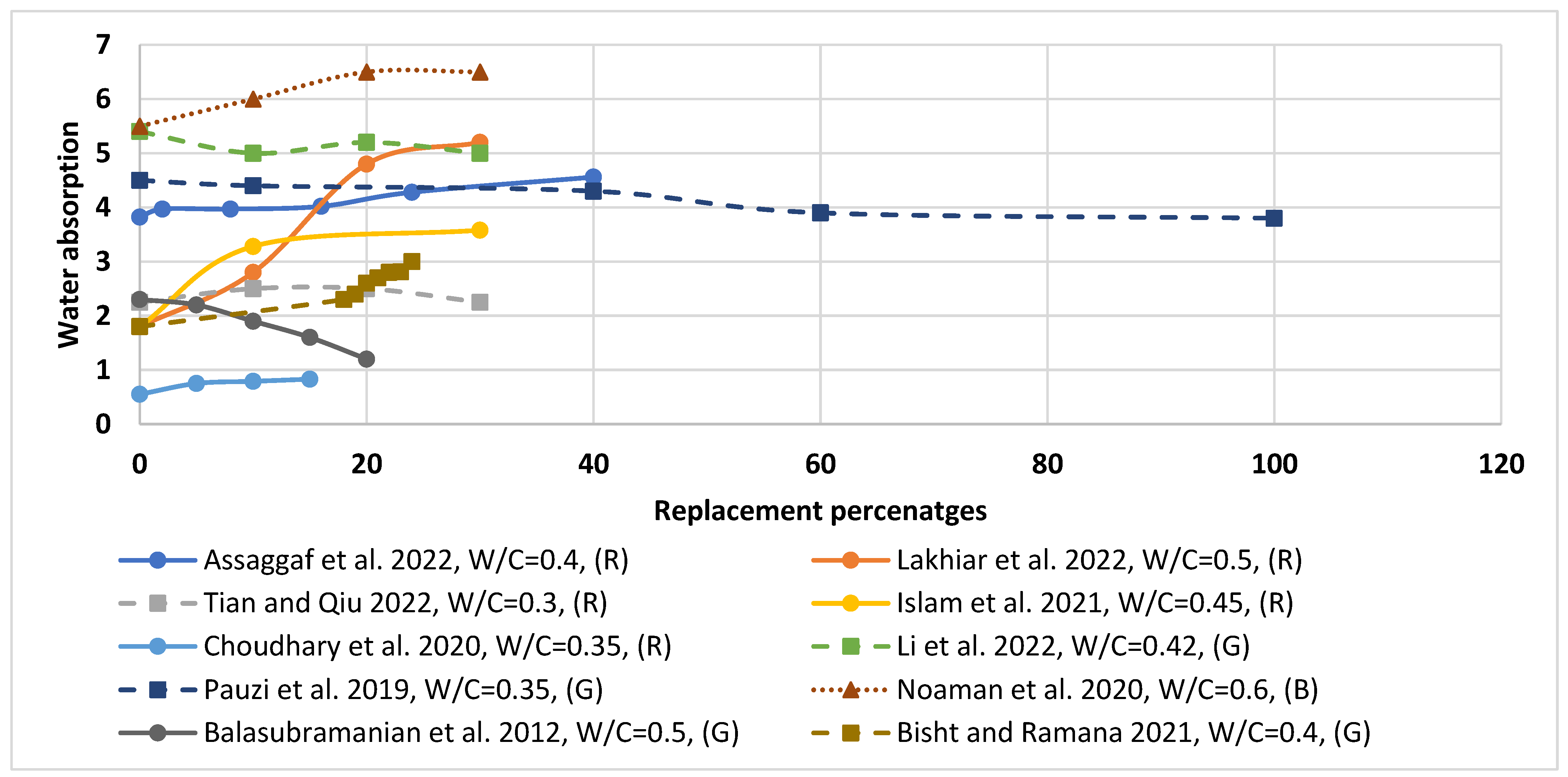
8.2. Water Absorption
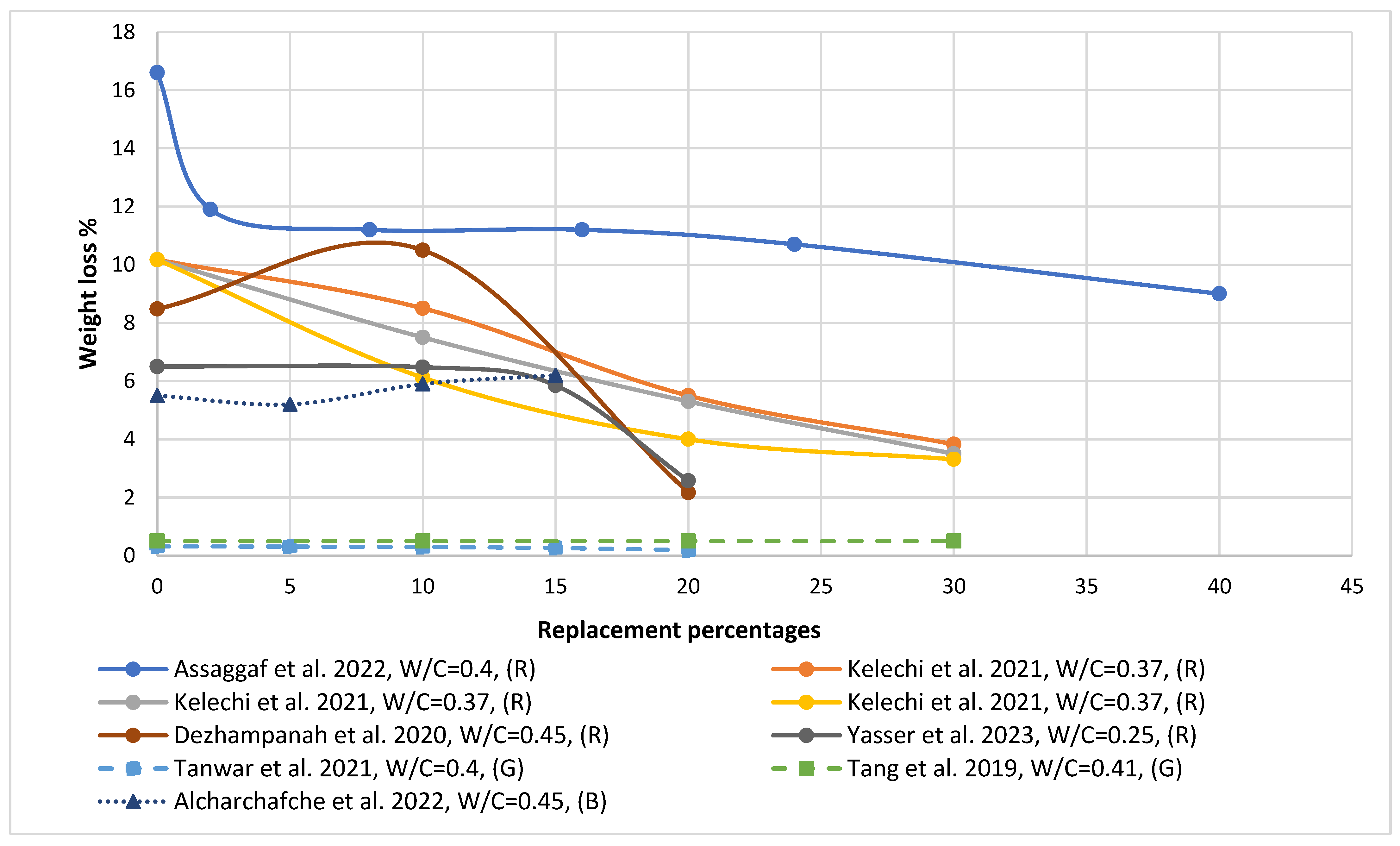
8.3. Sulfate Resistance
9. Conclusions
- Utilizing waste as aggregate to substitute natural resources satisfies the need for decomposition.
