
Effect of High Temperature on the Expansion and Durability of SSRSC


Abstract
:1. Introduction
2. Test Plan
2.1. Test Materials
2.2. Variables and Ratio of Unit Weight
2.3. Test Methods and Items
3. Results and Discussion
3.1. Slump
3.2. Compressive Strength
3.3. Ultrasonic Pulse Velocity
3.4. Surface Resistance
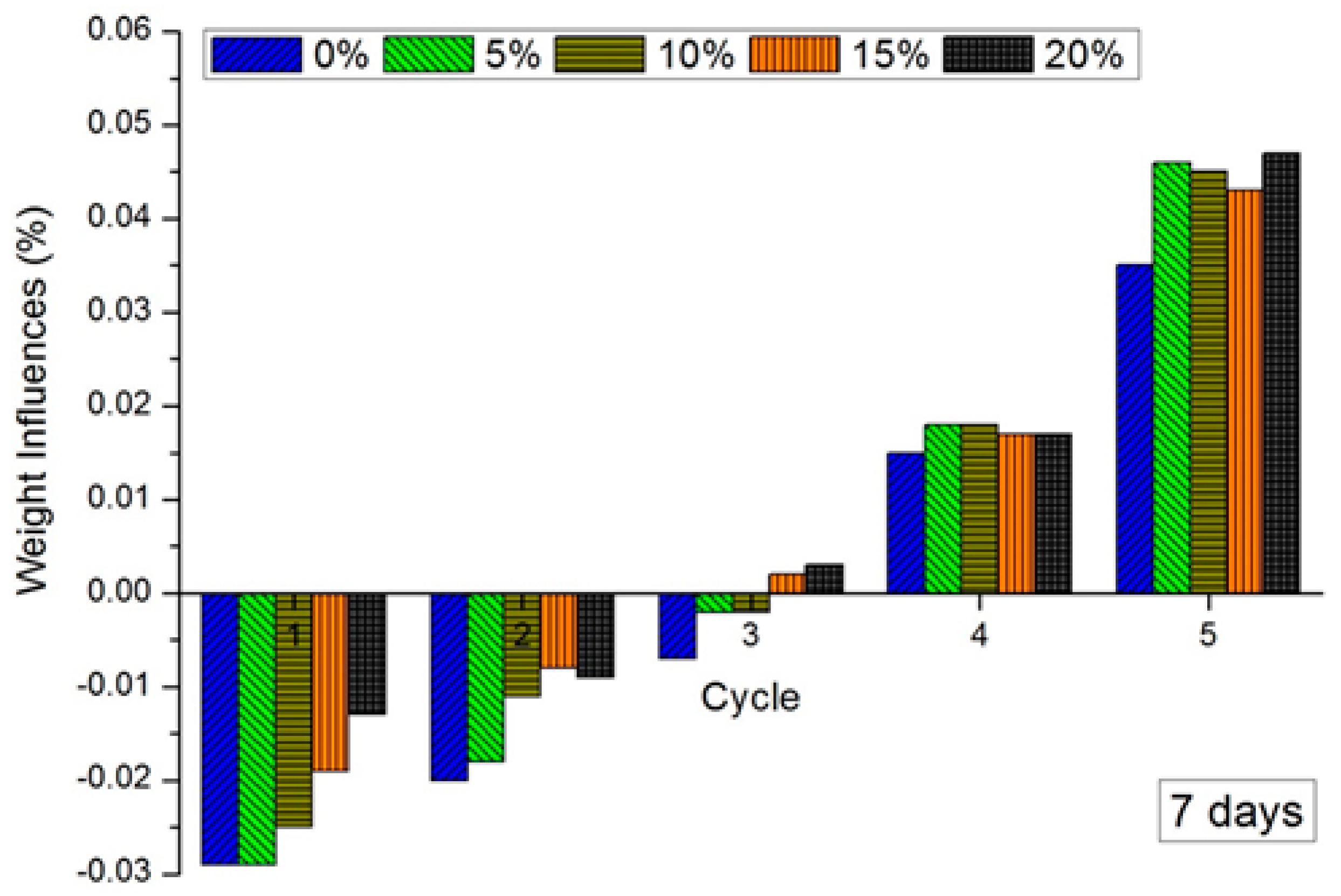
