
Six-Sigma Reference Model for Industry 4.0 Implementations in Textile SMEs
 , , and
, , and
Abstract
:1. Introduction
- Automotive: for the enhancement of smart production lines, connected vehicles, autonomous driving, predictive maintenance, and customized production.
- Energy and utilities: for the optimization of energy management and grid efficiency, renewable energy integration, and smart metering implementation.
- Healthcare: for the improvement and implementation of telemedicine, electronic health records, AI-powered diagnostics, remote patient monitoring, and smart medical devices.
- Logistics and supply chain (SC): for the improvement of inventory management, warehouse automation, real-time tracking, predictive analytics, and autonomous vehicles.
- Agriculture: for the implementation of sensor-based monitoring, drones, robotics, AI-powered analytics, and yield prediction.
- Significant investment costs: I4.0 technologies require investments in infrastructure, equipment, and training. Particularly, small and medium-sized enterprises (SMEs) may face financial constraints when adopting these technologies.
- Lack of trained staff: I4.0 technologies demand a skilled workforce proficient in data analytics, IoT, automation, and digital systems.
- Outdated or limited technology: In emerging economies and SMEs, the textile industry often relies on outdated machinery and systems that may not be compatible with newer I4.0 technologies.
- Limited SC integration: I4.0 promotes end-to-end connectivity and collaboration within the SC. However, this is a technologically complex task due to varying technological capabilities and interoperability between the different SC stakeholders such as suppliers, manufacturers, and retailers.
- Limited or no scalability and flexibility: Although I4.0 enables agility and flexibility in manufacturing processes, scaling these solutions across different production lines and factories can be a logistical and operational challenge.
- Lack of data management and security systems: With increased connectivity and data generation, few SMEs realize and procure effective systems to manage and secure large volumes of data. Cybersecurity threats and data privacy concerns must be addressed to ensure the protection of sensitive information.
- Compliance with regulations and standards: Current textile regulations and standards must ensure the safe, efficient, and ethical use of emerging I4.0 technologies.
2. Understanding Key Aspects of I4.0

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Term | Description |
|---|---|
| Smart factory | Also known as a “digital factory” or “factory of the future”, this term refers to a highly automated and interconnected manufacturing facility that leverages advanced technologies and data-driven systems to optimize operations, improve productivity, and enhance flexibility. As such, it is a concept within the framework of I4.0 and encompasses the entire manufacturing facility, including equipment, processes, and systems [22,23]. |
| CPS | This refers to a system that combines physical components with computational and communication capabilities, enabling interaction and integration between the physical and digital worlds. Hence, a CPS integrates physical processes (i.e., sensors, actuators, and control systems) with computer systems, networks, and software [17]. While in practice a smart factory is frequently considered as equivalent to a CPS, the smart factory is a specific implementation or realization of a CPS within the manufacturing domain [23]. In contrast, a CPS can be applied to various domains, including transportation, healthcare, and energy systems [17]. Both have the following key features: high interconnection and flexibility, dynamic reconfiguration through self-organization, self-learning and self-adaptation, and deep integration [23]. |
| Smart products | These are physical products that have embedded technology, connectivity, and data-processing capabilities, enabling them to gather and exchange data, interact with users or other devices, and provide enhanced functionality and user experiences [24]. IoT is the main technology to achieve connectivity and intelligence for these products. |
| Internet of Things (IoT) | This is the fundamental element of I4.0, and it consists of sets of interconnected static and/or mobile devices equipped with communication, sensors, and actuator modules connected through the Internet [25]. |
| Industrial IoT (IIoT) | This is the application of IoT to a CPS to produce intelligent manufacturing goods and establish smart factories [25,26]. |
| Smart/intelligent production | This system is characterized by its cognitive ability to perform efficient interaction and collaboration between humans and artificial entities (i.e., software, machines, and products) throughout complex processes across the entire value-creation chain [27]. While the smart factory is a tangible implementation of advanced manufacturing concepts, intelligent production refers to the smart capabilities and strategies applied within the production process of the smart factory. Intelligent production is focused on optimizing production planning, scheduling, quality control, and decision making throughout the production life cycle. |
| Digital twin | This represents a virtual replica or representation of a physical object, system, or process. It is created by integrating real-time data from the physical counterpart with digital models, simulations, and analytics. Its purpose is to enable the monitoring, analysis, and optimization of the physical system by providing a digital representation that can simulate and predict its behavior [28]. While both digital twins and CPSs involve the integration of physical and digital components, digital twins focus on creating virtual replicas to monitor and optimize the behavior of physical systems. In contrast, CPSs are systems wherein physical processes and digital capabilities are tightly integrated to enable real-time interactions and control. |
| Type | Description |
|---|---|
| Horizontal integration (HI) | This is the integration and connection of different processes and functions at the same hierarchical level within a company, or across complementary or similar companies in a SC [29]. Examples of HI are cross-departmental integration (communication and data sharing between different departments within a company, such as R&D, production, marketing, and sales); supplier–customer integration (lateral collaboration with suppliers and customers to exchange data, forecasts, and production plans); and the interoperability of systems (efficient communication between software and devices across all different processes). The integration requires careful planning, effective communication, cultural alignment, regulatory compliance, and the management of organizational change [30]. As benefits of HI, the following can be mentioned: enhanced collaboration and synergies, improved operational efficiency and innovation capabilities, access to new markets or customer segments, and the ability to provide end-to-end solutions. |
| Vertical integration (VI) | This is the integration and connection of systems and processes between different stages or hierarchical levels within a company [29]. This involves expanding control or ownership over multiple stages of the value chain, from raw material acquisition to the delivery of the final product to the end customer, and the digitalization and standardization of internal processes and data flows [30]. Examples of VI are shop floor integration (the connection of machines, sensors, and control systems on the shop floor to gather real-time data about production processes and resource performance); operational integration (manufacturing execution systems (MESs) and enterprise resource planning (ERP) systems are integrated to perform efficient production schedules based on real-time data); SC and customer integration (suppliers and logistics partners are integrated to monitor and manage the flow of raw materials and finished products throughout the SC, and customers are managed through customer relationship management (CRM) systems to better understand customer demand changes). It also requires careful planning, investment in technology and infrastructure, and the effective management of complex inter-dependencies between the value chain stages. As benefits of VI, the following can be mentioned: increased operational efficiency, reduced lead times, improved product quality, enhanced customer experience, and better control over the value chain. |
| End-to-end integration (EEI) | This involves the integration and connectivity of all stages and entities of the value chain, from product design to final product delivery, from suppliers to customers, using advanced digital technologies and data-driven systems. This integration of processes, systems, and data across the entire life cycle of a product or service enables real-time information exchange, improved visibility, and enhanced collaboration with different companies and customers [29]. Examples of EEI systems are digital threads (the creation of a digital representation of a product and its production process, which can be accessed and updated throughout the product’s life cycle); digital twins (providing virtual models of physical assets and products to perform real-time monitoring, predictive maintenance, and the assessment of different scenarios); and collaborative design (the creation of cross-functional teams for product design considering current and future manufacturing and SC constraints). EEI requires careful planning, investment in advanced technologies, standardization, and data security measures. As benefits of EEI, the following can be mentioned: increased operational efficiency, reduced costs, enhanced product quality, increased agility, better customer satisfaction, and faster responses to market changes. |
| Design Principle | Description |
|---|---|
| Interoperability () | This is aimed at ensuring effective and systematic communication, information flow, and data sharing between all levels and entities in a system (i.e., devices, equipment, people, departments, and products) [31]. Cybersecurity, communication, and networking technologies such as IoT/IIoT, Internet of People (IoP), and Internet of Everything (IoE) are enablers for this principle [18,19,20,32]. |
| Virtualization () | This involves the ability of a system to represent, in real time, data from the physical world as virtual-world data. This can improve the decision maker’s performance by enabling the simulation of “what-if” scenarios to identify problems and to test solutions [18,20,32,33,34]. While sensors, scanners, AV/R, and simulation platforms are recommended technologies [19,35], virtualization strongly depends on the company size and industry field [36]. |
| Decentralization () | This is the ability of a system to perform actions and take decisions autonomously. This would lead to more agile and flexible systems that can react and adapt faster to changes in the market in terms of their production processes. Examples of technologies that support decentralization are CPSs, embedded systems, communication and networking, AI, IoT, smart actuators, and sensors [18,19,20,36,37]. |
| Real-time capability () | This is the ability to track and analyze all data within a system in real time. This is aimed at improving the decision-making process by speeding up the response to failure, identifying anomalies in demand patterns or operation performance in advance, and performing corrective actions. Within an integrated SC, this capability can facilitate just-in-time supply between manufacturers and retailers, or suppliers and manufacturers [38]. Among the technologies that can support this capability, the following can be mentioned: cloud computing, AI, data analytics, BD tools, IoT/IIoT, smart sensors, and radio frequency identification (RFID)/real-time locating system (RTLS) devices [18,20,39]. |
| Service orientation () | This is aimed at providing customer-centered services as a new business strategy to increase value creation and profitability [20,21]. This ensures customer inclusion as products and services are offered to users [21]. In this context, the Internet of Service (IoS) can enable connection between CPSs and customers, with smart tools to provide them with a new service that integrates all parties within the value chain with updated information [18,19,40]. |
| Modularity () | This is aimed at improving the adaptation of businesses to changing requirements in the environment (i.e., fluctuating market demand and new product features). The smart factory can achieve flexible adaptation by enabling the plug and play principle to add, connect, or separate configurable modules as needed [21,41]. This capability can be supported by industrial robotics, additive manufacturing, BD, IoP/IoS/IoT/IIoT, simulation tools, and A/VR [42,43]. |
| Smart products () | Under I4.0, a smart product is an embedded device that can collect, store, update, and transfer data between the end-user and the entities involved in its production [32]. This can reduce the boundaries between the physical and digital worlds [18,19,44] and support the transformation of the product for recycling purposes, favoring the achievement of ecological and sustainable development goals [45]. |
| Corporate social responsibility (CSR) () | This ensures that businesses activities follow the “3P” principle (People-Planet-Profit), which involves a responsible balance between economic, environmental, and social compromises. Thus, activities in all companies must be performed considering ethical values, sustainability, environmental and social care, safety, and wealth [18,19,32,46]. Hence, CSR enables the design and implementation of sustainability practices to reduce resource usage, improve energy-efficient use, and reduce emissions [47]. |
3. Sustainability Aspects of I4.0 for Textile SMEs
- Predictive maintenance: IoT/IIoT and data analytics can support the identification and correction of operational problems before they lead to costly breakdowns. By proactively maintaining machinery, energy consumption can be optimized, reducing downtime and the need for emergency repairs.
