
Utilization of Multilayered Polyethylene Terephthalate (PET)-Based Film Packaging Waste Using Reactive Compatibilizers and Impact Modifier

 , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
2. Experimental Section
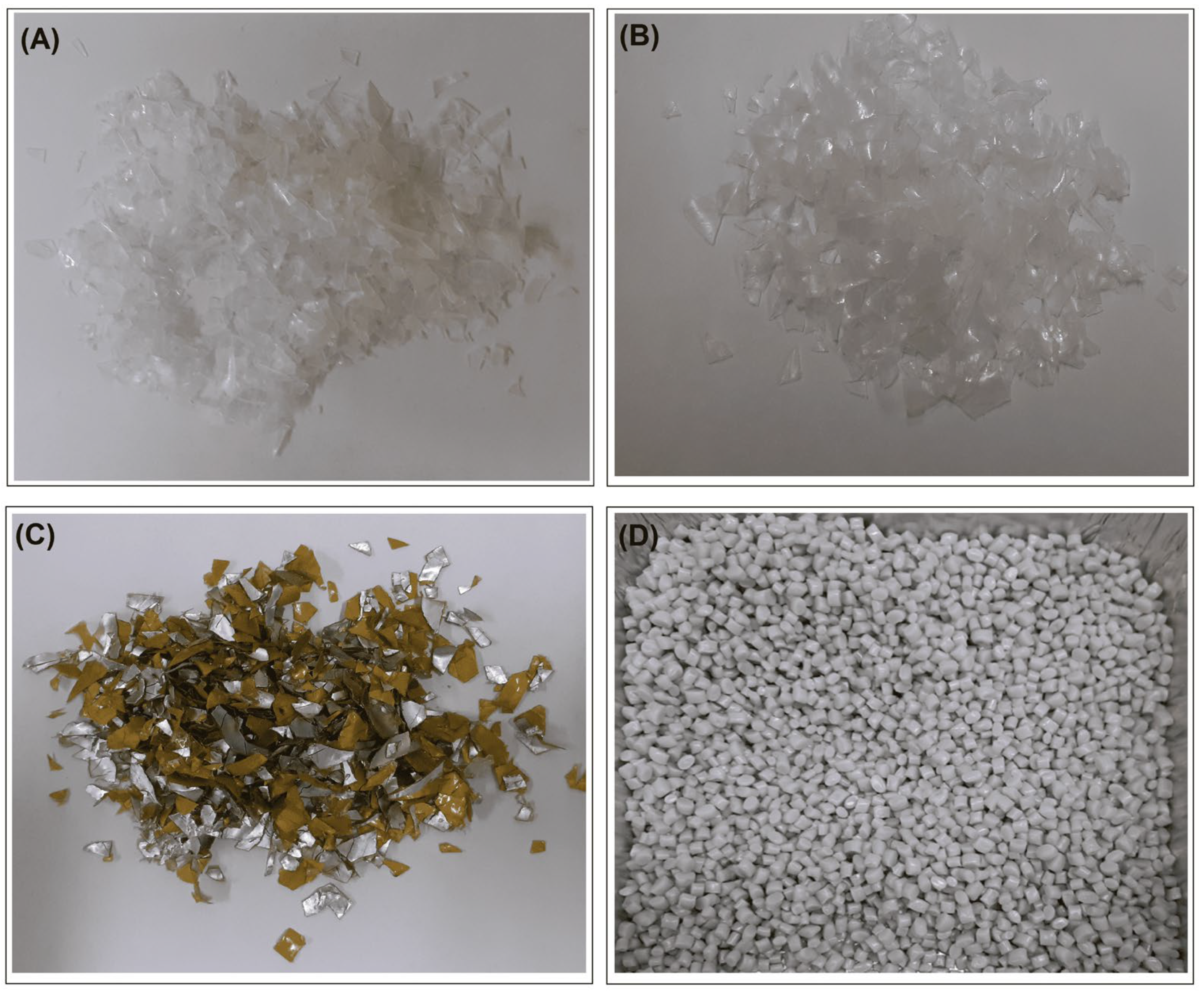
2.1. Materials
2.2. Sample Preparation
2.3. Characterization Methods
