1. Introduction
With the acceleration of economic globalization and industrial restructuring, China’s manufacturing industry faces increasingly severe challenges. To achieve the transformation from a high-speed growth model to a high-quality development model, China is rapidly accelerating the industrial layout of SM to facilitate the transformation and upgrading of traditional manufacturing industries [
1]. In this context, many manufacturing companies have initiated a strategic shift towards intelligence, networking, and digitization as the primary direction for enterprise development and reform [
2] and have committed significant costs and resources. Unfortunately, the desired outcomes have not been achieved despite these efforts, primarily due to the lack of a comprehensive intelligent system and a sufficient talent reserve in intelligence [
3].
By definition, SM is a modern manufacturing approach that employs advanced information technologies such as artificial intelligence (AI), the Internet of Things, blockchain, and cloud computing to automate, digitize, and intellectualize factories and equipment, thereby enhancing production efficiency, quality, and flexibility [
4]. In recent years, with scientific and technological innovation advancement, information technology such as AI has received more and more attention from researchers, showing rapid and widespread applications and a spurt of development. For instance, Xu et al. [
5] review relevant research on data-driven AI and highlight the importance of AI technologies in achieving fully automated industrial systems. Ali et al. [
6] propose an open quality blockchain (OQB) framework in conjunction with the potential applications of blockchain technology in SM and establish a decentralized platform to manage and deliver quality information, thereby enhancing trust, transparency, and quality in smart factories. These studies show that the booming development of information technology provides the technological support and conditions for achieving SM.
Although SM relies on the support of information technology, the role of humans remains crucial in its implementation [
7,
8]. Training industrial engineering (IE) personnel is a pivotal approach to enhance the role of humans in SM. IE talent refers to professionals who possess multidisciplinary skills and knowledge in fields such as engineering, mathematics, and science. They demonstrate exceptional abilities in analysis, problem-solving, and communication, while also possessing innovative thinking and the ability to work effectively in teams. These professionals utilize methods such as process optimization, waste reduction, and resource utilization optimization to address complex problems in the industrial field. Cultivating talent with IE knowledge and skills in the SM era can significantly enhance manufacturing processes’ efficiency and quality and optimize resource utilization. With the advantages of information technology, these IE talents can analyze and simulate data to effectively solve production problems [
9]. Thus, IE talent training stands as a critical means to promote the development of SM and a key strategy for integrating information technology into the manufacturing industry.
In the past, many scholars have conducted relevant research on how to better cultivate IE talents from several different perspectives. Regarding cultivation modes, Zheng Hui and Zhou Si Yang proposed a diversified model, incorporating humanities, professional knowledge, management thinking, practical ability, and professional skills, to foster versatile IE talents with a broad understanding of multiple fields [
10]. Liu Xishuang and Jin Jubo introduced an applied innovative talent training model, involving three years of basic theory learning and one year of enterprise internship and assessment, to enhance the professional skills and innovation consciousness of IE students [
11]. Pan Lanlan et al. employed the CDIO (Conceive, Design, Implement, and Operate) concept in traditional IE talent training to develop highly qualified applied talents with an innovative spirit [
12]. Zhang Hongliang et al. optimized the IE talent training model using the quality function development (QFD) method, and found that lean improvement, SM, decision optimization, and hands-on practice are the main societal needs for IE talent competencies [
13]. Regarding teaching formats, Zhong and Zhou adopted an inquiry-based and experiential hybrid teaching method in the industrial enterprise talent resource management course. This approach aims to enhance students’ innovation awareness, innovative thinking, and innovation ability by guiding them to identify and resolve problems in the experiential process [
14]. Wang Qifei et al. designed a project-driven teaching method for an IE management information systems course to develop students’ innovation and engineering practice skills [
15]. Salah et al. developed an academic semester course based on the concept of Industry 4.0 to facilitate the development of professional skills and innovative ideas for IE graduates in digital transformation [
16]. Regarding practical aspects, Kliment et al. established a TestBed 4.0 laboratory at The Technical University of Košice to combine research with practical applications and engage IE majors to improve their competitiveness in the labor market [
17]. Zhenhui Shen et al. integrated disciplinary competitions and science and technology innovation activities into the practical teaching of IE majors, stimulating IE students’ creativity and practical skills through participation in robotics competitions, industrial design competitions, and innovation projects [
18]. Although scholars may differ in their perspectives, they agree on the importance of cultivating IE talents with multi-disciplinary knowledge and qualities such as good innovation and practical ability.
The aforementioned studies have achieved some success in cultivating excellent IE talents. However, some of them only discuss the IE talent training model at a theoretical level, lacking specific implementation plans and contents. Furthermore, SM is the key method for enhancing students’ innovation and practical ability, and the main work area for IE graduates [
19]. With the transformation and upgrading of manufacturing industries to SM, the demand for IE talents with knowledge and skills related to SM has changed significantly in recent years. Studies have shown that manufacturing enterprises are more favorable to IE talents with knowledge and skills related to SM [
20]. However, the field of SM has been less explored and studied in past studies related to the cultivation of IE talents. The importance of SM for cultivating excellent IE talents and its key role have not been systematically explored. Currently, IE majors are still in the exploration stage of talent training in the field of SM and lack a mature system [
21]. The traditional IE curriculum system cannot solve the complex system problems in the SM environment and lacks knowledge technologies related to SM [
22] and training content on how to use these knowledge technologies to improve the efficiency of complex systems. Meanwhile, practical activities such as experiments, internships, and practical training for IE majors are mainly based on traditional manufacturing processes [
23], with a lack of in-depth exploration of the application of SM theories and technologies and practical education for the SM environment. Therefore, the research question of this article is “Cultivating Industrial Engineering Talents Facing the Development Trend of Smart Manufacturing”. The reason for studying this question is due to the “Industrial Engineering Talent Training Model” established by educational institutions in the past, which mainly serves the traditional manufacturing industry. Under the transformation trend of intelligent, digital, and information-based manufacturing, manufacturing enterprises have changed their demand for the ability of industrial engineering talents, and enterprises prefer industrial engineering talents with theoretical knowledge and technology in the field of smart manufacturing. In addition, the literature on the cultivation of industrial engineering talents in the past lacks systematic research on the key factor of smart manufacturing. Therefore, we propose the “Industrial Engineering Talent Training Model for Smart Manufacturing”, which is reformed from two aspects: industrial engineering course design and teaching practice, aiming to cultivate industrial engineering talents suitable for the needs of manufacturing enterprises under the trend of smart manufacturing development.
