
Analysis of Debonding Failures of the Screen and Case during Tablet Drop
Abstract
:1. Introduction
2. Theory and Methodology
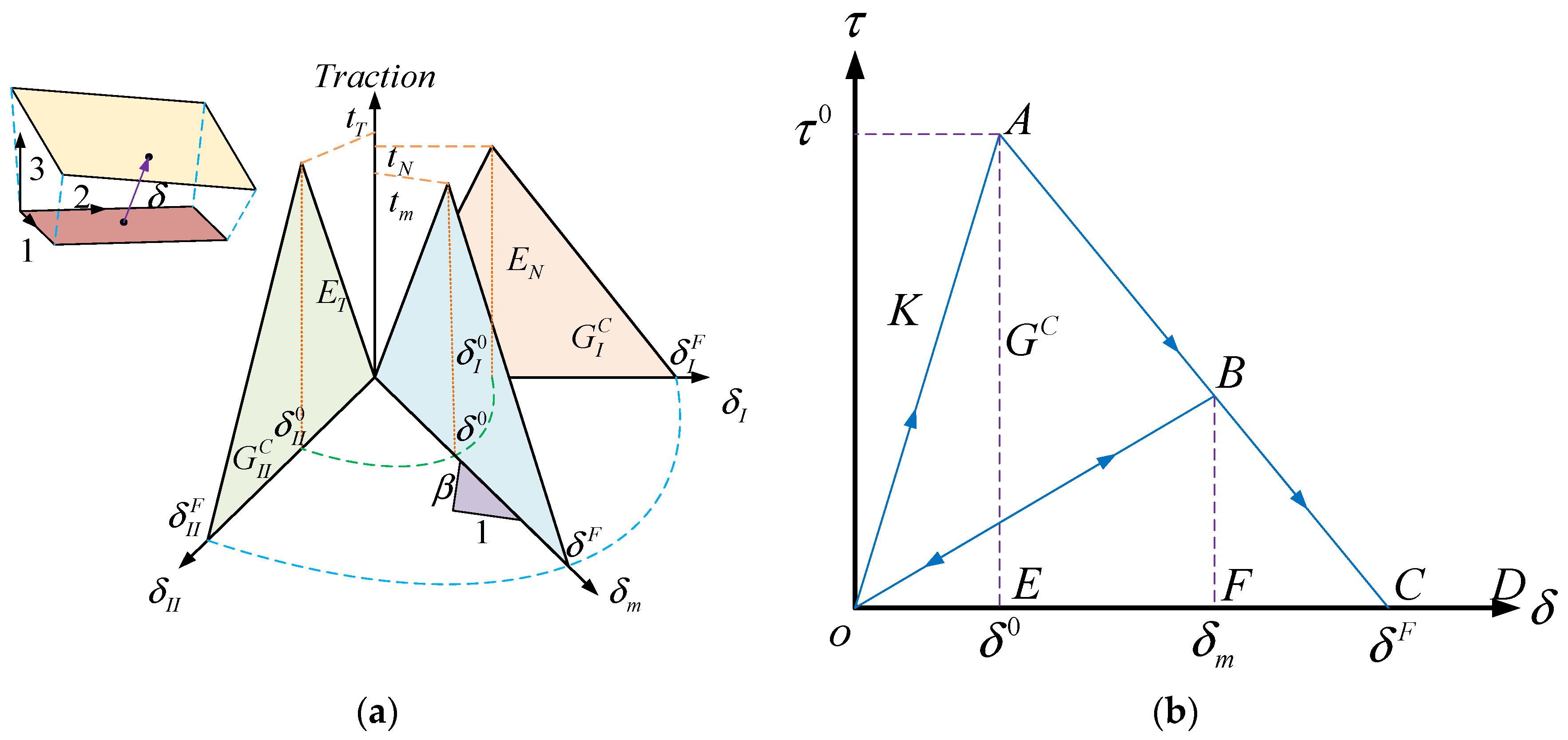
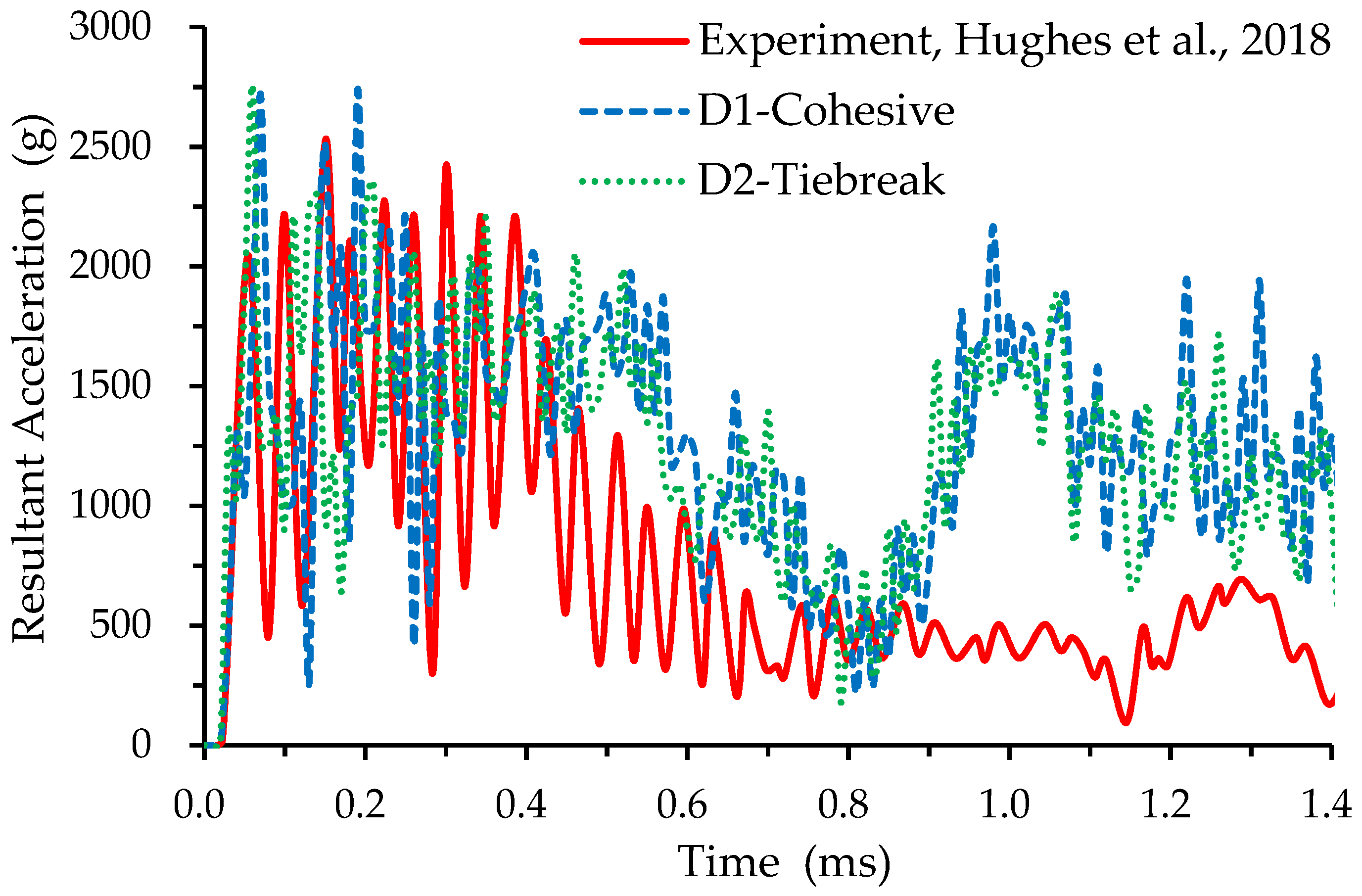
2.1. Cohesive Zone Model
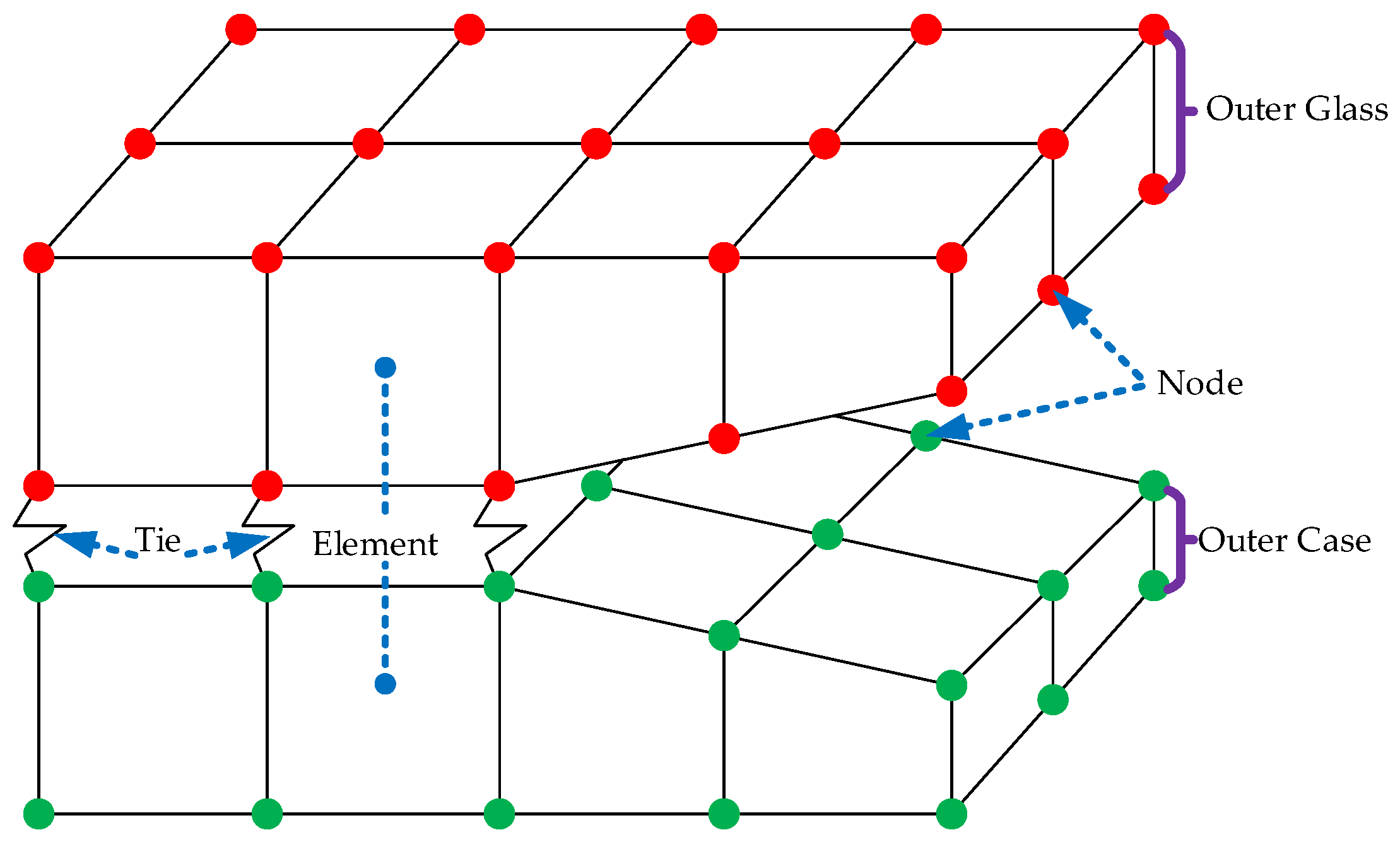
2.2. Tiebreak Contact