3.5. Weight Loss Induced by High Temperatures
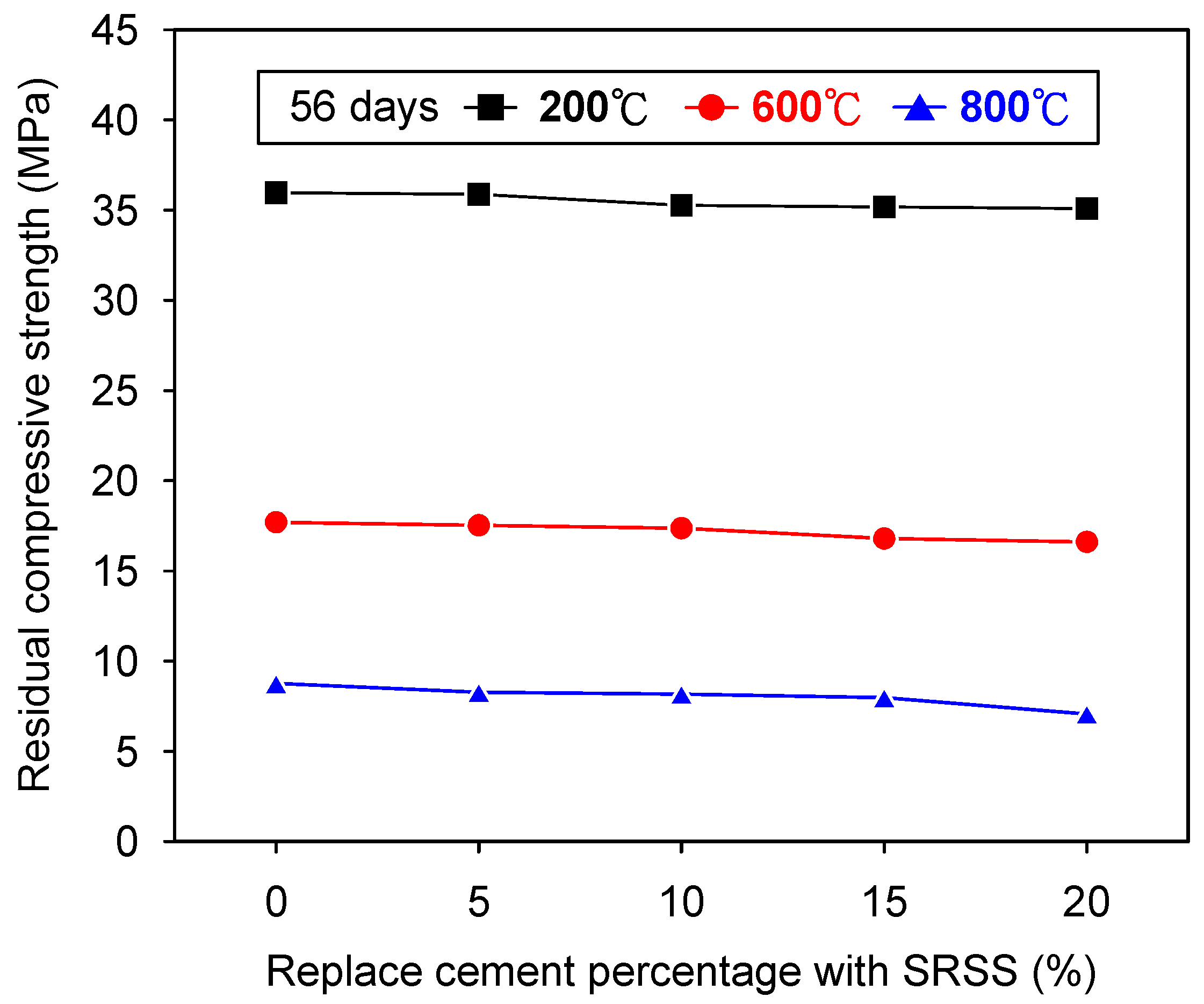
3.6. Residual Compressive Strength at High Temperatures
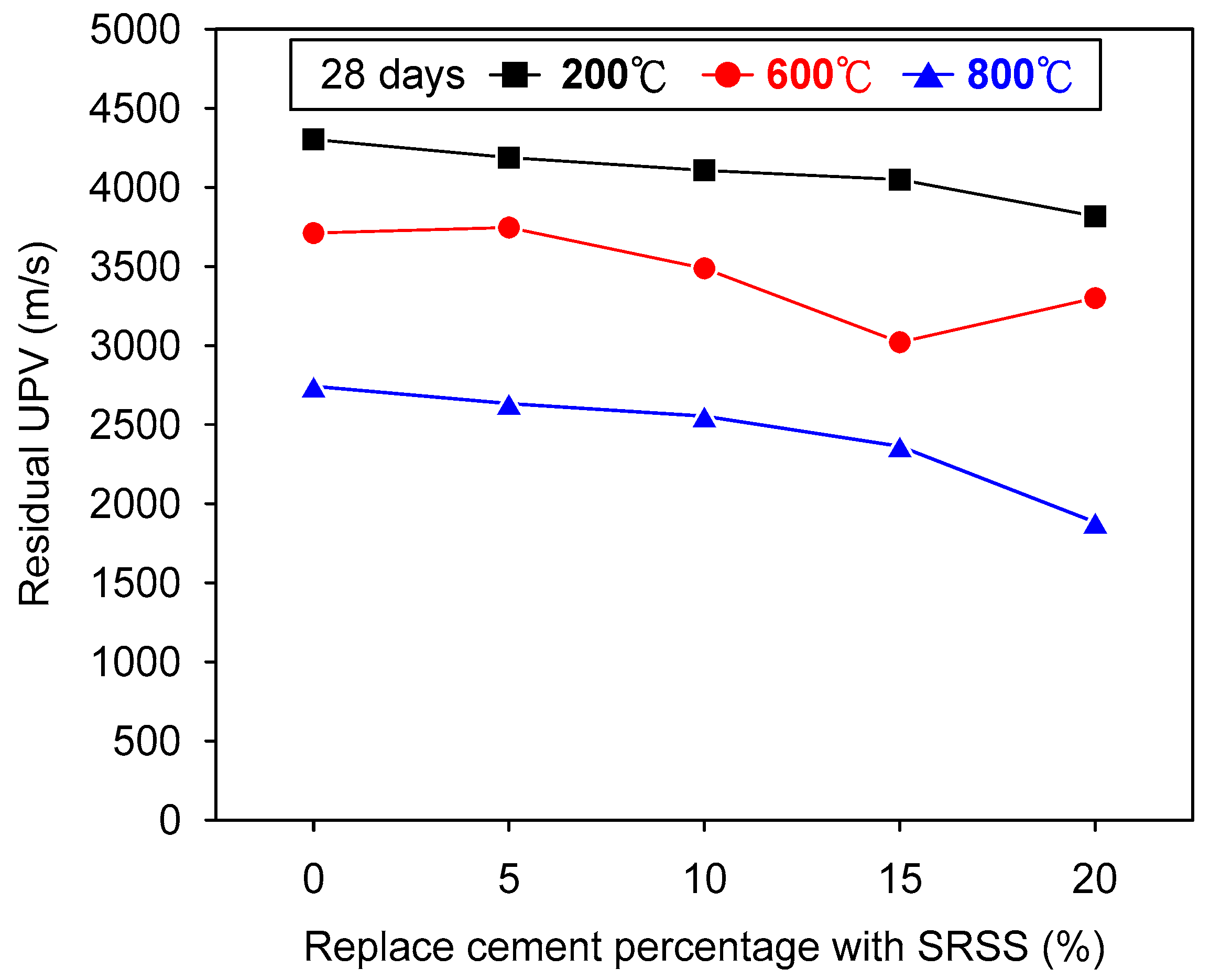
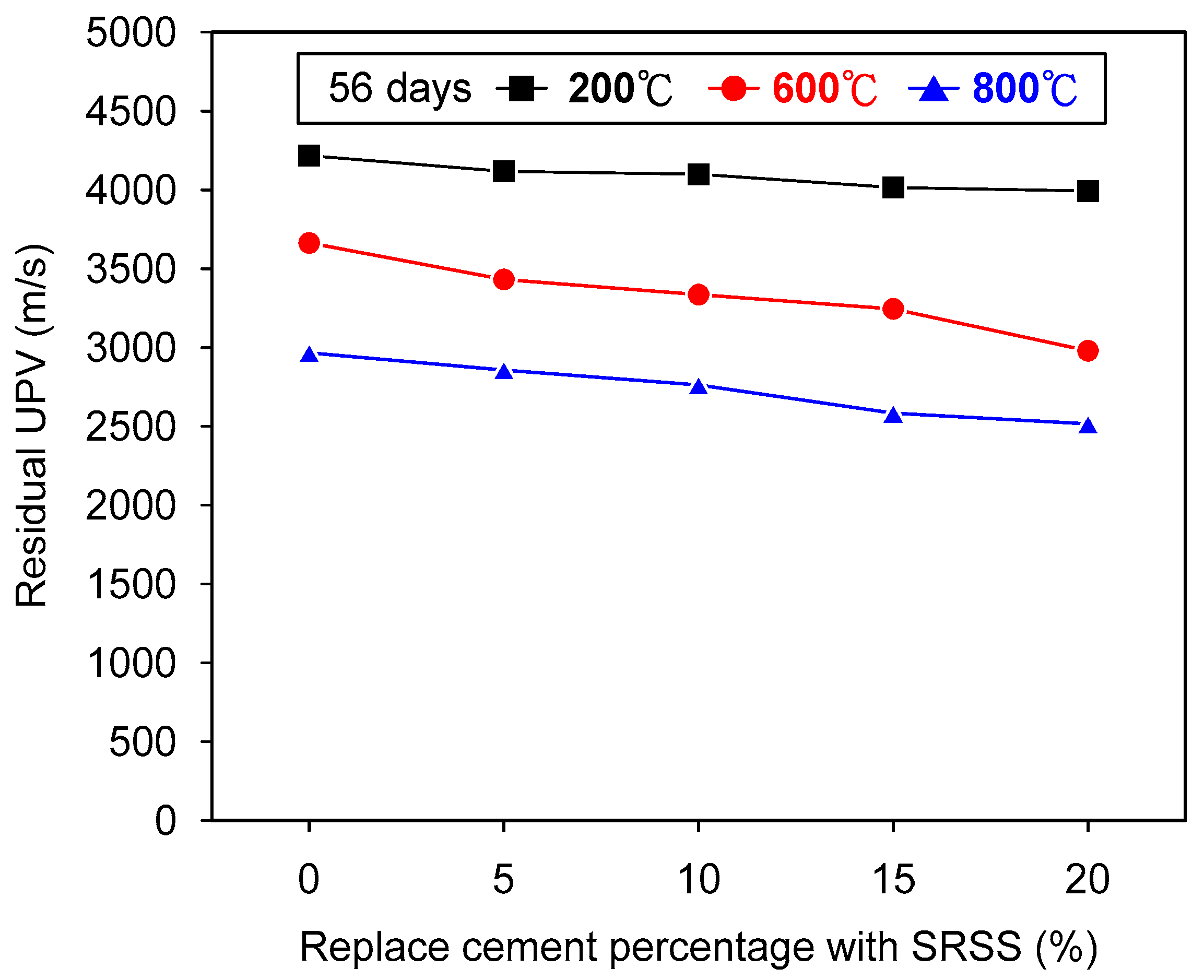
3.7. Residual Ultrasonic Pulse Velocity at High Temperatures
3.8. Residual Surface Resistance under High Temperature Effect
3.9. Resistance to Sulfate Attack