In light of the current situation of a shortage of IE talents in the field of SM, our research field is industrial engineering and sustainability in the context of smart manufacturing. This paper proposes a novel approach to cultivate IE talents. Through systematic research on the training mode, curriculum system, and practical activities of the training system of IE professionals in the context of SM, a new type of “SM+IE” high-quality composite application talent is cultivated. In this paper, we address the following knowledge gaps and research questions related to the reform of industrial engineering education in the context of smart manufacturing.
- (1)
Knowledge gaps:
- ♦
Limited understanding of how the integration of industrial engineering education with smart manufacturing practices enhances students’ comprehensive quality and application ability.
- ♦
Insufficient research on the specific impact of the reformed teaching content, teaching mode, and teaching methods on students’ application and practical skills.
- ♦
Lack of studies investigating the influence of the reformed teaching mode on students’ teamwork and leadership abilities in the context of smart manufacturing.
- (2)
Research questions:
- ♦
How does the integration of industrial engineering education with smart manufacturing practices contribute to enhancing students’ comprehensive quality and application ability?
- ♦
What specific impacts do the reformed teaching content, teaching mode, and teaching methods have on students’ application and practical skills in the context of smart manufacturing?
- ♦
To what extent does the reformed teaching mode influence students’ teamwork and leadership abilities in the smart manufacturing environment?
Through our study, we aim to address these knowledge gaps and answer the research questions, providing innovative and original insights into the reform of industrial engineering education in the context of smart manufacturing.
In the cultivation mode, the development strategy of “Made in China 2025” is taken as the main guide [
24], and the multidisciplinary knowledge of machinery, management, AI, mathematics, etc. is deeply integrated to explore the IE talent cultivation mode that adapts to the development of SM. In terms of the curriculum system, new knowledge technologies are employed to enrich the curriculum content of traditional IE majors, and new courses related to the field of SM [
25,
26], such as Industrial Internet of Things (IIoT), robotics and automation, and sensors, are introduced. The proposed mode can improve the efficiency and effectiveness of complex system research in SM by organically integrating knowledge and technology related to SM and IE theory. In terms of practical activities, an intelligent practice platform that integrates four elements of “industry, teaching, competition, and scientific research” is constructed. Additionally, some special practical projects are designed to enhance IE students’ engineering practice and innovation abilities. By doing so, this proposed mode of cultivating IE talents for SM can train high-quality composite application talents with extensive knowledge and practical ability, which can effectively alleviate the shortage of “SM+IE” talents in the manufacturing industry. Moreover, the promotion of this training mode can reinforce in-depth cooperation between universities and enterprises and provide robust support for upgrading the manufacturing industry. These efforts hold significant practical significance and broad application prospects.
The big data drive in sustainable manufacturing refers to the process of using big data technology and analysis methods to promote the sustainable development of the manufacturing industry. In sustainable manufacturing, big data-driven methods and technologies can help enterprises collect, analyze, and use large-scale data resources to optimize production processes, improve resource utilization efficiency, reduce energy consumption, reduce waste and emissions, and ultimately achieve economic, social, and environmental sustainability.
The teaching reform of industrial engineering in the context of smart manufacturing proposed in this paper will cultivate students’ data analysis and decision-making abilities, so that they can understand and apply the potential of big data in the manufacturing environment. By using the big data-driven approach, students can analyze production data, optimize production processes, and make decisions based on data to achieve the goal of sustainable manufacturing.
Sustainable manufacturing focuses on the effective utilization of resources and energy conservation. The big data-driven approach of smart manufacturing can help enterprises monitor and optimize the use of resources and energy consumption in real time. Industrial engineering teaching reform can cultivate students’ data-driven resource optimization and energy management skills, enabling them to analyze and optimize resource utilization efficiency in production processes and achieve sustainable manufacturing goals by reducing energy consumption and waste generation.
The teaching reform of industrial engineering in the context of smart manufacturing is closely related to the big data drive in sustainable manufacturing. Through training students’ abilities in data analysis, quality control, resource optimization, and energy management, they can make positive contributions to the goal of sustainable manufacturing.
2. Talent Training Mode of IE
2.1. Traditional Talent Training Mode of IE
IE is an interdisciplinary field that integrates engineering and management sciences to optimize complex systems consisting of people, materials, equipment, energy, and information to enhance productivity and resource efficiency [
27]. Generally, the Industrial Engineering (IE) major has abundant job opportunities in the manufacturing industry. These positions include production engineers, industrial systems engineers, quality control engineers, human factors engineers, and more. The knowledge and skills of Industrial Engineering play a vital role in these positions, contributing to optimizing workflow, improving system efficiency, and enhancing work environments.
However, the traditional talent training mode of IE mainly focuses on the conventional manufacturing industry and has several drawbacks, such as an outdated curriculum system, inadequate incorporation of advanced technology, and insufficient emphasis on practical ability cultivation [
21,
22,
28], making it difficult to satisfy the requirements of the modern manufacturing industry.
Figure 1 shows the traditional IE talent training model, comprising theoretical knowledge learning and practical activities. Theoretical knowledge learning involves teachers organizing and explaining the content of relevant courses and delivering it to students through classroom teaching. However, most of the courses related to IE majors emphasize mechanical principles, mechanical design, engineering drawing, and other mechanical basic knowledge, with relatively fewer courses related to advanced information technology. Consequently, students’ theoretical knowledge is inadequate to meet modern manufacturing industry requirements, leading to low motivation to learn. Practical activities involves students applying the theoretical knowledge they have learned to practical problems, enhancing their comprehensive ability through various forms of practice, such as experiments, design, research, social practice, internships, etc. However, traditional practical activities concentrate on single engineering projects, such as production line improvement or optimization, which only focus on students’ operation and technical abilities, neglecting the cultivation of their innovation abilities. Thus, the traditional IE talent cultivation model fails to produce innovative talents that can adapt to the new era and industrial needs [
29].
2.2. IE Talent Training Mode for SM
With the advent of a new generation of industrial technology revolutions, numerous countries and manufacturing enterprises have begun to implement SM transformation and upgrading, resulting in a significant change in the object of IE research and improvement [
28]. In this rapidly evolving environment, there is a pressing need for a large number of composite talents with classical IE knowledge, industrial big data analysis, AI, and other SM expertise [
29], as well as cross-border integration capabilities. However, the talent cultivation in educational institutions often lags behind the actual demand, and there are also some issues in the curriculum setting and practical activity arrangement in educational institutions that impede the cultivation of composite talents with the above characteristics in the traditional IE talent cultivation mode. To address these challenges, we propose an IE talent cultivation mode for SM and reform the curriculum setting and practical activities of the traditional IE talent cultivation mode to develop “SM+IE” composite talents that meet the needs of the country and enterprises. This training mode incorporates the knowledge related to SM into the curriculum and emphasizes the cultivation of innovation ability to ensure that students possess the relevant knowledge and practical ability in SM, thereby meeting market demand in the context of the SM era. In terms of IE talent cultivation, we will deeply analyze the intrinsic connection between the SM field and the IE major, determine the specific cultivation direction of “SM+IE” composite talents based on this, and establish a standardized, systematic IE talent cultivation mode so as to create the greatest reform benefit and advantage and promote the integration and development of SM and IE.
