Abstract
Additive manufacturing (AM) is a recent emerging technology that is being adopted in various industry sectors and supply chains. Life cycle assessment (LCA) and life cycle costing (LCC) are powerful methods that can be used for assessing the environmental and economic performance of emerging manufacturing technologies. This study aims to evaluate the life cycle environmental impacts and cost of computerized numerical control-based (CNC) manufacturing and direct metal laser sintering technology (DMLS) through a cradle-to-gate life cycle analysis. This research has four main novel elements: (i) conducting a recent comprehensive review of metal AM and conventional manufacturing (CM) processes using a systematic method and meta-analysis (ii) comparing the conventional process “CNC machining” and the additive technology “direct metal laser sintering” from the environmental (LCA) and economic (LCC) perspectives, (iii) investigating the influence of geometry complexity and shape size factors on the environmental and cost performance of both manufacturing methods, and (iv) conducting a Monte Carlo simulation-based sensitivity analysis to tackle uncertainty in LCC input parameters. The midpoints and endpoints impact for CNC and AM processes were estimated using the Ecoinvent v3.8 database and ReCiPe (E) impact assessment method. The review revealed that global warming potential is one of the most widely studied environmental indicators; however, only 6% of the studies have investigated the life cycle economic impacts of AM technologies using sensitivity and uncertainty analysis. The results have shown that in terms of ReCiPe endpoints, DMLS has the highest environmental impact on human health while CM has more impact on the eco-system quality. Electricity consumption is the main contributor to environmental impact categories in both manufacturing technologies. This is due to the high electricity utilization for casting and milling conventionally manufactured parts and printing the AM parts. LCC net present values revealed that manufacturing all parts with AM costs 91% more compared to CNC. The LCC analysis has shown that AM is more suitable and cost-effective for parts with highly complex geometries. Whereas CNC machining was found to be economically feasible for large-sized and low-complexity parts. The Monte Carlo sensitivity analysis demonstrated that for the case of AM, the most significant parameter is the processing cost followed by material cost, which highlighted the importance of energy-efficient AM and dematerialization through design for circularity.
1. Introduction
Additive manufacturing (AM), also known as 3D printing or direct digital manufacturing, has been evolving in the recent thirty years from a rapid prototyping tool into industrial manufacturing technology. AM is defined as “the process of joining materials to make objects from 3D model data, usually layer upon layer” according to The American Society for Testing and Materials (ASTM) [1]. AM is considered a revolutionary technology that incorporates sustainability into manufacturing processes and provides alternative paths for subtractive manufacturing [2]. AM technology can produce unique bodies integrating several parts into a single one and eliminating the number of components and assembly activities [3,4]. AM can fabricate complex and efficient parts that could be impossible to manufacture with conventional manufacturing reducing material waste [5,6]. The most important advantage of the potential of AM to produce complex products is that design complexity is not dependent on the cost which allows altering the way products are designed and manufactured [7]. AM technology has been adopted in various industry sectors [8,9], especially in the aviation sector as it produces functional units which are lightweight with a near-optimal buy-to-fly ratio [10,11]. AM enables on-demand and on-site production which contribute to cutting lead times significantly [12]. It has proved its efficiency in resource and material allocation. However, printing functional metallic components requires a high electricity supply. Furthermore, investing in AM technology is considered costly due to the high acquisition costs of 3D printers and the high costs associated with AM raw materials [13]. Post-processing activities including heat treatment and secondary machining might be required for finishing so they increase the energy and cost as well [14]. That is why, firms and organizations still hesitate to invest in this technology and replace the traditional manufacturing methods with AM and rather rely on dual sourcing [15]. Past studies have shown that AM is only suitable for low-volume, high-complex, and customized batches [16]. However, the environmental impacts that this technology releases should be fully addressed and taken into consideration before the shift to this technology [17]. One of the metal AM techniques which attracted the interest of industrial practitioners is Direct Metal Laser Sintering (DMLS). This technology is becoming dominant in the industry because of its high accuracy and performance compared to other technologies [18]. DMLS is widely used to produce functional units due to the achieved surface finish of powder bed fusion AM technology. A laser is used to fuse or melt the particles of the powder layer by layer where the energy beam is only applied to a small region of the powder bed [19]. As a practical example, the industrial manufacturing company Siemens has utilized DMLS technology to manufacture gas turbine blades in order to be used in power generation production [20]. Although AM is showing its advantage recently over conventional methods. Yet, it has not been proven that AM processes conclusively are more environmentally friendly than CM processes [21]. Furthermore, very few studies are found in the literature which evaluate the comparison of AM and CM methods comprehensively [22].
Life cycle assessment (LCA) is a quantitative analytic tool that quantifies the environmental impacts associated with a product’s lifecycle from cradle-to-grave as per ISO definition [23,24]. LCA is a standard approach for service, system, or product evaluation [25]. AM has been identified as a sustainability-friendly manufacturing approach that produces less waste compared to subtractive methods. Life cycle costing (LCC) assesses the economic performance of a product, service, or system over its life cycle [26]. The economic performance of AM technology is measured according to the cost indicator. Although AM technology is considered expensive and has high investment costs, it can achieve economic savings across the supply chain. This paper aims to assess the environmental and economic feasibility of DMLS versus conventional computerized numerical control (CNC) machining through LCA and LCC. The stainless-steel parts are evaluated based on two factors: shape size and geometry complexity. A Monte Carlo sensitivity analysis was conducted in order to address the uncertainty in LCC analysis. The rest of this paper is organized as follows. Section 2 illustrates a mini systematic review along with a meta-analysis. Section 3 presents the adopted methodology of the proposed work. Section 4 illustrates the results and discussion. Section 5 summarizes the main findings and concludes with proposed future directions.
2. Literature Review
In this paper, the systematic literature review method was used in order to extract the papers from the Scopus database. The combination of the following keywords within the title, abstract, and keywords of publications were used: “additive” AND “manufacturing “OR “3D printing” AND “life cycle assessment” OR “life cycle cost “AND “steel” OR “metal”. The search resulted in 116 articles in total, of which, 36 of them were filtered and eligible for review. The resulting 36 papers were used for meta-analysis. The classification of collected references according to AM technology adopted, CM, material, system boundary, use of decision models, and economic analysis is presented in Table 1. Studies tend to compare different AM processes with CM and traditional manufacturing in order to assess economic and environmental sustainability. Indeed, AM has offered many advantages over CM, however, it has not proved yet its cost-effectiveness and environmental sustainability. Most of the studies conducted the LCA analysis for cradle-to-gate system boundaries while some others consider cradle-to-grave boundaries. It is observed that the Ecoinvent database and SimaPro software are the widely adopted platforms for conducting LCA. Also, the studies that assess the manufacturing processes from the economic perspective are considerably fewer compared to the environmental perspective. The use of decision models in such assessments will address the uncertainty of parameters. According to the review, only eight studies have included sensitivity analysis in their studies.
Various studies have been comparing AM and CM processes environmentally, economically, or both. Le and Paris [27] have compared the environmental impacts of the metal AM technology electron EBM and CNC machining investigating the influence of the total build height, batch size, and material waste in EBM on its relative environmental performance. The system boundary of the LCA study was cradle-to-grave where the functional unit was set as 0.18 kg of a lightweight part which is made up of Ti- 6Al-4V alloy. The authors have found that the total build height is a critical factor that significantly influences the EBM environmental performance where the material waste factor can be negligible. The study has shown that EBM is the best alternative from an environmental perspective. In Bekker and Verlinden’s study [28], the environmental impacts of WAAM, green sand casting, and CNC machining were assessed and compared through a cradle-to-gate LCA. It was found that WAAM is more efficient in material use, and it has the least impact compared to casting and CNC milling with a 0.5 material utilization fraction. It was concluded that among all three manufacturing methods, the largest portion of environmental damage originated from stainless steel. Furthermore, Jiang et al. [29] introduced an Energy-based life cycle assessment (Em-LCA) in order to assess the sustainable performance of LAM technology and CNC machining for gear manufacturing. The Em-LCA was conducted from cradle-to-gate boundaries considering two gears as a functional unit. The authors have concluded that the sustainability of the laser-engineered net shaping process turned out to be much higher than that of CNC machining. Guarino et al. [30] have proposed an integrated life cycle analysis which includes life cycle assessment and production cost analysis to evaluate the related risks of SLM and laser cutting of stainless-steel flat washers. The authors have mentioned that laser cutting is around 2.5 times more eco-friendly compared to SLM. In contrast, the production of a single flat washer costs more through SLM rather than laser cutting. Similarly, Peng et al. [31] conducted a cradle-to-gate LCA analysis of an industrial hydraulic valve that is produced through CNC machining, SLM, and optimized SLM where the valve body is optimized. The study results have shown that the environmental impact of the non-optimized SLM is lower than CNC. Additionally, the SLM-optimized design results in a 10% to 23% reduction in environmental impacts. Torres-Carrillo et al. [32] have provided a comparative environmental analysis of SLM and precision machining that apply investment casting techniques to manufacture aeronautical turbine blades. The authors stated that the results of the analysis have shown that CM results in 7.32 tons of CO2 emissions while AM releases 7.02 tons of CO2. Furthermore, the electricity consumption of producing 600 turbine blades was high for the conventional process compared to AM. Alternatively, in Raoufi et al.’s study [33], LPBF, and BJ additive technologies were compared by the conventional process MIM from the environmental and economic perspective. The analysis was carried out to produce stainless-steel microscale chemical reactor plates. The authors have found that the BJ process has the least environmental impact compared to other technologies. The MIM has lower unit costs for the production volume range used in the study. Stieberova et al. [34] have compared DMLS and CNC machining in terms of environmental and economic benefits for mould production. It was found that DMLS has lower impacts generally compared to CM. The authors have proved that AM outperformed CNC for mould production with around 9% cost savings.