3. Results and Discussion
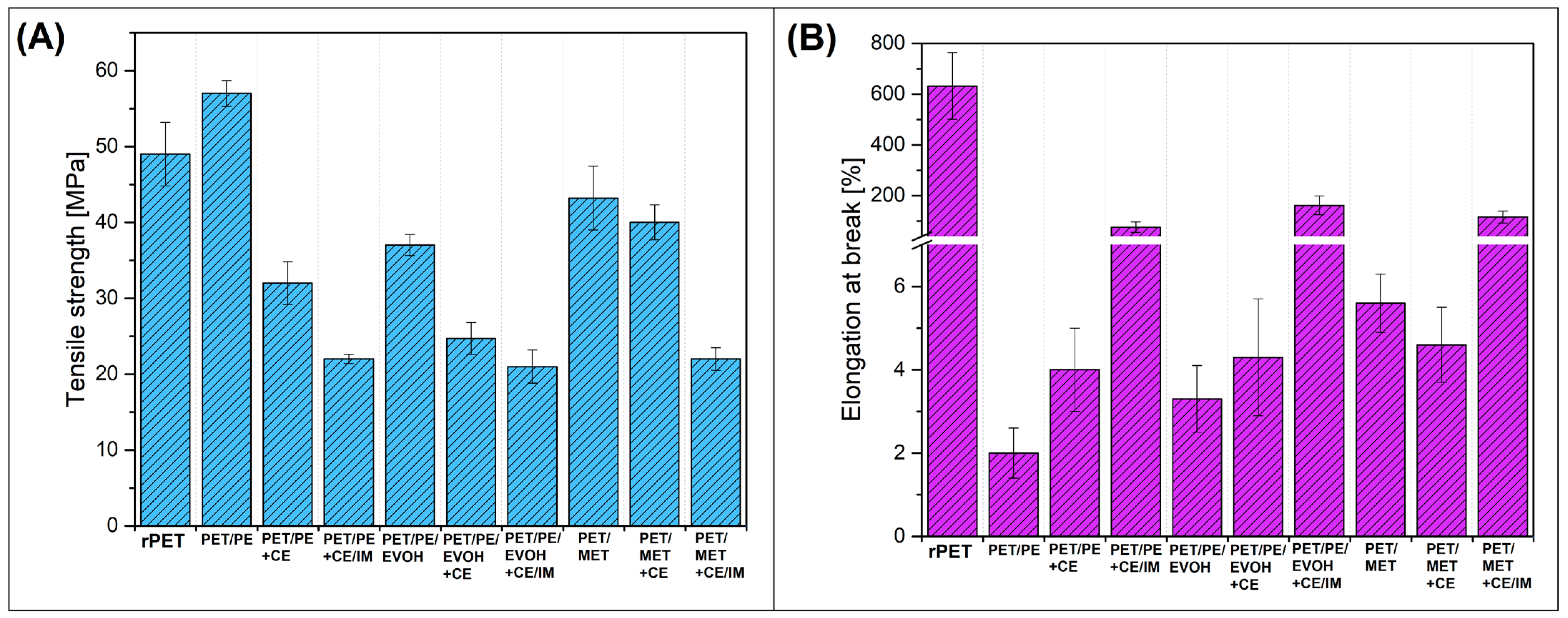
3.1. Mechanical Properties of Injection Molded and Foil Extruded Materials
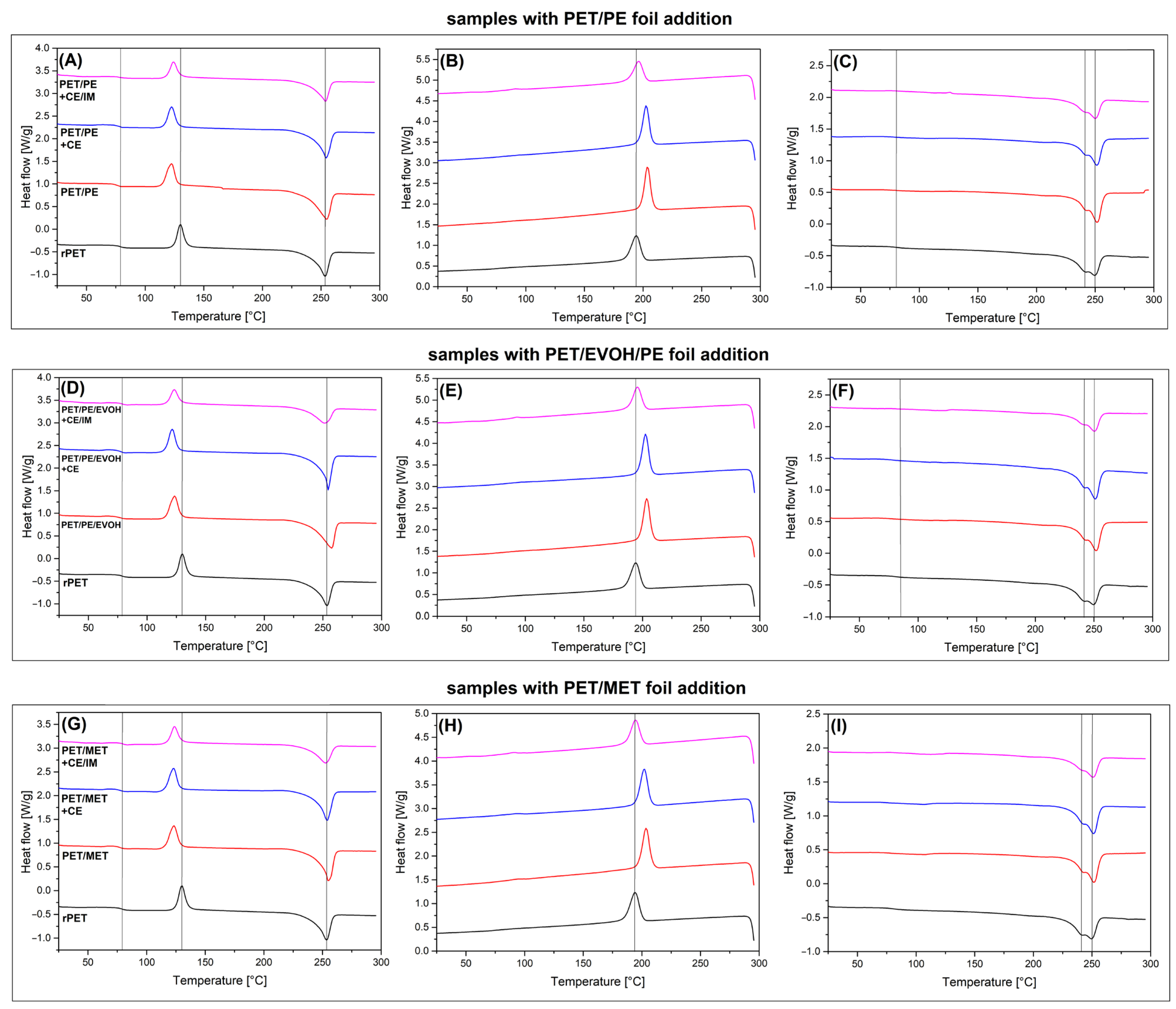