3.10. Autoclave Expansion
4. Conclusions
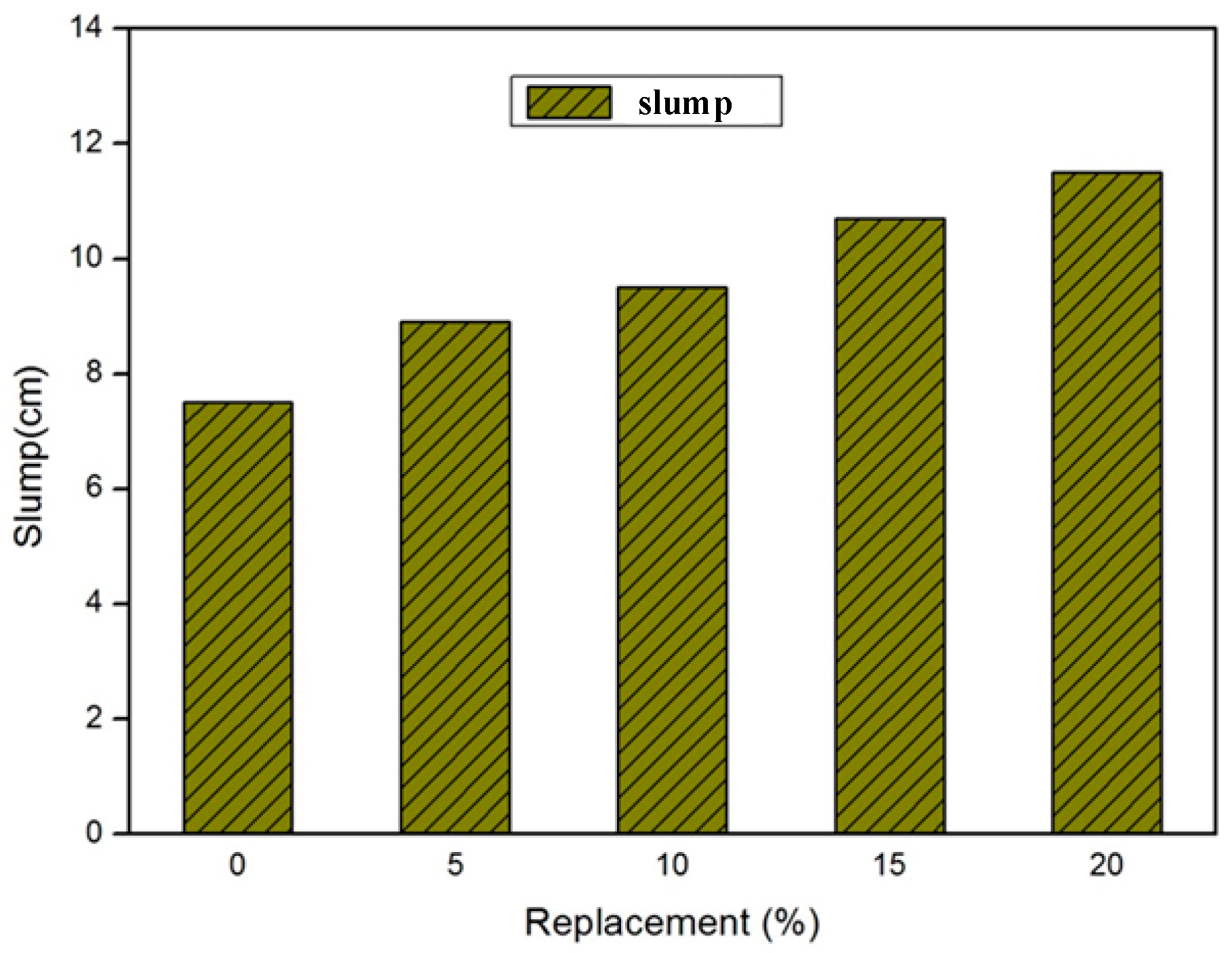
- Replacing part of the cement with SSRS reduced the amount of cement. When the replacement percentage was 10%, the slump was 9.5 cm, which was lower than the upper limit of the slump design target value (10 cm). It exhibited a good lubricity and made the concrete workable.