A comparison between WAAM and CNC machining of stainless-steel parts was conducted by Reis et al. [2]. The authors adopted different geometric complexities and weights for the parts. The results revealed that WAAM is the best ecological alternative, mainly due to its better material utilization. Furthermore, the authors stated that complex geometries tend to have a higher buy-to-fly ratio, resulting in increased environmental impacts. However, these geometries can have lower environmental impacts if reduced material consumption is achieved. Similarly, Hussain et al. [35] also investigated the environmental performance of WAAM in producing carbon steel and stainless steel I-beams compared to their production using hot rolling and welding. The results demonstrated that WAAM can achieve lower CO2 emissions compared to hot rolling. Additionally, WAAM’s environmental and economic performance versus CNC machining was evaluated by Catalano et al. [36] who compared three titanium components of different sizes and geometries. They found that adopting higher deposition rates significantly shortened production times and reduced costs. From an environmental perspective, most of the CO2 emissions and energy demand are associated with material production and the pre-manufacturing stage. Kokare et al. [6] assessed the environmental and economic impacts associated with manufacturing a marine propeller through various AM processes, including WAAM, SLM, and CNC machining as a CM approach. The cradle-to-gate analysis results indicated that WAAM outperformed SLM and CNC milling in terms of environmental friendliness and cost savings. In contrast, SLM was found to be the least favourable option, resulting in higher environmental impacts and costs compared to WAAM.
2.1. Meta-Analysis
In the last decade, research on quantifying the environmental impacts of AM technologies is increasing. As AM is being adopted in the industry as a manufacturing technology, most of the studies evaluate the impacts of AM compared to CM processes according to different sustainability metrics. Figure 1 shows the percentages of studies by measurement indicators. It is observed that 87% of the studies consider the environmental aspect as a measurement indicator in their analysis, while only 7% consider the energy demand and consumption aspect. Furthermore, very few studies have tackled the economic perspective of AM processes. Ideally, the three dimensions of sustainability include environmental, economic, and social aspects. Therefore, sustainability assessments would preferably take into consideration all three dimensions [37]. The studied environmental indicators are broken down by category in Figure 2. The highest environmental indicator that was investigated in the literature is the global warming potential followed by ozone layer depletion. Also, the three protection areas: human health, resources, and ecosystem endpoints are highly looked at by the literature. The carbon footprint and emissions were investigated by only five studies.
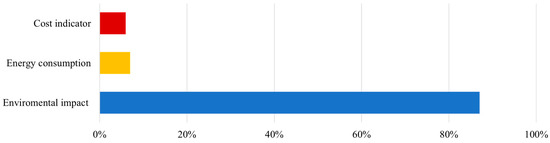
Figure 1.
Percentage of studies by sustainability indicator categories.
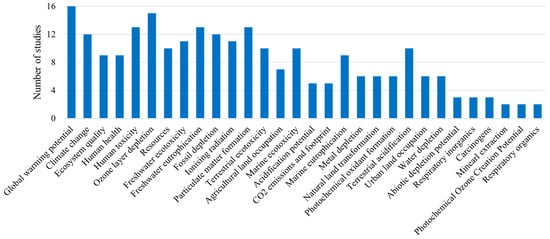
Figure 2.
The literature analysis of environmental indicator categories by percentage.
Based on the conducted literature review, various AM technologies were studied for different material types. Figure 3 illustrates the percentages of studies classification according to the adopted AM technology and material type, respectively. Based on the figure, we can see that the top two technologies that the literature handles are EBM, LPBF, and WAAM. Regarding the material aspect, most of the studies have been conducted on steel and steel alloy metals.
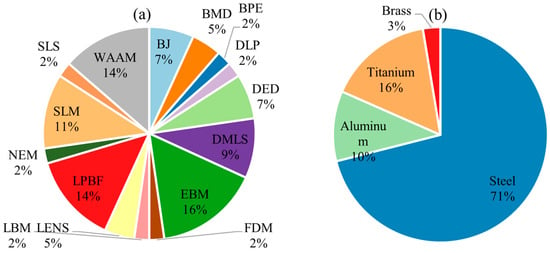
Figure 3.
The literature analysis by (a) AM technology and (b) Material.

Table 1.
The literature review on LCA and LCC of AM and CM processes.
Table 1.
The literature review on LCA and LCC of AM and CM processes.
| Author | CM. vs. AM | CM Type | AM Type | Material | System Boundary | Database | Software | Decision Model | Economic Analysis |
|---|---|---|---|---|---|---|---|---|---|
| Hussain et al. [35] | Yes | Hot rolling | WAAM | Carbon steel, and SS | cradle-to-gate | Ecoinvent | openLCA | - | - |
| Kokare et al. [38] | Yes | CNC machining | WAAM, LPBF | ER70 steel | cradle-to-gate | Ecoinvent | SimaPro | Monte Carlo analysis | LCC |
| Catalano et al. [36] | Yes | Machining | WAAM | Ti-6Al-4V | cradle-to-gate | CES Selector | - | - | Cost assessment |
| Kokare et al. [6] | Yes | CNC machining | SLM, WAAM | ER70 steel | cradle-to-gate | Ecoinvent | SimaPro | Monte Carlo analysis | LCC |
| Reis et al. [2] | Yes | CNC machining | WAAM | SS | cradle-to-gate | Ecoinvent | SimaPro | - | - |
| Výtisk et al. [39] | Yes | Water jet cutting and turning, machining, welding, and pressing | SLM | 316L SS | cradle-to-grave | GaBi | GaBi | - | - |
| Gouveia et al. [40] | Yes | Machining | DED | Iron | gate-to-gate | Ecoinvent | SimaPro | - | LCC |
| Ompong et al. [41] | Yes | Machining | CSAM | Aluminium metal | cradle-to-grave | - | - | - | - |
| Jayawardane et al. [42] | Yes | CNC machining | BMD | 316L SS | cradle-to-grave | - | SimaPro | - | LCC |
| Stieberova et al. [34] | Yes | CNC machining | DMLS | Chromium-nickel steel | cradle-to-grave | Ecoinvent | SimaPro | Sensitivity analysis | LCC |
| Iacopo et al. [43] | No | - | BMD | Chromium steel | cradle-to-grave | Ecoinvent | SimaPro | Sensitivity analysis | - |
| Landi et al. [44] | Yes | CNC machining | LENS | AISI 4140 steel | cradle-to-gate | GaBi | GaBi | - | - |
| Raoufi et al. [33] | Yes | Metal injection molding | LPBF, BJ | 316L SS | cradle-to-gate | Ecoinvent | SimaPro | One-at-a-time sensitivity analysis | Manufacturing process design method |
| DeBoer et al. [45] | Yes | Casting and machining | BJ, BPE, PBF | 17-4PH SS | cradle-to-grave | - | - | - | - |
| Van Sice et al. [46] | Yes | Machining, casting, rolling, forming and forging, and wire drawing | SLM, EBM, and DED | SS, aluminum, titanium | gate-to-gate | Granta, Ecoinvent | SimaPro | - | - |
| Peng et al. [31] | Yes | CNC machining | SLM | 316L SS | cradle-to-gate | Ecoinvent | - | Local sensitivity analysis | - |
| Guarino et al. [30] | Yes | Laser cutting | SLM | 316L SS | cradle-to-cradle | - | SimaPro | - | Production cost analysis |
| Dolganov et al. [47] | Yes | Kroll-EBM Process | Near-net-shape Electrochemical Metallization | Titanium | gate-to-gate | Ecoinvent | SimaPro | Parametric and Sensitivity Analysis | - |
| Torres-Carillo et al. [32] | Yes | Investment Casting and Precision Machining | SLM | Nickel Alloy | gate-to-gate | GaBi | GaBi | Sensitivity analysis | - |
| Raoufi et al. [48] | Yes | Metal injection molding | BJ | 316L SS | cradle-to-gate | Ecoinvent | SimaPro | - | Manufacturing process design method |
| Ahmad and Enemuoh [49] | Yes | Conventional milling | DMLS hybrid milling, EBM | 316L SS | cradle-to-gate | GaBi | - | - | - |
| Böckin and Tillman [50] | Yes | Conventional casting and machining | PBF | SS | cradle-to-grave | GaBi | - | Sensitivity analysis | |
| Jinag et al. [29] | Yes | CNC machining | LENS | AISI 4140 alloy steel | cradle-to-gate | GaBi | GaBi | - | Monetary indicator |
| Liu et al. [51] | Yes | Milling | DED | AISI 4140 alloy steel | cradle-to-gate | GaBi | GaBi | One-at-a-time sensitivity analysis | - |
| Le et al. [52] | Yes | CNC machining | EBM | Ti-6Al-4V alloy. | cradle-to-gate | Ecoinvent | SimaPro | - | - |
| Nagarajan and Haapala [53] | No | - | DMLS and FDM | Iron powder and crylonitrile styrene acrylate | cradle-to-gate | Ecoinvent | SimaPro | - | - |
| Kamps et al. [54] | Yes | Machining, hobbing | LBM | 16MnCr5 steel | cradle-to-gate | - | - | - | Cost assessment |
| Bekker and Verlinden [28] | Yes | CNC milling, green sand casting | WAAM | 308 L SS | cradle-to-gate | Ecoinvent | SimaPro | - | - |
| Le and Paris [27] | Yes | CNC machining | EBM | 316L SS | cradle-to-gate | Ecoinvent | SimaPro | - | - |
| Ingarao et al. [55] | Yes | Turning, forming | SLS | Aluminum alloys | cradle-to-grave | Ecoinvent | - | - | - |
| Priarone et al. [56] | No | - | LPBF | AlSi10Mg | - | - | |||
| Priarone et al. [57] | Yes | Machining | EBM | Ti-6Al-4V | cradle-to-grave | - | - | - | - |
| Priarone et al. [58] | Yes | Machining | EBM | Ti-6Al-4V | cradle-to-grave | - | - | - | - |
| Nyamekye et al. [59] | Yes | CNC machining | PBF | 316L SS | cradle-to-gate | - | - | - | - |
| Nagarajan and Haapala [60] | No | - | DMLS | Iron | cradle-to-gate | Ecoinvent | SimaPro | - | - |
| Hofstätter et al. [61] | Yes | Injection mold inserts | DLP | Brass, steel, aluminum | cradle-to-gate | Ecoinvent | SimaPro | - | - |
2.2. Research Gaps
Based on the conducted literature review, some research gaps were identified as the following:
- In environmental and economic assessments, there could be some associated uncertainties that can be captured through simulation methods such as Monte Carlo simulation [42]. The presented uncertainty analyses in the literature only cover the local sensitivity analysis i.e., the one-at-a-time method. Very few studies adopt Monte Carlo simulation sensitivity analysis to tackle the uncertainty aspect.