- Incorporating waste tire rubber in the mixture decreased its workability, while glass and fully or partially saturated crushed clay brick increased it.
- The mechanical strength of sustainable lightweight concrete decreased as waste material amounts increased, except for finely ground clay brick and glass powder. This is due to the crushing index of the three waste materials being higher than natural aggregate and the weak bond between waste materials and cement paste. The compression strength of glass concrete increased when it was exposed to high temperatures. However, the compression strength of crushed clay brick concrete increased when crushed clay brick was used as a powder additive to cement.
- The density of the sustainable concrete decreased as the rubber tire, crushed clay brick, and crushed glass content increased. The reduction in density reached 4, 21.7, and 31.7% when crushed glass, clay brick, and rubber tire were incorporated into the concrete, respectively. This reduction was related to the lower specific gravity of the waste materials used.
- All the waste studied in this paper greatly reduces the thermal conductivity of the resulting concrete. The most effective in reducing thermal conductivity are rubber tires, followed by crushed glass, and finally, crushed clay bricks.
- The highest shrinkage was found in rubberized concrete, and the lowest was found in crushed clay brick concrete due to its pozzolanic reaction. Additionally, water absorption in glass concrete decreased as the glass content increased, in contrast to crushed clay brick and rubberized concrete.
10. Recommendation
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dezhampanah, S.; Nikbin, I.M.; Charkhtab, S.; Fakhimi, F.; Bazkiaei, S.M.; Mohebbi, R. Environmental performance and durability of concrete incorporating waste tire rubber and steel fiber subjected to acid attack. J. Clean. Prod. 2020, 268, 122216. [Google Scholar] [CrossRef]
- Mousa, A.; Mahgoub, M.; Hussein, M. Lightweight concrete in America: Presence and challenges. Sustain. Prod. Consum. 2018, 15, 131–144. [Google Scholar] [CrossRef]
- ACI Committee 213. ACI 213R-87 Guide for Structural Lightweight Aggregate Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2015. [Google Scholar]
- Fediuk, R.; Amran, M.; Vatin, N.; Vasilev, Y.; Lesovik, V.; Ozbakkaloglu, T. Acoustic Properties of Innovative Concretes: A Review. Materials 2021, 14, 398. [Google Scholar] [CrossRef] [PubMed]
- Agrawal, Y.; Gupta, T.; Sharma, R.; Panwar, N.L.; Siddique, S. A comprehensive review on the performance of structural lightweight aggregate concrete for sustainable construction. Constr. Mater. 2021, 1, 39–62. [Google Scholar] [CrossRef]
- Tajra, F.; Elrahman, M.A.; Stephan, D. The production and properties of cold-bonded aggregate and its applications in concrete: A review. Constr. Build. Mater. 2019, 225, 29–43. [Google Scholar] [CrossRef]
- EN 206-1; European Standard, Concrete—Part 1: Specification, Performance, Production and Conformity. 2001. Available online: https://standards.iteh.ai/catalog/standards/cen/af40b93d-23eb-43ae-8880-d6b6c9088325/en-206-1-2000 (accessed on 10 May 2023).
- Chandra, S.; Berntsson, L. Lightweight Aggregate Concrete; Elsevier: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Lee, C.T. Preparation of spherical foamed body with function of media for waste water treatment by using waste LCD glass. J. Ind. Eng. Chem. 2014, 20, 3089–3095. [Google Scholar] [CrossRef]
- Bs EN 13055; E. C. for Standardization. European Committee for Standardization: Brussels, Belgium, 2003; pp. 1–20.
- Jiang, T.; Cui, K.; Chang, J. Development of low-carbon cement: Carbonation of compounded C2S by β-C2S and γ-C2S. Cem. Concr. Compos. 2023, 139, 105071. [Google Scholar] [CrossRef]
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Mills, J.E.; Youssf, O. Practical Rubber Pre-Treatment Approch for Concrete Use—An Experimental Study. J. Compos. Sci. 2021, 5, 143. [Google Scholar] [CrossRef]
- Sienkiewicz, M.; Kucinska-Lipka, J.; Janik, H.; Balas, A. Progress in used tiresmanagement in the European Union: A review. Waste Manag. 2012, 32, 1742–1751. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Panicker, V.J. Recycling of waste tire rubber as aggregate in concrete: Durability-related performance. J. Clean. Prod. 2016, 112, 504–513. [Google Scholar] [CrossRef]
- Li, N.; Long, G.; Ma, C.; Fu, Q.; Zeng, X.; Ma, K.; Xie, Y.; Luo, B. Properties of self-compacting concrete (SCC) with recycled tire rubber aggregate: A comprehensive study. J. Clean. Prod. 2019, 236, 117707. [Google Scholar] [CrossRef]
- World Business Council for Sustainable Development, Managing End-Of-Life Tires. 2008. Available online: https://www.wbcsd.org/Sector-Projects/Tire-Industry-Project/Resources/Managing-End-of-Life-Tires (accessed on 2 August 2020).