- The water–binder ratio (W/B) was 0.5, the amount of cement was approx. 360~400 kg/m3, and the upper limit of the slump was approx. 12.5 cm. When the percentage of the cement replaced by SRSS was 20%, the cement was reduced to 309 kg/m3, and the slump value was 11.5 cm (in line with the design goal). It was further verified that SRSS can provide lubrication for fresh concrete.
- The compressive strength of the SSRSC specimen at 28 days was lower than that of the control group (without using SRSS in the concrete). When SRSS replaced part of the cement percentage by 10%, the compressive strength was 32.98 MPa. This was the best performance among the other specimen with SRSS, which was only 4.6% lower than that of the control group. Therefore, when the replacement amount of SRSS was 10%, although the compressive strength was slightly lower than that of the control group, it removed steelmaking waste slag and achieved sustainable reuse.
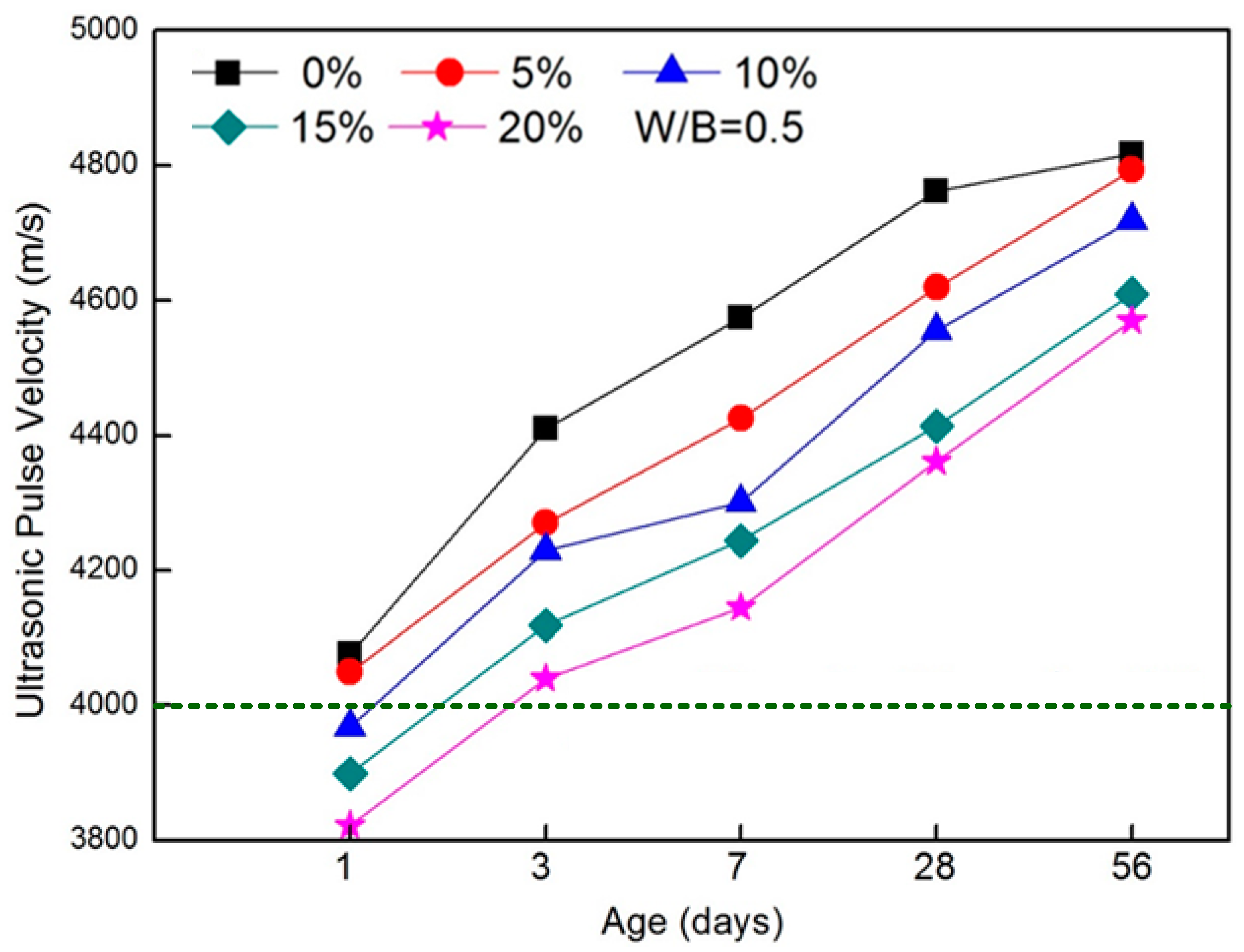
- In terms of the performance of the UPVs of the SSRSC specimens, after three days of age, all the specimens reached 4000 m/s, which showed that the compactness of the specimens were good after adding SRSS. When the SRSS replaced part of the cement percentage by 20%, the UPV was 4361 m/s, slightly lower than the control group by 8%. However, the overall performance was compact. In addition, it was observed that the specimen adding SRSS exhibited lubricating properties during the fresh mixing process, which was also reflected in the compactness and hardening properties of the specimen.