- The literature lacks sustainability assessments of DMLS metal AM versus conventional machining processes (i.e., CNC machining). The only presented work is Stieberova et al.’s study [34] where an environmental and economic assessment was performed for mold production.
- Most of the literature studies the impacts of a single identical product or component having only one size. Taking into consideration complex geometries with different product shapes and sizes [48,51] would provide rich information about the process capabilities for various product complexities, and enhance the process performance comparison. As AM has the potential to produce highly complex parts, comparing components with various part geometries and complexities would give more insights into resource consumption and utilization [6,56,60].
- Very few studies consider the economic aspect of sustainability assessments. Evaluating the economic performance of AM processes compared to CM processes would make the decision for practitioners clearer whether to switch to AM partially or fully in supply chains.
- The social aspect of sustainability of manufacturing processes was not attempted by any studies in the literature.
- The literature lacks environmental assessments of bound metal deposition AM technology. Analyzing the impact of BMD-produced components and traditional ones can be a future research direction [43].
2.3. Novelty and Contribution to the State-of-Art
The proposed study sets out to quantify and investigate the environmental and economic performance of manufacturing stainless steel 316L components via two different manufacturing alternatives: conventional versus additive. This research relies on collected data for production processes from lab experiments, literature, and commercial database taking the case of DMLS for AM and CNC machining for CM. Although many studies have investigated the environmental impacts of various AM technologies compared to conventional methods, to the best of our knowledge, very few studies compare the conventional process “CNC machining” and the additive technology “DMLS” from the environmental (LCA) and economic (LCC) perspective. Another contribution of the presented study is to investigate the influence of shape complexity and shape size factors on the environmental and cost performance of DMLS and CNC through different part geometries. Moreover, the LCC analysis will be followed by a Monte Carlo sensitivity analysis which will tackle the uncertainty aspect in input parameters. Overall, this research aims to achieve the following objectives:
- (a)
- Present the latest literature review related to AM versus CM for metals identifying main research gaps in the literature and proposing solid future research directions.
- (b)
- Conduct a life cycle assessment (LCA) that is based on the ReCiPe impact assessment method to compare the environmental damages of CNC versus DMLS technologies based on part size and shape complexity factors.
- (c)
- Identify the activities which significantly affect and harm the environment the most.
- (d)
- Conduct a life cycle costing (LCC) that analyzes the total incurred costs for both manufacturing technologies.
- (e)
- Build Monte-Carlo simulation-based sensitivity analysis to identify the critical cost components which impact total costs the most.
- (f)
- Discuss the influence of shape size and geometry complexity factors on environmental and economic performance.
3. Method
This paper follows the LCA approach to quantify environmental impacts and the LCC approach to investigate the economic performance of both manufacturing methods: additive and subtractive. Figure 4 represents the flow of research methodology adopted in this paper in a step-by-step manner.
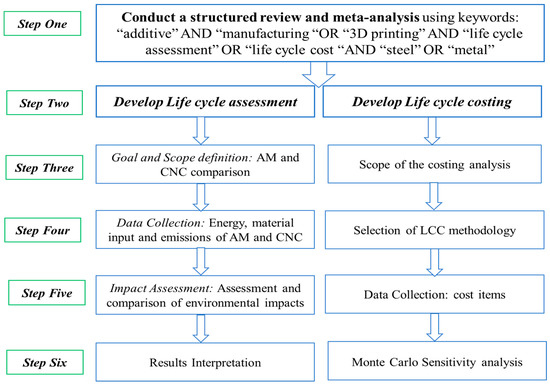
Figure 4.
Method.
3.1. Life Cycle Assessment (LCA)
LCA is a standardized technique that helps quantify the environmental impacts associated with a system, product, process, or service over its life cycle [62]. LCA has been used to assess the environmental impacts across various fields including civil constructions, industrial processes, metal AM, and water supply systems [30,63]. LCA has four stages as per ISO 14044 standards which are: goal and scope definition, life cycle inventory analysis, impact assessment, and interpretation of results [23]. The execution of these four stages follows the guidelines of ILCD [64]. Firstly, the goal and scope definition is the stage where the purpose of the study is elaborately defined and described [65]. The life cycle inventory analysis is guided by the goal and scope definition. The core activity of this stage is the collection and compilation of data on elementary flows and processes associated with the studied product system. The output of the compiled inventory is then used as a basis input to the life cycle impact assessment phase in order to translate the inventory information into environmental impact scores [66]. The LCIA phase aims to evaluate the magnitude of the contribution of each elementary flow to an impact on the environment [67]. Finally, the last stage in the LCA process is the interpretation of the results where the results of all phases are interpreted together and analyzed highlighting the uncertainties of the assumptions made and applied data in the study [68].
3.1.1. Goal and Scope Definition
The goal of this study is to compare the environmental and economic impacts of producing 316L stainless steel parts through CM (CNC machining) and AM (DMLS). We also investigate the influence of part size and shape complexity factors on environmental and cost performance. Three-part models having different shape geometry complexities were developed, where each model has three different sizes. Complexity attributes include low complexity, medium complexity, and high complexity, and size attributes include small, medium, and large. Table 2 lists the details the combinations of the nine parts. The first geometry (simple) is a cubic thin-walled structure. The second geometry has a grooved thin-walled structure. The last geometry which is the complex one has a shaft holder that includes fillets, holes, edges, and complex surfaces. It is to mention that the mechanical properties and quality of both CNC and DMLS technologies are assumed to be equivalent. Both processes AM and CNC are assumed to produce equivalent part masses, therefore, the functional unit used in this study is one single unit of steel part. Each particular part model of the nine parts is produced through CNC and DMLS and compared from the environmental and economic perspective.
Table 2.
Part Details.
System boundaries are the borders between what is and what is not taken into consideration in an LCA study. The system boundary of this study is cradle to factory gate which is shown in Figure 5. Processes including raw material extraction, material processing, material transportation, and product manufacturing will be taken into consideration in the presented study. The environmental impacts associated with the use and end-of-life stages of the parts are not included in the scope of the study. As shown in Figure 5, in the first stage, raw materials and natural resources will be extracted from nature and then iron ore, coal, and limestone will be processed to produce a steel ingot. This steel ingot will be transported and processed via two paths depending on the manufacturing method. In the AM track, the steel ingot will go through a Water Atomization process in order to produce the metal powder which will be explained in the following subsection. After that, the powder will be transported to the factory or workshop where it will be utilized to 3D print the required parts. Meanwhile, in the CNC track, the steel ingot will be exposed to casting, hot rolling (which improves the material properties of the ingots and brings them closer to the desired shape), and finally milling through a computerized numerically controlled (CNC) machine to obtain the desired geometry of the parts. For the efficiency of casting and hot rolling processes, 10% and 5% material loss were assumed for casting and hot rolling processes respectively [28].
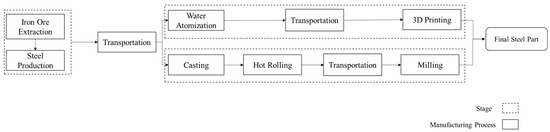
Figure 5.
The system boundary of the study.
Direct Metal Laser Melting (DMLS)
Gas atomization or Water atomization are two techniques that utilize the atomizing jet as water or gas to produce metal powders for AM. The difference between gas-atomized powder and water-atomized powder is the chemical composition including oxygen levels [69]. To print the parts, EOSNT M280 3D printer was utilized. The adopted operating parameters for the metal printing process are illustrated in Table 3. EOS 3D printer uses a nominal power of 400W Ytterbium fiber laser and it has a maximum power consumption of 5.5 kW [70]. The adopted material for the DMLS process is EOSNT 316L stainless steel powder. Stainless steel 316L characteristics include high ductility and toughness, high strength, and high corrosion resistance.
Table 3.
Operating parameters of DMLS printing.
Table 4 provides the chemical composition of SS316L powder [71]. Four main steps are followed to produce SS316L powder through water atomization. The steps include melting the starting material and pouring it into the tank, material atomization through the use of a high-pressure atomizing water jet, solidification of particles, and collection of fine powder [30]. It is to be mentioned that the efficiency of the water atomization process is assumed to be 90% as some material is lost during the re-solidification process of material on the wall along with atomized scraps [30].
Table 4.
Powder chemical composition (wt.-%).
CNC Machining
CNC manufacturing stands for Computerized Numerical Control machining and it is one of the subtractive manufacturing branches such as laser cutting, water jet cutting, etc. In CNC, a software and a code are pre-programmed to control the movement of the tool. G-code is the most common and simple programming language for CNC equipment. All nine-part models were machined from cast 316L SS using the “5-Axis DMG MORI DMU 50” machine. Table 5 shows the electricity consumption of the CNC milling process for each part model.
Table 5.
Electricity consumption for CNC milling.