- SC transparency and traceability: Through the use of blockchain, IoT/IIoT devices, and data analytics, stakeholders can track and verify the origin, production processes, and sustainability credentials of raw materials, ensuring ethical sourcing and responsible manufacturing practices [54,55,57,58,59].
- Waste reduction and recycling: By facilitating efficient data collection and advanced analysis, textile manufacturers can identify areas of waste generation and implement strategies to minimize it. Automation and robotics can reduce material waste by improving the precision of cutting, dyeing, and yarning operations. Also, the implementation of closed-loop systems enables the recycling and reuse (R&R) of textile waste [51,55,56,57,58,59].
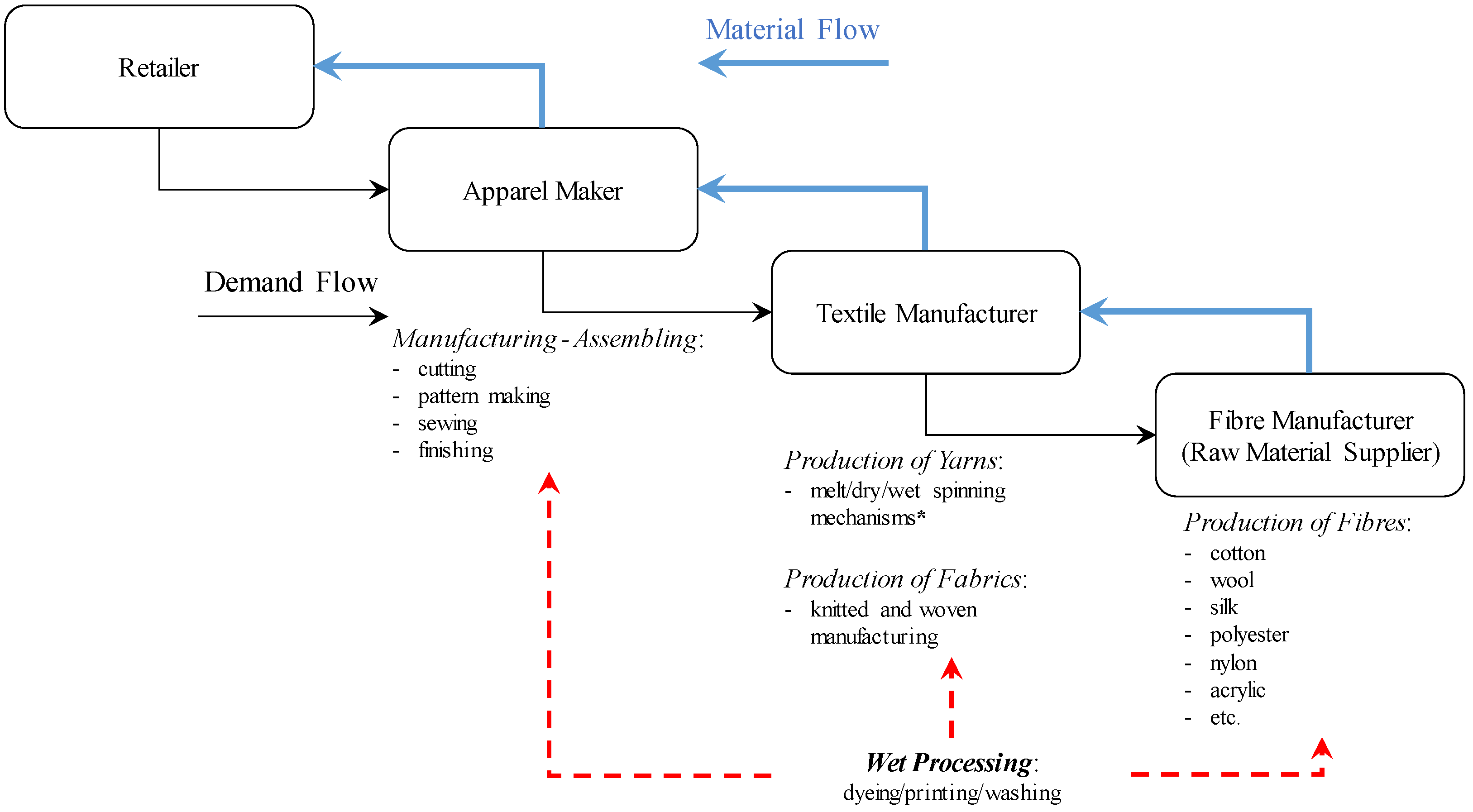
- Reduction in the water footprint (WF): The WF is an indicator of the amount of fresh water utilized in the production or supply of the goods and services consumed by a particular person or group [60]. As presented in Figure 1, water is wasted throughout most of the textile SC. Specifically, the following are I4.0 technologies and strategies that can be considered to reduce the textile WF:
- –
- Real-time monitoring and analytics: the analysis of real-time water-usage data from sensors and waste-water discharge patterns can improve the accurate and prompt identification of water-usage inefficiencies, leaks, and excessive water consumption.
- –
- Smart water management systems: Through IoT/IIoT, these systems can monitor water quality, temperature, turbidity, salinity, and flow rates to perform adjustments and control the water usage within the different stages of the production life cycle [61].
- –
- Recycling and reuse: Waste-water treatment and purification systems equipped with advanced sensors and automation can recover and treat water from various stages of textile production. Treated water can then be reused for non-potable purposes such as cleaning, dyeing, or irrigation, reducing the need for fresh water intake.
- –
- Simulation and digital twins: The simulation of diverse scenarios and parameters can be used to reduce water consumption, optimize dyeing/yarning processes, and improve overall efficiency. Digital twin technology enables real-time monitoring and optimization to perform adjustments in the manufacturing processes and minimize water usage while maintaining product quality [28].
- –
- –
- SC collaboration: By engaging suppliers, manufacturers, and other stakeholders in water stewardship initiatives, water-efficient practices can be promoted throughout the SC. Sharing best practices, implementing water-saving technologies, and collectively addressing water-related challenges can support the reduction in the overall WF.
- Product customization and personalization: On-demand production and products tailored to individual customer preferences can be achieved with minimum overproduction and waste generation. This can reduce the environmental impact associated with unsold goods.
- Sustainable product development: Data analytics and simulation tools can optimize the design and development of sustainable textile products. Virtual prototyping and digital simulations enable textile manufacturers to test various materials and manufacturing processes, reducing the need for physical samples and iterations.
- Worker safety and well-being: The automation of hazardous tasks, such as repetitive and strenuous activities, can reduce the risk of work-related injuries. Furthermore, real-time monitoring systems can help identify potential health and safety risks, enabling prompt intervention and preventive measures.
- Circular economy (CE) initiatives: Through digital platforms and networks, textile manufacturers can collaborate with other stakeholders to enable product take-back programs, recycling initiatives, and the sharing of resources, promoting a more sustainable and circular textile ecosystem [51,55,57,58].Textiles are some of the least recycled products, and the CE concept has the potential to create significant value for textile companies, consumers, and the environment. Many companies are integrating reverse logistics within textile SCs to enable recycling, repairing, and remanufacturing processes [59].