In terms of cultivating IE talent for SM, we will analyze the intrinsic connection between the SM field and the IE major in depth. Based on this analysis, we will determine a specific direction for cultivating “SM+IE” composite talents. We will establish a standardized, systematic, and comprehensive IE talent cultivation mode that creates maximum reform benefits and advantages. Our goal is to promote the integration and development of SM and IE and to meet the demands of the new era of manufacturing.
Firstly, we analyze the development characteristics of SM to understand the demand for “SM+IE” talents in the new industry and determine the main training direction for “SM+IE” talents. On the one hand, research shows that the driving force of SM mainly comes from the exponential growth of information technology, the universal application of digitalization and networking, and integrated intelligent innovation [
30]. This indicates that SM talents need to have core competencies such as converting information, mining data, and innovating through integration. On the other hand, excellent IE talents should possess qualities such as cross-disciplinary knowledge mastery, innovation ability, and practical ability. Combining the talent characteristics of SM and IE, it can be seen that “SM+IE” talents should master knowledge in the digital technology field and be oriented towards developing innovation and practical abilities in emerging technology. Therefore, to cultivate “SM+IE” composite talents that meet the new industrial needs, we need to incorporate advanced knowledge content and digital technology related to SM into the IE curriculum.
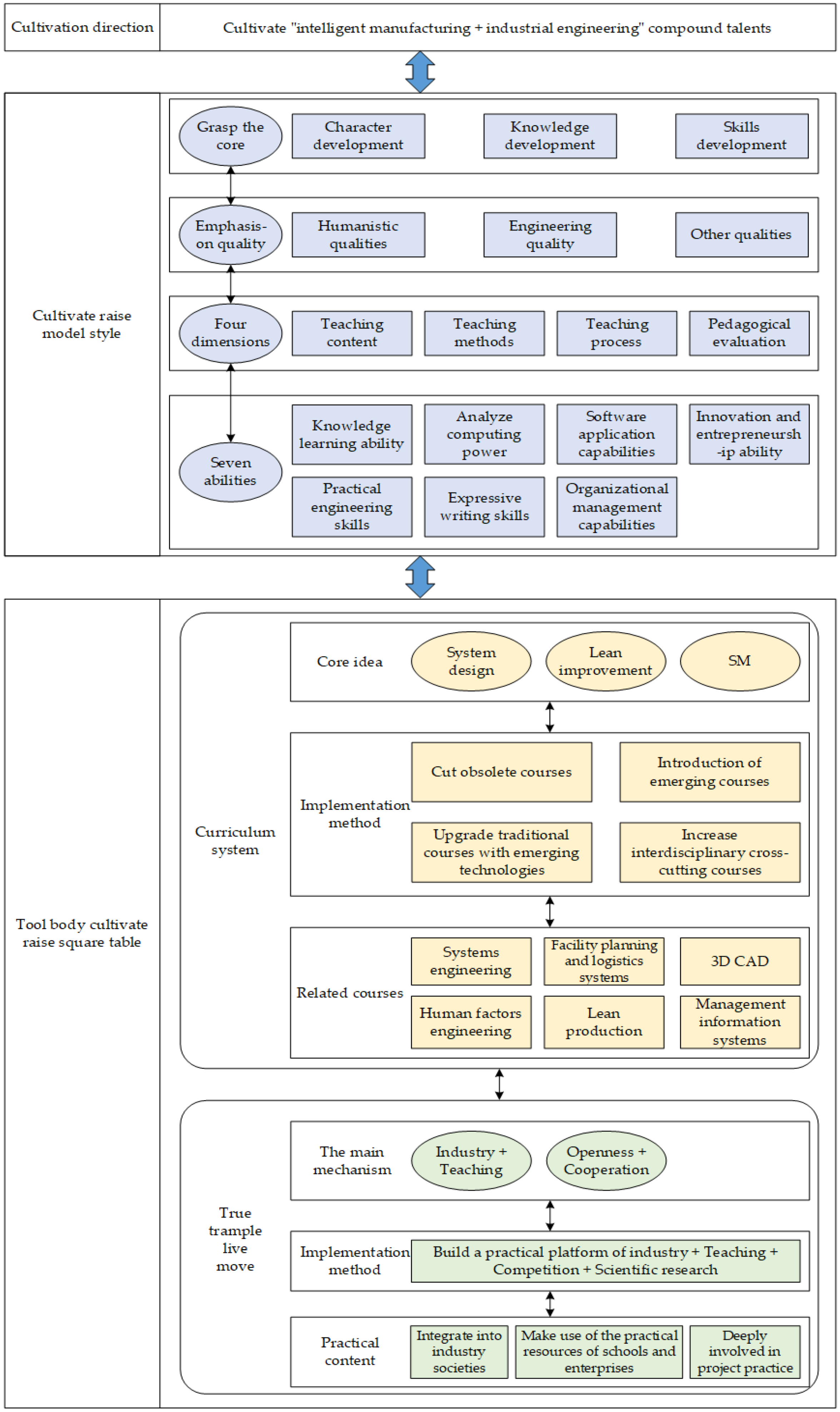
Based on the training direction and core competency requirements of “SM+IE” talents, we develop a “core, quality, four-dimensional, and seven-competency” model from multiple perspectives. The aim of this model is to enhance students’ overall quality, teaching quality, and personal abilities in the IE lean talent training program. “Grasp the Core” refers to the process of making moral education a fundamental task in the cultivation of students and fully implementing the goal of cultivating high moral quality, firm ideals and beliefs, and comprehensive development ability. This concept is reflected in the emphasis on cultivating the moral character, knowledge, and skills of IE students, converting information, mining data, and innovating both moral and intellectual abilities. “Emphasis on quality” encompasses humanities, engineering quality, and other comprehensive qualities. Therefore, IE professional training should focus on students’ comprehensive quality to promote their overall development. “Four dimensions and seven abilities” involves teaching reform in IE majors and encompasses four aspects: teaching content, teaching method, teaching process, and teaching evaluation. The framework aims to cultivate students’ abilities in knowledge learning, analysis and calculation, software application, innovation and entrepreneurship, engineering practice, expression and writing, and organization and management. Cultivating these abilities can promote the overall development of IE students and enhance their competitiveness and adaptability. Therefore, it is crucial to implement an integrated approach to the cultivation of IE students that emphasizes moral education, comprehensive quality education, and the cultivation of various abilities. In summary, “grasp the core,” “emphasis on quality,” and “four dimensions and seven abilities” are essential concepts and methods in IE professional education, cultivating students into excellent talents with high comprehensive quality who can make substantial contributions to the industrial field in the future.