- The surface resistance of the SSRSC did not exceed 20 kΩ-cm at the age of 56 days, and the resistance decreased as the substitution amount increased, suggesting that the expansion effect after SSRS hydration reduced the concrete surface compactness. Such behavior may affect the durability of the concrete, so caution should be used regarding the usage amount.
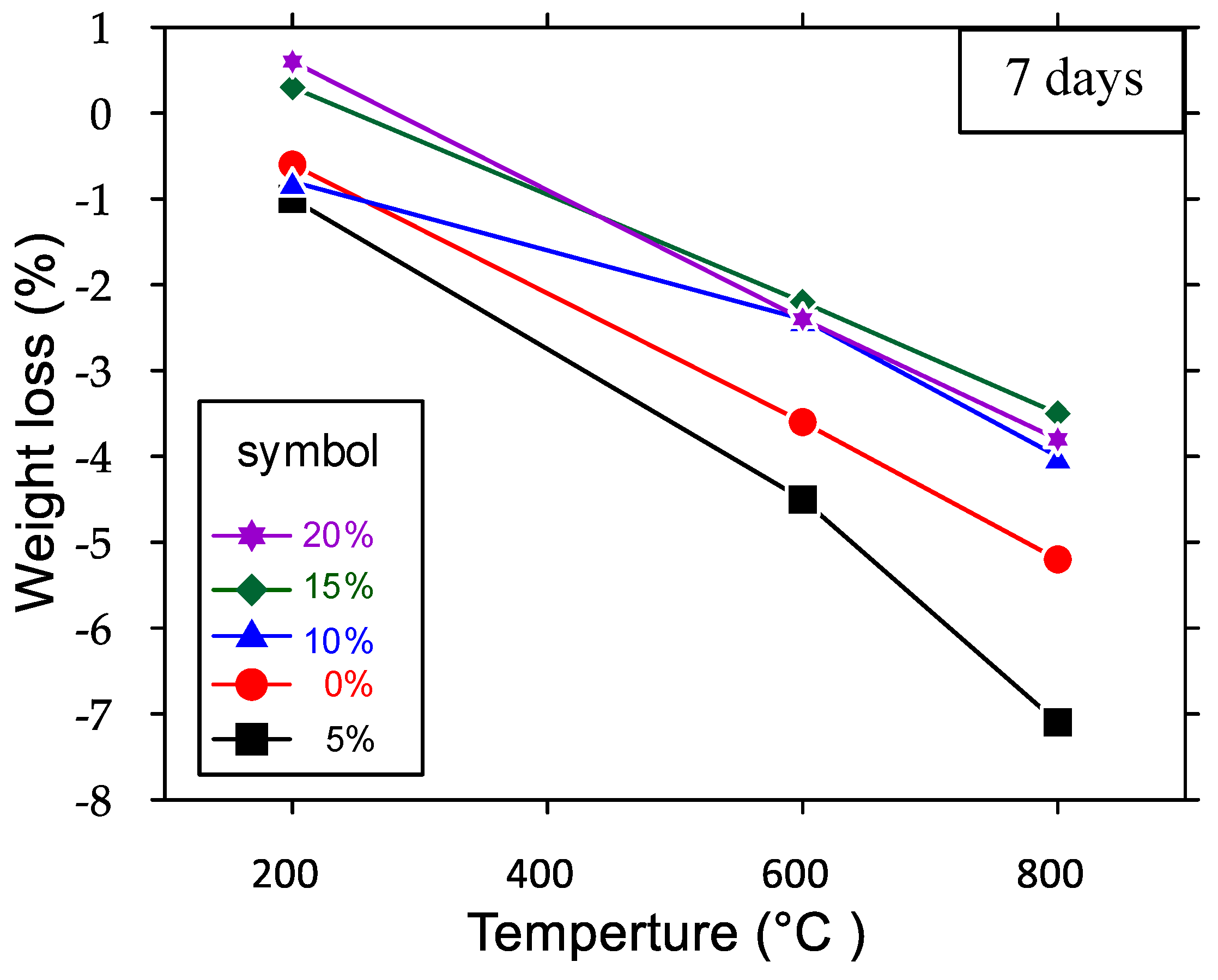
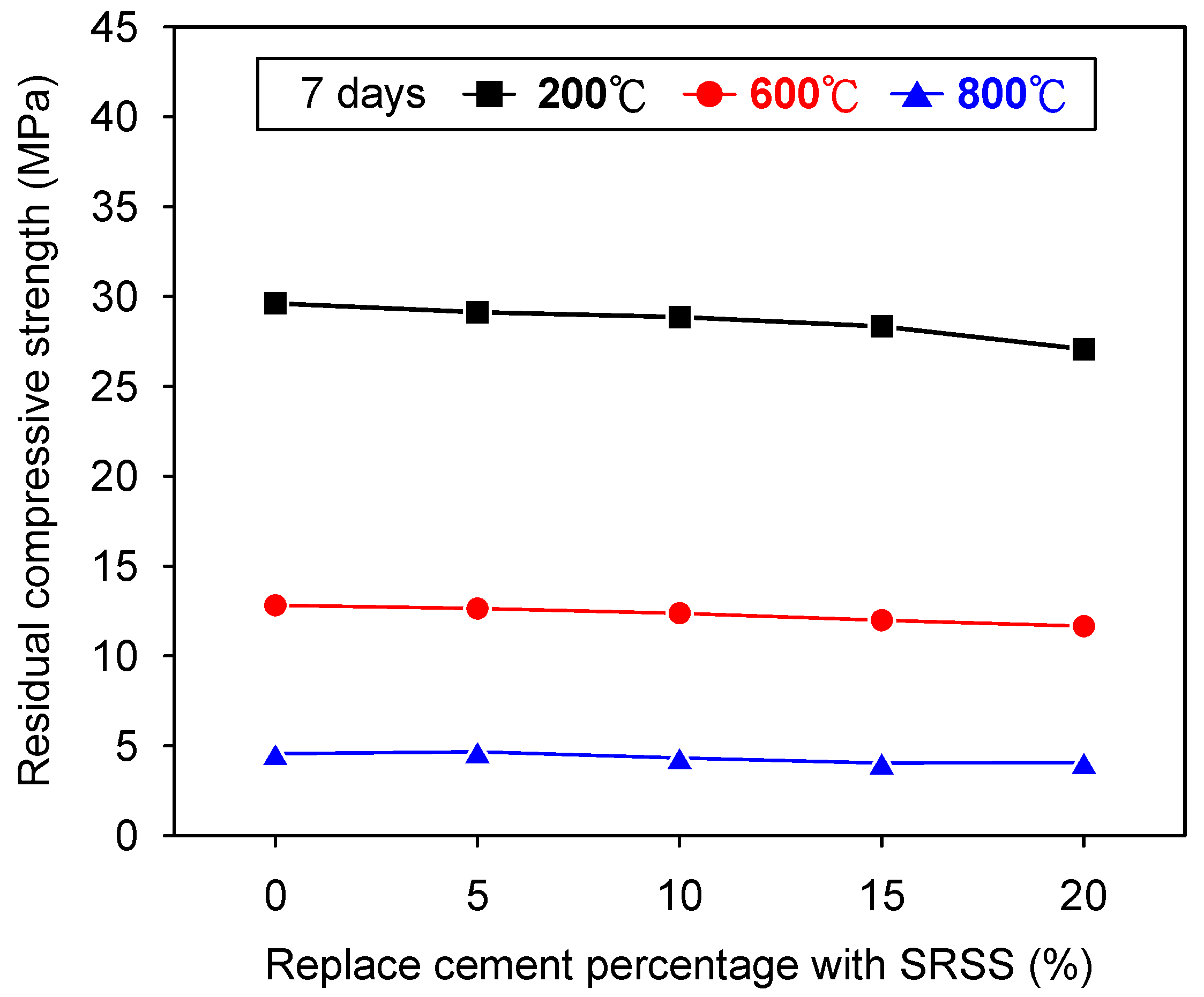
- In the high-temperature fire test, the SSRSC had no obvious effect on the concrete compressive strength and weight loss when the temperature was 200 °C. It even accelerated concrete hydration and catalyzed the rehydration of the unfinished hydration components. However, when the temperature was 600 °C and 800 °C, it was observed that the expansion and contraction of the internal aggregate and cement in the concrete were inconsistent and caused serious damage, resulting in more cracks. It was inferred that this was the main reason for the decrease in the compressive strength. Therefore, under the action of high temperature within 200 °C, the SSRSC specimen can still be used.
- At the age of 56 days when the substitution amount was 10%, the expansion response of the SSRSC was lower than the value of 0.06% specified in CNS 13,619, indicating that a substitution with an appropriate amount of SSRS contributed to the recycling of SSRS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shen, H.; Forssberg, E. An overview of recovery of metals from slags. Waste Manag. 2003, 23, 933–949. [Google Scholar] [CrossRef] [PubMed]
- Shen, H.; Forssberg, E.; Nordström, U. Physicochemical and mineralogical properties of stainless steel slags oriented to metal recovery. Resour. Conserv. Recycl. 2004, 40, 245–271. [Google Scholar] [CrossRef]
- Ma, G.; Garbers-Craig, A.M. Cr (VI) containing electric furnace dusts and filter cake from a stainless steel waste treatment plant: Part 1-Characteristics and microstructure. Ironmak. Steelmak. 2006, 33, 229–237. [Google Scholar] [CrossRef]
- Durinck, D.; Engström, F.; Arnout, S.; Heulens, J.; Jones, P.T.; Björkman, B.; Blanpain, B.; Wollants, P. Hot stage processing of metallurgical slags. Resour. Conserv. Recycl. 2008, 52, 1121–1131. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, Z.; Yin, J.; Su, L. CO2 Emission Reduction within Chinese Iron & Steel Industry: Practices, determinants and performance. J. Clean. Prod. 2012, 33, 167–178. [Google Scholar]
- Saly, F.; Guo, L.; Ma, R.; Gu, C.; Sun, W. Properties of Steel Slag and Stainless Steel Slag as Cement Replacement Materials: A Comparative Study. J. Wuhan Univ. Technol. Mat. Sci. Ed. 2018, 33, 1444–1451. [Google Scholar] [CrossRef]
- Huang, S.F. A Study of Fresh Properties and Strength of Stainless Steel Reducing Slag Cement Mortar. Master’s Thesis, Institute of Civil Engineering and Disaster Prevention Technology, National Kaohsiung University of Science and Technology, Kaohsiung, Taiwan, 2018. (In Chinese). [Google Scholar]
- Singh, G.; Siddique, R. Effect of iron slag as partial replacement of fine aggregates on the durability characteristics of self-compacting concrete. Constr. Build. Mater. 2016, 128, 88–95. [Google Scholar] [CrossRef]
- González-Ortega, M.A.; Cavalaro, S.H.P.; de Sensale, G.R.; Aguado, A. Durability of concrete with electric arc furnace slag aggregate. Constr. Build. Mater. 2019, 217, 543–556. [Google Scholar] [CrossRef]