- Medina, N.F.; Garcia, R.; Hajirasouliha, I.; Pilakoutas, K.; Guadagnini, M.; Raffoul, S. Composites with recycled rubber aggregates: Properties and opportunities in construction. Constr. Build. Mater. 2018, 188, 884–897. [Google Scholar] [CrossRef]
- Aslani, F.; Kelin, J. Assessment and development of high-performance fibre-reinforced lightweight self-compacting concrete including recycled crumb rubber aggregates exposed to elevated temperatures. J. Clean. Prod. 2018, 200, 1009–1025. [Google Scholar] [CrossRef]
- Copetti, C.M.; Borges, P.M.; Squiavon, J.Z.; da Silva, S.R.; de Oliveira Andrade, J.J. Evaluation of tire rubber surface pre-treatment and silica fume on physical-mechanical behavior and microstructural properties of concrete. J. Clean. Prod. 2020, 256, 120670. [Google Scholar] [CrossRef]
- Miller, N.M.; Tehrani, F.M. Mechanical properties of rubberized lightweight aggregate concrete. Constr. Build. Mater. 2017, 147, 264–271. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E.; Khoshnaw, G.; Ipek, S. Investigating properties of pervious concretes containing waste tire rubbers. Constr. Build. Mater. 2014, 63, 206–213. [Google Scholar] [CrossRef]
- Rajan, R.G.; Sakthieswaran, N.; Babu, O.G. Materials Today: Proceedings Experimental investigation of sustainable concrete by partial replacement of fine aggregate with treated waste tyre rubber by acidic nature. Mater. Today Proc. 2020, 37, 1019–1022. [Google Scholar] [CrossRef]
- Yasser, N.; Abdelrahman, A.; Kohail, M.; Moustafa, A. Experimental investigation of durability properties of rubberized concrete. Ain Shams Eng. J. 2023, 14, 102111. [Google Scholar] [CrossRef]
- Zhang, B.; Poon, C.S. Sound insulation properties of rubberized lightweight aggregate concrete. J. Clean. Prod. 2018, 172, 3176–3185. [Google Scholar] [CrossRef]
- Wu, Y.F.; Kazmi, S.M.S.; Munir, M.J.; Zhou, Y.; Xing, F. Effect of compression casting method on the compressive strength, elastic modulus and microstructure of rubber concrete. J. Clean. Prod. 2020, 264, 121746. [Google Scholar] [CrossRef]
- Záleská, M.; Pavlík, Z.; Čítek, D.; Jankovský, O.; Pavlíková, M. Eco-friendly concrete with scrap-tire-rubber-based aggregate–Properties and thermal stability. Constr. Build. Mater. 2019, 225, 709–722. [Google Scholar] [CrossRef]
- Huang, W.; Huang, X.; Xing, Q.; Zhou, Z. Strength reduction factor of crumb rubber as fine aggregate replacement in concrete. J. Build. Eng. 2020, 32, 101346. [Google Scholar] [CrossRef]
- Dhivya, K.; Priyadharshini, K. Experimental study on strength properties of concrete with partial replacement of coarse aggregate by rubber tyre waste. Mater. Today Proc. 2022, 52, 1930–1934. [Google Scholar] [CrossRef]
- Habib, A.; Yildirim, U.; Eren, O. Mechanical and dynamic properties of high strength concrete with well graded coarse and fine tire rubber. Constr. Build. Mater. 2020, 246, 118502. [Google Scholar] [CrossRef]
- Zhang, B.; Feng, Y.; Xie, J.; Lai, D.; Yu, T.; Huang, D. Rubberized geopolymer concrete: Dependence of mechanical properties and freeze-thaw resistance on replacement ratio of crumb rubber. Constr. Build. Mater. 2021, 310, 125248. [Google Scholar] [CrossRef]
- Siddique, R.; Naik, T.R. Properties of concrete containing scrap-tire rubber—An overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Elmoaty, A.E.M.A.; AbdElbaset, M.M. Utilization of waste rubber in non-structural applications. Constr. Build. Mater. 2015, 91, 195–207. [Google Scholar] [CrossRef]
- Substantial Environmental Benefits from Mechanical Tire Recycling into Infill for Artificial Turf Pitches Are Demonstrated by New LCA Study. 2020. Available online: https://erec.info/substantial-environmental-benefits-from-mechanical-tyre-recycling-into-infill-for-artificial-turf-pitches-are-demonstrated-by-new-lca-study/ (accessed on 24 June 2020).
- Choudhary, S.; Chaudhary, S.; Jain, A.; Gupta, R. Assessment of effect of rubber tire fiber on functionally graded concrete. Mater. Today Proc. 2020, 28, 1496–1502. [Google Scholar] [CrossRef]
- Chylík, R.; Trtík, T.; Fládr, J.; Bílý, P. Mechanical properties and durability of crumb rubber concrete. IOP Conf. Ser. Mater. Sci. Eng. 2017, 236, 012093. [Google Scholar] [CrossRef]
- GHD. Packaging Stewardship Forum, Australian Food and Grocery Council the Use of Crushed Glass as Both an Aggregate Substitute in Road Base and in Asphalt in Australia. 2008. Available online: https://higherlogicdownload.s3.amazonaws.com/IPWEA/c7e19de0-08d5-47b7-ac3f-c198b11cd969/UploadedImages/Glass%20Reccling/081104%20ghd%20crushed%20glass%20final%20report%5B1%5D.pdf (accessed on 10 May 2023).
- Yang, S.; Cui, H.; Poon, C.S. Comparison of the mechanically compacted dry-mix and ordinary vibrated wet-mix glass concretes after exposure to elevated temperatures. Cem. Concr. Compos. 2020, 114, 103720. [Google Scholar] [CrossRef]
- Jiao, Y.; Zhang, Y.; Guo, M.; Zhang, L.; Ning, H.; Liu, S. Mechanical and fracture properties of ultra-high performance concrete (UHPC) containing waste glass sand as partial replacement material. J. Clean. Prod. 2002, 277, 123501. [Google Scholar] [CrossRef]
- The European Container Glass Federation, 2018. Glass Containers. Available online: https://feve.org/glass_recycling_stats_2018 (accessed on 1 December 2020).
- Arulrajah, A.; Piratheepan, J.; Disfani, M.M.; Bo, M.W. Geotechnical and geoenvironmental properties of recycled construction and demolition materials in pavement subbase applications. J. Mater. Civ. Eng. 2013, 25, 1077–1088. [Google Scholar] [CrossRef]
- Paktiawal, A.; Alam, M. A study of age effect through NDT and crushing strength of concrete with different industrial wastes under loading and unloading conditions. Mater. Today Proc. 2021, 46, 8686–8693. [Google Scholar] [CrossRef]
- Zhang, S.; He, P.; Niu, L. Mechanical properties and permeability of fiber-reinforced concrete with recycled aggregate made from waste clay brick. J. Clean. Prod. 2020, 268, 121690. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Chen, F.; Liu, C.; Chen, X. Utilization of waste clay bricks as coarse and fine aggregates for the preparation of lightweight aggregate concrete. J. Clean. Prod. 2018, 201, 706–715. [Google Scholar] [CrossRef]
- Yang, D.; Liu, M.; Ma, Z. Properties of the foam concrete containing waste brick powder derived from construction and demolition waste. J. Build. Eng. 2020, 32, 101509. [Google Scholar] [CrossRef]
- EPA. Construction and Demolition Debris Management in the United States, Environmental Protection Agency (EPA), USA. 2020; pp. 1–24. Available online: https://www.epa.gov/sites/default/files/2020-03/documents/final_cd-eol-management_2015_508.pdf (accessed on 10 May 2023).