Finally, we have subdivided the specific contents of the cultivation mode and formulated an implementable, reasonable, and detailed training program for IE talents. As the IE personnel training model mainly covers theoretical knowledge learning and practical activities, we must develop a training program that corresponds to these two aspects. In terms of theoretical knowledge learning, we have built a “one and two wings” curriculum with “Lean Improvement” as the main body and “System Design” and “SM” as the support. In this regard, through deleting obsolete courses, adding new courses, upgrading traditional classical courses with new technologies, and increasing interdisciplinary courses, we assist IE students to learn more about SM and make them feel that “learning is useful”, so as to mobilize their interest and enthusiasm for active learning. This will motivate students to take the initiative to learn. As an example, when upgrading traditional classical courses using new technologies, we have added courses such as systems engineering, facility planning and logistics systems, human factors engineering, and management information systems. In terms of new and emerging courses, we have added courses such as lean manufacturing and big data analysis for SM. In terms of practical activities, we are committed to deepening the collaborative education mechanisms of “industry-education integration” and “open cooperation”, and promoting students’ scientific and technological innovation and practical ability through establishing a comprehensive practice platform in four aspects: industry, teaching, competition, and scientific research. At the same time, relying on the Industrial Engineering Committee of the Hubei Mechanical Engineering Society, we make full use of the practical resources of the school’s partner enterprises and use the practical projects of the school’s partner enterprises as a guide to help students participate in the projects and enhance their practical ability and innovation awareness. These practical activities are very helpful for students’ career development and future employment. IE students can gain valuable experience and skills, further understand the actual working environment and industry needs, and prepare themselves for career planning and employment.
Figure 2 shows the overall framework of “SM+IE” talent training. As depicted in
Figure 2, the research process in this paper consists of three main steps: determining the cultivation direction, establishing the cultivation model, and formulating an implementable, reasonable, and detailed Industrial Engineering talent cultivation plan. The cultivation plan covers both theoretical knowledge learning and practical activity training. Furthermore, the research methods employed in this paper primarily include two aspects: IE curriculum reform and instructional case design. In the IE curriculum reform, we utilize a more diverse and comprehensive smart manufacturing cultivation model to revamp the traditional “Lean Production” course, enabling IE students to gain an in-depth understanding of production processes and learn relevant smart manufacturing technologies, thereby enhancing their overall abilities. In the instructional case design, we adopt a university-enterprise collaboration model, allowing students to engage in practical reform activities at production sites to cultivate their practical skills, innovation capabilities, and communication and collaboration abilities.
3. Analysis of the Effect of the SM Training Mode Based on Lean Production
“Lean Manufacturing” is a fundamental course for IE students, encompassing a vast range of knowledge points in the field and demonstrating considerable practical value [
31]. In China, numerous manufacturing firms apply Lean Manufacturing techniques to reduce production costs, improve productivity and quality, and respond promptly to market demand changes, resulting in enhanced profits. However, traditional Lean Manufacturing courses have primarily relied on classroom instruction, focusing on memorization and computational skills, and the theoretical knowledge provided in such courses is frequently out-of-date and insufficient to satisfy the practical skill requirements of businesses [
32]. As a result, the traditional Lean Manufacturing course has been restructured through the implementation of a diversified and integrated SM training model. This involves classroom instruction in lean production knowledge systems and instilling knowledge regarding SM fields such as digital manufacturing, automated production lines, Internet of Things technology, and AI technology. Moreover, practical projects in manufacturing companies are incorporated as an important assessment component to establish a teaching method that integrates theory and practice, thereby enhancing students’ practical skills.
To evaluate the effectiveness of the SM training model and enhance the knowledge and abilities of IE students in the field of SM, we designed a project for the “Process-based Production” module of Lean Manufacturing. The project aims to encourage students to apply SM technology to improve the production and storage of automotive parts and components while also developing their innovation skills and understanding of production processes and SM technologies. The following section provides a detailed description of the project.
The core idea of this project is to optimize “production processes” in the context of SM. Through the combination of resources such as internship experience, teacher guidance, and expert consultation, IE students will learn the theoretical knowledge of “Lean Manufacturing” and explore the potential of SMs in optimizing production processes. The project’s ultimate goal is to improve production efficiency and product quality. Specifically, the project focuses on the production process of automotive components, including automotive wheels, automotive air conditioners, flywheels, cylinder blocks, and gear rings, which are the products of the internship companies. The research period for the project is three weeks.
In addition, the key question addressed in this study is how to leverage SM knowledge and technology to enhance the efficiency of production processes and storage safety in automotive parts enterprises. The project adopts a theoretical and practical teaching model. In the first week, IE students will learn the fundamental theoretical knowledge of “process-oriented production” and SM at school and acquire expertise in four directions of process-oriented production optimization: shortening production cycle time, facilitating quality problem traceability, reducing work-in-process inventory, and reducing ineffective handling. In the second week, IE students will engage in practice at an auto parts company. Through observation, lectures, professional guidance, reflection, and discussion, they will gain deeper insights into the automotive parts production process and identify the problems in the production process. In the third week, students will aim to optimize and improve these problems and design specific optimization solutions by integrating SM theory, lean production theory, and practical activities in enterprises.
The subject focuses on the independent learning of IE students, linking theory to practice, and the development of innovative and practical skills.
- (a)
During their internship at the auto parts company, students play a leading role and actively participate in the production process to gain firsthand experience and insights into the efficiency and safety of production and storage.
Figure 3 illustrates the production site of automotive parts, which IE students captured during their internship. It reveals certain issues that require resolution in the production process. Firstly, the storage of cylinder blocks, automotive hubs, gear rings, and other parts lacks safety protection and is not conducive to transfer. Secondly, there is insufficient assembly automation for auto air conditioners, gear rings, and other parts, and the logistics conveying line is disorganized, which could lead to production failures.
- (b)
Designing an optimization solution for the problems of the auto parts production site, combined with lean production and SM.