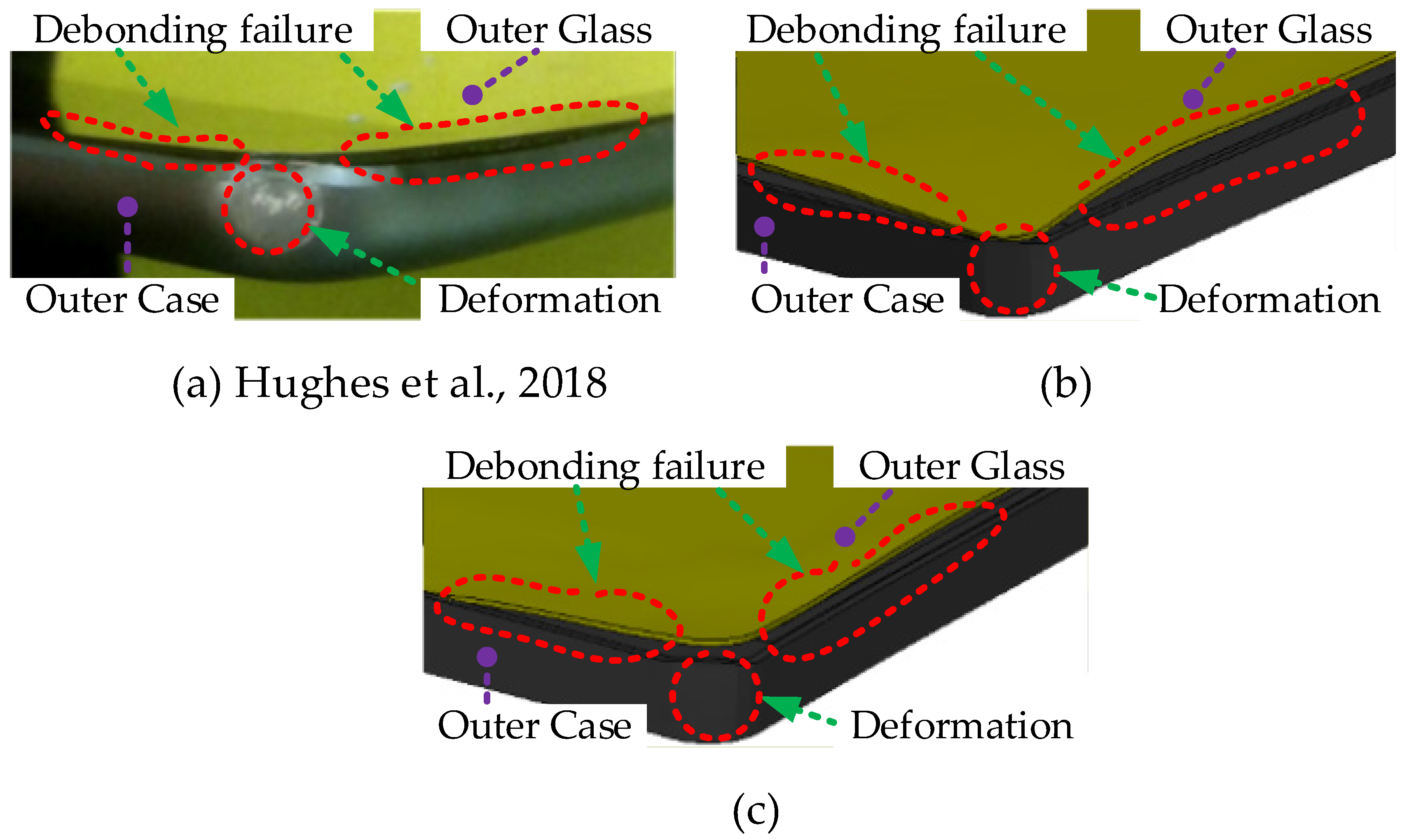
3. Debonding Failure Simulations
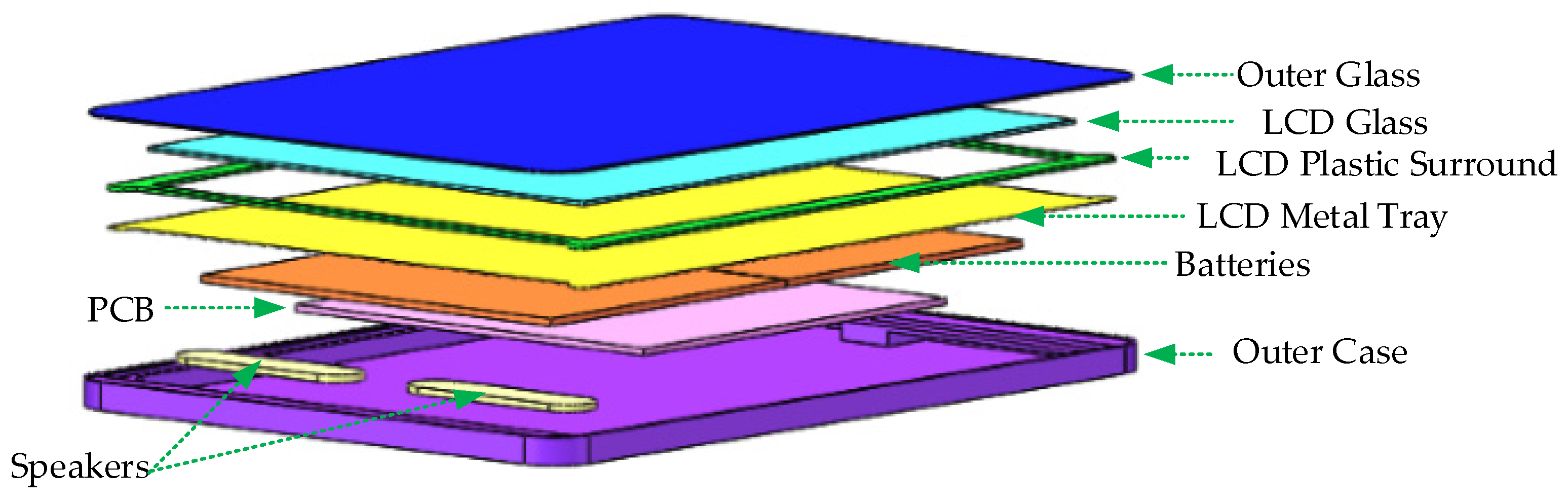
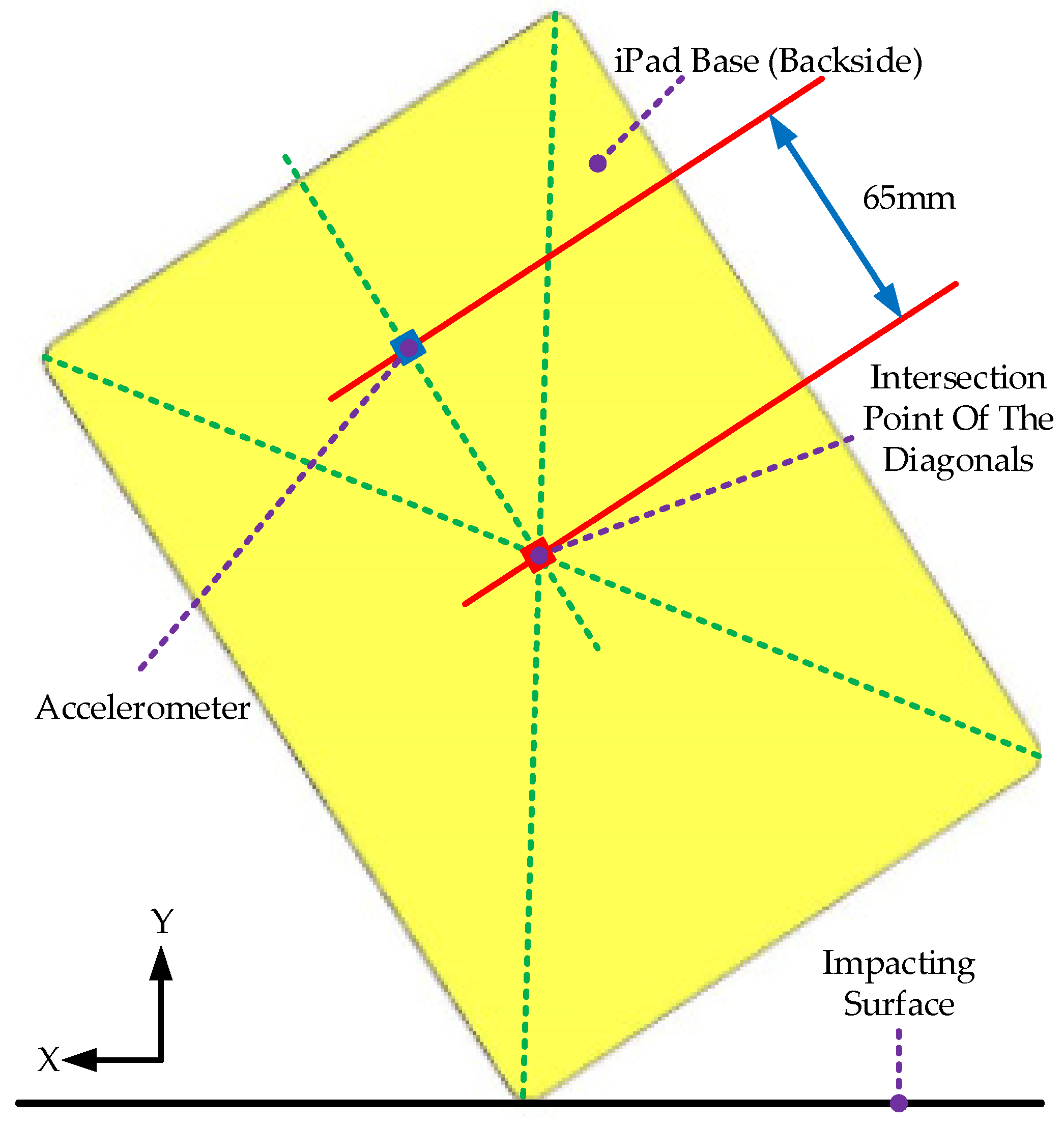
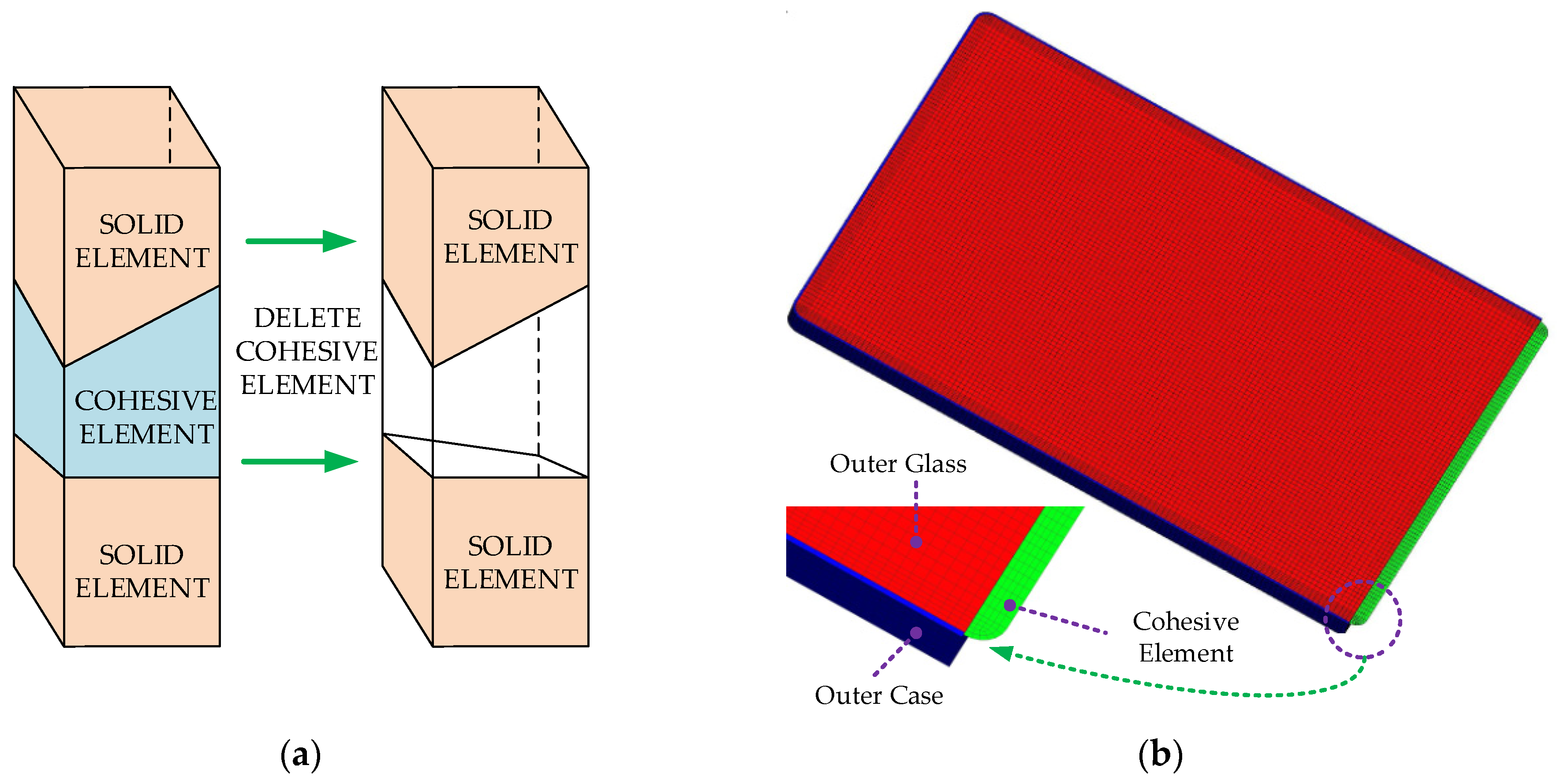
3.1. Finite Element Model
3.2. Definition of the Cohesive Zone Model and Tiebreak Contact
3.2.1. Definition of the Cohesive Zone Model