- Li, L.G.; Lin, Z.H.; Chen, G.M.; Kwan, A.K.H. Reutilizing clay brick dust as paste substitution to produce environment-friendly durable mortar. J. Clean. Prod. 2020, 274, 122787. [Google Scholar] [CrossRef]
- Akinyele, J.O.; Igba, U.T.; Ayorinde, T.O.; Jimoh, P.O. Case Studies in Construction Materials Structural efficiency of burnt clay bricks containing waste crushed glass and polypropylene granules. Case Stud. Constr. Mater. 2002, 13, e00404. [Google Scholar] [CrossRef]
- Kallel, A.; Ellouze, M.; Trabelsi, I. Co-management of landfill leachate concentrate with brick waste by solidification/stabilization treatment. Arab. J. Geosci. 2017, 10, 81. [Google Scholar] [CrossRef]
- Zuo, J.; Zhao, Z.-Y. Green building research–current status and future agenda: A review. Renew. Sustain. Energy Rev. 2014, 30, 271–281. [Google Scholar] [CrossRef]
- Hunag, L.J.; Wang, H.Y.; Wu, Y.W. Properties of the mechanical in controlled low-strength rubber lightweight aggregate concrete (CLSRLC). Constr. Build. Mater. 2016, 112, 1054–1058. [Google Scholar] [CrossRef]
- López-Zaldívar, O.; Lozano-Díez, R.; Herrero del Cura, S.; Mayor-Lobo, P.; Hernández-Olivares, F. Effects of water absorption on the microstructure of plaster with end-of-life tire rubber mortars. Constr. Build. Mater. 2017, 150, 558–567. [Google Scholar] [CrossRef]
- Raffoul, S.; Garcia, R.; Escolano-margarit, D.; Guadagnini, M.; Hajirasouliha, I. Behaviour of unconfined and FRP-confined rubberised concrete in axial compression. Constr. Build. Mater. 2017, 147, 388–397. [Google Scholar] [CrossRef]
- Si, R.; Wang, J.; Guo, S.; Dai, Q.; Han, S. Evaluation of laboratory performance of self-consolidating concrete with recycled tire rubber. J. Clean. Prod. 2018, 180, 823–831. [Google Scholar] [CrossRef]
- Thakur, A.; Senthil, K.; Sharma, R.; Singh, A.P. Employment of crumb rubber tire in concrete masonry bricks. Mater. Today Proc. 2020, 32, 553–559. [Google Scholar] [CrossRef]
- Al Rawahi, Z.; Waris, M.B. Use of recycled tires in non-structural concrete. MATEC Web Conf. 2017, 120, 03002. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. Mechanical and dynamic properties of self-compacting crumb rubber modified concrete. Constr. Build. Mater. 2012, 27, 521–530. [Google Scholar] [CrossRef]
- Topçu, I.B.; Canbaz, M. Properties of concrete containing waste glass. Cem. Concr. Res. 2004, 34, 267–274. [Google Scholar] [CrossRef]
- De Castro, S.; De Brito, J. Evaluation of the durability of concrete made with crushed glass aggregates. J. Clean. Prod. 2013, 41, 7–14. [Google Scholar] [CrossRef]
- Lu, J.X.; Yan, X.; He, P.; Poon, C.S. Sustainable design of pervious concrete using waste glass and recycled concrete aggregate. J. Clean. Prod. 2019, 234, 1102–1112. [Google Scholar] [CrossRef]
- Balasubramanian, B.; Krishna, G.G.; Saraswathy, V.; Srinivasan, K. Experimental investigation on concrete partially replaced with waste glass powder and waste E-plastic. Constr. Build. Mater. 2012, 278, 122400. [Google Scholar] [CrossRef]
- Arivalagan, S.; Sethuraman, V. Experimental study on the mechanical properties of concrete by partial replacement of glass powder as fine aggregate: An environmental friendly approach. Mater. Today Proc. 2020, 45, 6035–6041. [Google Scholar] [CrossRef]
- Dang, J.; Zhao, J.; Hu, W.; Du, Z.; Gao, D. Properties of mortar with waste clay bricks as fine aggregate. Constr. Build. Mater. 2018, 166, 898–907. [Google Scholar] [CrossRef]
- Hoque, M.M.; Islam, M.N.; Islam, M.; Kader, M.A. Bond behavior of reinforcing bars embedded in concrete made with crushed clay bricks as coarse aggregates. Constr. Build. Mater. 2002, 244, 118364. [Google Scholar] [CrossRef]
- Dang, J.; Zhao, J. Influence of waste clay bricks as fine aggregate on the mechanical and microstructural properties of concrete. Constr. Build. Mater. 2019, 228, 116757. [Google Scholar] [CrossRef]
- Ge, Z.; Wang, Y.; Sun, R.; Wu, X.; Guan, Y. Influence of ground waste clay brick on properties of fresh and hardened concrete. Constr. Build. Mater. 2015, 98, 128–136. [Google Scholar] [CrossRef]
- Dang, J.; Zhao, J.; Pang, S.D.; Zhao, S. Durability and microstructural properties of concrete with recycled brick as fine aggregates. Constr. Build. Mater. 2020, 262, 120032. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd-Elmoaty, A.-E.M.; Hassan, H.H. Utilization of crushed clay brick in concrete industry. Alex. Eng. J. 2014, 53, 151–168. [Google Scholar] [CrossRef] [Green Version]
- Bektas, F.; Wang, K.; Ceylan, H. Effects of crushed clay brick aggregate on mortar durability. Constr. Build. Mater. 2009, 23, 1909–1914. [Google Scholar] [CrossRef]
- Huang, Q.; Zhu, X.; Xiong, G.; Wang, C.; Liu, D.; Zhao, L. Recycling of crushed waste clay brick as aggregates in cement mortars: An approach from macro- and micro-scale investigation. Constr. Build. Mater. 2021, 274, 122068. [Google Scholar] [CrossRef]
- Helmy, S.H.; Tahwia, A.M.; Mahdy, M.G.; Elrahman, M.A. Development and characterization of sustainable concrete incorporating a high volume of industrial waste materials. Constr. Build. Mater. 2023, 365, 130160. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E.; Zhuge, Y. Axial Compression Behaviour of Hybrid Double-Skin Tubular Columns Filled with Rubcrete. J. Compos. Sci. 2019, 3, 62. [Google Scholar] [CrossRef] [Green Version]
- Eldin, N.N.; Senouci, A.B. Measurement and Prediction of the Strength of Rubberized Concrete. Cem. Concr. Compos. 1994, 16, 287–298. [Google Scholar] [CrossRef]
- Siringi, G.M. Properties of Concrete with Tire Derived Aggregate and Crumb Rubber as a Lightweight Substitute for Mineral Aggregates in the Concrete Mix. Ph.D. Thesis, The University of Texas at Arlington, Arlington, TX, USA, 2012. [Google Scholar]
- Sukontasukkul, P.; Tiamlom, K. Expansion under water and drying shrinkage of rubberized concrete mixed with crumb rubber with different size. Constr. Build. Mater. 2012, 29, 520–526. [Google Scholar] [CrossRef]
- Srivastava, S.; Rao, A.K.; Zain, M.; Kumar, R. Utilization of waste rubber fiber considering modification in strength reduction factor and its effect on the behavior of concrete. Mater. Today Proc. 2020, 21, 1489–1495. [Google Scholar] [CrossRef]
- Yang, S.; Ling, T.C.; Cui, H.; Poon, C.S. Influence of particle size of glass aggregates on the high temperature properties of dry-mix concrete blocks. Constr. Build. Mater. 2019, 209, 522–531. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Liu, C.; Chen, X.; Xu, Z. The particle-size effect of waste clay brick powder on its pozzolanic activity and properties of blended cement. J. Clean. Prod. 2020, 242, 118521. [Google Scholar] [CrossRef]
- ASTM D792; Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. ASTM International: Conshohocken, PA, USA, 2008.