4. Defining an Implementation Plan
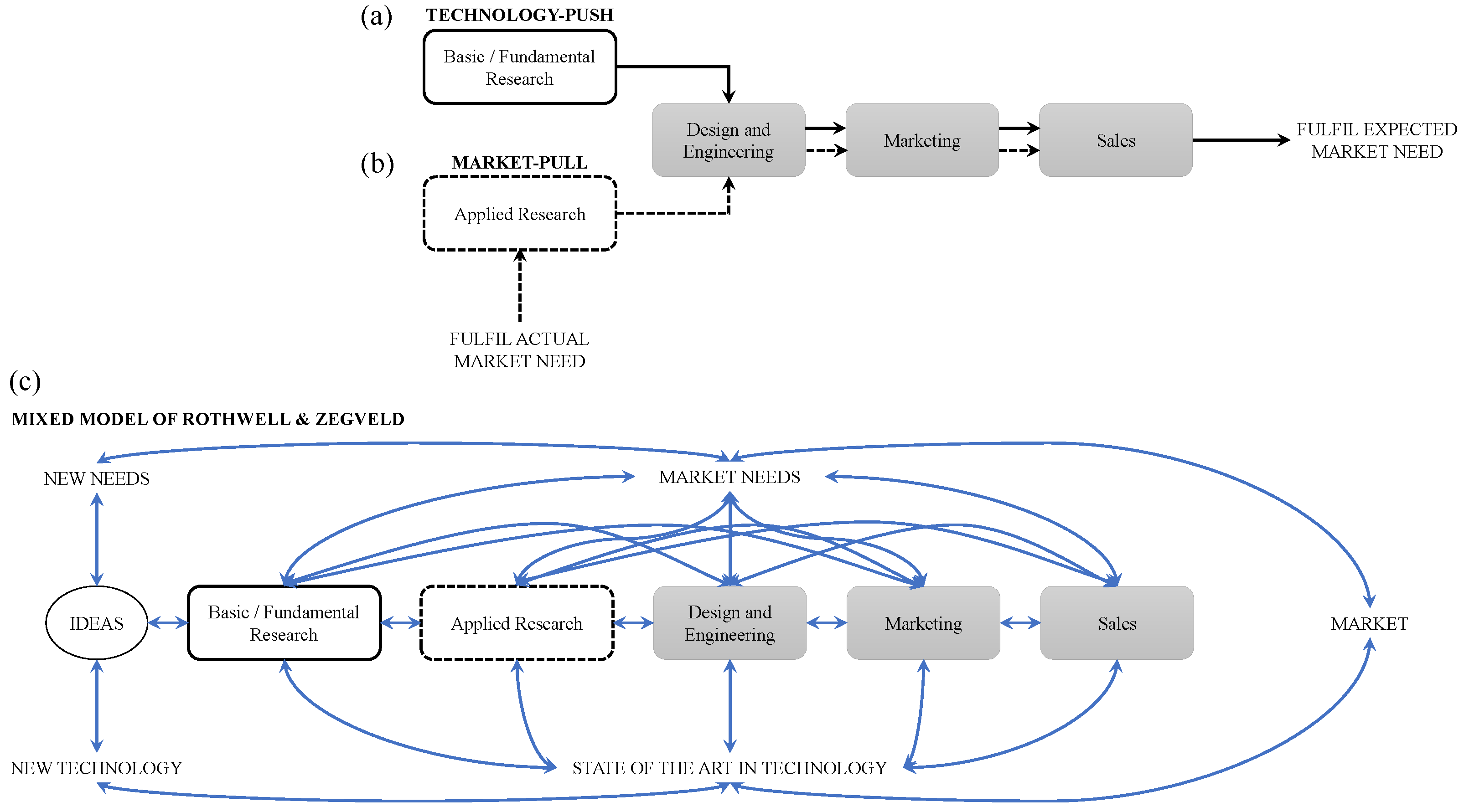
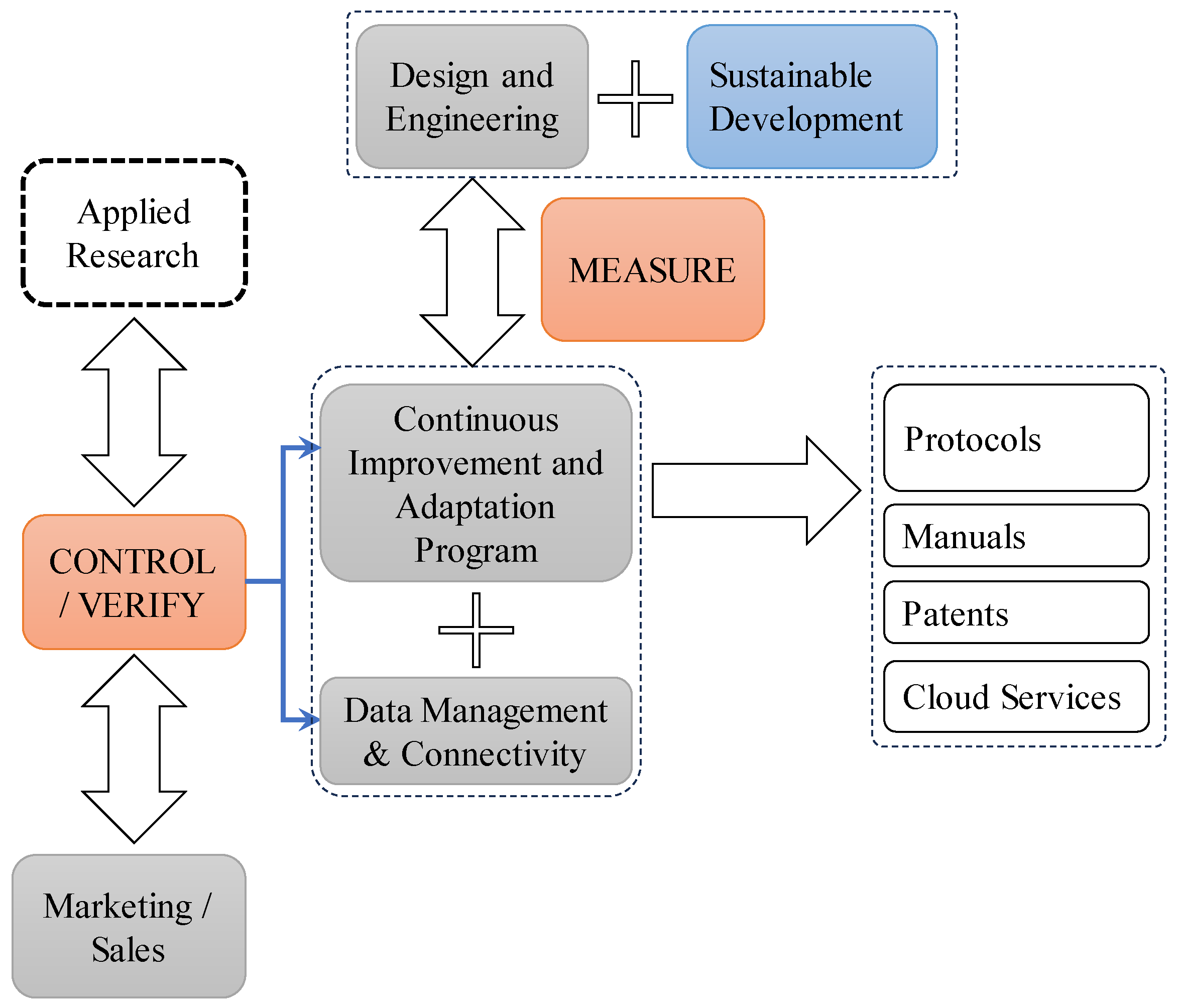
- Linear Technology Push (LTP): This model consists of the sequential execution of several steps, where the innovation is driven by the creation of disruptive technologies and/or products that are expected to fulfill a market demand. Note that the development of disruptive technologies and/or products is supported by fundamental or basic research, and marketing is crucial to support the introduction of these into the market and create (or increase) its demand.
- Linear Model of Market Pull (LMP): Although this model is very similar to LTP regarding the main steps, the innovation is driven by actual (not expected) market needs. Hence, innovations are mainly reactive to the market needs and supported by applied research.
- Mixed Model of Rothwell and Zegveld (MR&Z): this model enables non-sequential steps and continuous feedback between all implementation stages and SC entities. Note that the MR&Z is more flexible as it is supported by basic and applied research, and considers expected and actual market needs.
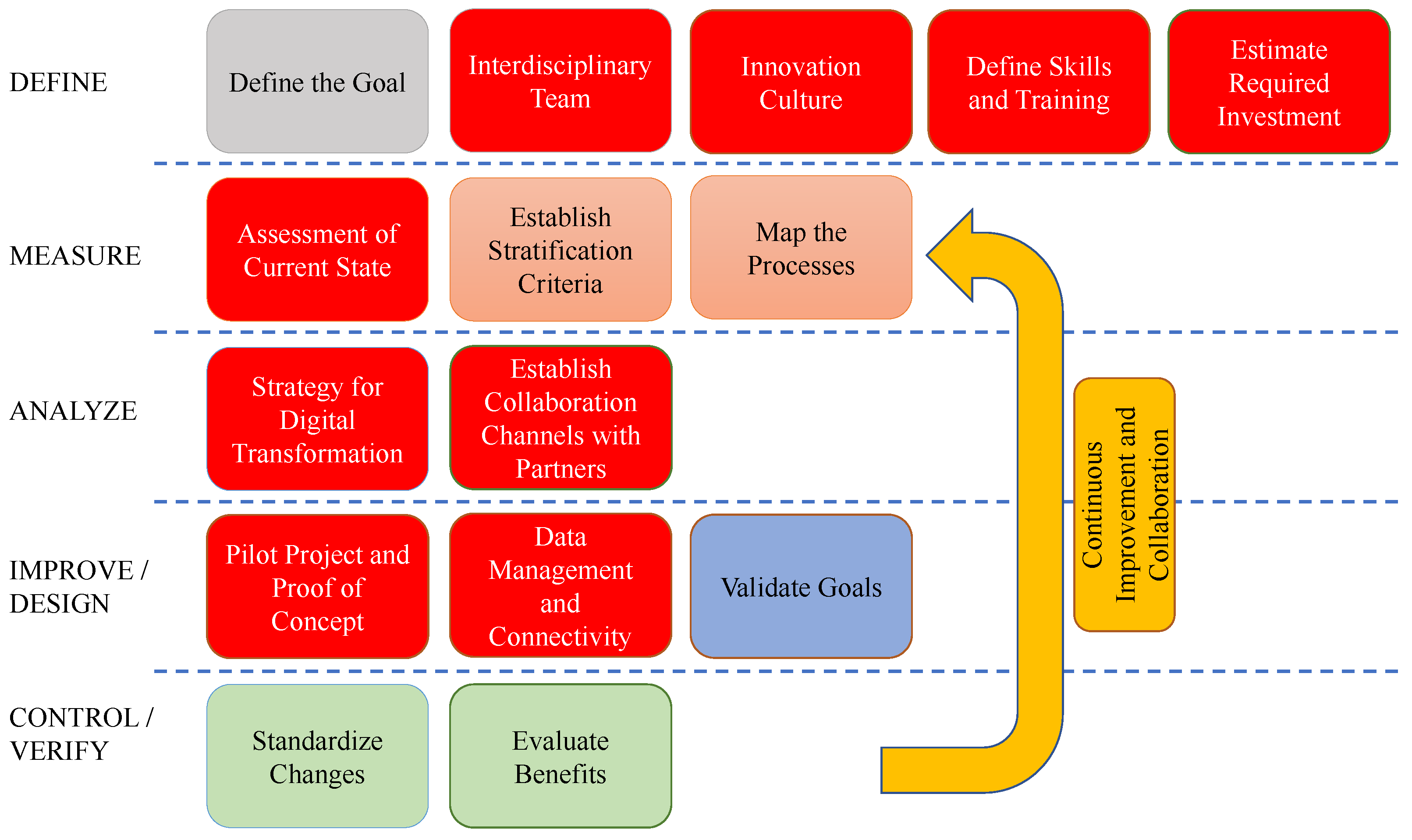
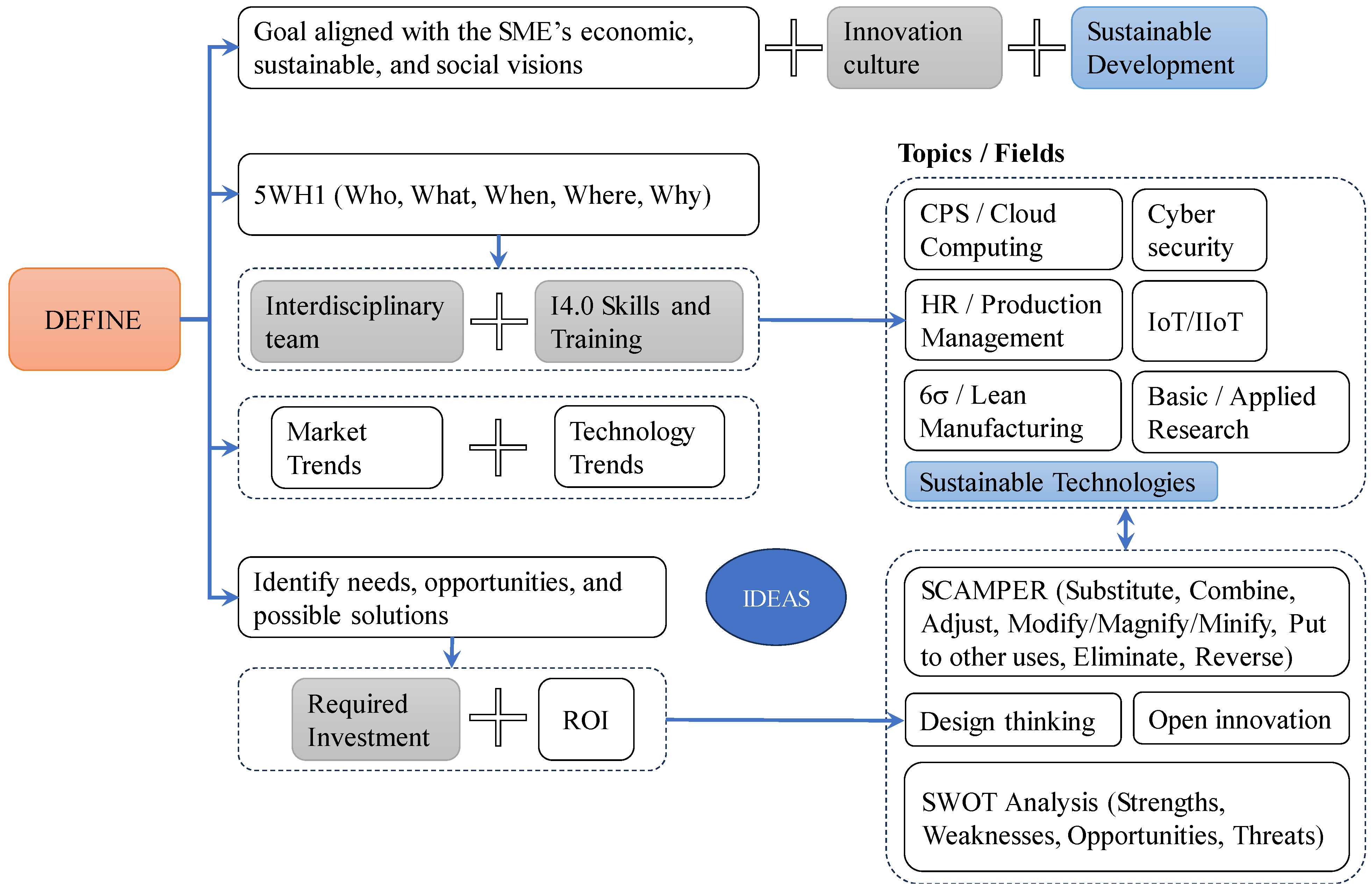
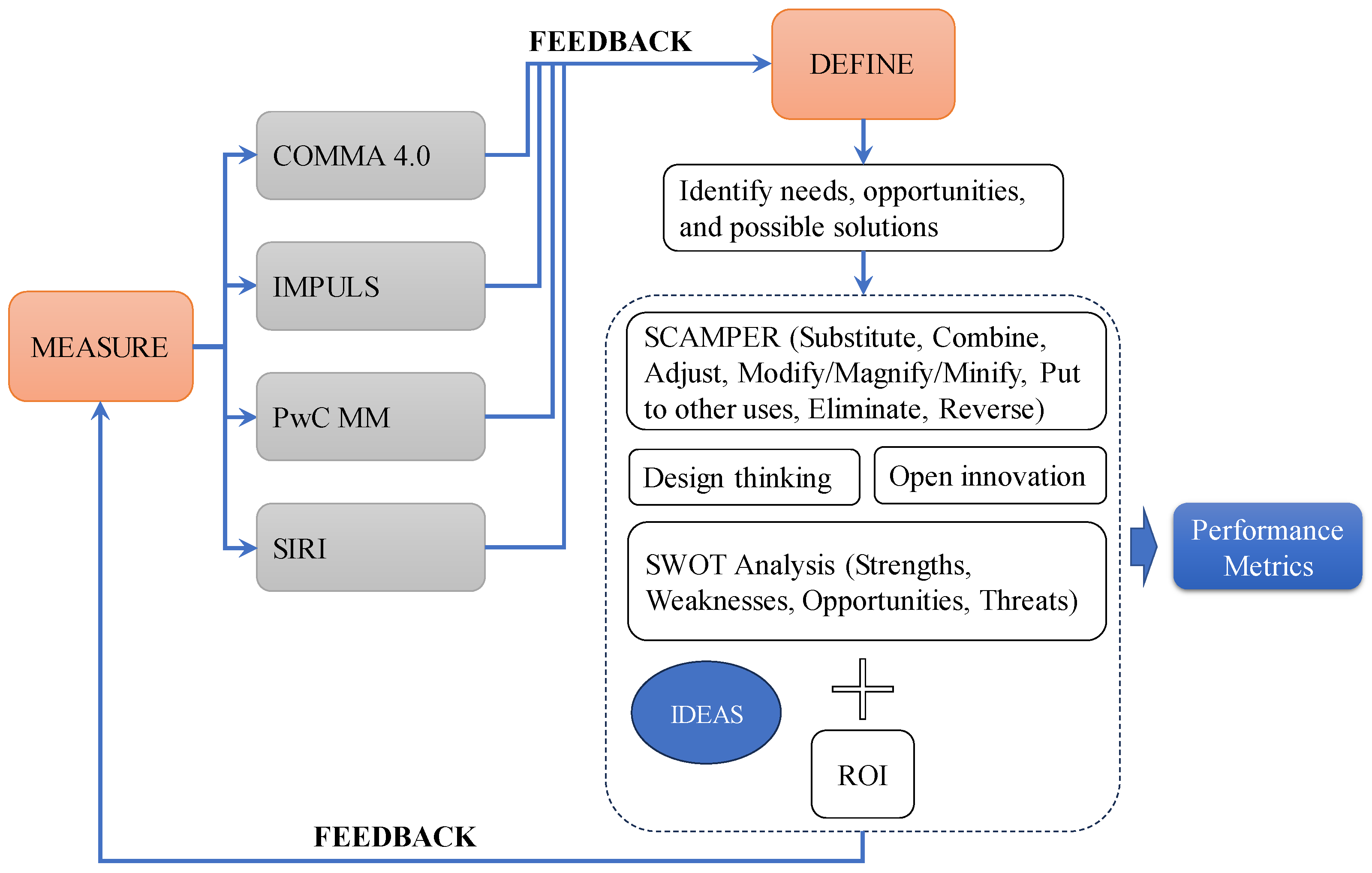
4.1. Define
- Interdisciplinary team: A cross-functional team should be established comprising members from different departments, including operations, IT, engineering, human resources, and management. This team will be responsible for overseeing the implementation process, coordinating efforts, and ensuring collaboration across the organization. Note that this team must be fully dedicated to the project, with the freedom to think outside existing company boundaries and guide the project to enable the company to understand the new strategic directions regarding technology, ways of working, and ecosystems [30]. It is recommended to study complementary concepts such as design thinking [67] and open innovation [68] for the execution of the team’s tasks and look for support with universities working in I4.0 projects.
- Innovation culture: A culture of innovation and digital transformation should be fostered throughout the organization. Employees should be encouraged to contribute ideas, experiment with new technologies, and embrace change. The benefits of I4.0, such as improved efficiency, productivity, sustainability, and customer satisfaction, should be emphasized.
- Required investment: The economic feasibility of the project must be studied, considering its competitive and financial outcomes. The return on investment (ROI) can be calculated for this case, considering the costs associated with training; hardware (sensors, connectivity devices, data storage); software; and processing times for the required tasks.