3.2.2. Definition of Tiebreak Contact
3.3. Definition of the Model Material
3.4. Contact Algorithm and Other Definitions
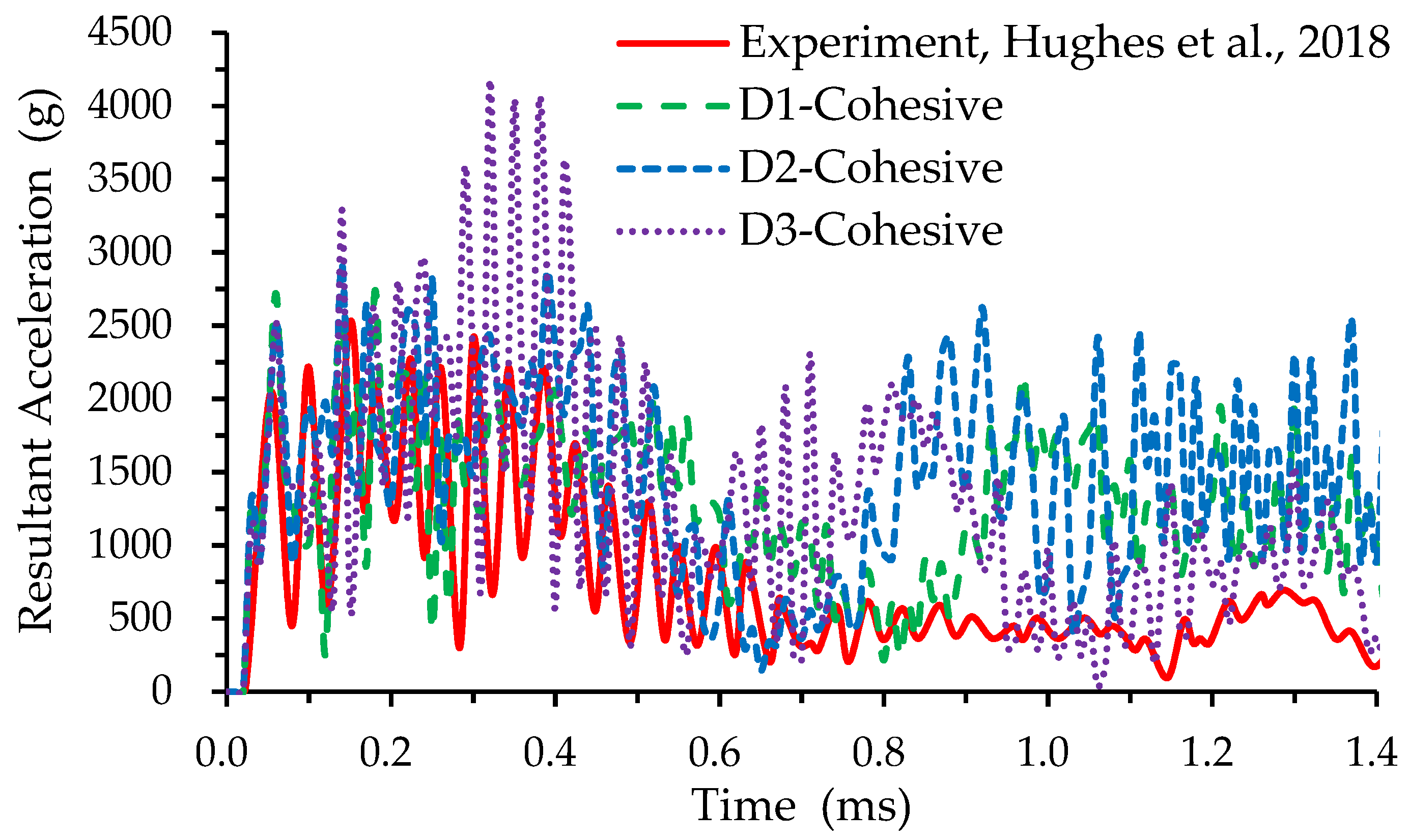
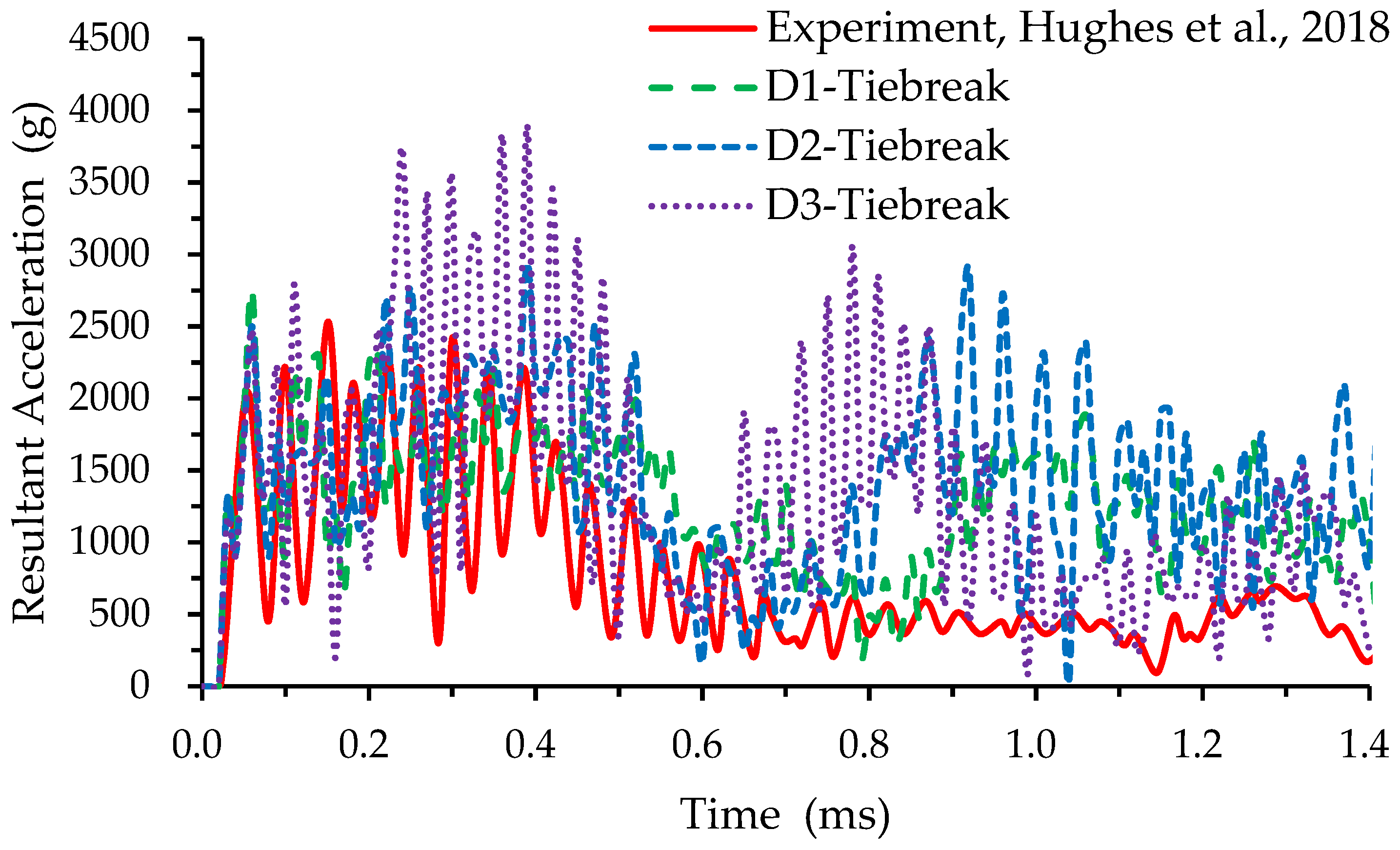
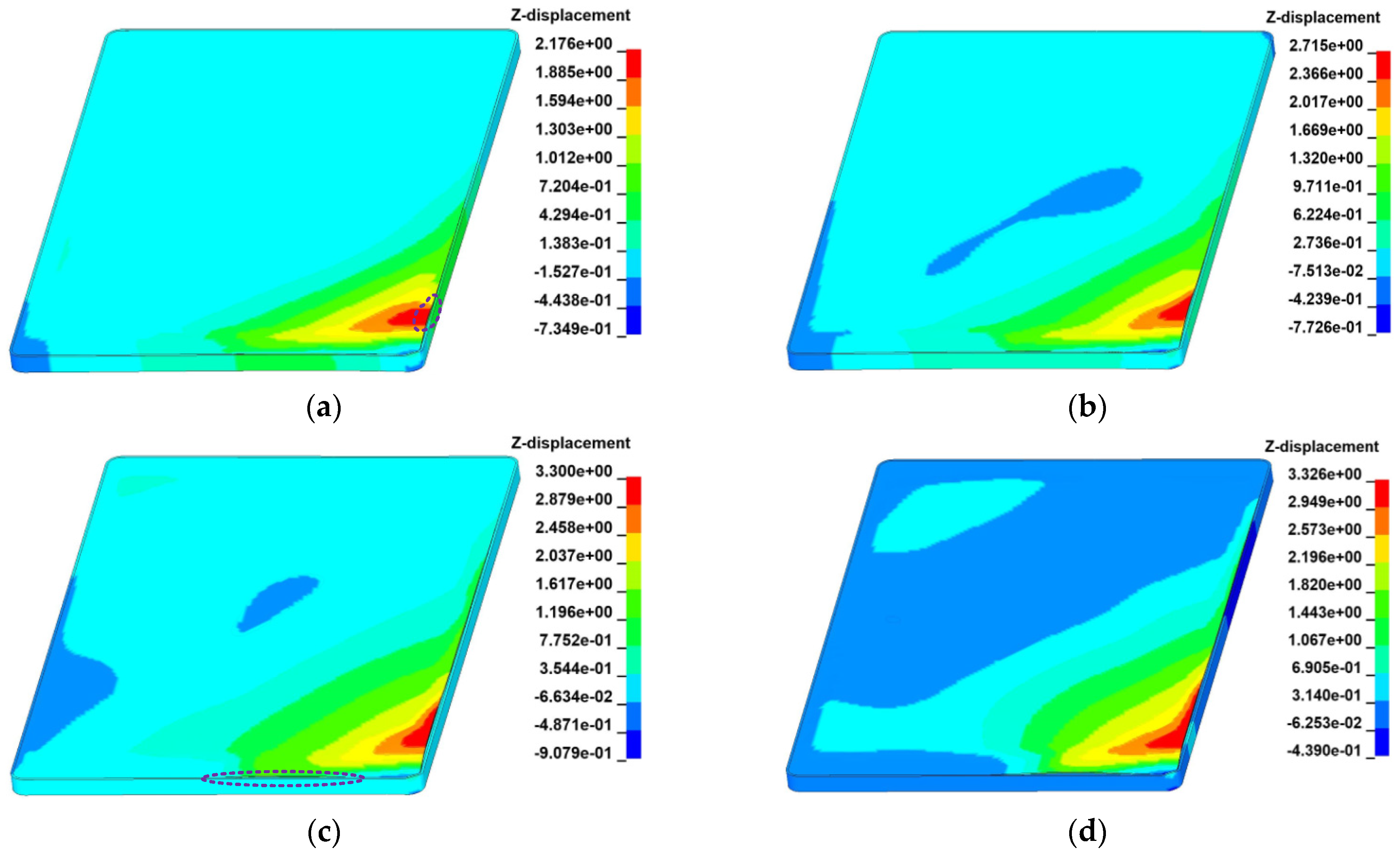
3.5. Results and Discussions
4. Analysis of Influential Factors