- Terro, M.J. Properties of concrete made with recycled crushed glass at elevated temperatures. Build. Environ. 2006, 41, 633–639. [Google Scholar] [CrossRef]
- Swilam, A.; Tahwia, A.M.; Youssf, O. Effect of Rubber Heat Treatment on Rubberized-Concrete Mechanical Performance. J. Compos. Sci. 2022, 6, 290. [Google Scholar] [CrossRef]
- Youssf, O.; Mills, J.E.; Hassanli, R. Assessment of the mechanical performance of crumb rubber concrete. Constr. Build. Mater. 2016, 125, 175–183. [Google Scholar] [CrossRef]
- Hussein, Y.M.; Abd Elrahman, M.; Elsakhawy, Y.; Tayeh, B.A.; Tahwia, A.M. Development and performance of sustainable structural lightweight concrete containing waste clay bricks. J. Mater. Res. Technol. 2022, 21, 4344–4359. [Google Scholar] [CrossRef]
- Mohammed, T.J.; Breesem, K.M. Enhancement of the Shear-flexural Strength of the Rubberized Concrete Prism Beam by External Reinforcement. Int. J. Eng. Trans. B Appl. 2022, 35, 1017–1023. [Google Scholar] [CrossRef]
- Sidhu, A.S.; Siddique, R. Durability assessment of sustainable metakaolin based high strength concrete incorporating crumb tire rubber. J. Build. Eng. 2023, 72, 106660. [Google Scholar] [CrossRef]
- Chaturvedy, G.K.; Pandey, U.K.; Kumar, H. Effect of graphene oxide on the microscopic, physical and mechanical characteristics of rubberized concrete. Innov. Infrastruct. Solut. 2023, 8, 163. [Google Scholar] [CrossRef]
- Islam, M.M.U.; Roychand, J.; Li, R.; Saberian, M. Investigation of durability properties for structural lightweight concrete with discarded vehicle tire rubbers: A study for the complete replacement of conventional coarse aggregates. Constr. Build. Mater. 2023, 369, 130634. [Google Scholar] [CrossRef]
- Olofinnade, O.; Ogara, J. Workability, strength, and microstructure of high strength sustainable concrete incorporating recycled clay brick aggregate and calcined clay. Clean. Eng. Technol. 2021, 3, 100123. [Google Scholar] [CrossRef]
- Shahzad, K.; Zhao, Z. Experimental study of NaOH pretreated crumb rubber as substitute of fine aggregate in concrete. Constr. Build. Mater. 2020, 358, 129448. [Google Scholar] [CrossRef]
- Lakhiar, M.T.; Kong, S.Y.; Bai, Y.; Susilawati, S.; Zahidi, I.; Paul, S.C.; Raghunandan, M.E. Thermal and Mechanical Properties of Concrete Incorporating Silica Fume and Waste Rubber Powder. Polymers 2022, 14, 4858. [Google Scholar] [CrossRef] [PubMed]
- Eisa, A.S.; Elshazli, M.T.; Nawar, M.T. Experimental investigation on the effect of using crumb rubber and steel fibers on the structural behavior of reinforced concrete beams. Constr. Build. Mater. 2020, 252, 119078. [Google Scholar] [CrossRef]
- Paul, D.; Bindhu, K.R.; Matos, A.M.; Delgado, J. Eco-friendly concrete with waste glass powder: A sustainable and circular solution. Constr. Build. Mater. 2022, 355, 129217. [Google Scholar] [CrossRef]
- Steyn, Z.; Babafemi, A.; Fataar, H.; Combrinck, R. Concrete containing waste recycled glass, plastic and rubber as sand replacement. Constr. Build. Mater. 2020, 269, 121242. [Google Scholar] [CrossRef]
- Gerges, N.N.; Issa, C.A.; Sleiman, E.; Aintrazi, S.; Saadeddine, J.; Abboud, R.; Antoun, M. Eco-Friendly Optimum Structural Concrete Mix Design. Sustainability 2020, 14, 8660. [Google Scholar] [CrossRef]
- Wang, J.; Guo, S.; Dai, Q.; Si, R.; Ma, Y. Evaluation of cathode ray tube (CRT) glass concrete with/without surface treatment. J. Clean. Prod. 2019, 226, 85–95. [Google Scholar] [CrossRef]
- Atyia, M.M.; Mahdy, M.G.; Elrahman, M.A. Production and properties of lightweight concrete incorporating recycled waste crushed clay bricks. Constr. Build. Mater. 2021, 304, 124655. [Google Scholar] [CrossRef]
- Sharma, N.; Sharma, P.; Parashar, A.K. Use of waste glass and demolished brick as coarse aggregate in production of sustainable concrete. Mater. Today Proc. 2022, 62, 4030–4035. [Google Scholar] [CrossRef]
- Cui, K.; Chang, J. Hydration, reinforcing mechanism, and macro performance of multi-layer graphene-modified cement composites. J. Build. Eng. 2022, 57, 104880. [Google Scholar] [CrossRef]
- Alharishawi, S.S.C.; Rajaa, N.; Jabur, A.R. Experimental investigation of using recycled glass waste as fine aggregate replacement in concrete. Arch. Civ. Eng. 2021, 67, 27–38. [Google Scholar] [CrossRef]
- Vieira, T.; Alves, A.; de Brito, J.; Correia, J.R.; Silva, R.V. Durability-related performance of concrete containing fine recycled aggregates from crushed bricks and sanitary ware. Mater. Des. 2016, 90, 767–776. [Google Scholar] [CrossRef]
- Aziz, P.L.; Abdulkadir, M.R. Mechanical Properties and Flexural Strength of Reinforced Concrete Beams Containing Waste Material as Partial Replacement for Coarse Aggregates. Int. J. Concr. Struct. Mater. 2022, 16, 56. [Google Scholar] [CrossRef]
- Etefa, G.; Mosisa, A. Waste Rubber Tires: A Partial Replacement for Coarse Aggregate in Concrete Floor Tile Production. Am. J. Civ. Eng. 2020, 8, 57–63. [Google Scholar] [CrossRef]
- Záleská, M.; Pavlíková, M.; Čítek, D.; Pavlík, Z. Mechanical and thermal properties of light-weight concrete with incorporated waste tire rubber as coarse aggregate. AIP Conf. Proc. 2019, 2170, 020026. [Google Scholar] [CrossRef]
- Stallings, K.A.; Durham, S.A.; Chorzepa, M.G. Effect of cement content and recycled rubber particle size on the performance ofrubber-modified concrete. Int. J. Sustain. Eng. 2019, 12, 189–200. [Google Scholar] [CrossRef]