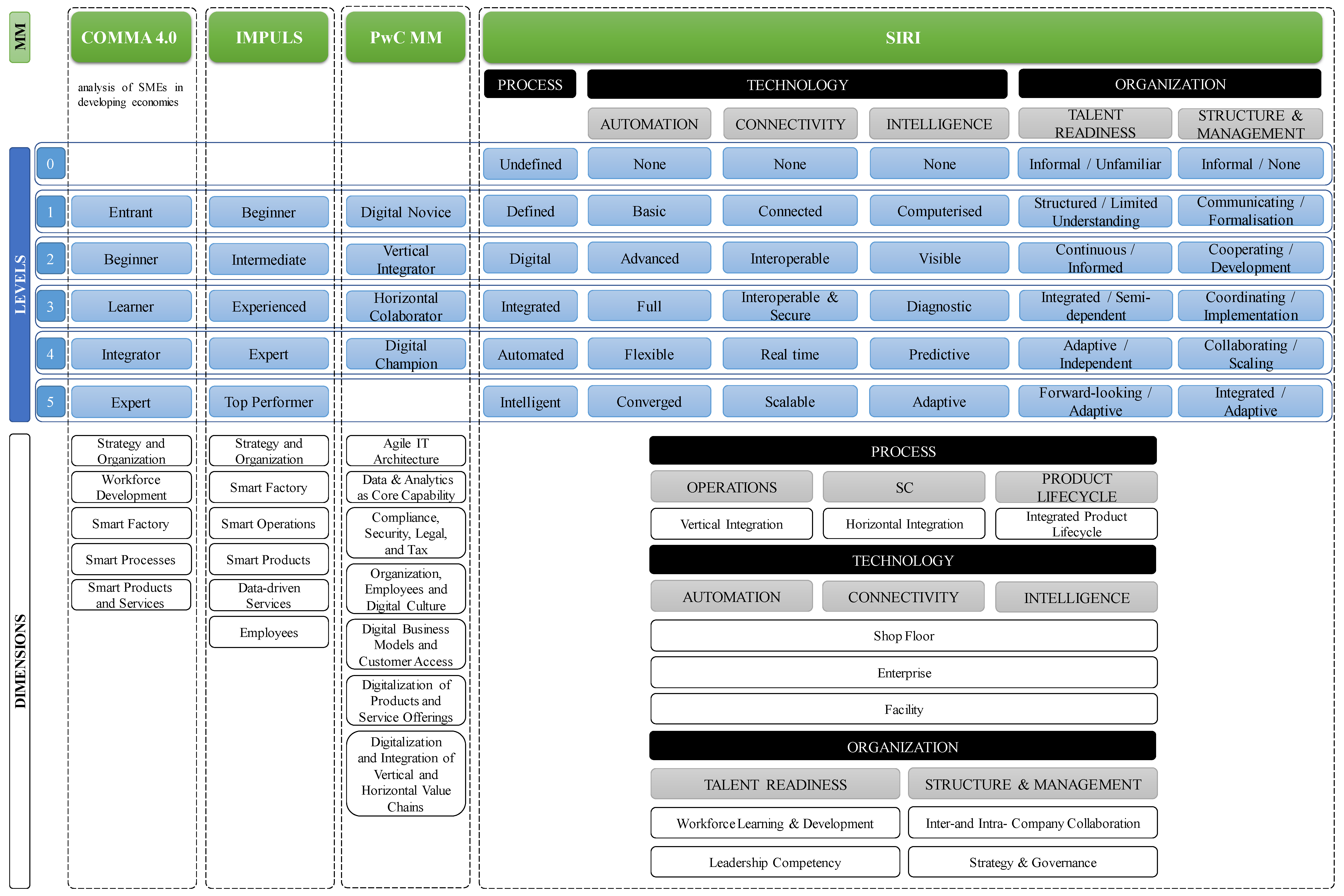
4.2. Measure
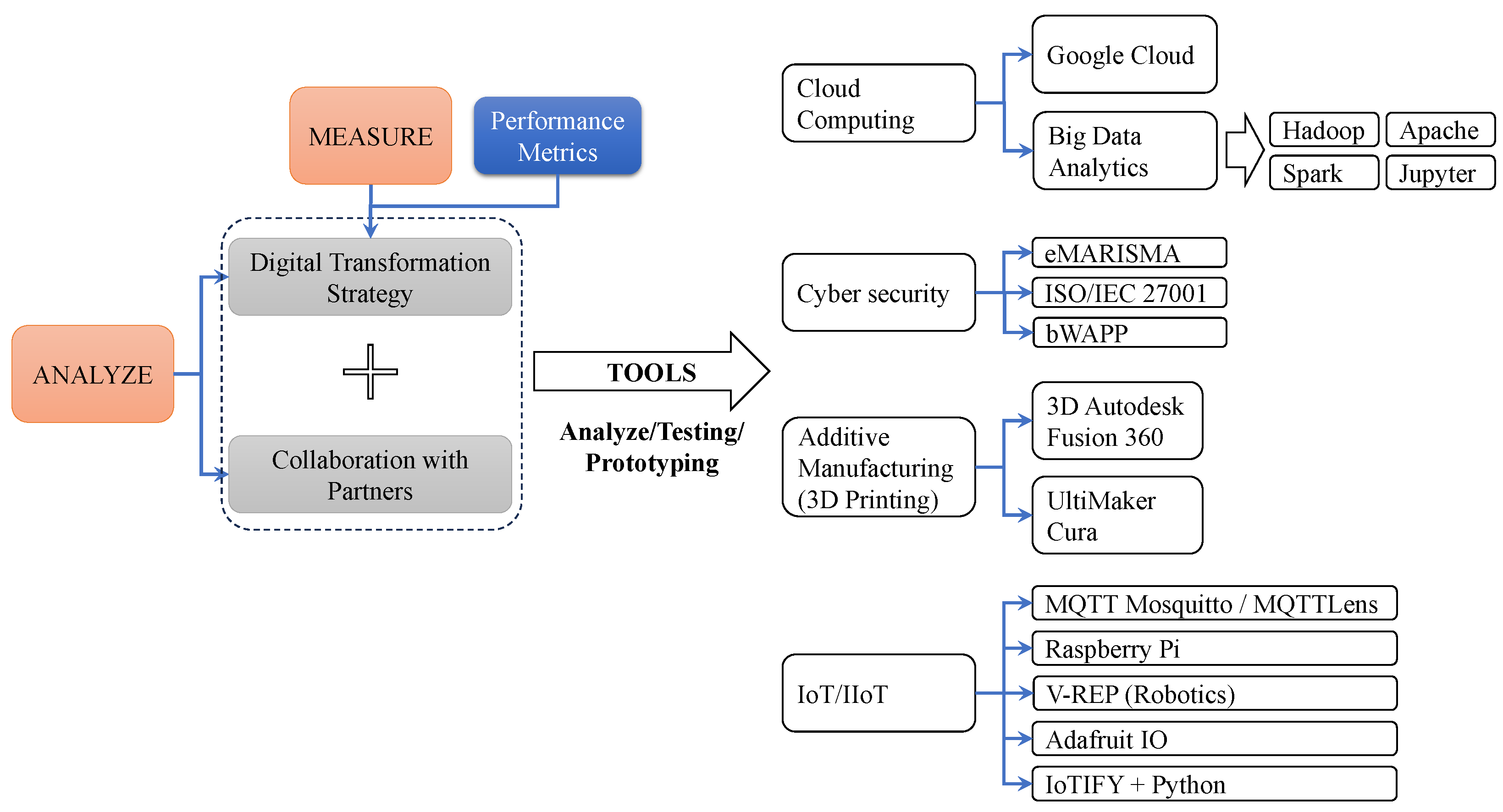
4.3. Analyze
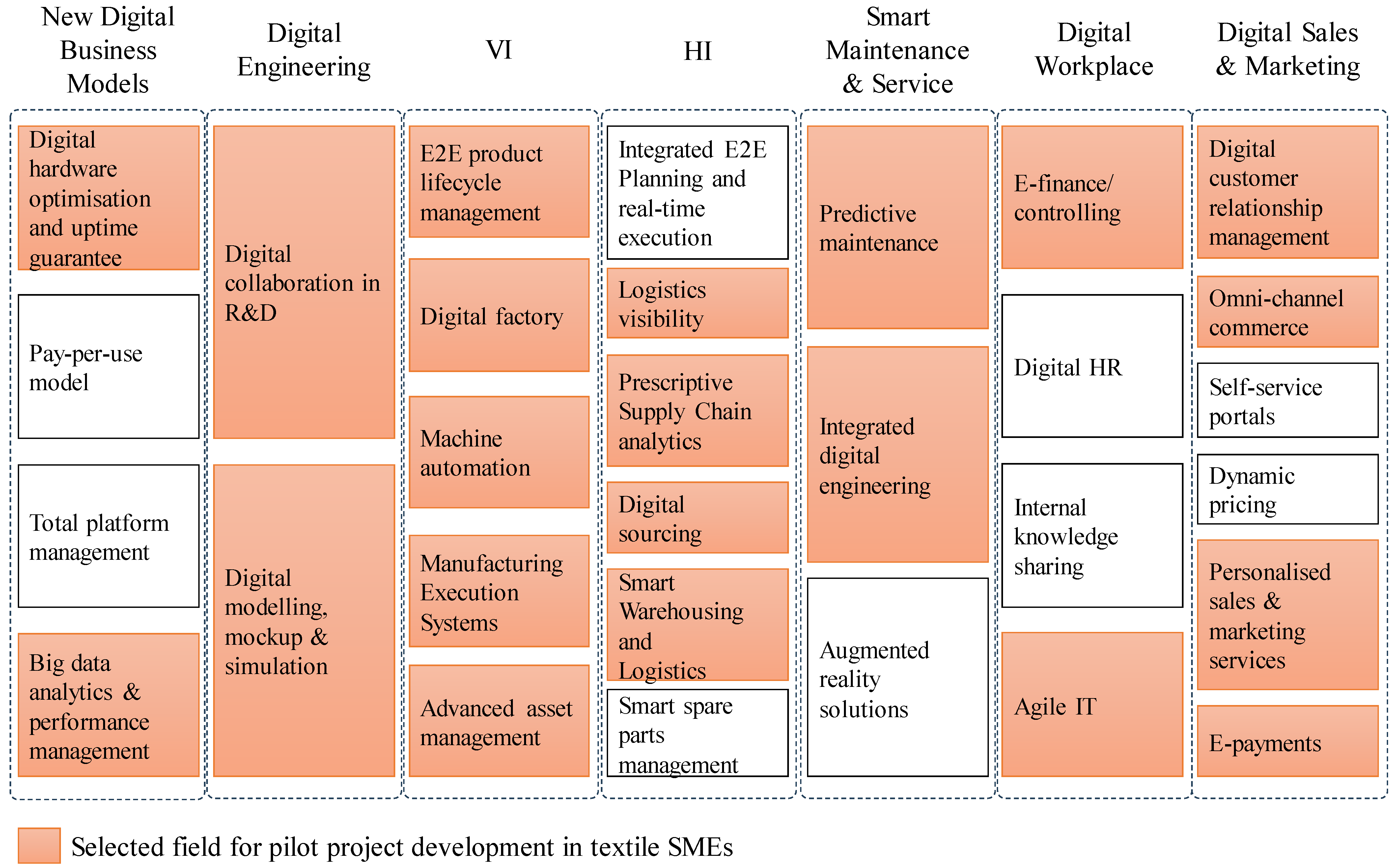
- Development of a digital transformation strategy: The identification of the specific technologies and solutions that align with the business needs.Factors such as automation, data analytics, IoT/IIoT, AI, and cloud computing are considered. Figure 7 lists some examples of software platforms that enable the simulation of IIoT devices and protocols, 3D printing, and cybersecurity assessment.
- Collaboration with partners: This involves engagement with technology providers, consultants, research institutions, and industry peers to gain insights, share best practices, and collaborate on I4.0 initiatives. External expertise and partnerships are leveraged to accelerate the digital transformation journey. Here, HI is very important for collaborating with external organizations and working with R&D institutes such as universities or industry organizations to speed up the “open” digital innovation [17].