Figure 4 shows the main elements of the optimization solutions proposed by the students. The students incorporated SM technologies such as robotic arms, AGV transport carts, and automatic sorting equipment into traditional process-oriented production in their solution. Furthermore, they utilized lean production concepts such as one-stream production, less humanized production, and shorter operation times to improve production efficiency and ensure the safe storage of blanks. Despite the shared goal of enhancing production efficiency and safe storage of billets, the students approached the design with varying perspectives and methods, thereby fostering a conducive environment for innovation.
At the end of each weekly activity task, we communicated and discussed with students to ensure their feedback was authentic. During the theoretical learning phase, we mainly communicate with students through these contents: (1) Do you know about lean manufacturing? What is the important impact of lean manufacturing on manufacturing? (2) Is lean manufacturing related to SM? How exactly is this manifested? In the enterprise internship stage, the content of the exchange is: (3) Combined with the internship experience, do you think the enterprise’s production process is insufficient? Can lean manufacturing and SM knowledge be used to optimize? (4) Do you think this internship was rewarding? What are the main takeaways? In the design optimization stage, these communication contents are transformed into: (5) Do you prefer this new teaching mode to the traditional one? Why? (6) What abilities do you feel have improved through this study? Based on the analysis of the conversation at different learning stages, we came to the following conclusions:
Although the initial theoretical learning phase systematically introduces students to lean and SM, they may lack a comprehensive understanding of the practical impact of this knowledge on production. While students can recognize the close relationship between lean manufacturing and SM, there may still be some ambiguity regarding how to effectively apply the two concepts.
Students’ innovative thinking and practical skills are significantly enhanced by their active exposure to and involvement in actual production processes. At the same time, many students can apply their previous knowledge to real-life production activities, leading to a deeper grasp and understanding of the theoretical knowledge.
Many students found the corporate internship to be highly beneficial and indicated that they acquired knowledge that was not attainable through classroom instruction. Engaging in conversations and discussions with production workers and technical experts enabled them to acquire a more concrete understanding of production and gain insights into the details of the production process. Furthermore, by conducting operational demonstrations under expert guidance, they developed new practical knowledge and skills, which contributed to a sense of accomplishment.
The students expressed a strong preference for the new teaching mode. While some deemed that this approach required more time and effort than the traditional model, they found the knowledge gained invaluable. Additionally, other students perceived this teaching mode as more practical, enabling them to apply theoretical knowledge to real-world production scenarios. These students believed that this mode of teaching played a vital role in advancing their career development and, thus, was well worth the extra time and effort invested.
The students have expressed that their various abilities have been exercised and improved during the learning process, including the abilities of expression, independent learning, practical application, and innovation. They were not only able to apply their theoretical knowledge to practical situations but also designed specific optimization plans to enhance their problem-solving abilities when faced with practical problems.
4. Teaching Case Design
4.1. Epistemological Framework and Methodological Basis
In this study, we adopted an interpretivist epistemological framework to gain an in-depth understanding of the complex phenomenon of industrial engineering education reform in the context of smart manufacturing. Interpretivism emphasizes the understanding and interpretation of social phenomena, focusing on the construction of meaning and interactions among individuals and groups. This epistemological framework aligns with our research objectives, helping us uncover the impact of industrial engineering education reform on students’ practical and application abilities.
On the basis of our epistemological framework, we employed multiple research methods, including case studies, questionnaire surveys, and interviews. The selection of these methods was based on the applicability of interpretivist epistemology in gaining deeper insights into the process of meaning construction among individuals and groups and in providing multi-perspective, multi-level data to support our understanding and interpretation of industrial engineering education reform.
For the case study, we have selected undergraduate students majoring in Industrial Engineering from our school as the research object to gain in-depth insights into their experiences with industrial engineering education reform in the context of smart manufacturing. Through interviews with teachers and students, classroom observations, and analysis of course materials, we were able to obtain detailed case information that facilitated our understanding of meaning construction and teaching practices during the reform.
Additionally, we employed a questionnaire survey to gather students’ perspectives and experiences regarding the reformed teaching mode. The survey provides a substantial amount of quantitative data, enabling us to gain a broader understanding of the impact of industrial engineering education reform.
By employing these methods in combination, we were able to analyze the complex phenomenon of industrial engineering education reform in the context of smart manufacturing from multiple levels and perspectives and draw comprehensive research conclusions.
4.2. Instructional Design
Teaching case: Optimization of the production process in the sorting area. Take “efficiency improvement in sorting area” as an example to verify the application effect of IE teaching mode in the context of SM.
Background: A manufacturing company wants to optimize the production process in its picking area to improve productivity and reduce costs. In the case of a sorting area, there may be issues such as irregular worker movements, inadequate tools, an inefficient production rhythm, non-compliance with the 5S standard, and wasteful operator movements, all of which can lead to longer operation times and greater difficulty in the production process. In this teaching case, we apply our knowledge of IE to improve these problems and optimize the production process.
Objective: Students will be able to analyze and optimize the production process, make suggestions for improvement, and evaluate the effectiveness of the improvements. By engaging in this case study, students can develop practical, innovative, and teamwork skills, reinforce the application of theoretical knowledge, cultivate problem-solving skills, and gain insights into the benefits of implementing SM in comparison to conventional manufacturing practices.
Tasks: (1) Students collect and organize data and information related to the production process through field trips and interviews with workers and engineers. (2) Students use process and action analysis tools to analyze problems and waste in the sorting process, such as waiting, inventory, transportation, and process defects. (3) Students apply process improvement methods, such as Lean Manufacturing and Six Sigma, to make recommendations for production process improvements and develop improvement plans. (4) Students evaluate the effectiveness of the improvement plan, such as improving productivity, reducing costs, and improving quality, and make recommendations for improvement. (5) Students write a report summarizing the improvement process and results and make recommendations for further improvements.
Teaching methods: (1) Integration of multiple knowledge points: In the process of completing tasks, in addition to mastering the knowledge points such as program analysis, homework analysis, action analysis, stopwatch time research, on-site management in basic IE, but also mastering the seven wastes in lean production, just-in-time production, etc., the completion of the project is not a single knowledge point or a single course of learning. (2) Practical teaching: Through field trips and interviews, students collect and organize data and information and personally implement improvement plans to strengthen practical ability and innovation ability. (3) Group cooperation: Students form small groups, divide labor, complete tasks together, and strengthen teamwork ability. (4) Teaching theoretical knowledge: Teachers teach theoretical knowledge such as process analysis and process improvement and guide students to use this knowledge to solve practical problems. (5) Discussion and presentation: Students discuss and present, share their own thinking and suggestions, and strengthen communication and critical thinking skills.