3.1.2. Life Cycle Inventory (LCI)
Life cycle inventory is one of the important steps in conducting an LCA study. The data collection involves collecting data for each unit process regarding inputs and outputs of energy and mass flows, and emissions to air, land, and water [72]. Through life cycle inventory analysis, the physical materials and energy flows that enter and leave the system are captured [23]. Data related to background processes (such as electricity, and transportation) were extracted from the life cycle inventory database Ecoinvent version 3.8 [72]. The foreground data that is associated with the specific product system was obtained from the published literature and CNC and AM lab-based experiments of [73]. Since the lab where the experiments were performed is based in Qatar, the geographical location for each activity in Ecoinvent was chosen as the RoW which refers to “Rest-of-World”. Table 6 shows the life cycle inventory data for CNC and AM processes for a steel part of 6 kg mass. Activities and reference product names in the Ecoinvent 3.8 database which were used to obtain the characterization factors for impact categories are listed in Table 6 along with their values.
Table 6.
Inventory data for the functional unit with mass = 6 kg for CNC and AM methods.
3.1.3. Life Cycle Impact Assessment (LCIA)
The life cycle impact assessment is the next stage which follows the life cycle inventory stage. In the LCIA, the impacts that will be induced from the life cycle inventory (shown in Table 6) will be evaluated after assigning them to certain impact categories. The impact assessment method which is adopted in this study is the ReCiPe method which was developed by Goedkoop [74]. In the ReCiPe method, three uncertainty perspectives are used to evaluate lifecycle impacts namely Individualistic (I), Hierarchist (H), and Egalitarian (E) perspectives. ReCiPe (E) was used for this analysis where the Egalitarian perspective takes into consideration all impact pathways along with the longest time frame [75]. Midpoints and endpoints represent impact categories at different levels in lifecycle assessment. Midpoints are the indicators that focus on a single environmental problem, and they differ from one method to another (i.e., climate change, ionizing radiation, etc.) [31]. Whereas, endpoints represent the environmental impacts in terms of damage to particular areas. For example, the ReCiPe method estimates the damage at the endpoint level for human health, eco-system, and resource availability impact category indicators. Non-normalized midpoints have different units and therefore they cannot be summed up or compared. However, endpoints have the same unit and they can be added up and compared [28]. In this study, the ReCiPe E method was adopted with 18 different midpoint indicators and three endpoint indicators including human health, eco-system diversity, and resource availability. The LCIA calculations were carried out as the following [75]:
- Selection of midpoint characterization factors ( for the corresponding midpoint indicators from ReCiPe Midpoint (E) in the Ecoinvent v3.8 database.
- Determination of endpoint characterization factors ( according to Equation (1).where is the mid-point to endpoint conversion factor that is obtained from the ReCiPe report [74]. The conversion factors along with their units and damage categories are listed in Table 7.
Table 7. ReCiPe midpoint to endpoint conversion factors.
3.2. Life Cycle Costing (LCC)
Life cycle costing is a comprehensive decision-making tool that is used to evaluate the total costs generated by a product or a service over its lifetime [76]. The LCC in this study shares the same system boundary as the LCA (cradle to gate). Lifecycle costing is used to determine the least costly manufacturing alternative. The cost analysis covers all associated costs of fabricating all nine parts. The scope of the costing includes the costs that involve material purchase costs, part manufacturing, labor salary, and energy costs. The LCC analysis includes capital investment costs and operational costs. The structure of the cost breakdown of LCC is shown in Figure 6. Table 8 lists the cost items used in the costing analysis for AM and CNC machining processes. Further data is available in the reference [73]. The capital investment of both manufacturing alternatives represents the acquisition price of the 3D printer for AM and the CNC machine for CNC machining. The operational expenses for AM technology are branched into three categories, pre-processing, processing, and post-processing. Meanwhile, the operational expenses for CNC include labor, material, set up, energy, and machining costs.
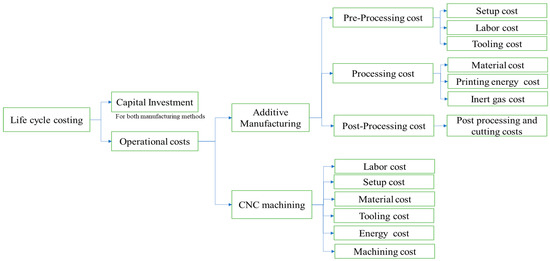
Figure 6.
Cost breakdown of LCC.
Table 8.
LCC cost items.
The LCC calculation for each manufacturing alternative was performed by finding the net present value (NPV) over 8 years. The years of return for both alternatives were set as 8 years considering the lifetime of the CNC machine and 3D printer. The main assumptions for LCC calculations were: Discount rate = 2.5% [77] and Electricity price = 0.036 $/kWh [78].
3.2.1. CNC Cost Estimation
The cost of CNC-manufactured parts was estimated through Equation (2):
where refers to tool path generation cost, to machining cost, TC to tool cost, CS to setup cost, to material cost, and CO to overhead costs. The calculation details for each cost component are available in [79].
3.2.2. AM Cost Estimation
The cost of additively manufactured parts was estimated through Equation (3):
where refers to material cost, to pre-processing cost, to Processing cost, and to post-processing cost. The detailed cost model for AM cost estimation is available in [80,81].
4. Results and Discussion
4.1. LCA Results
The presentation and discussion of the results will be approached from three perspectives: manufacturing method perspective, complexity factor perspective, and size factor perspective. It is worth mentioning that the following assessment results are only estimations and may contain uncertainties. They are not definitive or determinative answers. Uncertainty in LCA can exist due to many reasons including data uncertainty, incomplete information, model, or LCA and LCIA model choice [28].
4.1.1. Manufacturing Method Perspective
In this section, the comparison and analysis will be based on the manufacturing technology perspective. Table 9 lists ReCiPe midpoint values of manufacturing all nine parts through the AM and CNC. As observed in Table 9, the impact of AM technology is the highest among most of the impact categories (11 categories). Meanwhile, CNC-based manufacturing has a higher impact in seven impact categories namely ALO, IR, MD, NLT, OD, Ttox, and ULO. AM had the highest environmental impact on the human toxicity category, and this is mainly due to the amount of electricity consumed while printing the parts. Marine ecotoxicity is the highest impact category which is caused by CNC manufacturing. This environmental damage is primarily caused by the energy needed for the milling process. As shown in Table 10, the endpoint impacts of producing the nine parts via the two manufacturing methods are compared. AM results in more damage to human health and resource availability, whereas CNC causes the most damage to ecosystem quality.
Table 9.
ReCiPe mid-points of AM and CNC methods.
Table 10.
Environmental impacts of AM and CNC in ReCiPe endpoints.
Figure 7 shows the percentage contribution of the different impact categories of AM processes and CNC-based processes caused by different lifecycle stages for the particular part (M12). We can observe from Figure 7a that for AM processes, the energy used in raw material processing (furnace) and energy to print the parts accounts for around 30% of the impacts for almost all categories. However, for the metal depletion impact category, the extraction of iron ore is responsible for about 90% of environmental damage. It is noticed as well that the assistant gas argon contributes the most with a 50–60% impact in agricultural land occupation, and ionizing radiation and about 30% in natural land transformation and ozone depletion categories. Regarding CNC manufacturing (Figure 7b) it is noticeable that milling energy and the casting process are the top two dominant activities that contribute to environmental damage. This can be explained by the high energy needed for casting and milling the steel ingots. The extraction of iron ore from nature contributes to more damage in the metal depletion impact category.
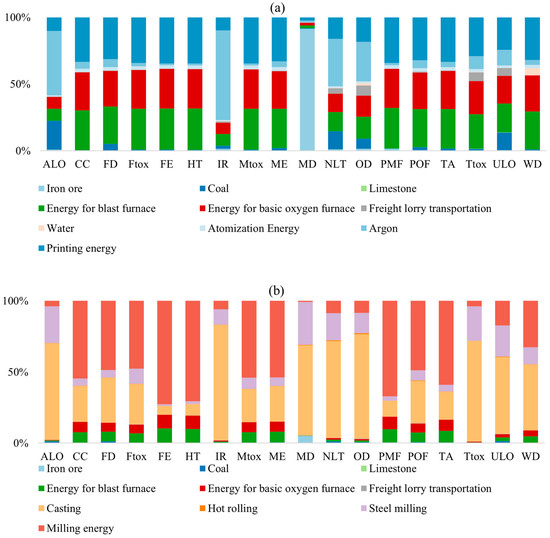
Figure 7.
Environmental impact of the life-cycle stage from cradle to gate: ReCiPe midpoint (a) AM (b) CNC.
4.1.2. Size Factor Perspective
This section investigates the relationship between different part sizes (small, medium, and large) and their associated environmental impacts using the ReCiPe method.
Figure 8 shows the ReCiPe midpoint values for low, medium, and high complexity parts, respectively. For each subfigure, the complexity level is fixed for all parts whereas the size varies. It is observed that as the size of the part increases, its environmental impact increases as well. The three complexity levels show a similar trend where the large-sized parts always have the highest environmental impact among the 18 impact categories. Therefore, it can be concluded that the part size and environmental impacts are directly proportional, and this can be explained as the larger the part, the more material is extracted and used for manufacturing it, and consequently more impact on the environment.
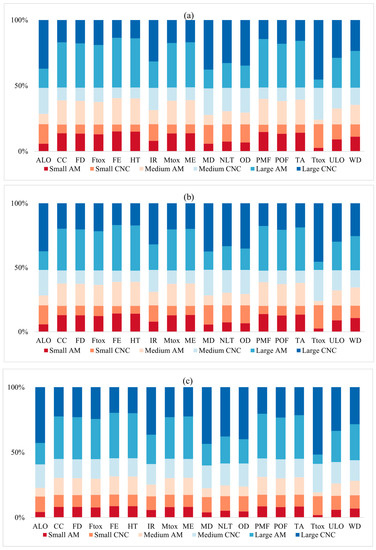
Figure 8.
Midpoints of different AM and CNC (a) low, (b) medium, and (c) high complexity parts.