- Alsaif, A.; Albidah, A.; Abadel, A.; Abbas, H.; Almusallam, T.; Al-Salloum, Y. Behavior of ternary blended cementitious rubberized mixes reinforced with recycled tires steel fibers under different types of impact loads. Structures 2022, 45, 2292–2305. [Google Scholar] [CrossRef]
- Alsaif, A.; Bernal, S.A.; Guadagnini, M.; Pilakoutas, K. Durability of steel fibre reinforced rubberised concrete exposed to chlorides. Constr. Build. Mater. 2018, 188, 130–142. [Google Scholar] [CrossRef]
- Abd-Elaal, E.; Araby, S.; Mills, J.; Youssf, O.; Roychand, R.; Ma, X.; Zhuge, Y.; Gravina, R.J. Novel approach to improve crumb rubber concrete strength using thermal treatment. Constr. Build. Mater. 2019, 229, 116901. [Google Scholar] [CrossRef]
- Singh, H.; Siddique, R. Utilization of crushed recycled glass and metakaolin for development of self-compacting concrete. Constr. Build. Mater. 2022, 348, 128659. [Google Scholar] [CrossRef]
- Cardona, C.C.; Vallejo, S.B.; Bustos, S.R.; Piraján, J.C.M.; Acevedo, Y.S.M.; Romero, R.O.S. Evaluation of the physi-cal and mechanical properties of modified concrete with recycled crushed glass, using a proportion adjustment with the method ACI 211.1. Constr. Build. Mater. 2021, 313, 125378. [Google Scholar] [CrossRef]
- Omoding, N.; Cunningham, L.S.; Serff, G.F.L. Effect of using recycled waste glass coarse aggregates on the hydrodynamic abrasion resistance of concrete. Constr. Build. Mater. 2021, 268, 121177. [Google Scholar] [CrossRef]
- Ho, L.S.; Huynh, T.P. Recycled waste medical glass as a fine aggregate replacement in low environmental impact concrete: Effects on long-term strength and durability performance. J. Clean. Prod. 2022, 368, 133144. [Google Scholar] [CrossRef]
- Srikanth, K.S.; Lalitha, G. Durability properties of self compacting concrete partial replacement of fine aggregate with waste crushed glass. Mater. Today Proc. 2022, 51 Pt 8, 2411–2416. [Google Scholar] [CrossRef]
- Chang, J.; Luo, S.; Ailifeila, A.; Chong, L.; Jiang, J.Q. Effects of Coarse and Fine Crushed Clay Brick Content on the Compressive Strength of Recycled Aggregate Concrete and the Microscopic Mechanism, Hindawi. Geofluids 2022, 2022, 1341185. [Google Scholar] [CrossRef]
- Kim, H.-K.; Lim, Y.; Tafesse, M.; Kim, G.; Yang, B. Micromechanics-integrated machine learning approaches to predict the mechanical behaviors of concrete containing crushed clay brick aggregates. Constr. Build. Mater. 2022, 317, 125840. [Google Scholar] [CrossRef]
- Xiong, B.; Demartino, C.; Xu, J.; Simi, A.; Marano, G.C.; Xiao, Y. High-strain rate compressive behavior of concrete made with substituted coarse aggregates: Recycled crushed concrete and clay bricks. Constr. Build. Mater. 2021, 301, 123875. [Google Scholar] [CrossRef]
- Abdulhussain, S.T. Evaluation of Compressive and Tensile Strength of Self-Curing Concrete by Adding Crushed Bricks as Additive Material. J. Eng. 2022, 2022, 5410964. [Google Scholar] [CrossRef]
- Zhao, Z.; Xiao, J.; Duan, Z.; Hubert, J.; Grigoletto, S.; Courard, L. Performance and durability of self-compacting mortar with recycled sand from crushed brick. J. Build. Eng. 2022, 57, 104867. [Google Scholar] [CrossRef]
- Rosca, B. Comparative aspects regarding concrete of structural grade made with recycled brick aggregate with / without fine particles from crushing. Mater. Today Proc. 2022, 60 Pt 2, 982–987. [Google Scholar] [CrossRef]
- Dang, J.; Xiao, J.; Duan, Z. Effect of pore structure and morphological characteristics of recycled fine aggregates from clay bricks on mechanical properties of concrete. Constr. Build. Mater. 2022, 358, 129455. [Google Scholar] [CrossRef]
- Xu, L.; Su, W.; Su, T. Influence of recycled clay brick aggregate on the mechanical properties of concrete. Rev. Adv. Mater. Sci. 2022, 61, 372–380. [Google Scholar] [CrossRef]
- Yan, L.; Liang, J.-F. Use of waste glass as coarse aggregate in concrete: Mechanical properties. Adv. Concr. Constr. 2019, 8, 1–7. [Google Scholar] [CrossRef]
- Mohammed, T.K.; Hama, S.M. Mechanical properties, impact resistance and bond strength of green concrete incorporating waste glass powder and waste fine plastic aggregate. Innov. Infrastruct. Solut. 2022, 7, 49. [Google Scholar] [CrossRef]
- Asa, E.; Anna, A.S.; Baffoe-Twum, E. An investigation of mechanical behavior of concrete containing crushed waste glass. J. Eng. Des. Technol. 2019, 17, 1285–1303. [Google Scholar] [CrossRef]
- Mohammadinia, A.; Wong, Y.C.; Arulrajah, A.; Horpibulsuk, S. Strength evaluation of utilizing recycled plastic waste and recycled crushed glass in concrete footpaths. Constr. Build. Mater. 2019, 197, 489–496. [Google Scholar] [CrossRef]
- Ge, Z.; Feng, Y.; Yuan, H.; Zhang, H.; Sun, R.; Wang, Z. Durability and shrinkage performance of self-compacting concrete containing recycled fine clay brick aggregate. Constr. Build. Mater. 2021, 308, 125041. [Google Scholar] [CrossRef]
- ACI 544.2R-89; Measurement of Properties of Fiber Reinforced Concrete. American Concrete Institute: Farmington Hills, MI, USA, 1988.
- Gerges, N.N.; Issa, C.A.; Fawaz, S.A. Rubber concrete: Mechanical and dynamical properties. Case Stud. Constr. Mater. 2018, 9, e00184. [Google Scholar] [CrossRef]
- Nave, R. HyperPhysics. “Thermal Conductivity”. Georgia State University. Available online: http://hyperphysics.phy-astr.gsu.edu/hbase/thermo/thercond.html (accessed on 10 May 2023).