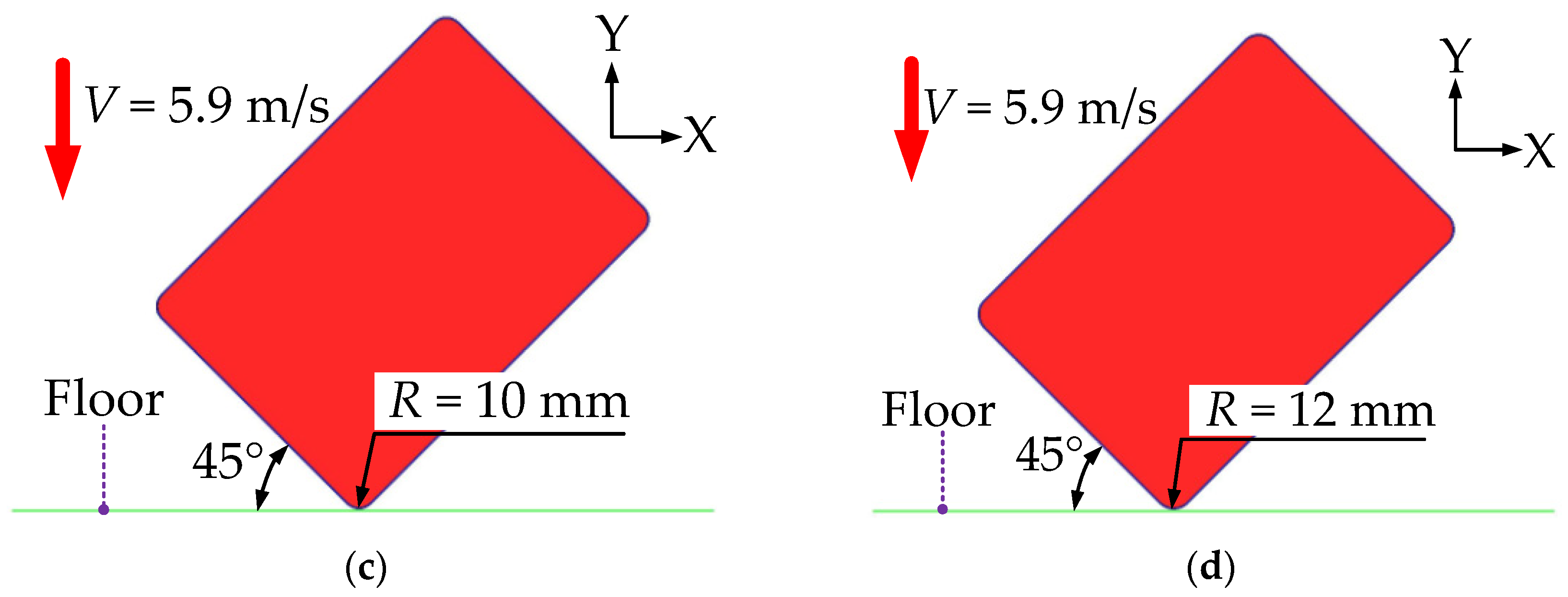
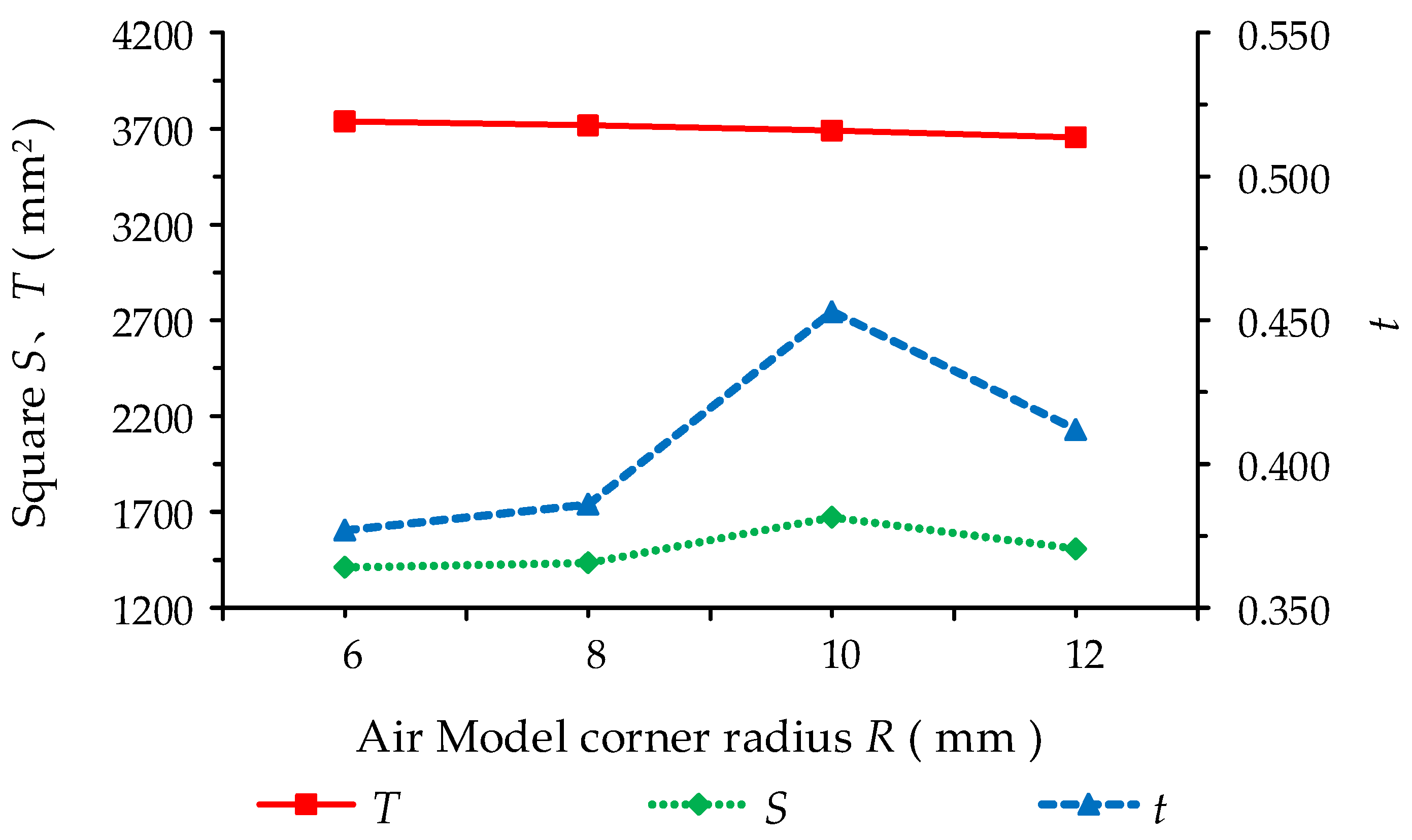
4.1. The Effect of Different Radii of Rounded Corners on Debonding
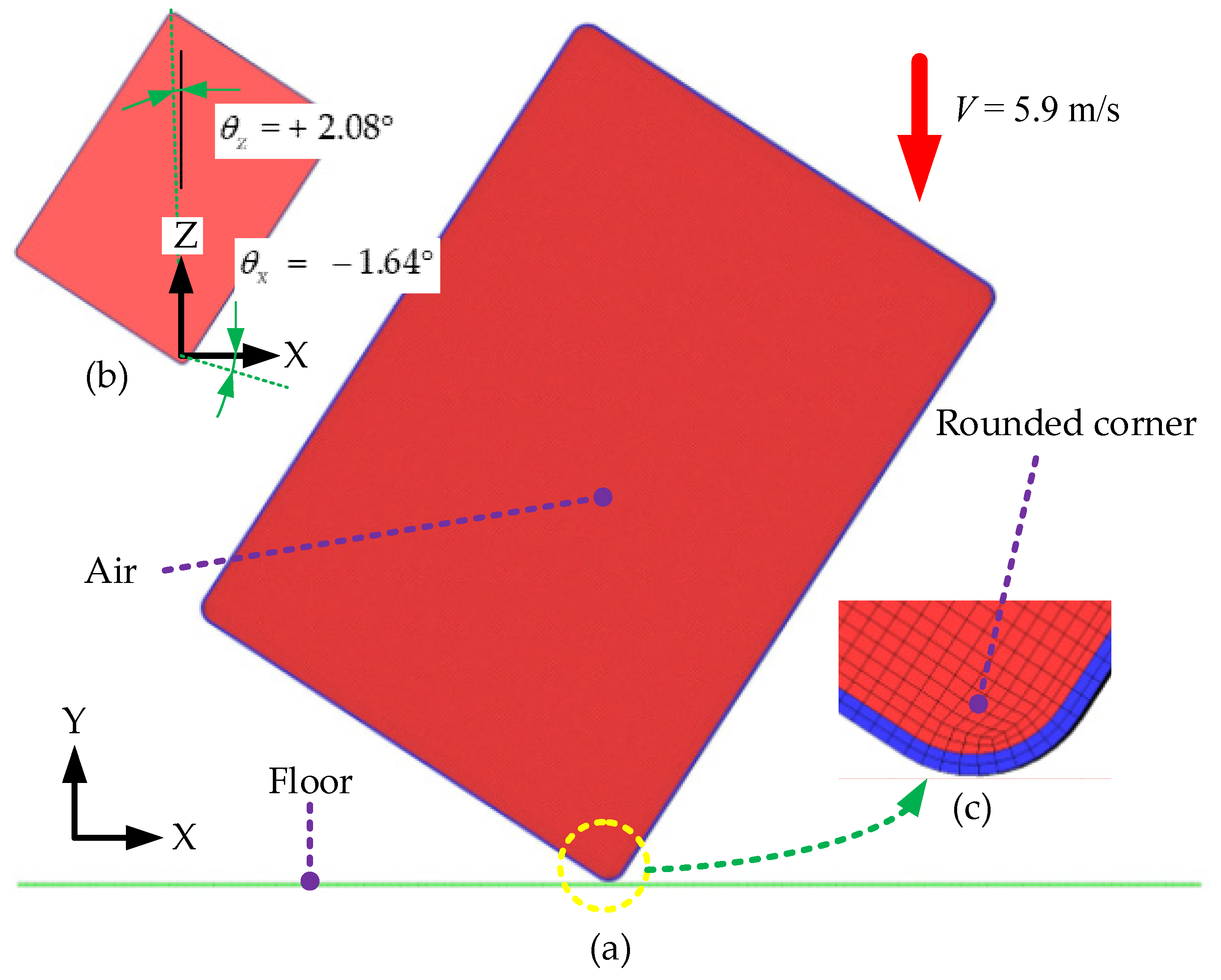
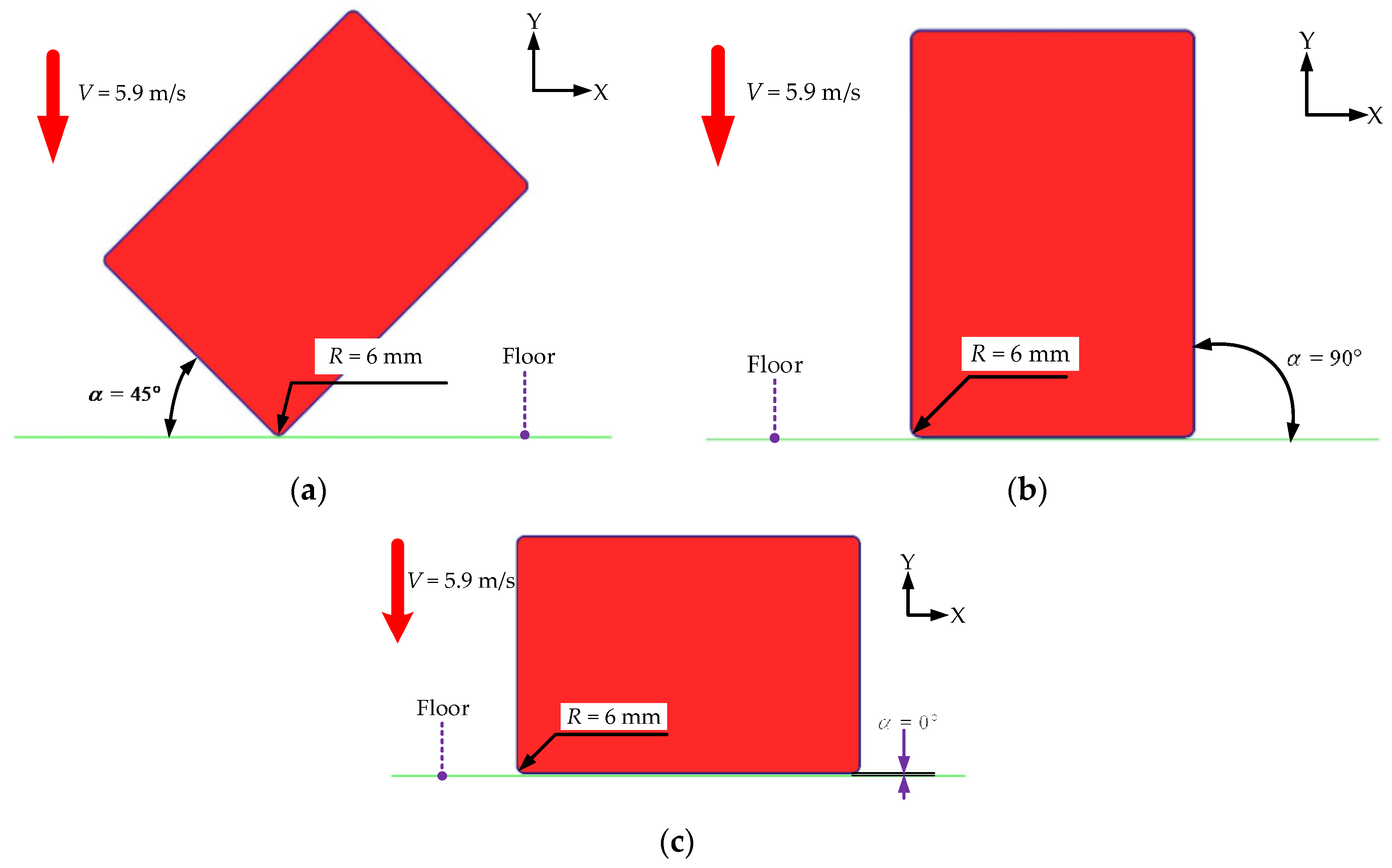
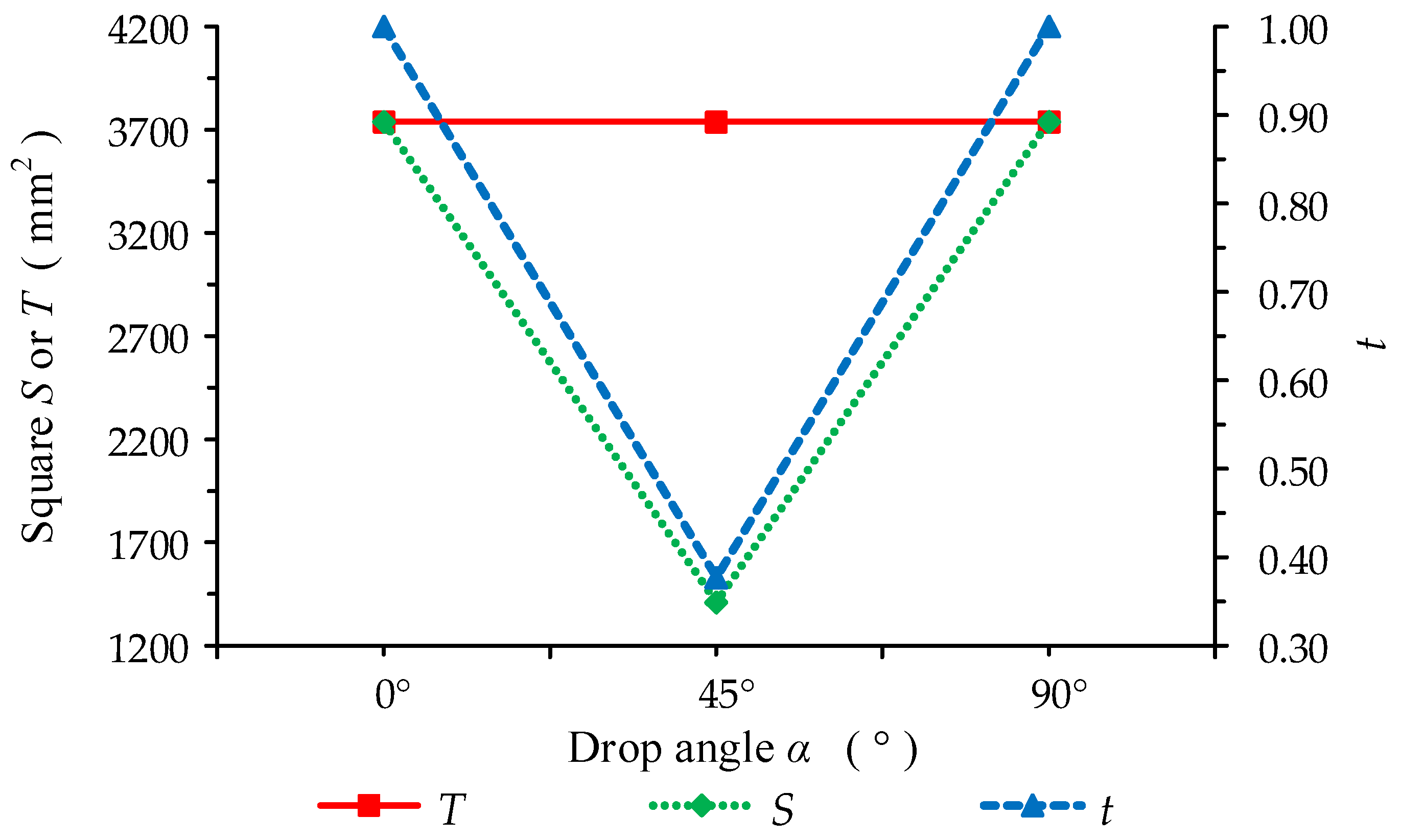
4.2. Effect of Dropping with Different Positions on Debonding in the XY Plane