- Diao, J.; Zhou, W.; Ke, Z.; Qiao, Y.; Zhang, T.; Liu, X.; Xie, B. System assessment of recycling of steel slag in converter steelmaking. J. Clean. Prod. 2016, 125, 159–167. [Google Scholar] [CrossRef]
- Siddique, R.; Bennacer, R. Use of iron and steel industry by-product (GGBS) in cement paste and mortar. Resour. Conserv. Recycl. 2012, 69, 29–34. [Google Scholar] [CrossRef]
- Adesina, A. Recent advances in the concrete industry to reduce its carbon dioxide emissions. Environ. Chall. 2020, 1, 100004. [Google Scholar] [CrossRef]
- Dzięcioł, J.; Radziemska, M. Blast Furnace Slag, Post-Industrial Waste or Valuable Building Materials with Remediation Potential? Minerals 2022, 12, 478. [Google Scholar] [CrossRef]
- Rosales, J.; Agrela, F.; Entrenas, J.A.; Cabrera, M. Potential of Stainless Steel Slag Waste in Manufacturing Self-Compacting Concrete. Materials 2020, 13, 9. [Google Scholar] [CrossRef] [PubMed]
- Uygunoğlu, T.; Topçub, İ.B.; Çelikc, A.G. Use of waste marble and recycled aggregates in self-compacting concrete for environmental sustainability. J. Clean. Prod. 2014, 84, 691–700. [Google Scholar] [CrossRef]
- Valdez, P.; Barragán, B.; Girbes, I.; Shuttleworth, N.; Cockburn, A. Use of waste from the marble industry as filler for the production of self-compacting concretes. Mater. Constr. 2011, 61, 61–76. [Google Scholar]
- Corinaldesi, V.; Moriconi, G.; Naik, T.R. Characterization of marble powder for its use in mortar and concrete. Constr. Build. Mater. 2010, 24, 113–117. [Google Scholar] [CrossRef]
- Mendoza-Cuenca, J.L.; Mayorga, M.; Romero-Salazar, L.; Yee-Madeira, H.T.; Jiménez-Gallegos, J.; Arteaga-Arcos, J.C. Advances in the Use of the Steel Industry by-products when Manufacturing Traditional Ceramics for Sustainable Purposes. Procedia Eng. 2015, 118, 1202–1207. [Google Scholar] [CrossRef] [Green Version]
- Worldsteel Association. Available online: https://worldsteel.org/steel-topics/statistics/annual-production-steel-data/?ind=P1_crude_steel_total_pub/CHN/IND (accessed on 23 March 2023).
- Roslan, N.H.; Ismail, M.; Khalid, N.H.A.; Muhammad, B. Properties of concrete containing electric arc furnace steel slag and steel sludge. J. Build. Eng. 2020, 28, 101060. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.C.; Shi, C.; Pan, S.Y. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Skaf, M.; Manso, J.M.; Aragón, Á.; Fuente-Alonso, J.A.; Ortega-López, V. EAF slag in asphalt mixes: A brief review of its possible reuse. Resour. Conserv. Recycl. 2017, 120, 176–185. [Google Scholar] [CrossRef]
- Hassan, I.O.; Ismail, M.; Noruzman, A.H.; Yusufd, T.O.; Mehmannavaze, T.; Usman, J. Characterization of some key Industrial Waste products for sustainable Concrete production. Adv. Mater. Res. 2013, 690–693, 1091–1094. [Google Scholar] [CrossRef]
- Lin, B.C. A Study of Properties Reducing Furnace Slag Substitution for Cement. Master’s Thesis, Institute of Civil Engineering and Disaster Prevention, National Taipei University of Technology, Taipei, Taiwan, 2012. (In Chinese). [Google Scholar]
- Teo, P.T.; Zakaria, S.K.; Salleh, S.Z.; Taib, M.A.A.; Sharif, N.M.; Seman, A.A.; Mohamed, J.J.; Yusoff, M.; Yusoff, A.H.; Mohamad, M.; et al. Assessment of electric arc furnace (EAF) steel slag waste’s recycling options into value added green products: A review. Metals 2020, 10, 10. [Google Scholar] [CrossRef]
- Wu, Y.T. Predicting Models of Engineering Properties of Self-Compacting Concrete with Stainless Steel Reduced Slag. Ph.D. Thesis, National Kaohsiung University of Applied Sciences, Kaohsiung, Taiwan, 2015. [Google Scholar]