4.1.3. Complexity Factor Perspective
This section investigates the relation between different complexity levels (low, medium, and high) and environmental impacts using the ReCiPe method. Here, the size is fixed for all parts, but the complexity is varying. Figure 9 shows the ReCiPe midpoint impacts associated with small, medium, and large-sized parts. The relation between the complexity factor and environmental impact is a little bit different and not linear as in the size factor comparison. For small-sized CNC parts, taking the example of the climate change impact category, the most environmental damage is caused by the high complex part. Whereas in the ionizing radiation category, the medium complex part has the highest impact. For small AM parts, the medium complex parts have always the highest impact. This can be explained since the medium complex part (S12) has more mass than the high complex one (S13) as illustrated in Table 2.

Figure 9.
Midpoints of different AM and CNC (a) small, (b) medium, and (c) large parts.
Regarding the medium-sized parts of CNC machining, for certain categories such as ozone depletion and metal depletion, the medium complex part has the highest impact while in other impact categories such as climate change and human toxicity, the high complex part affects the environment much more. Concerning the AM parts, the low and medium-complex parts have equivalent and higher environmental damage than the highly-complex parts. Low and medium-complexity parts have the same mass, which explains why they have an equivalent environmental impact. The complexity of the CNC parts and the environmental impacts are linearly proportional meaning that as the complexity of the part increases, the environmental impact increases. All three complexity levels of AM parts have the same impact as all three parts have the same mass.
The analysis has shown that the increase in the shape size increases the environmental impacts linearly. However, the relation between the complexity factor and environmental impact is not linear. For parts that are produced with CNC, the largest environmental impact is caused either by highly complex parts or by medium complex parts depending on the impact category. For AM-produced parts, the parts which have low or medium geometry complexity contribute the most to environmental damage. Therefore, all AM parts with high geometry complexity do not harm the environment much compared to other complexity levels.
LCA endpoint values were compared with similar works in the literature as shown in Table 11. We can observe that different AM technologies such as WAAM, DMLS, and SLM have a lower impact on human health compared to traditional manufacturing methods. Similarly, AM has a lower impact on ecosystem quality for most of the cases except for our study and MIM versus LPBF where CM methods perform better. This difference may be due to variations in functional units, assumptions, production parameters, and technologies selected for each study. Regarding the resources damage category, it is noticeable that AM contributes to less damage compared to CM. Overall, environmental impact results differ from one study to another depending on several factors including the LCIA method, data, assumptions, manufacturing technology, and functional unit selection. However, we can conclude that our obtained results are relatively in line with the literature findings. Furthermore, AM technologies can serve as good candidates for sustainable manufacturing strategies development as they contribute to less damage to the environment compared to subtractive manufacturing methods.
Table 11.
The literature endpoints values.
4.2. LCC Results
4.2.1. Net Present Value
Table 12 illustrates the net present value for both alternatives. It is observed that based on the NPV, the least costly method is CNC. Manufacturing all nine parts through AM costs 91% more than manufacturing them by CNC.
Table 12.
NPV for CNC and AM.
4.2.2. Total Costs Estimation
The total estimated cost for all nine parts fabrication with AM is $12,775. Individual AM part cost was estimated through the part’s mass percentage since building the AM parts were performed all at once for the purpose of efficiency. The associated cost of manufacturing each part model through CNC machining is shown in Table 13.
Table 13.
Individual parts costs of CNC.
Figure 10c compares the various parts costs of the two manufacturing methods: traditional and additive. CNC-based manufacturing seems profitable for low-complexity and medium-complexity parts for all sizes. However, AM is more cost-effective for manufacturing parts with high complexity. It is observed that the highest cost among all parts was noted for the highly complex and large-sized part (L13) which is fabricated via CNC. Indeed, all complex geometry parts are costly when they are manufactured with CNC (S13, M13, L13). Moreover, with the increase of the part complexity, the amount of energy needed for CNC milling increases as illustrated in Table 5 in Section 2. The reason behind that is that manufacturing complex parts with CNC includes many setup and tool changes and a long machining time as the geometry becomes more complex and includes more features, notches, and cuts.
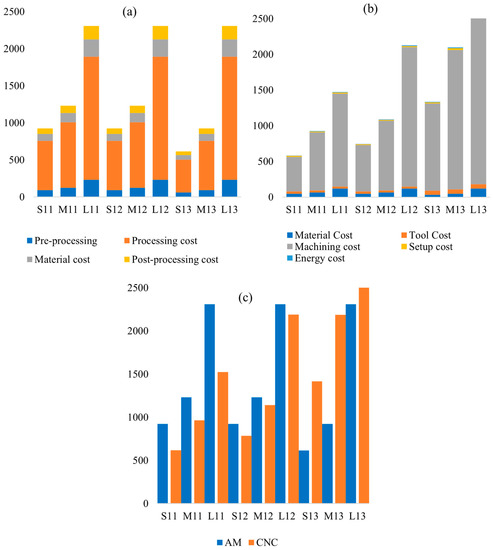
Figure 10.
Cost breakdown for individual parts (a) AM, (b) CNC, and (c) CNC vs. AM cost comparison of all parts (in US $).
For low complexity (S11, M11, and L11) and medium complexity (S12, M12, and M13) parts, DMLS technology seems more costly than CNC. This might be due to the amount of energy required to print the part and because of the high cost associated with the metal powder as shown in Table 8 where the cost of purchasing AM raw material is almost seven times the cost of CNC raw material. The relation between the part cost and part size is directly proportional. As the size of the part increases, its associated cost increases. Figure 10a,b illustrates the cost components breakdown for AM and CNC, respectively. It is observed that the machining cost of CNC contributes the most to the total cost for each part. Similarly, for AM technology, the processing cost is the largest cost item compared to others.
4.2.3. Monte Carlo Sensitivity Analysis
A sensitivity analysis has been performed to tackle the uncertainty in the cost analysis and define the significant parameters that influence the total cost of both manufacturing technologies. Monte Carlo simulation is one of the promising tools which allows the estimation of uncertainty in input parameters [82]. This simulation method is based on probabilistic analysis which treats the inputs of data as ranges assigning probability distributions to each input variable [83]. The sensitivity analysis was performed through Risk Solver [84]. Risk Solver is software that is designed to analyze risks and model uncertainties with MS Excel. The simulation with Risk Solver was conducted as follows.
First, the variable data are defined under the distribution assumption. All variables were considered with ±10% of normal distribution. Second, the number of simulation trials was set to 10,000 trials per simulation and the Monte Carlo simulation started running. For AM, the sensitivity of the material, energy, pre-processing, processing, post-processing, setup, and argon gas cost parameters were studied. For CNC machining, parameters including setup, energy, machining, and material costs were tested for their sensitivity to total production cost for part (M12). Figure 11a,b illustrates the obtained tornado charts from sensitivity analysis Monte Carlo simulation for AM and CNC, respectively. For AM technology, it is observed that the most significant parameter which affects the overall cost is the processing cost followed by material cost. This can be justified due to the high cost associated with AM raw material (metal powder) purchase and the 3D printer’s high acquisition cost. Similarly, for CNC machining, the most sensitive parameter is found to be the machining cost followed by material cost. For both manufacturing alternatives, the least sensitive parameter was the energy cost.
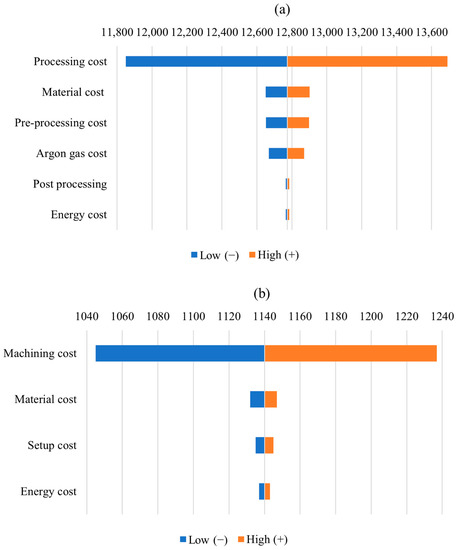
Figure 11.
Sensitivity analysis for (a) AM technology and (b) CNC machined part (M12) (all in US $).
5. Conclusions and Future Work
AM technology is recently gaining the interest of practitioners and researchers. In fact, it offers several advantages over the CM methods, however, this technology has not proven its economic and environmental feasibility yet. This article has assessed the environmental and economic impacts of DMLS and CNC machining of 316L stainless-steel components through LCA and LCC methodologies. It also highlighted the effect of the shape size and geometry complexity of the parts on environmental and economic performance. The following key points summarize the significant findings of this research:
- DMLS technology appears to be more harmful to the environment in terms of midpoint categories and endpoint totals compared to CNC. AM impacts the environment the most in 11 out of 18 impact categories and it contributes to more damage in terms of human health and resource availability classes. CNC manufacturing has more impact on the ecosystem quality.
- For the DMLS process, the high environmental impact is caused either by the high-power supply that is required to process the steel in the raw material stage or the electricity that is needed to print the parts. This finding is supported by Peng et al.’s [31] finding where they found out that the primary cause of environmental damage is electricity consumption during printing [85]. Whereas, in CNC, the most environmental damage is caused by the electricity and energy needed for the casting, hot rolling, and milling processes of steel ingots.
- For both manufacturing technologies, the most environmental damage is caused by the electricity and energy consumption that is required to process the material or manufacture the part. Therefore, electricity can be replaced by other renewable energy alternatives such as solar or wind energy to minimize the damage to the environment and to use energy resources sustainably.
- The part size is one factor that influences the environmental impact. The larger the part size, the more mass it has and thus the more environmental damage it causes. This finding matches the finding of the literature where Bekker et al. [28] have mentioned that the relation between the part weight and environmental impact is linear.