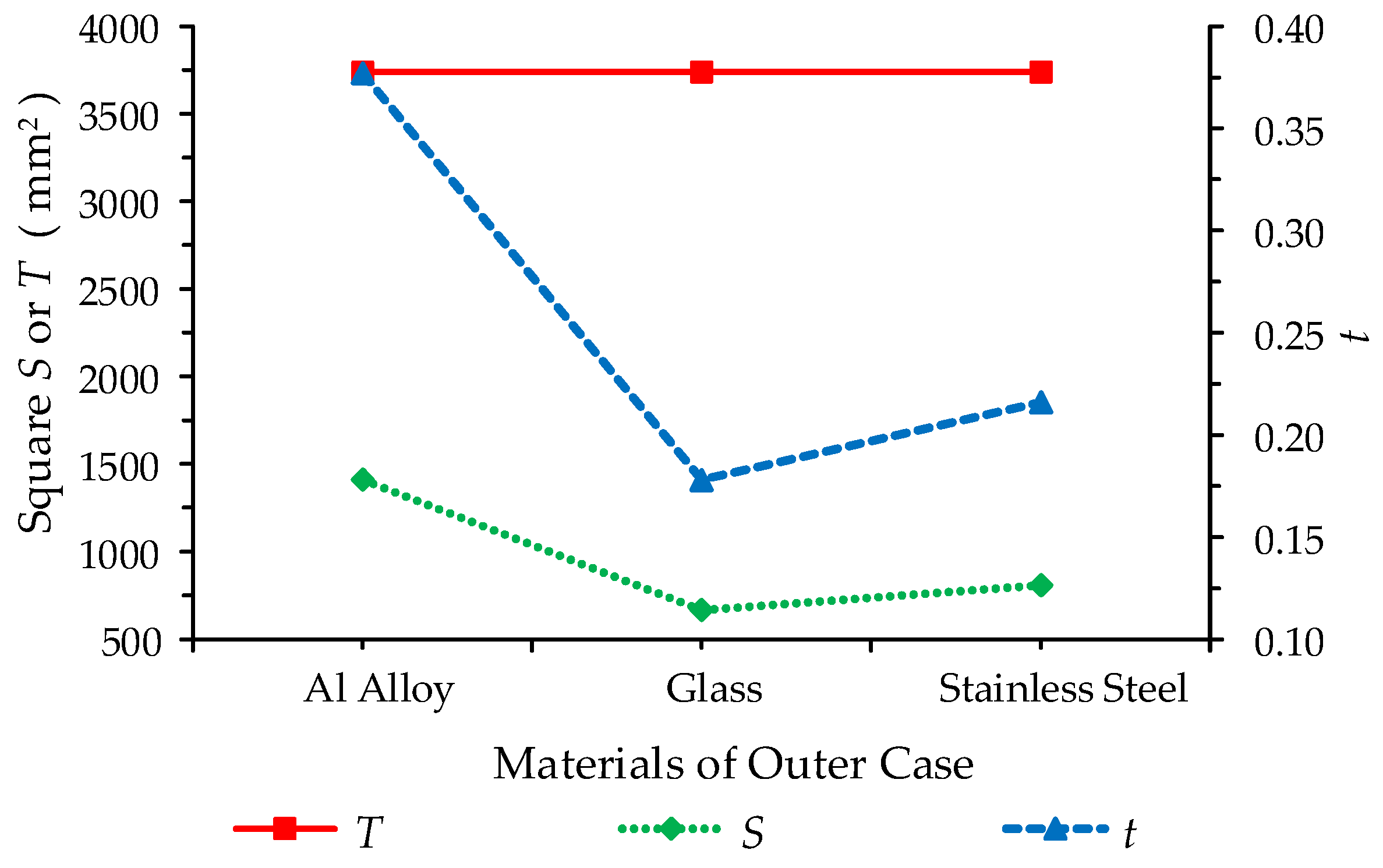
4.3. Effect of Various Materials of Outer Case on Debonding
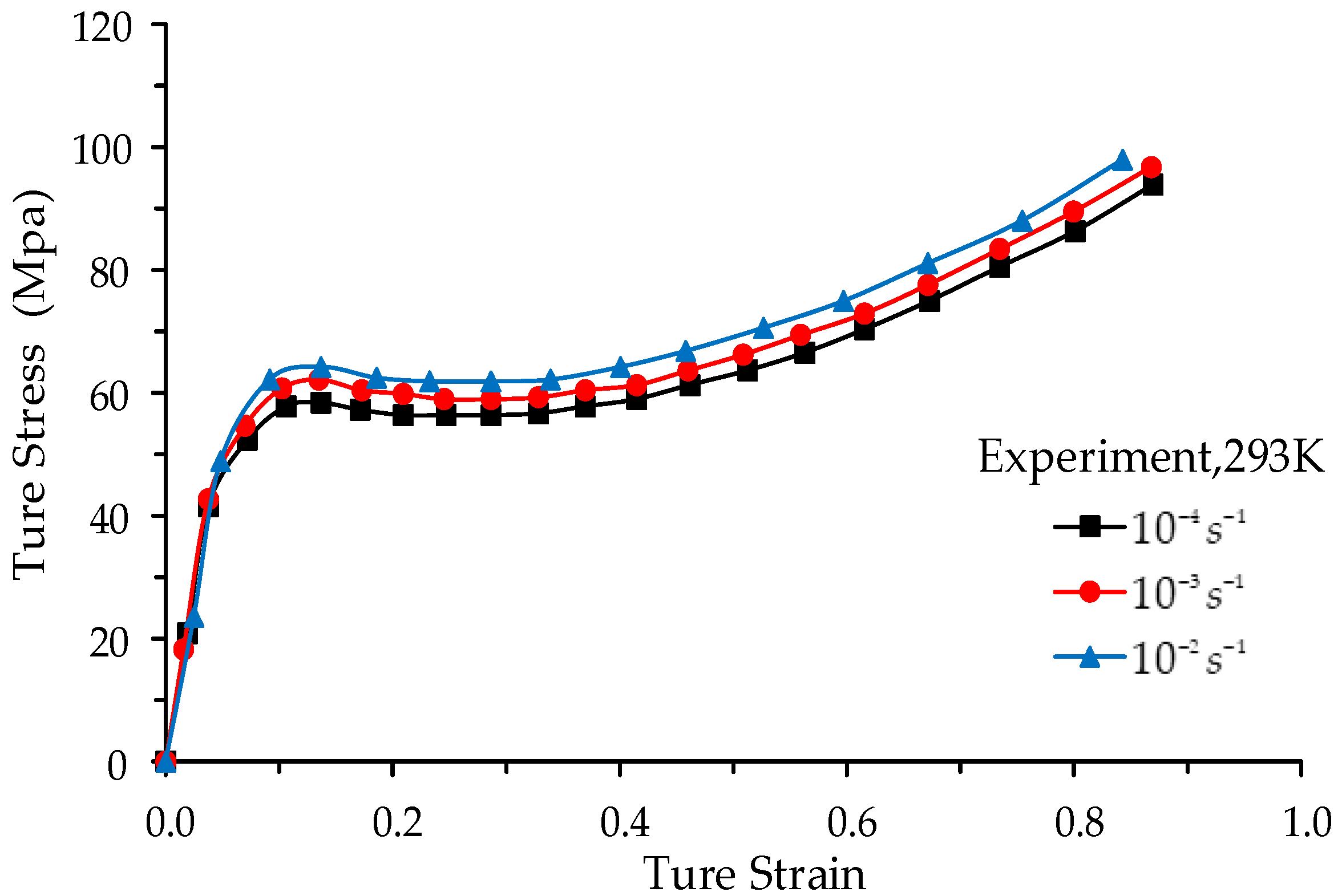
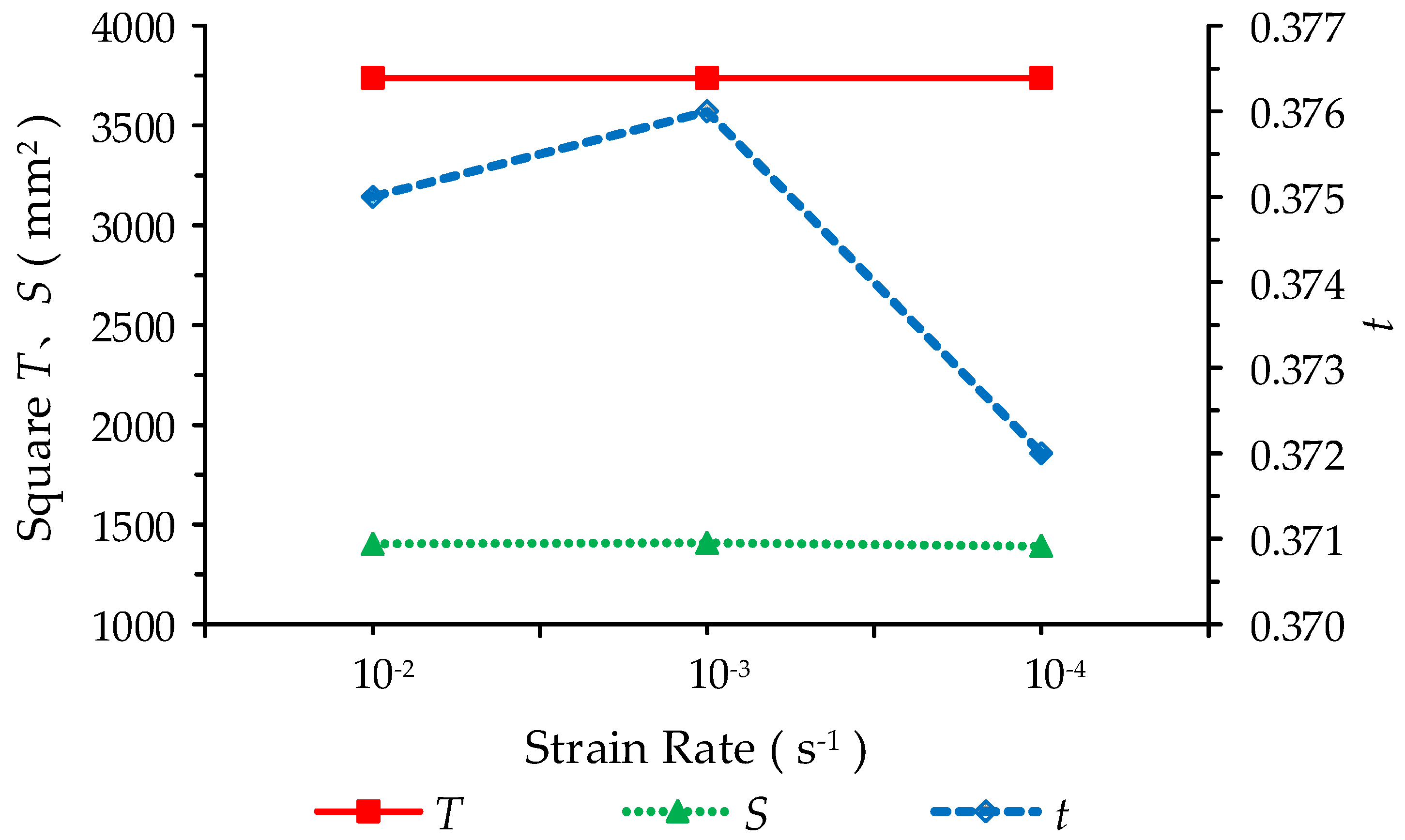
4.4. Effect of Debonding on Different Strain Rates of PC/ABS
5. Conclusions
- (1)
- Different Air model rounded corner radii and PC/ABS strain rates have less effect on debonding between the outer case and outer glass of the Air model; t has a maximum difference of 0.004 for the PC/ABS strain rate from 10−2 s−1 to 10−4 s−1, and t has a maximum difference of 0.076 for the increase in R from 6 mm to 12 mm.