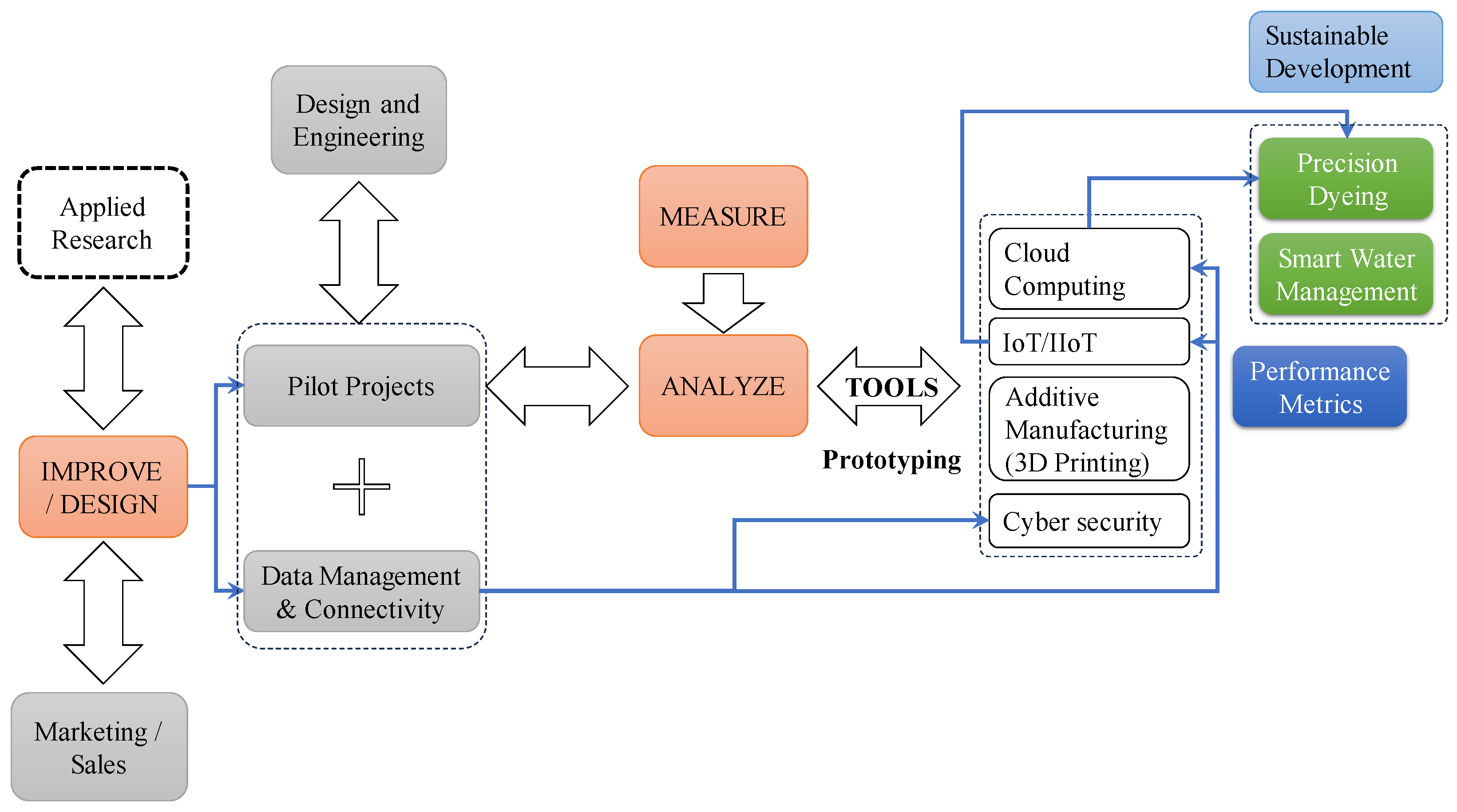
4.4. Improve/Design
- Pilot projects and proof of concepts: The implementation of small pilot projects is recommended to test and validate the effectiveness of selected I4.0 technologies. These projects can serve as proof of concepts and allow for fine-tuning before scaling up to larger implementations. The continuous monitoring and evaluation of performance metrics (see the “Measure” and “Analyze” steps) are important to evaluate the results’ impact and benefits [30].
- −
- Level 1—Current-state operation (lean): This serves as a realistic, good-practice industry environment in which the main lean tools and methods such as SMED, value stream mapping, Five-S, Kanban (pull systems), and poka-yoke (error-proofing) have been implemented. This level is used to train and teach participants the required methods and tools to conduct a digital transformation in a realistic factory environment.
- −
- Level 2—Future-state operation (I4.0): This is used to showcase the potential of state-of-the-art I4.0 applications directly after the hands-on training in Level 1. The following I4.0 applications are considered: condition monitoring, digital assistant systems, and digital performance management for the first implementation; then, automated material supply, advanced analytics for yield, energy and throughput, real-time line balancing, advanced analytics for breakdown prevention, self-adjusting workstations, in-line quality control with machine feedback, human–robot collaboration, and tailored production components (3D printing) are addressed.
- Data management and connectivity: A robust data management system is established to collect, analyze, and interpret data from various sources within the manufacturing processes. Secure connectivity between devices, machines, and systems is ensured to enable real-time data exchange and communication (IoT/IIoT).
4.5. Control/Verify
5. Discussion on the Applicability of the Model
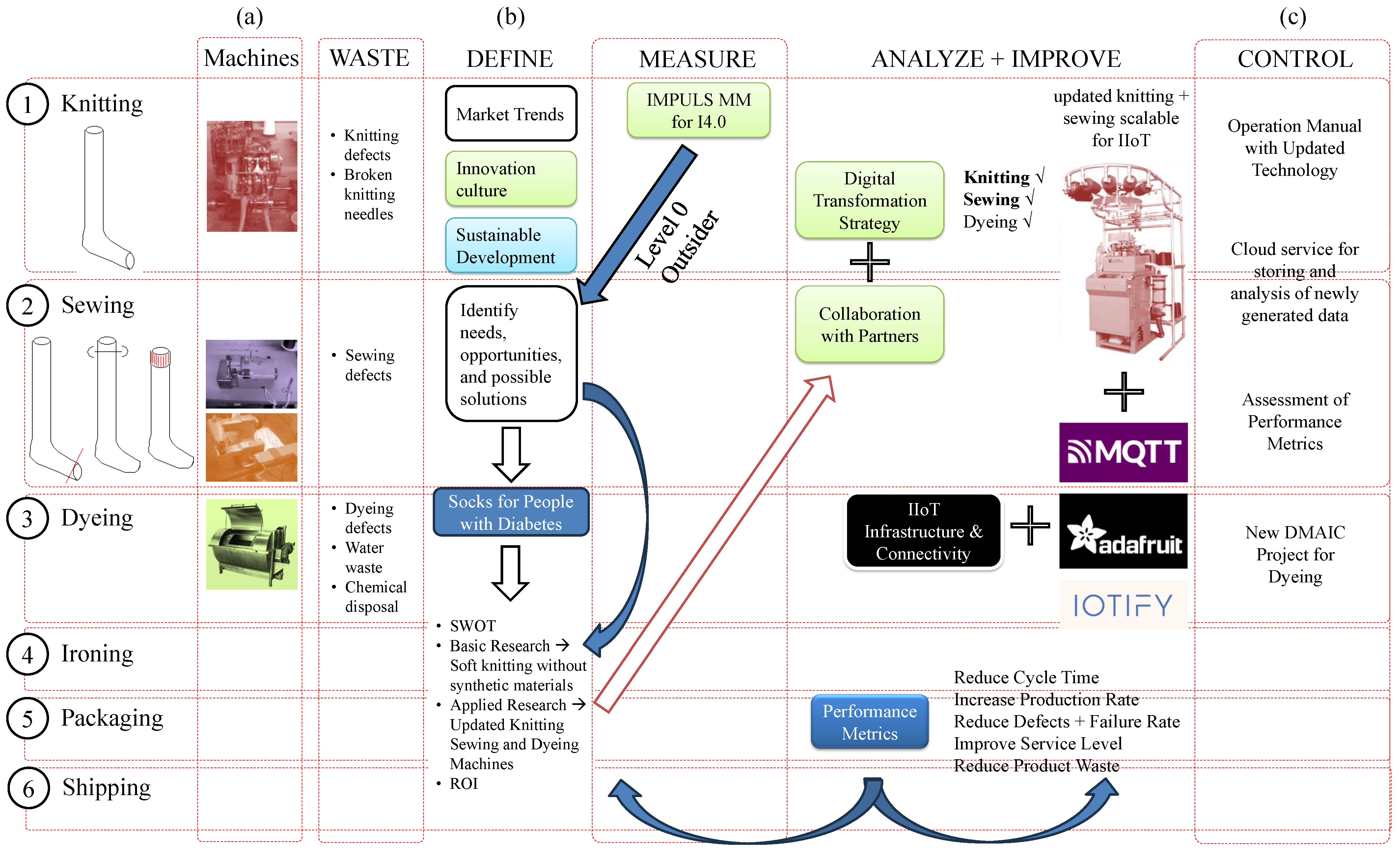
- Define: The family SME is aimed at providing the best-quality socks within the local market; however, the current manufacturing technology is outdated, and production is limited to 50 product units per day. Also, because there are many competitors in the market, demand for the main product has been decreasing in the last few years. Thus, the SME wants to improve its product or create a new product with higher market demand.
- Measure: A more comprehensive overview of the current capability of the SME for I4.0 (maturity level) is provided by the IMPULS test, indicating Level 0 “outsider” (see Figure 11b). This is a lower level than “beginner”, which is the first significant level listed in Figure 6. These results are consistent with the current absence of automation, interconnectivity, and IoT technologies in the manufacturing SME.
- Analyze: Here, it is determined that knitting is the critical process to be improved. Also, as it is the initial process, it is the ideal starting point for the consistent digitalization of the entire manufacturing system in the future. Automated machines that can produce different knitting patterns (such as those needed for the intended new product) with sewing are identified on the market with IIoT capabilities. Due to the improved production rates, a single machine of this type can replace the current SME’s fleet of four machines.
- Improve: HI is crucial for this step, as investment without testing the new technology can compromise the SME’s resources and stability. Contact with manufacturers and suppliers facilitates demonstrations, customization, and complementary connectivity systems for the SME before the acquisition of the technology.
- Control: By establishing and tracking the performance metrics defined in the previous steps, the benefits of the implementation system can be measured. The refinement of the steps followed to operate the new system for each product is performed to create a set of standard steps documented in an operation manual. As presented in Figure 11c, once this process is improved, the other processes in the SME’s SC can follow:
- −
- RFID/QR devices/codes/sensors can be set at the packaging station to record the status of the final products and enable tracking for shipping;
- −
- This feedback can enhance the measurement of variables such as cycle time, number of failures, and service level for customer behavior analytics and demand forecasting for smarter raw material procurement;
- −
- By upgrading the dyeing machine, precision dyeing can reduce the waste generated by damaged products and waste water due to excessive chemical release. The cloud computing services Adafruit IO, IoTIFY, MQTT, etc., can be used to store and track variables associated with these data and enable a more extensive automated analysis for the improvement of the whole SC.