- The influence of the complexity factor on environmental performance depends on the environmental impact category. Parts having high geometry complexity that are fabricated with AM are more sustainable compared to CNC. This is because the complex parts require more energy to be fabricated through CNC, therefore it is cost-effective and environmentally friendly to produce parts with high geometry complexity with AM methods.
- As the complexity of the part increases, the CNC cost increases, however, AM cost remains the same or decreases. It is more advantageous to print a complex part since the printing cost and energy are not dependent on the shape complexity [50]. This can be supported by the hypothesis of Quinlan et al. [86] who stated that increasing the geometrical complexity of stainless steel parts increases its CNC production cost but decreases or remains invariant in the case of 3d printing the same part. For moderate to high complex geometries, AM is most likely to replace CNC machining as it results in cost, energy, and time savings.
- Economic-wise, it was proved that AM technology is profitable for geometries with high complexity levels. CNC is more economical for large-sized parts with low and medium complexity levels. According to Monte Carlo sensitivity analysis, processing cost and machining costs were found to be the most sensitive parameters for AM and CNC, respectively. The energy cost was found to be the least sensitive parameter. The cost of energy required to manufacture AM and CNC parts has a very low impact on total costs since the energy cost is based on energy prices in Qatar. However, the energy cost can be different taking into consideration electricity rates in other countries and locations.
To sum it all up, shape size, and geometry complexity are two critical factors that need to be taken into consideration when manufacturing parts with different characteristics and attributes. Indeed, AM is considered a sustainable manufacturing technology as it can close the loops in the circular economy and accounts for material and resource efficiency. Nevertheless, CM cannot be replaced by AM. They are rather complementary, and they should be combined side by side in order to minimize environmental damage and maximize the overall efficiency and cost-effectiveness of production processes. Decision-makers must investigate the size and shape of part geometry before the selection of the manufacturing technology. The decision depends on the set criteria and the weight importance of economic, environmental, or any other factors which policymakers may consider.
It is important to note that the results of the presented analysis are limited to the studied geometries and shapes, mentioned machine models, and the given printing and production parameters. Limitations of this study include the data availability of AM and CNC processes and the presence of uncertainty in analysis and assessment. Uncertainty of data used for both manufacturing methods exists in LCA and LCC analyses.
Future research directions can be the following:
- Extending the system boundary of the study and conducting a cradle-to-grave life cycle assessment where the use and disposal life phases of the parts are included might be future research for this work. Moreover, cradle-to-cradle life cycle systems where AM-produced parts and components would facilitate narrowing and closing loops in a circular economy, therefore, achieving resource efficiency. Materials used for AM have the potential to be reused and recycled making AM a sustainable technology that allows design for circularity.
- Post-processing of additively manufactured parts can be considered in the environmental impact assessment as well. The environmental impact of post-processing activities can be quantified for a better understanding of AM processes [50].
- Another aspect of sustainability such as social sustainability can be explored for further research work. Social implications of the substitution of CM methods for AM methods should be attempted by researchers [2,42].
- Future studies should focus on topology design optimization for AM parts where material distribution can be topologically optimized enhancing the material efficiency of AM processes [6,27]. When the mass is reduced, less material is required and therefore less resource consumption can be achieved [44]. The selection of optimal part designs and orientations, and manufacturing parameters would be useful for the improvement of resource utilization efficiency for AM versus CM processes [53].
Author Contributions
Conceptualization, F.T. and M.K.; methodology, F.T., A.M. and M.K.; formal analysis, A.M.; data curation, A.M.; writing—original draft preparation, A.M.; writing—review and editing, A.M., F.T. and M.K.; supervision, F.T. and M.K.; project administration, F.T.; funding acquisition, F.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Qatar University grant# M-QJRC-2020-6. The findings of this study are solely the responsibility of the authors.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
This study was made possible by the Qatar University grant# M-QJRC-2020-6. The findings of this study are solely the responsibility of the authors.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| AM | Additive Manufacturing |
| BJ | Binder jetting |
| BMD | Bound metal deposition |
| BPE | Bound Powder Extrusion |
| CM | Conventional manufacturing |
| CNC | Computerized numerical control |
| CSAM | Cold spray additive manufacturing |
| DED | Direct Energy Deposition |
| DLD | Digital light processing |
| DMLS | Direct metal laser sintering |
| EBM | Electron beam melting |
| FDM | Fused deposition modelling |
| ILCD | International Reference Life Cycle Data System |
| ISO | International Organization for Standardization |
| LAM | Laser additive manufacturing |
| LBM | Laser beam melting |
| LCA | Life cycle assessment |
| LCC | Life cycle costing |
| LCI | Life cycle inventory |
| LCIA | Life cycle impact assessment |
| LENS | Laser-engineered net shaping |
| LPBF | Laser powder bed fusion |
| MIM | Metal injection molding |
| NPV | Net present value |
| PBF | Powder bed fusion |
| SLM | Selective laser melting |
| SLS | Selective laser sintering |
| SS | Stainless steel |
| WAAM | Wire arc additive manufacturing |
References
- ASTM52900-15; Standard Terminology for Additive Manufacturing—General Principles—Terminology. ASTM International: West Conshohocken, PA, USA, 2015.
- Reis, R.C.; Kokare, S.; Oliveira, J.P.; Matias, J.C.O.; Godina, R. Life Cycle Assessment of Metal Products: A Comparison between Wire Arc Additive Manufacturing and CNC Milling. Adv. Ind. Manuf. Eng. 2023, 6, 100117. [Google Scholar] [CrossRef]
- Emelogu, A.; Marufuzzaman, M.; Thompson, S.M.; Shamsaei, N.; Bian, L. Additive Manufacturing of Biomedical Implants: A Feasibility Assessment via Supply-Chain Cost Analysis. Addit. Manuf. 2016, 11, 97–113. [Google Scholar] [CrossRef]
- Rinaldi, M.; Caterino, M.; Fera, M.; Manco, P.; Macchiaroli, R. Technology Selection in Green Supply Chains—The Effects of Additive and Traditional Manufacturing. J. Clean. Prod. 2021, 282, 124554. [Google Scholar] [CrossRef]
- Borges, M.E.; Hernández, L.; Ruiz-Morales, J.C.; Martín-Zarza, P.F.; Fierro, J.L.G.; Esparza, P. Use of 3D Printing for Biofuel Production: Efficient Catalyst for Sustainable Biodiesel Production from Wastes. Clean Technol. Environ. Policy 2017, 19, 2113–2127. [Google Scholar] [CrossRef]
- Kokare, S.; Oliveira, J.P.; Godina, R. A LCA and LCC Analysis of Pure Subtractive Manufacturing, Wire Arc Additive Manufacturing, and Selective Laser Melting Approaches. J. Manuf. Process. 2023, 101, 67–85. [Google Scholar] [CrossRef]
- Stavropoulos, P. Additive Manufacturing: Design, Processes and Applications; Springer Nature: Berlin/Heidelberg, Germany, 2023; ISBN 303133793X. [Google Scholar]
- Ulkir, O. Energy-Consumption-Based Life Cycle Assessment of Additive-Manufactured Product with Different Types of Materials. Polymers 2023, 15, 1466. [Google Scholar] [CrossRef]
- Mecheter, A.; Pokharel, S.; Tarlochan, F.; Tsumori, F. A Multi-Period Multiple Parts Mixed Integer Linear Programming Model for AM Adoption in the Spare Parts Supply Chain. Int. J. Comput. Integr. Manuf. 2023. [Google Scholar] [CrossRef]
- Portoles, L.; Jorda, O.; Jorda, L.; Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. A Qualification Procedure to Manufacture and Repair Aerospace Parts with Electron Beam Melting. J. Manuf. Syst. 2016, 41, 65–75. [Google Scholar] [CrossRef]
- Pusateria, V.; Olsena, S.I.; Karab, S.; Zwicky, M. Life Cycle Assessment of Metal Additive Manufacturing: A Systematic Literature Review. Presented. KES-SDM 2021, 16. [Google Scholar]
- Boer, J.D.; Lambrechts, W.; Krikke, H. Additive Manufacturing in Military and Humanitarian Missions: Advantages and Challenges in the Spare Parts Supply Chain. J. Clean. Prod. 2020, 257, 120301. [Google Scholar] [CrossRef]
- Mecheter, A. Supply Chain Modeling of Additively Manufactured versus CNC-Produced Spare Parts. Master’s Thesis, Qatar University, Doha, Qatar, 2023. [Google Scholar]
- Zijm, H.; Knofius, N.; van der Heijden, M. Additive Manufacturing and Its Impact on the Supply Chain. In Operations, Logistics and Supply Chain Management; Springer: Cham, Switzerland, 2019; pp. 521–543. [Google Scholar]
- Mecheter, A.; Pokharel, S.; Tarlochan, F. Additive Manufacturing Technology for Spare Parts Application: A Systematic Review on Supply Chain Management. Appl. Sci. 2022, 12, 4160. [Google Scholar]
- Strong, D.; Kay, M.; Conner, B.; Wakefield, T.; Manogharan, G. Hybrid Manufacturing—Integrating Traditional Manufacturers with Additive Manufacturing (AM) Supply Chain. Addit. Manuf. 2018, 21, 159–173. [Google Scholar] [CrossRef]
- Sun, L.; Wang, Y.; Hua, G.; Cheng, T.C.E.; Dong, J. Virgin or Recycled? Optimal Pricing of 3D Printing Platform and Material Suppliers in a Closed-Loop Competitive Circular Supply Chain. Resour. Conserv. Recycl. 2020, 162, 105035. [Google Scholar] [CrossRef]
- Li, Q.; Kucukkoc, I.; Zhang, D.Z. Production Planning in Additive Manufacturing and 3D Printing. Comput. Oper. Res. 2017, 83, 157–172. [Google Scholar] [CrossRef]
- Jiménez, A.; Bidare, P.; Hassanin, H.; Tarlochan, F.; Dimov, S.; Essa, K. Powder-Based Laser Hybrid Additive Manufacturing of Metals: A Review. Int. J. Adv. Manuf. Technol. 2021, 114, 63–96. [Google Scholar]
- Di, L.; Yang, Y. Cost Modeling and Evaluation of Direct Metal Laser Sintering with Integrated Dynamic Process Planning. Sustainability 2020, 13, 19. [Google Scholar] [CrossRef]
- Saade, M.R.M.; Yahia, A.; Amor, B. How Has LCA Been Applied to 3D Printing? A Systematic Literature Review and Recommendations for Future Studies. J. Clean. Prod. 2020, 244, 118803. [Google Scholar] [CrossRef]
- Výtisk, J.; Honus, S.; Kočí, V.; Pagáč, M.; Hajnyš, J.; Vujanovic, M.; Vrtek, M. Comparative Study by Life Cycle Assessment of an Air Ejector and Orifice Plate for Experimental Measuring Stand Manufactured by Conventional Manufacturing and Additive Manufacturing. Sustain. Mater. Technol. 2022, 32, e00431. [Google Scholar] [CrossRef]
- International Organization for Standardization. Environmental Management: Life Cycle Assessment; Principles and Framework. 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 16 December 2022).