- (2)
- The Air model drops in the XY plane at various angles, and different outer case materials have a greater effect on the debonding of the Air model’s outer case and outer glass. When the Air model is dropped at α = 45°, t is the smallest, 0.377 times that of the Air model dropped at α = 0° or α = 90°; when the Air model’s outer case material is glass, t is the smallest, 0.48 times that of the Air model with an aluminum alloy outer case.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hwan, C.-L.; Lin, M.-J.; Lo, C.-C.; Chen, W.-L. Drop tests and impact simulation for cell phones. J. Chin. Inst. Eng. 2011, 34, 337–346. [Google Scholar] [CrossRef]
- Liu, Z.; Shi, L.; Chen, Z.; Zhu, W. Effect of design factors of a mobile phone on the reliability risks of on-board packages under product-level drop conditions. In Proceedings of the 2020 21st International Conference on Electronic Packaging Technology (ICEPT), Guangzhou, China, 12–15 August 2020; pp. 1–5. [Google Scholar]
- Gorelchenko, P.; Zhang, B.; Hu, G. Cover glass behavior in handheld device drop: Modeling; validation and design evaluation. In Proceedings of the 2016 IEEE Accelerated Stress Testing & Reliability Conference (ASTR), Pensacola Beach, FL, USA, 28–30 September 2016; pp. 1–7. [Google Scholar]
- Liu, Z.; Fang, M.; Shi, L.; Chen, Z.; Li, J.; Long, H.; Zhu, W. Numerical and Experimental Analyses of Component Failure Risk in a Mobile Phone Under Drop Test. IEEE Trans. Compon. Packag. Manuf. Technol. 2022, 12, 69–79. [Google Scholar] [CrossRef]
- Zhang, B.; Gorelchenko, P.; Hu, G. A study of 3D cover glass design that improves handheld device drop reliability. J. Soc. Inf. Disp. 2016, 24, 721–725. [Google Scholar] [CrossRef]
- Akano, T.T.; Olayiwola, P.S. Numerical Investigation into the Effect of Laminated Casing on the Impact Resistance of Smartphone Screens. Comput. Eng. Phys. Model. 2019, 2, 58–77. [Google Scholar]
- Hagara, M.; Huňady, R.; Lengvarský, P.; Bocko, J. The Methodology for Realization of Smartphone Drop Test Using Digital Image Correlation. Am. J. Mech. Eng. 2016, 4, 423–428. [Google Scholar]
- Cao, Z.; Li, W.; Chen, Z.; Wang, F.; Shang, W. Free-drop simulation and analysis of Full-screen smartphone based on ABAQUS/CAE. J. Phys. Conf. Ser. 2021, 1786, 012015. [Google Scholar] [CrossRef]
- Hughes, K.; Vignjevic, R.; Corcoran, F.; Gulavani, O.; De Vuyst, T.; Campbell, J.; Djordjevic, N. Transferring momentum: Novel drop protection concept for mobile devices. Int. J. Impact Eng. 2018, 117, 85–101. [Google Scholar] [CrossRef]
- Jang, J.; Sung, M.; Han, S.; Yu, W.-R. Prediction of delamination of steel-polymer composites using cohesive zone model and peeling tests. Compos. Struct. 2017, 160, 118–127. [Google Scholar] [CrossRef]
- Pisavadia, H.; Toussaint, G.; Dolez, P.; Hogan, J.D. Cohesive zone failure modeling of polymeric adhesives used in ceramic/metal armor. Int. J. Impact Eng. 2022, 170, 104364. [Google Scholar] [CrossRef]
- Shen, Y.; Wang, Y.; Du, S.; Yang, Z.; Cheng, H.; Wang, F. Effects of the adhesive layer on the multi-hit ballistic performance of ceramic/metal composite armors. J. Mater. Res. Technol. 2021, 13, 1496–1508. [Google Scholar] [CrossRef]
- Xu, Y.; Guo, Y.; Liang, L.; Liu, Y.; Wang, X. A unified cohesive zone model for simulating adhesive failure of composite structures and its parameter identification. Compos. Struct. 2017, 182, 555–565. [Google Scholar] [CrossRef]
- Fang, H.; Wang, D. Simulation Analysis of Delamination Damage for the Thick-Walled Composite-Overwrapped Pressure Vessels. Materials 2022, 15, 6880. [Google Scholar] [CrossRef] [PubMed]
- Dogan, F.; Hadavinia, H.; Donchev, T.; Bhonge, P. Delamination of impacted composite structures by cohesive zone interface elements and tiebreak contact. Open Eng. 2012, 2, 612–626. [Google Scholar] [CrossRef]
- Mukherjee, B.; Dillard, D.A.; Moore, R.B.; Batra, R.C. Debonding of confined elastomeric layer using cohesive zone model. Int. J. Adhes. Adhes. 2016, 66, 114–127. [Google Scholar] [CrossRef]
- Guo, D.; Zhou, H.; Wang, H.-P.; Dai, J.-G. Effect of temperature variation on the plate-end debonding of FRP-strengthened steel beams: Coupled mixed-mode cohesive zone modeling. Eng. Fract. Mech. 2022, 270, 108583. [Google Scholar] [CrossRef]
- Ye, J.; Yan, Y.; Li, J.; Hong, Y.; Tian, Z. 3D explicit finite element analysis of tensile failure behavior in adhesive-bonded composite single-lap joints. Compos. Struct. 2018, 201, 261–275. [Google Scholar] [CrossRef]
- Sy, B.L.; Fawaz, Z.; Bougherara, H. Numerical simulation correlating the low velocity impact behaviour of flax/epoxy laminates. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105582. [Google Scholar] [CrossRef]
- Wang, J.; Bihamta, R.; Morris, T.P.; Pan, Y.-C. Numerical and Experimental Investigation of a Laminated Aluminum Composite Structure. Appl. Compos. Mater. 2019, 26, 1177–1188. [Google Scholar] [CrossRef]
- McGregor, C.; Zobeiry, N.; Vaziri, R.; Poursartip, A.; Xiao, X. Calibration and validation of a continuum damage mechanics model in aid of axial crush simulation of braided composite tubes. Compos. Part A Appl. Sci. Manuf. 2017, 95, 208–219. [Google Scholar] [CrossRef]
- Barenblatt, G. The formation of equilibrium cracks during brittle fracture. General ideas and hypotheses. Axially-symmetric cracks. J. Appl. Math. Mech. 1959, 23, 622–636. [Google Scholar] [CrossRef]
- Dugdale, D.S. Yielding of steel sheets containing slits. J. Mech. Phys. Solids 1960, 8, 100–104. [Google Scholar] [CrossRef]
- Lin, D.; Wang, D.; Chen, S.; Zang, M. Numerical simulations of impact fracture behavior of an automotive windshield glazing: An intrinsic cohesive approach. Compos. Struct. 2018, 186, 79–93. [Google Scholar] [CrossRef]
- Gao, W.; Xiang, J.; Chen, S.; Yin, S.; Zang, M.; Zheng, X. Intrinsic cohesive modeling of impact fracture behavior of laminated glass. Mater. Des. 2017, 127, 321–335. [Google Scholar] [CrossRef]
- Benzeggagh, M.L.; Kenane, M. Measurement of mixed-mode delamination fracture toughness of unidirectional glass/epoxy composites with mixed-mode bending apparatus. Compos. Sci. Technol. 1996, 56, 439–449. [Google Scholar] [CrossRef]
- Livermore Software Technology. Tie-Break Contacts in LS-DYNA. Available online: https://www.d3view.com/tiebreak-contact-in-ls-dyna (accessed on 4 September 2007).