- Land, D.S.G. The effect of synthesis conditions on the efficiency of C-S-H seeds to accelerate cement hydration. Cem. Concr. Compos. 2018, 87, 73–78. [Google Scholar] [CrossRef]
- Yuanyuan, Z.; Qinzhou, W. Proportion Design of Concrete Added with Hearthstone Powder and Fly Ash and Analysis of Cement Strength Benefit. J. Archit. 2014, 89, 19–33. [Google Scholar]
- Chen, Y.W. Study on Engineering Properties of Cement (Sand) Slurry Made from Hearthstone Powder and Stainless Steel Reduction Ballast Instead of Cement. Master’s Thesis, Institute of Civil Engineering and Technology, National Kaohsiung University of Science and Technology, Kaohsiung, Taiwan, 2020. [Google Scholar]
- Zhang, H.X.; Wei, H.A. An overview for the utilization of wastes from stainless steel industries. Resour. Conserv. Recycl. 2011, 55, 745–754. [Google Scholar]
- Baizhang, L. Study on the Properties of Reduced Furnace Slag Replacing Cement. Master’s Thesis, Institute of Civil Engineering and Disaster Prevention National Taipei University of Science and Technology, Taipei, Taiwan, 2012. [Google Scholar]
- Chen, Y.Y.; Chen, C.T.; Wang, H.Y. Study on the influence of the average lubricant quantity of aggregates on the concrete engineering properties. Constr. Build. Mater. 2019, 217, 321–330. [Google Scholar] [CrossRef]
- Wang, H.Y.; Tsai, S.L.; Hung, C.C.; Jian, T.Y. Research on engineering properties of cement mortar adding stainless steel reduction slag and pozzolanic materials. Case Stud. Constr. Mater. 2022, 16, e01144. [Google Scholar] [CrossRef]
- Subathra Devi, V.; Madhan Kumar, M.; Iswarya, N.; Gnanavel, B.K. Durability of Steel Slag Concrete under Various Exposure Conditions. Mater. Today Proc. 2020, 22, 2764–2771. [Google Scholar] [CrossRef]
- Papachristoforou, M.; Anastasiou, E.K.; Papayianni, I. Durability of steel fiber reinforced concrete with coarse steel slag aggregates including performance at elevated temperatures. Constr. Build. Mater. 2020, 262, 120569. [Google Scholar] [CrossRef]
- Sheen, Y.N.; Wang, H.Y.; Sun, T.H. A study of engineering properties of cement mortar with stainless steel oxidizing slag and reducing slag resource materials. Constr. Build. Mater. 2013, 40, 239–245. [Google Scholar] [CrossRef]
- Liao, Y.J. Engineering Properties of Ready-Mixed Soil Materials Using Stainless Steel Reducing Slag. Master’s Thesis, Institute of Civil Engineering and Disaster Prevention, National Taipei University of Technology, Taipei, Taiwan, 2013. (In Chinese). [Google Scholar]
- Cao, Z.H. Stainless Steel Ballast Reduction of the Environmental Behavior of the Expansion Was Made of Cement Mortar. Master’s Thesis, Institute of Civil Engineering and Disaster Prevention, National Taipei University of Technology, Taipei, Taiwan, 2013. (In Chinese). [Google Scholar]
- Sun, T.H. Studies on the Stabilization of Stainless Steel Slags and its Application in Self-Compacting Concrete. Ph.D. Thesis, Institute of Civil Engineering and Disaster Prevention, National Taipei University of Technology, Taipei, Taiwan, 2015. (In Chinese). [Google Scholar]
- Zago, S.C.; Vernilli, F.; Cascudo, O. The Reuse of Basic Oxygen Furnace Slag as Concrete Aggregate to Achieve Sustainable Development: Characteristics and Limitations. Buildings 2023, 13, 1193. [Google Scholar] [CrossRef]
- ASTM C143:2020; Standard Test Method for Slump of Hydraulic-Cement Concrete. American Society of Testing and Materials: West Conshohocken, PA, USA, 2020.