Evaluation methods: (1) Report assessment: Teachers assess students’ analytical, problem-solving, creative, and presentation skills based on the reports written by students. (2) Classroom performance: Teachers assess students’ thinking, communication, and teamwork skills based on their classroom performance. (3) Improvement Effectiveness Assessment: Teachers and business managers assess the effectiveness of improvement to evaluate students’ ability to make suggestions for improvement and the effectiveness of improvement plans.
In the initial stage of the project, the teacher imparts the knowledge of IE to the students, enabling them to gain a fundamental understanding and mastery of the course material while becoming familiar with the usage of various methodological tools in the project. Throughout the implementation of the design program, the teacher provides necessary support to students based on their requirements, such as providing visual aids in the form of images and photographs of the production site or facilitating field trips to enable the students to collect the necessary data themselves. Additionally, the teacher provides the necessary tools for the implementation of the program, such as tape measures and stopwatches, and imparts instructions to the students on the application and creation of program analysis charts. Furthermore, the teacher guides the students to concentrate on site observation and improvement, engages in group discussions to evaluate the design’s feasibility, resolves problems and difficulties in design learning, and directs the students to modify and optimize the design based on the teacher’s feedback.
Figure 5 shows a picture of a company operation site visited by students.
4.3. Improvement Process
The design of improvement topics should be based on the concept and objectives of SM, and the specific design and implementation process can follow the steps outlined below:
- (1)
Determine the improvement target and scope
The first step is to determine the improvement target and scope, the specific problems to improve, and the key areas for improvement. This can be performed by analyzing existing production processes, production lines, equipment, and systems to identify bottlenecks and problem points within them and determining the improvement goals and focus based on their impact on production efficiency, quality, and flexibility.
- (2)
Formulate improvement plans and programs
After defining the improvement goals and scope, improvement plans and programs need to be developed. This process needs to take into account the characteristics and principles of SM, such as automation, intelligence, digitalization, flexibility, and collaboration, to ensure that the improvement program reflects the concept and goals of SM.
- (3)
Implementation of improvement programs
The implementation of the improvement program is the core part of the improvement project. In the implementation process, intelligent technologies and information technology need to be used to improve production efficiency, quality, and flexibility, such as machine vision, AI, the Internet of Things, big data, etc. At the same time, various factors in the production process, such as equipment status, production environment, personnel safety, etc., need to be taken into account to ensure the feasibility and effectiveness of the improvement program.
- (4)
Monitoring and evaluating improvement effects
Finally, the improvement effect needs to be monitored and evaluated to determine the effectiveness and sustainability of the improvement program. The monitoring and evaluation process can use various indicators and tools to measure the improvement effect, such as productivity, quality indicators, energy consumption, personnel efficiency, etc. If the improvement effect is found to be unsatisfactory, the improvement program needs to be adjusted and optimized to achieve the expected improvement effect.
In conclusion, improvement topics in the context of SM require the design and implementation of a series of intelligent and digital solutions to improve production efficiency, quality, and flexibility and achieve SM’s concept and goals.
The following are the improvement topics designed by the students.
- (1)
Improvement plan for the project
In order to complete the improvement project, a schedule needs to be made based on the current situation.
Figure 6 shows the schedule created by the students.
According to
Figure 6, in the first stage, we should first investigate the site situation to understand the current situation of the sorting area, including the material sorting method, existing tools, material placement, etc. In the second stage, we should analyze the causes of the existing problems, identify the major and minor factors affecting work efficiency, and find countermeasures. The third stage is to set improvement goals based on the actual situation. The fourth stage is to formulate countermeasures and implement them. The fifth stage is to confirm the effect of improvement. Finally, standardization is carried out. The improvement topic is based on the background of SM, so the students are required to design the improvement plan to reflect the idea of SM.
- (2)
On-site research
Layout: The sorting area plays a crucial role in the laser cutting process, responsible for efficiently sorting the cut materials and managing turnover. The area features four sorting tables and a variety of storage and turnover apparatus, including large iron pallets, wooden pallets, and turnover baskets. The quantity is not known, there is no usage specification (because it is used randomly in the workshop), and the height difference between the turnover apparatus and the sorting table is large, which requires the staff to bend down frequently, resulting in a lot of wasted movement and physical strength. There is a lot of wasted movement and physical effort. After sorting, the remaining scrap is moved to the scrap bin. After sorting, the material needs to be transported to the material storage area by forklift or other tools, and there is a certain distance between the material storage area and the sorting area. The workbench is 318 cm long and 149 cm wide; the scrap box is 293 cm long and 159 cm wide; workbench 1 is 310 cm from the scrap box; workbench 2 is 189 cm from the scrap box; workbench 3 is 286 cm from the scrap box; and workbench 4 is 446 cm from the scrap box.
Materials: The materials handled in the sorting area are of various types and large quantities, and we divide them into large, medium, and small pieces according to their sizes.
Personnel: There are 10 staff members in the sorting area, including a team leader. All 10 staff members are responsible for sorting and logistics transportation and have no clear job responsibilities.
Process: The workflow of the sorting area is that the material comes from the laser cutting area to the sorting table, and the operator sorts the material down and puts it on the pallet.
Figure 7 depicts the sorting area operation for large pieces. In addition,
Table 1,
Table 2,
Table 3,
Table 4 and
Table 5 and
Figure 8,
Figure 9,
Figure 10,
Figure 11 and
Figure 12 present the operating time and corresponding pie charts for large, medium, and small parts, and the percentage of time for small and large parts. The data were collected through the observation and stopwatch timing of 20 types of large, medium, and small parts. The normal operating time was timed five times, and the average was taken. The observation was conducted continuously for one week.
The above table and pie chart demonstrate that sorting large items takes the most time, suggesting that improvements should prioritize this aspect. Further analysis of the time spent on operating large items reveals that, in addition to the necessary time spent on separating materials, the time spent on placing and sorting materials constitutes a significant proportion. Therefore, to improve efficiency, efforts should focus on these two aspects.
- (3)
Improvement plan
During the site visits and surveys conducted by the students, it was discovered that the company had 20 AGV carts that were abandoned and not in use. AGV carts are driverless vehicles equipped with automatic navigation systems, designed to improve productivity and logistics efficiency in various environments, such as factories, warehouses, and hospitals. These carts use sensors such as LIDAR, cameras, and infrared light to detect obstacles and sense their environment. They employ autonomous navigation technology for path planning and obstacle avoidance and communicate with the central control system to execute tasks and update commands.
In order to fulfill the usage requirements, a solution has been proposed to weld two AGV trolleys together. This is because a single trolley’s height is insufficient and forces the operator to stoop to place materials. The modified AGV trolley can be observed in
Figure 13.