- Ahmed, M.F.; Khalil, W.I.; Frayyeh, Q.J. Thermal Insulation Enhancement of Metakaolin-Based Geopolymer Concrete Using Waste Clay Brick. IOP Conf. Ser. Mater. Sci. Eng. 2020, 842, 012009. [Google Scholar] [CrossRef]
- Marie, I. Thermal conductivity of hybrid recycled aggregate–Rubberized concrete. Constr. Build. Mater. 2017, 133, 516–524. [Google Scholar] [CrossRef]
- Gorospe, K.; Booya, E.; Ghaednia, H.; Das, S. Strength, Durability, and Thermal Properties of Glass Aggregate Mortars. J. Mater. Civ. Eng. 2019, 31, 04019231. [Google Scholar] [CrossRef]
- Saleh, F.A.H.; Kaid, N.; Kada, A.; Kerdal, D.E.; Chioukh, N.; Leklou, N. Effects of rubber aggregates on the physical-mechanical, thermal and durability properties of self-compacting sand concrete. Frat. Ed Integrità Strutt. 2022, 61, 89–107. [Google Scholar] [CrossRef]
- Bani-Hani, E.H.; Assad, M.E.; Al Mallahi, M.; Almuqahwi, Z.; Meraj, M.; Azhar, M. Overview of the effect of aggregates from recycled materials on thermal and physical properties of concrete. Clean. Mater. 2022, 4, 100087. [Google Scholar] [CrossRef]
- Ince, C.; Shehata, B.M.H.; Derogar, S.; Ball, R.J. Towards the development of sustainable concrete incorporating waste tyre rubbers: A long-term study of physical, mechanical & durability properties and environmental impact. J. Clean. Prod. 2022, 334, 130223. [Google Scholar] [CrossRef]
- Beiram, A.A.H.; Al-Mutairee, H.M.K. The effect of chip rubber on the properties of concrete. Mater. Today Proc. 2022, 60 Pt 3, 1981–1988. [Google Scholar] [CrossRef]
- Flores-Alés, V.; Alducin-Ochoa, J.M.; Martín-Del-Río, J.J.; Torres-González, M.; Jiménez-Bayarri, V. Physical-mechanical behaviour and transformations at high temperature in a cement mortar with waste glass as aggregate. J. Build. Eng. 2020, 29, 101158. [Google Scholar] [CrossRef]
- Nasry, O.; Samaouali, A.; El Idrissi, H.S.; Bouhaddour, N.; Alaoui, A.H. Experimental Study of the Thermophysical Properties of the Red Earth Composite Stabilized with Cement Containing Waste Glass Powder. Crystals 2022, 12, 396. [Google Scholar] [CrossRef]
- Du, Y.; Yang, W.; Ge, Y.; Wang, S.; Liu, P. Thermal conductivity of cement paste containing waste glass powder, metakaolin and limestone filler as supplementary cementitious material. J. Clean. Prod. 2020, 287, 125018. [Google Scholar] [CrossRef]
- Liu, H.; Li, Q.; Wang, P. Assessment of the engineering properties and economic advantage of recycled aggregate concrete developed from waste clay bricks and coconut shells. J. Build. Eng. 2023, 68, 106071. [Google Scholar] [CrossRef]
- Pauzi, N.N.M.; Hamid, R.; Jamil, M.; Zain, M.F.M. The effect of melted-spherical and crushed CRT funnel glass waste as coarse aggregates on concrete performance. J. Build. Eng. 2021, 35, 102035. [Google Scholar] [CrossRef]
- Aslani, F.; Dale, R.; Hamidi, F.; Valizadeh, A. Mechanical and shrinkage performance of 3D-printed rubberised engineered cementitious composites. Constr. Build. Mater. 2022, 339, 127665. [Google Scholar] [CrossRef]
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Investigating mechanical properties and durability of concrete containing recycled rubber ash and fibers. J. Mater. Cycles Waste Manag. 2021, 23, 1048–1057. [Google Scholar] [CrossRef]
- Choudhary, S.; Gupta, R.; Jain, A.; Chaudhary, S. Experimental Investigation of Rubberized Functionally Graded Concrete. Rev. Compos. Matériaux Av.-J. Compos. Adv. Mater. 2021, 31, 1–11. Available online: http://iieta.org/journals/rcma (accessed on 29 July 2019). [CrossRef]
- Pauzi, N.N.M.; Jamil, M.; Hamid, R.; Abdin, A.Z.; Zain, M.F.M. Influence of spherical and crushed waste Cathode-Ray Tube (CRT) glass on lead (Pb) leaching and mechanical properties of concrete. J. Build. Eng. 2019, 21, 421–428. [Google Scholar] [CrossRef]
- Bisht, K.; Ramana, P. Experimental investigation of strength, drying shrinkage, freeze and thaw and fire attack properties of concrete mixes with beverage glass waste as fine aggregate. Structures 2021, 36, 358–371. [Google Scholar] [CrossRef]
- Xu, Z.; Zhu, Z.; Zhao, Y.; Guo, Z.; Chen, G.; Liu, C.; Gao, J.; Chen, X. Production of sustainable plastering mortar containing waste clay brick aggregates. Case Stud. Constr. Mater. 2022, 16, e01120. [Google Scholar] [CrossRef]
- Luhar, S.; Luhar, I.; Nicolaides, D.; Gupta, R. Durability Performance Evaluation of Rubberized Geopolymer Concrete. Sustainability 2021, 13, 5969. [Google Scholar] [CrossRef]
- Liu, T.; Wei, H.; Zou, D.; Zhou, A.; Jian, H. Utilization of waste cathode ray tube funnel glass for ultra-high performance concrete. J. Clean. Prod. 2019, 249, 119333. [Google Scholar] [CrossRef]
- Aghabaglou, A.M.; Tuyan, M.; Ramyar, K. Mechanical and durability performance of concrete incorporating fine recycled concrete and glass aggregates. Mater. Struct. 2015, 48, 2629–2640. [Google Scholar] [CrossRef]
- Ahmad, S.I.; Rahman, S.; Alam, S. Water Permeability Properties of Concrete made from Recycled Brick Concrete as Coarse Aggregate. IOP Conf. Ser. Mater. Sci. Eng. 2020, 809, 012015. [Google Scholar] [CrossRef]
- Assaggaf, R.A.; Al-Dulaijan, S.U.; Maslehuddin, M.; Al-Amoudi, O.S.B.; Ahmad, S.; Ibrahim, M. Effect of different treatments of crumb rubber on the durability characteristics of rubberized concrete. Constr. Build. Mater. 2022, 318, 126030. [Google Scholar] [CrossRef]
- Alsaif, A.; Alharbi, Y.R. Strength, durability and shrinkage behaviours of steel fiber reinforced rubberized concrete. Constr. Build. Mater. 2022, 345, 128295. [Google Scholar] [CrossRef]
- Mhaya, A.M.; Shahidan, S.; Zuki, S.S.M.; Huseien, G.F.; Azmi, M.A.M.; Ismail, M.; Mirza, J. Durability and Acoustic Performance of Rubberized Concrete Containing POFA as Cement Replacement. Sustainability 2022, 14, 15510. [Google Scholar] [CrossRef]
- Tamanna, N. Use of Waste Glass as Aggregate and Cement Replacement in Concrete. Ph.D. Thesis, James Cook University, Townsville, Australia, 2020. [Google Scholar] [CrossRef]
- Yang, W.; Cai, X.; Jiangjiu, D. Behaviors of Concrete with Recycled Clay Brick as Fine Aggregate. In Proceedings of the XV International Conference on Durability of Building Materials and Components DBMC, Barcelona, Spain, 3 January 2020. [Google Scholar]