- Zeng, D.; Cao, H.; Ma, C.; Hauschild, M.Z.; Dong, Y. A Dynamic Approach for Life Cycle Global Warming Impact Assessment of Machine Tool Considering Time Effect. Int. J. Life Cycle Assess. 2021, 26, 1391–1402. [Google Scholar]
- Sen, B.; Kucukvar, M.; Onat, N.C.; Tatari, O. Life Cycle Sustainability Assessment of Autonomous Heavy-Duty Trucks. J. Ind. Ecol. 2020, 24, 149–164. [Google Scholar] [CrossRef]
- Elagouz, N.; Onat, N.C.; Kucukvar, M.; Sen, B.; Kutty, A.A.; Kagawa, S.; Nansai, K.; Kim, D. Rethinking Mobility Strategies for Mega-Sporting Events: A Global Multiregional Input-Output-Based Hybrid Life Cycle Sustainability Assessment of Alternative Fuel Bus Technologies. Sustain. Prod. Consum. 2022, 33, 767–787. [Google Scholar] [CrossRef]
- Le, V.T.; Paris, H. A Life Cycle Assessment-Based Approach for Evaluating the Influence of Total Build Height and Batch Size on the Environmental Performance of Electron Beam Melting. Int. J. Adv. Manuf. Technol. 2018, 98, 275–288. [Google Scholar] [CrossRef]
- Bekker, A.C.M.; Verlinden, J.C. Life Cycle Assessment of Wire + Arc Additive Manufacturing Compared to Green Sand Casting and CNC Milling in Stainless Steel. J. Clean. Prod. 2018, 177, 438–447. [Google Scholar] [CrossRef]
- Jiang, Q.; Liu, Z.; Li, T.; Cong, W.; Zhang, H.-C. Emergy-Based Life-Cycle Assessment (Em-LCA) for Sustainability Assessment: A Case Study of Laser Additive Manufacturing versus CNC Machining. Int. J. Adv. Manuf. Technol. 2019, 102, 4109–4120. [Google Scholar] [CrossRef]
- Guarino, S.; Ponticelli, G.S.; Venettacci, S. Environmental Assessment of Selective Laser Melting Compared with Laser Cutting of 316L Stainless Steel: A Case Study for Flat Washers’ Production. CIRP J. Manuf. Sci. Technol. 2020, 31, 525–538. [Google Scholar] [CrossRef]
- Peng, T.; Wang, Y.; Zhu, Y.; Yang, Y.; Yang, Y.; Tang, R. Life Cycle Assessment of Selective-Laser-Melting-Produced Hydraulic Valve Body with Integrated Design and Manufacturing Optimization: A Cradle-to-Gate Study. Addit. Manuf. 2020, 36, 101530. [Google Scholar] [CrossRef]
- Torres-Carrillo, S.; Siller, H.R.; Vila, C.; López, C.; Rodríguez, C.A. Environmental Analysis of Selective Laser Melting in the Manufacturing of Aeronautical Turbine Blades. J. Clean. Prod. 2020, 246, 119068. [Google Scholar] [CrossRef]
- Raoufi, K.; Haapala, K.R.; Etheridge, T.; Manoharan, S.; Paul, B.K. Cost and Environmental Impact Assessment of Stainless Steel Microscale Chemical Reactor Components Using Conventional and Additive Manufacturing Processes. J. Manuf. Syst. 2022, 62, 202–217. [Google Scholar] [CrossRef]
- Stieberova, B.; Broumova, M.; Matousek, M.; Zilka, M. Life Cycle Assessment of Metal Products Produced by Additive Manufacturing: A Metal Mold Case Study. ACS Sustain. Chem. Eng. 2022, 10, 5163–5174. [Google Scholar] [CrossRef]
- Hussain, I.; Hadjipantelis, N.; Walter, L.; Myers, R.J.; Gardner, L. Environmental Life Cycle Assessment of Wire Arc Additively Manufactured Steel Structural Components. J. Clean. Prod. 2023, 389, 136071. [Google Scholar]
- Catalano, A.R.; Pagone, E.; Martina, F.; Priarone, P.C.; Settineri, L. Wire Arc Additive Manufacturing of Ti-6Al-4V Components: The Effects of the Deposition Rate on the Cradle-to-Gate Economic and Environmental Performance. Procedia CIRP 2023, 116, 269–274. [Google Scholar] [CrossRef]
- Onat, N.C.; Kucukvar, M. A Systematic Review on Sustainability Assessment of Electric Vehicles: Knowledge Gaps and Future Perspectives. Environ. Impact Assess. Rev. 2022, 97, 106867. [Google Scholar] [CrossRef]
- Kokare, S.; Oliveira, J.P.; Santos, T.G.; Godina, R. Environmental and Economic Assessment of a Steel Wall Fabricated by Wire-Based Directed Energy Deposition. Addit. Manuf. 2023, 61, 103316. [Google Scholar] [CrossRef]
- Výtisk, J.; Kočí, V.; Honus, S.; Vrtek, M. Current Options in the Life Cycle Assessment of Additive Manufacturing Products. Open Eng. 2020, 9, 674–682. [Google Scholar] [CrossRef]
- Gouveia, J.R.; Pinto, S.M.; Campos, S.; Matos, J.R.; Sobral, J.; Esteves, S.; Oliveira, L. Life Cycle Assessment and Cost Analysis of Additive Manufacturing Repair Processes in the Mold Industry. Sustainability 2022, 14, 2105. [Google Scholar] [CrossRef]
- Ompong, D.; Murray, R.; Thorbjornsen, Z.S.; Thorbjornsen, M.; Mehdizadeh-Rad, H.; Krishnan, K. Environmental Impact of Cold Sprayed 3D-Printed Aluminium Metal Parts. J. Clean. Prod. 2022, 380, 135096. [Google Scholar] [CrossRef]
- Jayawardane, H.; Davies, I.J.; Gamage, J.R.; John, M.; Biswas, W.K. Investigating the ‘Techno-Eco-Efficiency’ Performance of Pump Impellers: Metal 3D Printing vs. CNC Machining. Int. J. Adv. Manuf. Technol. 2022, 121, 6811–6836. [Google Scholar] [CrossRef]
- Iacopo, B.; Valerio, D.P.; Tommaso, M.; Massimiliano, P.; Alessio, V. Environmental Impacts Assessment of Bound Metal Deposition 3D Printing Process for Stainless Steel. Procedia CIRP 2022, 105, 386–391. [Google Scholar] [CrossRef]
- Landi, D.; Zefinetti, F.C.; Spreafico, C.; Regazzoni, D. Comparative Life Cycle Assessment of Two Different Manufacturing Technologies: Laser Additive Manufacturing and Traditional Technique. Procedia CIRP 2022, 105, 700–705. [Google Scholar] [CrossRef]
- DeBoer, B.; Nguyen, N.; Diba, F.; Hosseini, A. Additive, Subtractive, and Formative Manufacturing of Metal Components: A Life Cycle Assessment Comparison. Int. J. Adv. Manuf. Technol. 2021, 115, 413–432. [Google Scholar] [CrossRef]
- van Sice, C.; Faludi, J. Comparing Environmental Impacts of Metal Additive Manufacturing to Conventional Manufacturing. In Proceedings of the International Conference on Engineering Design (ICED21), Gothenburg, Sweden, 16–20 August 2021; pp. 16–20. [Google Scholar]
- Dolganov, A.; Bishop, M.T.; Tomatis, M.; Chen, G.Z.; Hu, D. Environmental Assessment of the Near-Net-Shape Electrochemical Metallisation Process and the Kroll-Electron Beam Melting Process for Titanium Manufacture. Green Chem. 2020, 22, 1952–1967. [Google Scholar] [CrossRef]
- Raoufi, K.; Manoharan, S.; Etheridge, T.; Paul, B.K.; Haapala, K.R. Cost and Environmental Impact Assessment of Stainless Steel Microreactor Plates Using Binder Jetting and Metal Injection Molding Processes. Procedia Manuf. 2020, 48, 311–319. [Google Scholar] [CrossRef]
- Ahmad, N.; Enemuoh, E.U. Energy Modeling and Eco Impact Evaluation in Direct Metal Laser Sintering Hybrid Milling. Heliyon 2020, 6, e03168. [Google Scholar] [CrossRef] [PubMed]
- Böckin, D.; Tillman, A.M. Environmental Assessment of Additive Manufacturing in the Automotive Industry. J. Clean. Prod. 2019, 226, 977–987. [Google Scholar] [CrossRef]
- Liu, Z.; Jiang, Q.; Cong, W.; Li, T. Comparative Study for Environmental Performances of Traditional Manufacturing and Directed Energy Deposition Processes. Int. J. Environ. Sci. Technol. 2018, 15, 2273–2282. [Google Scholar] [CrossRef]
- Le, V.T.; Paris, H.; Mandil, G. Environmental Impact Assessment of an Innovative Strategy Based on an Additive and Subtractive Manufacturing Combination. J. Clean. Prod. 2017, 164, 508–523. [Google Scholar] [CrossRef]
- Nagarajan, H.P.N.; Haapala, K.R. Characterizing the Influence of Resource-Energy-Exergy Factors on the Environmental Performance of Additive Manufacturing Systems. J. Manuf. Syst. 2018, 48, 87–96. [Google Scholar] [CrossRef]