The AGVs are programmed to automatically navigate to the storage area or the next process when they are full, and return to the sorting area when empty. The use of the modified AGV cart not only reduces the number of logistics personnel, but also reduces the waste of movements and time for the sorting area operators to operate and has a more comfortable operating action, which can increase their motivation to work. Take the company’s improvement project stage of mass production of fs products as an example. (1) Before the improvement of large sorting single piece time
; after the improvement of large sorting single piece time
, the single piece was reduced by 7 s; (2) fs needs to sort 62 kinds of main cabinet material, which consists of 33 kinds of large pieces; the vice cabinet has 48 kinds, of which 32 are large pieces; (3) fs mass production of the main cabinet day, middle, and night shifts is 40 sets, and the vice cabinet is 80 sets for accounting. The deputy cabinet includes 80 sets for accounting and then a day to reduce working hours
; (4) According to a year of work, 300 days for accounting and a year to reduce working hours
. According to each person per minute and 0.66 yuan for accounting, the annual cost savings
; (5) Considering the aspect of reducing staff fatigue, a single person doing large single-piece sorting reduces the moving distance by 3 m and the number of bendings by one. Taking the fs products as an example, the total moving distance of the staff is reduced by 1 day
, and the number of bendings is reduced
times. The reduction of at least 1 logistics personnel, based on the average monthly salary of 5000 yuan, can save
yuan a year.
Figure 14 shows the image of the operator using the modified AGV trolley for operation. It can be seen that the operator can place the material without bending down, and the trolley is close to the operation table, so it does not need to move too far.
4.4. Evaluation of Learning Effectiveness
To evaluate the learning outcomes of the improvement practice, we conducted interviews with a diverse group of participants, including five faculty members from the Department of IE, 30 students, plant specialists, sorting area leaders, and sorting area operators. The interview questions used are provided in
Table 6.
5. Discussion
Both teachers and students have reported that the learning outcomes of this teaching reform practice are significantly better than those of traditional classroom instruction. By incorporating hands-on experience in the factory setting, students can learn more about SM and IE. This approach fosters active thinking and learning, resulting in increased interaction and communication between teachers and students. The traditional one-way interaction of “teachers ask questions and students answer” has been replaced with more proactive student engagement, with students finding and sharing their own questions, opinions, and ideas. Teachers also share their perspectives, encourage students to learn from each other, and facilitate communication and discussion.
Regarding the answers to the second interview questions, teachers prioritized A, B, C, and D, and students prioritized A, B, D, and E. Student participation, motivation, and classroom atmosphere were all enhanced. The practice-oriented nature of SM courses requires students to acquire knowledge and skills through a variety of learning approaches, including factory visits, lab practice, and project research. This diversified approach has been found to stimulate students’ interest, enhance their participation and motivation, and improve the overall classroom atmosphere.
Figure 15 illustrates the positive impact of this approach on student engagement.
According to the results of the interviews regarding the competency enhancement questions, teachers preferred A, B, C, and E, and students preferred C, D, E, and F. Through this practice, teachers believed that students’ data analysis ability, automation technology ability, production line optimization ability, and practical ability had been significantly improved. In contrast, more students believed that their production line optimization ability, project management ability, practical thinking abilities, and critical thinking abilities improved, as shown in
Figure 16. To enhance their data analysis skills, students need to collect and analyze data through practical operations and research projects, enabling them to make better use of relevant data. Moreover, they need to learn how to plan, allocate resources, and manage time effectively to improve their project management skills, laying a solid foundation for their future careers. By analyzing and evaluating existing technologies and methods and proposing innovative solutions and improvements.
Regarding the fourth interview question, teachers favored options A, B, D, and E, while students preferred A, B, D, and F, as shown in
Figure 17. The practical experience gained through the factory site practice allowed students to deepen their understanding and knowledge of SM as well as learn how to combine IE with SM. Furthermore, it enhanced students’ teamwork and innovation spirit.
In response to the fifth interview question, teachers prioritized A, C, E, and F, while students prioritized B, C, D, and E, as presented in
Figure 18. In contrast to traditional classrooms, the teaching and learning styles in the context of SM have undergone significant changes. Rather than simply imparting knowledge, teachers act as guides and supporters of students’ learning, encouraging independent learning and prioritizing the development of students’ practical skills and interests. Consequently, learning in the context of SM has become more diversified and engaging, with students acquiring knowledge and skills through laboratory practice, factory visits, industry seminars, and project research. These practical approaches deepen students’ understanding of SM technology and improve their ability to apply theoretical knowledge in real-world scenarios. Furthermore, multimedia technology, network teaching, and virtual simulations have enabled teachers to provide students with a range of learning resources and flexible teaching methods, enhancing students’ interest and enthusiasm for learning. Overall, the teaching content in the context of SM is more practical, varied, and engaging than in traditional classrooms, reflecting a shift towards a more student-centered approach to education.
Plant experts, sorting area leaders, and sorting area operators selected all options for the answers to the sixth and seventh interview questions.
Regarding the eighth interview question, teachers and students indicated a lack of practical application environments for related technologies. SM technology requires specific hardware and software environments for practical application, but these are often unavailable in school teaching environments. As a result, students may have difficulty understanding the technology’s practical application, value, and significance. Additionally, there is a lack of teaching content related to interdisciplinary studies and cases. SM technology integrates knowledge from several disciplinary fields, including computer science, mechanical engineering, electronic engineering, etc. However, in IE teaching, relevant interdisciplinary content and cases are often scarce, which can lead to a lack of students’ ability to apply the technology comprehensively.
Through the interviews conducted, it has been revealed that the integration of SM into IE teaching presents several advantages: (1) grasping the latest technology and trends: SM is an important trend in the industrial field, and the corresponding technology and concepts are constantly updated and developed. Combining SM with IE teaching can keep students abreast of the latest technologies and trends and lay a solid foundation for their future career development. (2) Enhance students’ skills: SM requires a variety of skills, such as computer science, mechanical engineering, electrical engineering, etc. By combining SM with IE teaching, students can be provided with a wider range of skills training, thus enhancing their skills and competitiveness. (3) Increase employment opportunities: SM is an important direction for future industrial development, and employment opportunities in related fields will become more numerous. Combining SM with IE teaching can provide students with more employment opportunities and make it easier for them to find satisfactory jobs. (4) Increase innovation ability: SM needs innovation and creativity. Combining SM with IE teaching can provide students with more opportunities for innovation and training in creative thinking and enhance their innovation ability. (5) Increase work efficiency: SM can improve work efficiency through technologies such as automation and digitalization. Combining SM with IE teaching can provide students with better training in work efficiency and production management, thus improving their work efficiency.