- ASTM C39/C39M-20; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C597-16; Standard Test Method for Pulse Velocity Through Concrete. American Society of Testing and Materials (ASTM): West Conshohocken, PA, USA, 2016.
- ASTM C876-15; Standard Test Method for Corrosion Potentials of Uncoated Reinforcing Steel in Concrete. ASTM International: West Conshohocken, PA, USA, 2016.
- AASHTO T 277; Standard Method of Test for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration. American Association of State and Highway Transportation Officials (AASHTO): Washington, DC, USA, 2019.
- ASTM C1202-12:2012; Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM C 1012/C 1012M-18b; Standard Test Method for Length Change of Hydraulic-Cement Mortars Exposed to a Sulfate Solution. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C151; Standard Test Method for Autoclave Expansion of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2015.
- Sheen, Y.N.; Le, D.H.; Sun, T.H. Greener self-compacting concrete using stainless steel reducing slag. Constr. Build. Mater. 2015, 82, 341–350. [Google Scholar] [CrossRef]
- Sheen, Y.N.; Huang, L.J.; Sun, T.H.; Le, D.H. Engineering Properties of Self-compacting Concrete Containing Stainless Steel Slags. Procedia Eng. 2016, 142, 79–86. [Google Scholar] [CrossRef] [Green Version]
- ACI (American Concrete Institute). ACI 318-2014: Building Code Requirements for Structural Concrete (ACI 318-14) and Commentary (ACI 318R-14); American Concrete Institute: Farmington Hills, MI, USA, 2014; p. 519. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | |||||
| CaO | SiO2 | Al2O3 | MgO | Fe2O3 | Cr2O3 |
| 48.6 | 23.7 | 4.2 | 2–5 | 1.21 | 0.01 |
| Physical properties | |||||
| Properties | SSRS | Cement | |||
| Bulk specific gravity (BSG) | 3.11 | 3.15 | |||
| Density (kg/m3) | 3110 | 3150 | |||
| Fineness (cm2/g) | 3000 | 3310 | |||
| Item | Fine Aggregates | Coarse Aggregates | |
|---|---|---|---|
| Material | |||
| Bulk specific gravity (BSG) | 2.66 | 2.47 | |
| Bulk density (kg/m3) | 2660 | 2466 | |
| Dry-rodded weight (kg/m3) | - | 1512 | |
| Fineness modulus (FM) | 3.09 | - | |
| Absorption | 1.7 | 1.6 | |
| Replacement | SSRS (%) | |||||
|---|---|---|---|---|---|---|
| Material | 0 | 5 | 10 | 15 | 20 | |
| W/B | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |
| Water (kg/m3) | 193 | 193 | 193 | 193 | 193 | |
| Cement (kg/m3) | 386 | 367 | 347 | 328 | 309 | |
| SSRS (kg/m3) | 0 | 19 | 39 | 58 | 77 | |
| Fine aggregates (kg/m3) | 983 | 983 | 983 | 983 | 983 | |
| Coarse aggregates (kg/m3) | 716 | 716 | 716 | 716 | 716 | |
| Days | 1 | 3 | 7 | 28 | 56 | |
|---|---|---|---|---|---|---|
| Replacement | ||||||
| 0 | 7.45 | 8.67 | 9.20 | 9.87 | 10.73 | |
| 5 | 7.45 | 8.42 | 8.70 | 9.47 | 10.00 | |
| 10 | 7.40 | 8.02 | 8.31 | 9.20 | 9.53 | |
| 15 | 7.27 | 7.63 | 8.07 | 9.15 | 9.45 | |
| 20 | 7.10 | 7.50 | 9.08 | 9.08 | 9.33 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, K.-T.; Wang, H.-Y.; Hsieh, Y.-T.; Kao, T.-C. Effect of High Temperature on the Expansion and Durability of SSRSC. Sustainability 2023, 15, 9951. https://doi.org/10.3390/su15139951
Lin K-T, Wang H-Y, Hsieh Y-T, Kao T-C. Effect of High Temperature on the Expansion and Durability of SSRSC. Sustainability. 2023; 15(13):9951. https://doi.org/10.3390/su15139951
Chicago/Turabian StyleLin, Keng-Ta, Her-Yung Wang, Yi-Ta Hsieh, and Tien-Chun Kao. 2023. "Effect of High Temperature on the Expansion and Durability of SSRSC" Sustainability 15, no. 13: 9951. https://doi.org/10.3390/su15139951