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tjahjono, B.; Esplugues, C.; Ares, E.; Pelaez, G. What does Industry 4.0 mean to Supply Chain? Procedia Manuf. 2017, 13, 1175–1182. [Google Scholar] [CrossRef]
- Pereira-Carvalho, N.G.; Cazarini, E. Industry 4.0—What Is It? In Industry 4.0: Current Status and Future Trends; Hamilton-Ortiz, J., Ed.; Intech: London, UK, 2020; pp. 3–11. [Google Scholar]
- Pereira-Carvalho, A.C.; Pereira-Carvalho, A.P.; Pereira-Carvalho, N.G. Industry 4.0 Technologies: What Is Your Potential for Environmental Management? In Industry 4.0: Current Status and Future Trends; Hamilton-Ortiz, J., Ed.; Intech: London, UK, 2020; pp. 29–44. [Google Scholar]
- Raina, A.; Gries, T. Industry 4.0: Understanding Needs and Challenges of Technical Textiles Industry. Int. J. Text. Sci. Eng. 2017, 2017, 1–15. [Google Scholar]
- Dalenogare, L.S.; Benitez, G.B.; Ayala, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Shishoo, R. The importance of innovation-driven textile research and development in the textile industry. In Global Textile and Clothing Industry; Shishoo, R., Ed.; Woodhead Publishing Limited: Sawston, UK, 2012; pp. 55–76. [Google Scholar]
- Ghoreishi, M.; Happonen, A. The Case of Fabric and Textile Industry: The Emerging Role of Digitalization, Internet-of-Things and Industry 4.0 for Circularity. In Proceedings of the 6th International Congress on Information and Communication Technology (ICICT 2021), London, UK, 25–26 February 2021; Springer: Berlin/Heidelberg, Germany, 2022; pp. 189–200. [Google Scholar]
- Chen, C.L. Value Creation by SMEs Participating in Global Value Chains under Industry 4.0 Trend: Case Study of Textile Industry in Taiwan. J. Glob. Inf. Technol. Manag. 2019, 22, 120–145. [Google Scholar] [CrossRef]
- Bai, C.; Dallasega, P.; Orzes, G.; Sarkis, J. Industry 4.0 technologies assessment: A sustainability perspective. Int. J. Prod. Econ. 2020, 229, 107776. [Google Scholar] [CrossRef]
- Behr, O. Fashion 4.0—Digital innovation in the fashion industry. J. Technol. Innov. Manag. 2018, 2, 1–9. [Google Scholar]
- Dikhanbayeva, D.; Aitzhanova, M.; Shehab, E.; Turkyilmaz, A. Analysis of Textile Manufacturing SMEs in Kazakhstan for Industry 4.0. Procedia CIRP 2022, 107, 888–893. [Google Scholar] [CrossRef]
- Majumdar, A.; Garg, H.; Jain, R. Managing the barriers of Industry 4.0 adoption and implementation in textile and clothing industry: Interpretive structural model and triple helix framework. Comput. Ind. 2021, 125, 103372. [Google Scholar] [CrossRef]
- Masood, T.; Sonntag, P. Industry 4.0: Adoption challenges and benefits for SMEs. Comput. Ind. 2020, 121, 103261. [Google Scholar] [CrossRef]
- Najera-Ochoa, J. Model of Competitiveness for the Textile and Clothing Industry in Mexico. Univ. Empresa 2015, 17, 37–68. [Google Scholar]
- Xu, M.; David, J.M.; Kim, S.H. The Fourth Industrial Revolution: Opportunities and Challenges. Int. J. Financ. Res. 2018, 9, 90–95. [Google Scholar] [CrossRef]
- Zhou, K.; Liu, T.; Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In Proceedings of the 12th International Conference on Fuzzy Systems and Knowledge Discovery (FSKD 2015), Zhangjiajie, China, 15–17 August 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 2147–2152. [Google Scholar]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios. In Proceedings of the 49th Hawaii International Conference on System Sciences (HICSS 2016), Koloa, HI, USA, 5–8 January 2016; IEEE: Piscataway, NJ, USA, 2016. [Google Scholar]
- Dikhanbayeva, D.; Shaikholla, S.; Suleiman, Z.; Turkyilmaz, A. Assessment of Industry 4.0 Maturity Models by Design Principles. Sustainability 2020, 12, 9927. [Google Scholar] [CrossRef]
- Sisodia, A.; Jindal, R. A meta-analysis of industry 4.0 design principles applied to the health sector. Eng. Appl. Artif. Intell. 2021, 104, 104377. [Google Scholar] [CrossRef]
- Habib, M.K.; Chimson, I.C. Industry 4.0: Sustainability and Design Principles. In Proceedings of the 20th International Conference on Research and Education in Mechatronics (REM 2019), Wels, Austria, 23–24 May 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1–8. [Google Scholar]
- Hozdic, E. Smart Factory for Industry 4.0: A Review. Int. J. Mod. Manuf. Technol. 2015, 7, 28–35. [Google Scholar]
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart Factory of Industry 4.0: Key Technologies, Application Case, and Challenges. IEEE Access 2018, 6, 6505–6519. [Google Scholar] [CrossRef]
- Raff, S.; Wentzel, D.; Obwegeser, N. Smart Products: Conceptual Review, Synthesis, and Research Directions. J. Prod. Innov. Manag. 2020, 37, 379–404. [Google Scholar] [CrossRef]
- Sengupta, J.; Ruj, S.; Bit, S.D. A Comprehensive Survey on Attacks, Security Issues and Blockchain Solutions for IoT and IIoT. J. Netw. Comput. Appl. 2020, 149, 102481. [Google Scholar] [CrossRef]
- Jaidka, H.; Sharma, N.; Singh, R. Evolution of IoT to IIoT: Applications & Challenges. In Proceedings of the International Conference on Innovative Computing & Communications (ICICC 2020), Delhi, India, 21–23 February 2020; SSRN: Rochester, NY, USA, 2020; pp. 1–6. [Google Scholar]
- Uhlmann, E.; Hohwieler, E.; Geisert, C. Intelligent Production Systems in the Era of INDUSTRIE 4.0—Changing Mindsets and Business Models. J. Mach. Eng. 2017, 17, 5–24. [Google Scholar]
- VanDerHorn, E.; Mahadevan, S. Digital Twin: Generalization, characterization and implementation. Decis. Support Syst. 2021, 145, 113524. [Google Scholar] [CrossRef]
- Costa, F.S.; Nassar, S.M.; Gusmeroli, S.; Schultz, R.; Conceicao, A.G.S.; Xavier, M.; Hessel, F.; Dantas, M.A.R. FASTEN IIoT: An Open Real-Time Platform for Vertical, Horizontal and End-To-End Integration. Sensors 2020, 20, 5499. [Google Scholar] [CrossRef] [PubMed]
- Geissbauer, R.; Vedso, J.; Schrauf, S. Industry 4.0: Building the Digital Enterprise; PricewaterhouseCoopers, PwC: London, UK, 2016; Available online: https://www.pwc.com/gx/en/industries/industry-4-0.html (accessed on 10 May 2023).
- Schuh, G.; Potente, T.; Hauptvogel, A. Sustainable increase of overhead productivity due to cyber-physical systems. In Proceedings of the 11th Global Conference on Sustainable Manufacturing, Berlin, Germany, 23–25 September 2013; GCSM: Leeds, UK, 2013; pp. 332–335. [Google Scholar]
- Ghobakhloo, M. The future of manufacturing industry: A strategic roadmap toward Industry 4.0. J. Manuf. Technol. Manag. 2018, 29, 910–936. [Google Scholar] [CrossRef]
- Syberfeldt, A.; Holm, M.; Danielsson, O.; Wang, L.; Brewster, R.L. Support Systems on the Industrial Shop-floors of the Future—Operators’ Perspective on Augmented Reality. Procedia CIRP 2016, 44, 108–113. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, H.; Leng, J.; Chen, X. Digital twin-driven rapid individualised designing of automated flow-shop manufacturing system. Int. J. Prod. Res. 2019, 57, 3903–3919. [Google Scholar] [CrossRef]
- Paelke, V. Augmented Reality in the Smart Factory: Supporting Workers in an Industry 4.0. Environment. In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA), Barcelona, Spain, 16–19 September 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 1–4. [Google Scholar]
- Brettel, M.; Friederichsen, N.; Keller, M.; Rosenberg, M. How Virtualization, Decentralization and Network Building Change the Manufacturing Landscape: An Industry 4.0 Perspective. Int. J. Mech. Aerosp. Ind. Mechatron. Manuf. Eng. 2014, 8, 37–44. [Google Scholar]
- Bartodziej, C.J. The Concept Industry 4.0: An Empirical Analysis of Technologies and Applications in Production Logistics; Springer: Wiesbaden, Germany, 2017. [Google Scholar]
- Rosin, F.; Forget, P.; Lamouri, S.; Pellerin, R. Impacts of Industry 4.0 technologies on Lean principles. Int. J. Prod. Res. 2020, 58, 1644–1661. [Google Scholar] [CrossRef]
- Chanchaichujit, J.; Tan, A.; Meng, F.; Eaimkhong, S. Healthcare 4.0: Next Generation Processes with the Latest Technologies; Palgrave Macmillan: Singapore, 2019. [Google Scholar]
- Gebauer, H.; Edvardsson, B.; Bjurko, M. The impact of service orientation in corporate culture on business performance in manufacturing companies. J. Serv. Manag. 2010, 21, 237–259. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 1342–1361. [Google Scholar] [CrossRef]
- Kumar, A. Methods and Materials for Smart Manufacturing: Additive Manufacturing, Internet of Things, Flexible Sensors and Soft Robotics. Manuf. Lett. 2018, 15, 122–125. [Google Scholar] [CrossRef]
- Torn, I.A.R.; Vaneker, T.H.J. Mass personalization with industry 4.0 by SMEs: A concept for collaborative networks. Procedia Manuf. 2019, 28, 135–141. [Google Scholar] [CrossRef]
- Nunes, M.L.; Pereira, A.C.; Alves, A.C. Smart products development approaches for Industry 4.0. Procedia Manuf. 2017, 13, 1215–1222. [Google Scholar] [CrossRef]