We utilized a knowledge-based assessment. This allowed us to gauge the participants’ understanding of key concepts and principles related to SM before and after the project. By comparing their performance on the tests, measure their knowledge and comprehension improvements quantitatively.
Additionally, we incorporated practical assignments and projects that required participants to apply SM techniques and methodologies in real-world scenarios. These assignments were carefully designed to assess their ability to analyze manufacturing processes, identify areas for improvement, and propose intelligent solutions.
Furthermore, we conducted peer evaluations and expert assessments where their peers and industry experts evaluated participants. This provides additional perspectives and insights into their application of SM techniques and their ability to collaborate effectively in a team setting.
By utilizing a combination of knowledge-based assessments, practical assignments, peer evaluations, and expert assessments, we aimed to provide a comprehensive and objective evaluation of the participants’ deep mastery of SM. These assessment methods allowed us to measure their theoretical knowledge, practical application skills, problem-solving abilities, and collaborative competencies.
6. Conclusions
This teaching mode study aims to integrate the teaching mode of IE with the backdrop of SM, aiming to enhance students’ comprehensive quality and application ability. The main focus of this study is divided into three areas: teaching content, teaching mode, and teaching methods.
Firstly, in terms of teaching content, we aim to enhance students’ practical and innovative abilities by expanding their knowledge of frontier fields such as SM and AI. Moreover, we prioritize the cultivation of students’ teamwork and leadership skills to equip them with the ability to cope with future industrial development. Secondly, in terms of teaching methods, we have adopted various techniques such as case teaching, practical teaching, and course design to reinforce students’ practical operation and innovation abilities. Additionally, we emphasize guiding students towards independent thinking and self-directed learning to foster their self-management and self-driven abilities. Finally, in terms of teaching tools, we have introduced advanced technologies such as virtual simulation and intelligent hardware to strengthen students’ understanding and mastery of the production process of SM. Simultaneously, we have established a comprehensive course evaluation system, which provides a robust guarantee for teaching quality.
The results of the reformed teaching mode show significant improvement in the students’ application and practical skills, as well as their teamwork and leadership abilities. However, some challenges still exist, such as the shortage of qualified teachers and the need for timely updates to teaching methods. Moving forward, we will continue to refine the teaching mode and integrate more advanced technologies to meet the demands of future industrial development.
In terms of experience and insight, this teaching model study is experienced and can be learned from. At the same time, we believe that similar reforms are feasible in other majors. We suggest that other majors should also pay attention to the cultivation of application and practical ability in teaching while keeping pace with the times and introducing new technologies and means to improve teaching quality.
We analyzed students’ academic records, including grades, course completion rates, and GPA, before and after the reform. Students’ grades, course completion rates, and average grades have improved compared to the past, and their enthusiasm for attending classes has increased. The classroom atmosphere has also become significantly more active. By comparing these indicators, we can determine that there has been a significant improvement in students’ academic performance after implementing the reform.
We designed practical assignments and assessments that required students to apply the knowledge and skills gained through the reform in real-world scenarios. These assessments evaluated students’ ability to analyze problems, propose solutions, and effectively implement SM principles. By comparing the performance of students before and after the reform on these assessments, we could assess their improvement in practical application skills.
We collected feedback from students through surveys and interviews, both before and after the reform. This qualitative data provides insights into their perceptions of the reform, its impact on their learning experience, and their perceived improvement in knowledge and skills related to SM.
Our research has a certain degree of sustainability. Our study explores the reform of the talent development model in the context of SM, which has implications for sustainability. SM practices often aim to improve resource efficiency, reduce waste, and minimize environmental impacts. By addressing the development of skilled professionals in this field, our study contributes to the long-term sustainability of manufacturing industries.
The reform of the talent development model discussed in our study aligns with the broader goals of sustainability in education and practice. By incorporating sustainable principles and practices into the curriculum and training methods, we foster the development of professionals who are equipped to address sustainability challenges in SM.
SM plays a crucial role in enhancing social and economic sustainability by driving innovation, improving productivity, and creating employment opportunities. Our study examines the talent development model’s impact on preparing individuals to contribute to the social and economic aspects of sustainable development.
The findings and recommendations of our study have implications for policymakers and stakeholders involved in sustainable manufacturing and education. By understanding the effective strategies for talent development in SM, policymakers can design policies that support the growth of sustainable industries and promote the integration of sustainable practices.
In conclusion, our study on the reform of industrial engineering education in the context of smart manufacturing has made significant contributions to both the theoretical and practical aspects of the field.
- (1)
Filling Knowledge Gaps:
- ♦
Our study has identified and addressed important knowledge gaps in the literature regarding the integration of industrial engineering education with the challenges and opportunities of smart manufacturing.
- ♦
By conducting empirical research and case studies, we have provided new insights and strategies for improving industrial engineering education in the context of smart manufacturing.
- (2)
Answering Research Questions:
- ♦
Through our research, we have successfully answered the research questions formulated at the beginning of the study. These questions focused on the effectiveness of the reformed teaching mode, the impact on students’ practical skills, and the adaptability of industrial engineering professionals in smart manufacturing environments.
- ♦
Our findings demonstrate that the reformed teaching mode has significantly enhanced students’ application and practical skills, as well as their teamwork and leadership abilities.
- (3)
Theoretical Contribution:
- ♦
The theoretical framework adopted in our study, based on the principles of smart manufacturing and industrial engineering education, has provided a systematic and structured approach to understanding the core concepts and principles in this field.
- ♦
Our research has expanded the knowledge base in the field by integrating the latest theories and methods from the literature, demonstrating the applicability of existing theories, and providing empirical evidence for further theoretical research in industrial engineering and smart manufacturing.
- (4)
Operational Contribution:
- ♦
The practical implications of our research are significant for teaching practitioners and educational institutions. We have developed and validated effective teaching methods, such as case-based teaching, practical teaching, and the integration of advanced technologies, to enhance students’ practical and application abilities.
- ♦
Our research offers practical solutions for addressing the challenges faced by industrial engineering educators in preparing students for the demands of smart manufacturing, including improving production efficiency, reducing costs, and optimizing supply chains.
In summary, our study on the reform of industrial engineering education in the context of smart manufacturing has filled important knowledge gaps, answered research questions, made theoretical contributions by integrating the latest theories, and provided practical guidance for teaching practitioners. We believe that our research has advanced the field of industrial engineering education and has the potential to positively impact the development of smart manufacturing industries.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}