- Wu, Y.; Qi, Z.; Niu, M.; Yao, Y.; Luo, Z.; Zhang, K. Effect of Moisture Condition of Brick–Concrete Recycled Coarse Aggregate on the Properties of Concrete. Materials 2022, 15, 7204. [Google Scholar] [CrossRef]
- Tahwia, A.M.; Essam, A.; Tayeh, B.A.; Elrahman, M.A. Enhancing sustainability of ultra-high performance concrete utilizing high-volume waste glass powder. Case Stud. Constr. Mater. 2022, 17, e01648. [Google Scholar] [CrossRef]
- Tian, L.; Qiu, L. Preparation and properties of integrally hydrophobic self-compacting rubberized concrete. Constr. Build. Mater. 2022, 338, 127641. [Google Scholar] [CrossRef]
- Islam, T.; Islam, M.; Siddika, A.; Al Mamun, A. Performance of rubberized concrete exposed to chloride solution and continuous wet–dry cycle. Innov. Infrastruct. Solut. 2021, 6, 67. [Google Scholar] [CrossRef]
- Li, S.; Zhang, J.; Du, G.; Mao, Z.; Ma, Q.; Luo, Z.; Miao, Y.; Duan, Y. Properties of concrete with waste glass after exposure to elevated temperatures. J. Build. Eng. 2022, 57, 104822. [Google Scholar] [CrossRef]
- Noaman, A.T.; Jameel, G.S.; Ahmed, S.K. Producing of workable structural lightweight concrete by partial replacement of aggregate with yellow and/or red crushed clay brick (CCB) aggregate. J. King Saud Univ.-Eng. Sci. 2020, 33, 240–247. [Google Scholar] [CrossRef]
- Matos, A.M.; Sousa-Coutinho, J. Durability of mortar using waste glass powder as cement replacement. Constr. Build. Mater. 2012, 36, 205–215. [Google Scholar] [CrossRef]
- Aghabaglou, A.M.; Beglarigale, A.; Yazıcı, H.; Ramyar, K. Microstructural Analyses of Recycled Aggregate-Bearing Mortar Mixture. Mater. J. 2016, 113, 769–780. [Google Scholar] [CrossRef]
- Kelechi, S.E.; Adamu, M.; Mohammed, A.; Obianyo, I.I.; Ibrahim, Y.E.; Alanazi, H. Equivalent CO2 Emission and Cost Analysis of Green Self-Compacting Rubberized Concrete. Sustainability 2021, 14, 137. [Google Scholar] [CrossRef]
- Tanwar, V.; Bisht, K.; Kabeer, K.S.A.; Ramana, P. Experimental investigation of mechanical properties and resistance to acid and sulphate attack of GGBS based concrete mixes with beverage glass waste as fine aggregate. J. Build. Eng. 2021, 41, 102372. [Google Scholar] [CrossRef]
- Tang, Z.; Li, W.; Ke, G.; Zhou, J.L.; Tam, V.W. Sulfate attack resistance of sustainable concrete incorporating various industrial solid wastes. J. Clean. Prod. 2019, 218, 810–822. [Google Scholar] [CrossRef]
- Alcharchafche, M.A.S.; Al-Mashhadani, M.M.; Aygörmez, Y. Investigation of mechanical and durability properties of brick powder-added White Cement composites with three different fibers. Constr. Build. Mater. 2022, 347, 128548. [Google Scholar] [CrossRef]
| Reference | Size | Type of Waste | Specific Gravity | Water Absorption (%) | |
|---|---|---|---|---|---|
| [1] | 0–5 mm | Crumb rubber | 0.9 | - | |
| [18] | 2–5 mm | Crumb rubber | 1.15 | - | |
| [21] | <10 mm | Tire chips | 1.02 | - | |
| 4 mm | Crumb rubber | 0.83 | - | ||
| 1 mm | Fine crumb rubber | 0.48 | - | ||
| [24] | 1.18–5 mm | Crumb rubber | - | negligible | |
| [25] | 20 mm | Chipped rubber | 1.12 | 1.7 | |
| [26] | 0–4 mm | Rubber | 1.154 | - | |
| 4–8 mm | Rubber | 1.174 | 5.5 | ||
| [32] | 0.42–1–2–4 mm | Crumb rubber | 1.09 | - | |
| [34] | 2–5 mm | Rubber fiber | 1.08 | 0.2 | |
| [50] | <4.75 mm | Rubber | 1 | - | |
| [51] | 0–0.6 mm | Rubber | 1.1–1.27 | - | |
| 0.5–2.5 mm | Rubber | 1.1–1.27 | - | ||
| 2.5–4 mm | Rubber | 1.1–1.27 | - | ||
| [52] | 5–10 mm | Coarse crumb rubber | 1.1 | 5.3–8.9 | |
| 10–20 mm | Coarse crumb rubber | 1.1 | 0.8–1.3 | ||
| [53] | 1.44–2.83 mm | Crumb rubber | - | - | |
| [54] | Sieved according to Indian Standards | Crumb rubber | 0.701 | - | |
| [55] | 0.8–4 mm | Fine crumb rubber | 1.05 | 3.48 | |
| <20 mm | Coarse crumb rubber | 1.05 | 5.57 | ||
| [56] | 2–6 mm | Fine+ Coarse crumb rubber | 1.12 | 0.65 | |
| [38] | 600 μm | Crushed glass | - | zero | |
| [57] | 4–16 mm | Coarse crushed glass | 2.4 | - | |
| [58] | <4 mm | Fine crushed glass | 2.511 | 0.03 | |
| <11.2 mm | Coarse crushed glass | 2.524 | 0.03 | ||
| [59] | 2.36–5 mm | Fine crushed glass | 2.45 | 0.36 | |
| [60] | 50 μm | Fine crushed glass | 2.44 | - | |
| [61] | <2.36 mm | Glass powder | 2.43 | - | |
| [42] | 5–20 mm | Crushed clay brick block | 1.75 | 3.6 | |
| [62] | 0–5 mm | Crushed clay brick | 2.459 | 8.8 | |
| [63] | <19 mm | Coarse crushed clay brick | 1.046 | 12.5 | |
| [64] | 0–5 mm | Crushed clay brick and mortar | 2.548 | 8.6 | |
| [65] | A | 0.001–0.2 mm | Powder crushed clay brick | - | 22.07 |
| B | 0.004–0.3 mm | Powder crushed clay brick | - | 16.45 | |
| C | 0.15–0.35 mm | Powder crushed clay brick | - | 12.03 | |
| [66] | 0–5 mm | Crushed clay brick and mortar | - | 8.6 | |
| [67] | 0.15–4.75 mm fine concrete | Crushed clay brick | 2.08 | 18.3 | |
| 4.75–19 mm coarse concrete | Crushed clay brick | 2.04 | 15.5 | ||
| 0.15–4.75 mm fine masonary | Crushed clay brick | 2.08 | 18.3 | ||
| 2.36–9.75 mm coarse masonary | Crushed clay brick | 2.06 | 16.2 | ||
| [68] | 0–5 mm | Crushed clay brick | - | 7 | |
| [69] | <5 mm | Fine crushed clay brick | 1.887 | 11.3 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Helmy, S.H.; Tahwia, A.M.; Mahdy, M.G.; Abd Elrahman, M.; Abed, M.A.; Youssf, O. The Use of Recycled Tire Rubber, Crushed Glass, and Crushed Clay Brick in Lightweight Concrete Production: A Review. Sustainability 2023, 15, 10060. https://doi.org/10.3390/su151310060
Helmy SH, Tahwia AM, Mahdy MG, Abd Elrahman M, Abed MA, Youssf O. The Use of Recycled Tire Rubber, Crushed Glass, and Crushed Clay Brick in Lightweight Concrete Production: A Review. Sustainability. 2023; 15(13):10060. https://doi.org/10.3390/su151310060
Chicago/Turabian StyleHelmy, Sherif H., Ahmed M. Tahwia, Mohamed G. Mahdy, Mohamed Abd Elrahman, Mohammed A. Abed, and Osama Youssf. 2023. "The Use of Recycled Tire Rubber, Crushed Glass, and Crushed Clay Brick in Lightweight Concrete Production: A Review" Sustainability 15, no. 13: 10060. https://doi.org/10.3390/su151310060