- Kamps, T.; Lutter-Guenther, M.; Seidel, C.; Gutowski, T.; Reinhart, G. Cost- and Energy-Efficient Manufacture of Gears by Laser Beam Melting. CIRP J. Manuf. Sci. Technol. 2018, 21, 47–60. [Google Scholar] [CrossRef]
- Ingarao, G.; Priarone, P.C.; Deng, Y.; Paraskevas, D. Environmental Modelling of Aluminium Based Components Manufacturing Routes: Additive Manufacturing versus Machining versus Forming. J. Clean. Prod. 2018, 176, 261–275. [Google Scholar] [CrossRef]
- Priarone, P.C.; Lunetto, V.; Atzeni, E.; Salmi, A. Laser Powder Bed Fusion (L-PBF) Additive Manufacturing: On the Correlation between Design Choices and Process Sustainability. Procedia CIRP 2018, 78, 85–90. [Google Scholar] [CrossRef]
- Priarone, P.C.; Ingarao, G.; Lunetto, V.; Di Lorenzo, R.; Settineri, L. The Role of Re-Design for Additive Manufacturing on the Process Environmental Performance. Procedia CIRP 2018, 69, 124–129. [Google Scholar] [CrossRef]
- Priarone, P.C.; Ingarao, G.; di Lorenzo, R.; Settineri, L. Influence of Material-Related Aspects of Additive and Subtractive Ti-6Al-4V Manufacturing on Energy Demand and Carbon Dioxide Emissions. J. Ind. Ecol. 2017, 21, S191–S202. [Google Scholar] [CrossRef]
- Nyamekye, P.; Piili, H.; Leino, M.; Salminen, A. Preliminary Investigation on Life Cycle Inventory of Powder Bed Fusion of Stainless Steel. Phys. Procedia 2017, 89, 108–121. [Google Scholar] [CrossRef]
- Nagarajan, H.P.N.; Haapala, K.R. Environmental Performance Evaluation of Direct Metal Laser Sintering through Exergy Analysis. Procedia Manuf. 2017, 10, 957–967. [Google Scholar] [CrossRef]
- Hofstätter, T.; Bey, N.; Mischkot, M.; Lunzer, A.; Pedersen, D.B.; Hansen, H.N. Comparison of Conventional Injection Mould Inserts to Additively Manufactured Inserts Using Life Cycle Assessment. In Proceedings of the 16th Euspen International Conference & Exhibition, Nottingham, UK, 30 May–3 June 2016. [Google Scholar]
- Sharma, R.K.; Sarkar, P.; Singh, H. Assessing the Sustainability of a Manufacturing Process Using Life Cycle Assessment Technique—A Case of an Indian Pharmaceutical Company. Clean Technol. Environ. Policy 2020, 22, 1269–1284. [Google Scholar] [CrossRef]
- Chen, W.-Q.; Hauschild, M.Z.; Huang, B.; Kara, S.; Sutherland, J.W.; Umeda, Y. Life Cycle Engineering and Sustainable Manufacturing for Net-Zero Targets and Environmental Sustainability. Resour. Conserv. Recycl. 2022, 186, 106480. [Google Scholar] [CrossRef]
- Wolf, M.; Chomkhamsri, K.; Brandao, M.; Pant, R.; Ardente, F.; Pennington, D.; Manfredi, S.; De Camillis, C.; Goralczyk, M. International Reference Life Cycle Data System (ILCD) Handbook—General Guide for Life Cycle Assessment—Detailed Guidance; Publications Office of the European Union: Luxembourg, 2010.
- Bjørn, A.; Laurent, A.; Owsianiak, M.; Olsen, S.I. Goal Definition. In Life Cycle Assessment; Springer: Berlin/Heidelberg, Germany, 2018; pp. 67–74. [Google Scholar]
- Bjørn, A.; Moltesen, A.; Laurent, A.; Owsianiak, M.; Corona, A.; Birkved, M.; Hauschild, M.Z. Life Cycle Inventory Analysis. In Life Cycle Assessment; Springer: Berlin/Heidelberg, Germany, 2018; pp. 117–165. [Google Scholar]
- Rosenbaum, R.K.; Hauschild, M.Z.; Boulay, A.-M.; Fantke, P.; Laurent, A.; Núñez, M.; Vieira, M. Life Cycle Impact Assessment. In Life Cycle Assessment; Springer: Berlin/Heidelberg, Germany, 2018; pp. 167–270. [Google Scholar]
- Hauschild, M.Z.; Bonou, A.; Olsen, S.I. Life Cycle Interpretation. In Life Cycle Assessment; Springer: Berlin/Heidelberg, Germany, 2018; pp. 323–334. [Google Scholar]
- Hoeges, S.; Zwiren, A.; Schade, C. Additive Manufacturing Using Water Atomized Steel Powders. Met. Powder Rep. 2017, 72, 111–117. [Google Scholar] [CrossRef]
- Tobergte, D.R.; Curtis, S. Technical Description EOSINT M 280. J. Chem. Inf. Model. 2013, 53, 1689–1699. [Google Scholar]
- EOS. Material Data Sheet for 316L-EOSINT M290. Available online: datasheet/stainlesssteel/material_datasheet_eos_stainlesssteel_316l_en_web.pdf (accessed on 16 December 2022).
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The Ecoinvent Database Version 3 (Part I): Overview and Methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Shehadeh, A.-S.S. Evaluation of 316L Stainless Steel Part Fabrication Using Additive and Subtractive Manufacturing: A Guideline for Process Selection. Master’s Thesis, Qatar University, Doha, Qatar, 2019. [Google Scholar]
- Goedkoop, M.; Heijungs, R.; Huijbregts, M.; De Schryver, A.; Struijs, J.; Van Zelm, R. ReCiPe 2008—A Life Cycle Impact Assessment Method Which Comprises Harmonised Category Indicators at the Midpoint and the Endpoint Level; VROM: Den Haag, The Netherlands, 2009; Volume 1, pp. 1–126.
- Kucukvar, M.; Kutty, A.A.; Al-Hamrani, A.; Kim, D.; Nofal, N.; Onat, N.C.; Ermolaeva, P.; Al-Ansari, T.; Al-Thani, S.K.; Al-Jurf, N.M.; et al. How Circular Design Can Contribute to Social Sustainability and Legacy of the FIFA World Cup Qatar 2022TM? The Case of Innovative Shipping Container Stadium. Environ. Impact Assess. Rev. 2021, 91, 106665. [Google Scholar] [CrossRef]
- Gasia, J.; Fabiani, C.; Chàfer, M.; Pisello, A.L.; Manni, A.; Ascani, M.; Cabeza, L.F. Life Cycle Assessment and Life Cycle Costing of an Innovative Component for Refrigeration Units. J. Clean. Prod. 2021, 295, 126442. [Google Scholar] [CrossRef]
- Qatar Interest Rate—2022 Data—2004–2021 Historical—2023 Forecast—Calendar. Available online: https://tradingeconomics.com/qatar/interest-rate (accessed on 13 May 2022).
- GlobalPetrolPrices.Com. Qatar Electricity Prices. 2021. Available online: https://www.globalpetrolprices.com/Qatar/electricity_prices/ (accessed on 13 May 2022).
- Li, F. Automated Cost Estimation for 3-Axis CNC Milling and Stereolithography Rapid Phototyping. Master’s Thesis, University of Manitoba, Winnipeg, MB, Canada, 2005. [Google Scholar]
- Atzeni, E.; Salmi, A. Economics of Additive Manufacturing for End-Usable Metal Parts. Int. J. Adv. Manuf. Technol. 2012, 62, 1147–1155. [Google Scholar] [CrossRef]
- Baumers, M.; Tuck, C.J.; Wildman, R.; Ashcroft, I.; Rosamond, E.; Hague, R.J.M. Combined Build-Time, Energy Consumption and Cost Estimation for Direct Metal Laser Sintering. In 2012 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2012; Volume 27, pp. 1–14. [Google Scholar]
- Tatari, O.; Nazzal, M.; Kucukvar, M. Comparative Sustainability Assessment of Warm-Mix Asphalts: A Thermodynamic Based Hybrid Life Cycle Analysis. Resour. Conserv. Recycl. 2012, 58, 18–24. [Google Scholar] [CrossRef]
- Gislason, S.; Bruhn, S.; Breseghello, L.; Sen, B.; Liu, G.; Naboni, R. Porous 3D Printed Concrete Beams Show an Environmental Promise: A Cradle-to-Grave Comparative Life Cycle Assessment. Clean Technol. Environ. Policy 2022, 24, 2639–2654. [Google Scholar] [CrossRef]
- Solver. Risk Solver® Platform. Available online: https://www.solver.com/risk-solver®-platform (accessed on 14 June 2022).
- Faludi, J.; Baumers, M.; Maskery, I.; Hague, R. Environmental Impacts of Selective Laser Melting Do Printer, Powder, or Power Dominate? J. Ind. Ecol. 2016, 21, S144–S156. [Google Scholar] [CrossRef]
- Quinlan, H.E.; Hasan, T.; Jaddou, J.; Hart, A.J. Industrial and Consumer Uses of Additive Manufacturing A Discussion of Capabilities, Trajectories, and Challenges. J. Ind. Ecol. 2017, 21, S15–S20. [Google Scholar] [CrossRef]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).