- Livermore Software Technology. LS-DYNA® Keywords User’s Manual; LS-DYNA R13; Livermore Software Technology: Livermore, CA, USA, 2021. [Google Scholar]
- Jayakumar, S.; Hajdarevic, A.; Anand, S.; Fang, X. Experimental and FE analyses of the crushing and bending behaviors of GMT and hybrid-formed Al-GMT structures. Thin-Walled Struct. 2023, 186, 110648. [Google Scholar] [CrossRef]
- Liping, Z. Modeling technique for reliability assessment of portable electronic product subjected to drop impact loads. In Proceedings of the 53rd Electronic Components and Technology Conference, New Orleans, LA, USA, 27–30 May 2003; pp. 100–104. [Google Scholar]
- Freed, Y.; Salviato, M.; Zobeiry, N. Implementation of a probabilistic machine learning strategy for failure predictions of adhesively bonded joints using cohesive zone modeling. Int. J. Adhes. Adhes. 2022, 118, 103226. [Google Scholar] [CrossRef]
- Fernando, D.; Yu, T.; Teng, J.G. Behavior of CFRP Laminates Bonded to a Steel Substrate Using a Ductile Adhesive. J. Compos. Constr. 2014, 18, 04013040. [Google Scholar] [CrossRef]
- Wang, Z.; Xian, G. Cohesive zone model prediction of debonding failure in CFRP-to-steel bonded interface with a ductile adhesive. Compos. Sci. Technol. 2022, 230, 109315. [Google Scholar] [CrossRef]
- Peng, X.; Yong, H.; Zhang, X.; Zhou, Y. Analysis of delamination and heat conductivity of epoxy impregnated pancake coils using a cohesive zone model. Eng. Fract. Mech. 2021, 245, 107555. [Google Scholar] [CrossRef]
- Fang, Q.-Z.; Wang, T.; Beom, H.; Li, H. Effect of cyclic loading on tensile properties of PC and PC/ABS. Polym. Degrad. Stab. 2008, 93, 1422–1432. [Google Scholar] [CrossRef]
- Mura, A.; Adamo, F.; Wang, H.; Leong, W.S.; Ji, X.; Kong, J. Investigation about tribological behavior of ABS and PC-ABS polymers coated with graphene. Tribol. Int. 2019, 134, 335–340. [Google Scholar] [CrossRef]
- Pandouria, A.K.; Kumar, S.; Tiwari, V. Determination of static and dynamic fracture initiation toughness and numerical simulation of dynamic 3-point bend experiments of Al6063-T6. Mech. Res. Commun. 2023, 128, 104070. [Google Scholar] [CrossRef]
- Xu, X.; Liu, B.; Li, Y. Investigation on Dynamic Propagation Characteristics of In-Plane Cracks in PVB Laminated Glass Plates. Adv. Mater. Sci. Eng. 2016, 2016, 4082926. [Google Scholar] [CrossRef]
- Chen, C.; Wang, X.; Hou, H.; Cheng, Y.; Zhang, P.; Liu, J. Effect of strength matching on failure characteristics of polyurea coated thin metal plates under localized air blast loading: Experiment and numerical analysis. Thin-Walled Struct. 2020, 154, 106819. [Google Scholar] [CrossRef]
- Chakherlou, T.; Razavi, M.; Abazadeh, B. Finite element investigations of bolt clamping force and friction coefficient effect on the fatigue behavior of aluminum alloy 2024-T3 in double shear lap joint. Eng. Fail. Anal. 2013, 29, 62–74. [Google Scholar] [CrossRef]
- Panait, A.; He, Q.-C.; Saada, R.A.; Bary, B.; Cossavella, M.; Morcant, K. Experimental investigation of the time-dependent dry frictional behaviour of glass and aluminium. Wear 2004, 257, 271–278. [Google Scholar] [CrossRef]
- Suhr, B.; Six, K. On the effect of stress dependent interparticle friction in direct shear tests. Powder Technol. 2016, 294, 211–220. [Google Scholar] [CrossRef]
- Yu, G.-C.; Wu, L.-Z.; Ma, L.; Xiong, J. Low velocity impact of carbon fiber aluminum laminates. Compos. Struct. 2015, 119, 757–766. [Google Scholar] [CrossRef]
- Setyobudi, R.H.; Gan, S.S.; Anggono, J.; Wahjudi, D.; Tanoto, Y.; Randy; Hutasoit, N.; Suprianto, F.D.; Mel, M.; Anne, O.; et al. A Feasibility Study of Mobile Phone Casings Remanufacturing. In E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2019; Volume 130. [Google Scholar]
- Liu, B.; Xu, T.; Xu, X.; Wang, Y.; Sun, Y.; Li, Y. Energy absorption mechanism of polyvinyl butyral laminated windshield subjected to head impact: Experiment and numerical simulations. Int. J. Impact Eng. 2016, 90, 26–36. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y. Investigation of bird-strike resistance of composite sandwich curved plates with lattice/foam cores. Thin-Walled Struct. 2023, 182, 110203. [Google Scholar] [CrossRef]
- Gao, Y.; Wu, Q.; Wei, X.; Zhou, Z.; Xiong, J. Composite tree-like re-entrant structure with high stiffness and controllable elastic anisotropy. Int. J. Solids Struct. 2020, 206, 170–182. [Google Scholar] [CrossRef]
- Zheng, C.; Yu, W. Effect of low-temperature on mechanical behavior for an AISI 304 austenitic stainless steel. Mater. Sci. Eng. A 2018, 710, 359–365. [Google Scholar] [CrossRef]
- Wang, H.; Zhou, H.; Huang, Z.; Zhang, Y.; Qiao, H.; Yu, Z. Experimental investigation and modeling of the mechanical behavior of PC/ABS during monotonic and cyclic loading. Polym. Test. 2016, 50, 216–223. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Element Type | Element Average Size (mm) | Element Number | |
|---|---|---|---|---|
| Outer case | Impactor Corner | SOLID | 0.975 | 36,885 |
| Main Case | 1.5 | |||
| Outer glass | Impactor Corner | SOLID | 0.975 | 18,499 |
| Main Glass | 1.5 | |||
| PCB | TSHELL | 3.375 | 1260 | |
| Batteries | SOLID | 3.375 | 2016 | |
| LCD metal tray | TSHELL | 3.0 | 4015 | |
| LCD plastic surround | SHELL | 1.5 | 6984 | |
| LCD glass | SOLID | 1.5 | 13,200 | |
| Speaker(s) | SOLID | 3.0 | 198 | |
| Rigid floor | SHELL | 4.5 | 16,198 | |
| Accelerometer | - | - | - | |
| Total | - | - | 99,255 | |
| Components | Materials Model | Density (kg/m3) | Youngs’ Modulus (GPa) | Poisson’s Ratio | Yield Stress (Mpa) |
|---|---|---|---|---|---|
| Outer case | MAT098 | 2700 [37] | 70.2 [37] | 0.33 | - |
| PCB | MAT024 | 2700 | 70.2 | 0.34 | 156.3 [37] |
| Batteries | MAT024 | 2700 | 70.2 | 0.33 | 156.3 |
| LCD matel tray | MAT001 | 7800 | 210.0 | 0.33 | - |
| LCD plastic surround | MAT024 | 1150 [36] | 2.2 | 0.44 | 57.77 [35] |
| LCD glass | MAT001 | 2500 [38] | 72.0 [38] | 0.22 | - |
| Speaker(s) | MAT024 | 2700 | 70.2 | 0.34 | 156.3 |
| Outer glass | MAT001 | 2500 | 72.0 | 0.22 | - |
| Rigid floor | MAT020 | 7800 | 210.0 | 0.33 | - |
| Materials | Friction Coefficient |
|---|---|
| Aluminum Alloy–Aluminum Alloy | 0.40 [40] |
| Aluminum Alloy–Steel | 0.17 [43] |
| Glass–Glass | 0.20 [42] |
| Glass–Steel | 0.13 [42] |
| Aluminum Alloy–Glass | 0.25 [41] |
| The Radius of Corner R (mm) | Total Area of Cohesive Element T (mm2) | The Area of Deleted Cohesive Element S (mm2) | t |
|---|---|---|---|
| 6 | 3738.1 | 1410.8 | 0.377 |
| 8 | 3717.5 | 1434.9 | 0.386 |
| 10 | 3690.0 | 1672.6 | 0.453 |
| 12 | 3655.7 | 1507.7 | 0.412 |
| Different Drop Angles α (°) | Total Area of Cohesive Element T (mm2) | The Area of Deleted Cohesive Element S (mm2) | t |
|---|---|---|---|
| 0° | 3738.1 | 3738.1 | 1.000 |
| 45° | 3738.1 | 1410.8 | 0.377 |
| 90° | 3738.1 | 3738.1 | 1.000 |
| Materials of the Outer Case | Material Models | Density (kg/m3) | Youngs’ Modulus (GPa) | Poisson’s Ratio | Yield Stress (Mpa) |
|---|---|---|---|---|---|
| Aluminum Alloy | MAT98 | 2700 [37] | 70.2 [37] | 0.33 [9] | - |
| Glass | MAT24 | 2500 [38] | 72.0 [38] | 0.22 [9] | 143.2 [45] |
| Stainless Steel | MAT24 | 7930 [47] | 196.0 [47] | 0.33 [47] | 263.0 [48] |
| Materials of the Outer Case | Total Area of Cohesive Element T (mm2) | The area of Deleted Cohesive Element S (mm2) | t |
|---|---|---|---|
| Aluminum Alloy | 3738.1 | 1410.8 | 0.377 |
| Glass | 3738.1 | 666.1 | 0.178 |
| Stainless Steel | 3738.1 | 808.7 | 0.216 |
| The Strain Rate of PC/ABS (s−1) | Total Area of Cohesive Element T (mm2) | The Area of Deleted Cohesive Element S (mm2) | t |
|---|---|---|---|
| 10−2 | 3738.1 | 1403.0 | 0.375 |
| 10−3 | 3738.1 | 1408.5 | 0.376 |
| 10−4 | 3738.1 | 1392.0 | 0.372 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Z.; Jin, X.; Wang, D.; Ma, F. Analysis of Debonding Failures of the Screen and Case during Tablet Drop. Sustainability 2023, 15, 13475. https://doi.org/10.3390/su151813475
Zhu Z, Jin X, Wang D, Ma F. Analysis of Debonding Failures of the Screen and Case during Tablet Drop. Sustainability. 2023; 15(18):13475. https://doi.org/10.3390/su151813475
Chicago/Turabian StyleZhu, Zhengtao, Xiaoming Jin, Di Wang, and Fangping Ma. 2023. "Analysis of Debonding Failures of the Screen and Case during Tablet Drop" Sustainability 15, no. 18: 13475. https://doi.org/10.3390/su151813475