- United Nations. The Sustainable Development Goals Report 2016; UN DESA: New York, NY, USA, 2016. [Google Scholar]
- Adamik, A.; Nowicki, M. Pathologies and Paradoxes of Co-Creation: A Contribution to the Discussion about Corporate Social Responsibility in Building a Competitive Advantage in the Age of Industry 4.0. Sustainability 2019, 11, 4954. [Google Scholar] [CrossRef]
- Whirlpool Corporation. 2017 Sustainability Report; Whirlpool Corporation: Benton Harbor, MI, USA, 2017. [Google Scholar]
- Damodaram, A.K.; Ravindranath, K. Cloud Computing for Managing Apparel and Garment Supply Chains—An Empirical Study of Implementation Frame Work. Int. J. Comput. Sci. Issues 2010, 7, 325–336. [Google Scholar]
- Khairul-Akter, M.D.; Haq, U.N.; Islam, M.M.; Uddin, M.A. Textile-apparel manufacturing and material waste management in the circular economy: A conceptual model to achieve sustainable development goal (SDG) 12 for Bangladesh. Clean. Environ. Syst. 2022, 4, 100070. [Google Scholar] [CrossRef]
- Moraga, G.; Huysveld, S.; Mathieux, F.; Blengini, G.A.; Alaerts, L.; Van-Acker, K.; de-Meester, S.; Dewulf, J. Circular economy indicators: What do they measure? Resour. Conserv. Recycl. 2019, 146, 452–461. [Google Scholar] [CrossRef] [PubMed]
- Rossi, J.; Bianchini, A.; Guarnieri, P. Circular Economy Model Enhanced by Intelligent Assets from Industry 4.0: The Proposition of an Innovative Tool to Analyze Case Studies. Sustainability 2020, 12, 7147. [Google Scholar] [CrossRef]
- Korhonen, J.; Honkasalo, A.; Seppälä, J. Circular economy: The concept and its limitations. Ecol. Econ. 2018, 143, 37–46. [Google Scholar] [CrossRef]
- Ritzén, S.; Sandström, G.Ö. Barriers to the Circular Economy—Integration of Perspectives and Domains. Procedia CIRP 2017, 64, 7–12. [Google Scholar] [CrossRef]
- Mendoza-Fong, J.R.; García-Alcaraz, J.L.; Macías, E.J.; Hernández, N.L.I.; Díaz-Reza, J.R.; Fernández, J.B. Role of Information and Communication Technology in Green Supply Chain Implementation and Companies’ Performance. Sustainability 2018, 10, 1793. [Google Scholar] [CrossRef]
- Fatimah, Y.A.; Govindan, K.; Murniningsih, R.; Setiawan, A. Industry 4.0 based sustainable circular economy approach for smart waste management system to achieve sustainable development goals: A case study of Indonesia. J. Clean. Prod. 2020, 269, 122263. [Google Scholar] [CrossRef]
- Nouinou, H.; Asadollahi-Yazdi, E.; Baret, I.; Nguyen, N.Q.; Terzi, M.; Ouazene, Y.; Yalaoui, F.; Kelly, R. Decision-making in the context of Industry 4.0: Evidence from the textile and clothing industry. J. Clean. Prod. 2023, 391, 136184. [Google Scholar] [CrossRef]
- Abdul-Hamid, A.-Q.; Ali, M.H.; Tseng, M.-L.; Lan, S.; Kumar, M. Impending challenges on industry 4.0 in circular economy: Palm oil industry in Malaysia. Comput. Oper. Res. 2020, 123, 105052. [Google Scholar] [CrossRef]
- Rajput, S.; Singh, S.P. Connecting circular economy and industry 4.0. Int. J. Inf. Manag. 2019, 49, 98–113. [Google Scholar] [CrossRef]
- Stulga, P.; Whitfield, R.I.; Love, J.; Evans, D. Towards Sustainable Manufacturing with Industry 4.0: A Framework for the Textile Industry. Proc. Des. Soc. 2022, 2, 283–292. [Google Scholar] [CrossRef]
- Hoekstra, A.Y. Water Footprint Assessment: Evolvement of a New Research Field. Water Resour. Manag. 2017, 31, 3061–3081. [Google Scholar] [CrossRef]
- Singh, M.; Ahmed, S. IoT based smart water management systems: A systematic review. Mater. Proc. 2021, 46, 5211–5218. [Google Scholar] [CrossRef]
- Park, K.T.; Kang, Y.T.; Yang, S.G.; Zhao, W.B.; Kang, Y.S.; Im, S.J.; Kim, D.H.; Choi, S.Y.; Noh, S.D. Cyber Physical Energy System for Saving Energy of the Dyeing Process with Industrial Internet of Things and Manufacturing Big Data. Int. J. Precis. Eng. Manuf.-Green Technol. 2020, 7, 219–238. [Google Scholar] [CrossRef]
- Barreto-Fereira, J.R.; Petit-Torres, E.E. Explanatory models of the process of technological innovation in the organizations. Rev. Venez. Gerenc. 2017, 22, 387–405. [Google Scholar]
- Smetkowska, M.; Mrugalska, B. Using Six Sigma DMAIC to improve the quality of the production process: A case study. Procedia—Soc. Behav. Sci. 2018, 238, 590–596. [Google Scholar] [CrossRef]
- Trimarjoko, A.; Purba, H.H.; Nindiani, A. Consistency of DMAIC Phases Implementation on Six Sigma Method in Manufacturing and Service Industry: A Literature Review. Manag. Prod. Eng. Rev. 2020, 11, 34–45. [Google Scholar]
- Jamil, N.; Gholami, H.; Mat-Saman, M.Z.; Streimikiene, D.; Sharif, S.; Zakuan, N. DMAIC-based approach to sustainable value stream mapping: Towards a sustainable manufacturing system. Econ. Res.—Ekon. Istraz. 2020, 33, 331–360. [Google Scholar] [CrossRef]
- Mesa, D.; Renda, G.; Gorkin, R.; Kuys, B.; Cook, S.M. Implementing a Design Thinking Approach to De-Risk the Digitalisation of Manufacturing SMEs. Sustainability 2022, 14, 14358. [Google Scholar] [CrossRef]
- Heras-Rosas, C.; Herrera, J. Research Trends in Open Innovation and the Role of the University. J. Open Innov. Technol. Mark. Complex. 2021, 7, 29. [Google Scholar] [CrossRef]
- Küsters, D.; Praß, N.; Gloy, Y.S. Textile Learning Factory 4.0—Preparing Germany’s Textile Industry for the Digital Future. Procedia Manuf. 2017, 9, 214–221. [Google Scholar] [CrossRef]
- Cordero-Guridi, J.d.J.; Cuautle-Gutierrez, L.; Alvarez-Tamayo, R.I.; Caballero-Morales, S.O. Design and Development of a I4.0 Engineering Education Laboratory with Virtual and Digital Technologies Based on ISO/IEC TR 23842-1 Standard Guidelines. Appl. Sci. 2022, 12, 5993. [Google Scholar] [CrossRef]
- Turkyilmaz, A.; Shehab, E.; El-Thalji, I.; Ibraimov, N.; Dikhanbayeva, D.; Lukhmanov, Y.; Kabzhassarova, M.; Aitzhanova, M.; Yertayev, B.; Abilman, N. COMMA 4.0—Comprehensive Maturity Assessment Model for Industry 4.0; Nazarbayev University: Astana, Kazakhstan, 28 November 2021; Available online: https://comma4.net/ (accessed on 9 May 2023).
- Lichblau, K.; Stich, V.; Bertenrath, R.; Blum, M.; Bleider, M.; Millack, A.; Katharina, S.; Schmitz, E.; Schröter, M. Industrie 4.0-Readiness. Available online: https://www.industrie40-readiness.de/ (accessed on 9 May 2023).
- EDB Singapore. The Smart Industry Readiness Index (Siri)—Catalysing the Transformation of Manufacturing. Singapore Economic Development Board. Available online: https://www.edb.gov.sg/en/about-edb/media-releases-publications/advanced-manufacturing-release.html (accessed on 9 May 2023).
- Henrique, D.; Freitas-Rentes, A.; Godinho-Filho, M.; Francisco-Esposposto, K. A new value stream mapping approach for healthcare environments. Prod. Plan. Control 2016, 27, 24–48. [Google Scholar] [CrossRef]
- Mittal, S.; Romero, D.; Wuest, T. Towards a Smart Manufacturing Toolkit for SMEs. In Proceedings of the 15th IFIP International Conference on Product Lifecycle Management (PLM 2018): Product Lifecycle Management to Support Industry 4.0, Turin, Italy, 2–4 July 2018; Springer: Berlin/Heidelberg, Germany, 2018; pp. 476–487. [Google Scholar]
- Zhang, Z.; He, T.; Zhu, M.; Sun, Z.; Shi, Q.; Zhu, J.; Dong, B.; Yuce, M.R.; Lee, C. Deep learning-enabled triboelectric smart socks for IoT-based gait analysis and VR applications. NPJ Flex. Electron. 2020, 4, 29. [Google Scholar] [CrossRef]
- Radanliev, P.; De-Roure, D. New and emerging forms of data and technologies: Literature and bibliometric review. Multimed. Tools Appl. 2023, 82, 2887–2911. [Google Scholar] [CrossRef]
- Radanliev, P.; De-Roure, D.; Nicolescu, R.; Huth, M.; Santos, O. Artificial Intelligence and the Internet of Things in Industry 4.0. CCF Trans. Pervasive Comput. Interact. 2021, 3, 329–338. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caballero-Morales, S.-O.; Cuautle-Gutiérrez, L.; Cordero-Guridi, J.-d.-J.; Alvarez-Tamayo, R.-I. Six-Sigma Reference Model for Industry 4.0 Implementations in Textile SMEs. Sustainability 2023, 15, 12589. https://doi.org/10.3390/su151612589
Caballero-Morales S-O, Cuautle-Gutiérrez L, Cordero-Guridi J-d-J, Alvarez-Tamayo R-I. Six-Sigma Reference Model for Industry 4.0 Implementations in Textile SMEs. Sustainability. 2023; 15(16):12589. https://doi.org/10.3390/su151612589
Chicago/Turabian StyleCaballero-Morales, Santiago-Omar, Luis Cuautle-Gutiérrez, José-de-Jesús Cordero-Guridi, and Ricardo-Iván Alvarez-Tamayo. 2023. "Six-Sigma Reference Model for Industry 4.0 Implementations in Textile SMEs" Sustainability 15, no. 16: 12589. https://doi.org/10.3390/su151612589
APA StyleCaballero-Morales, S.-O., Cuautle-Gutiérrez, L., Cordero-Guridi, J.-d.-J., & Alvarez-Tamayo, R.-I. (2023). Six-Sigma Reference Model for Industry 4.0 Implementations in Textile SMEs. Sustainability, 15(16), 12589. https://doi.org/10.3390/su151612589