3.2. Thermal Properties by Differential Scanning Calorimetry (DSC) Measurements
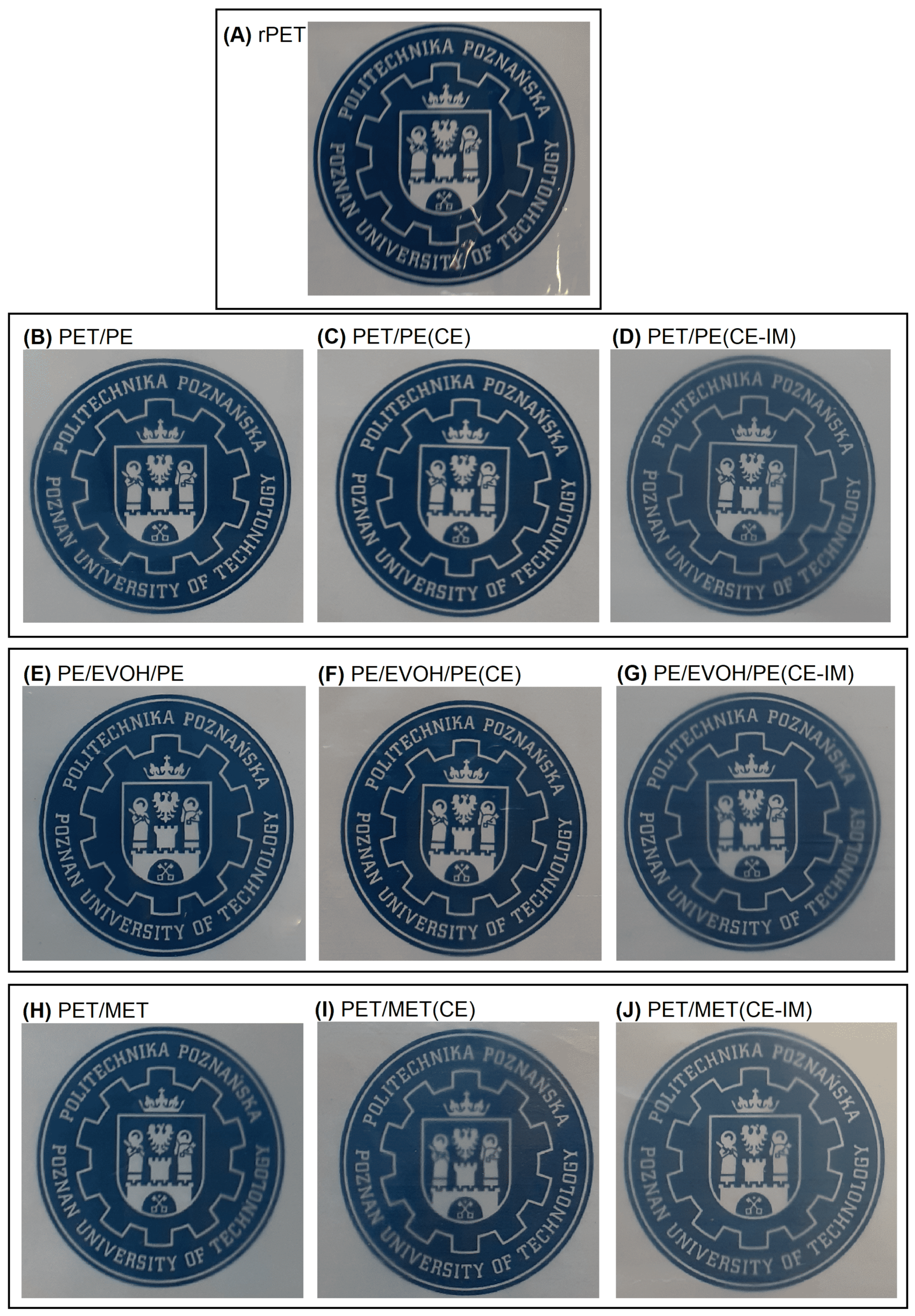
3.3. Color and Sample Appearance
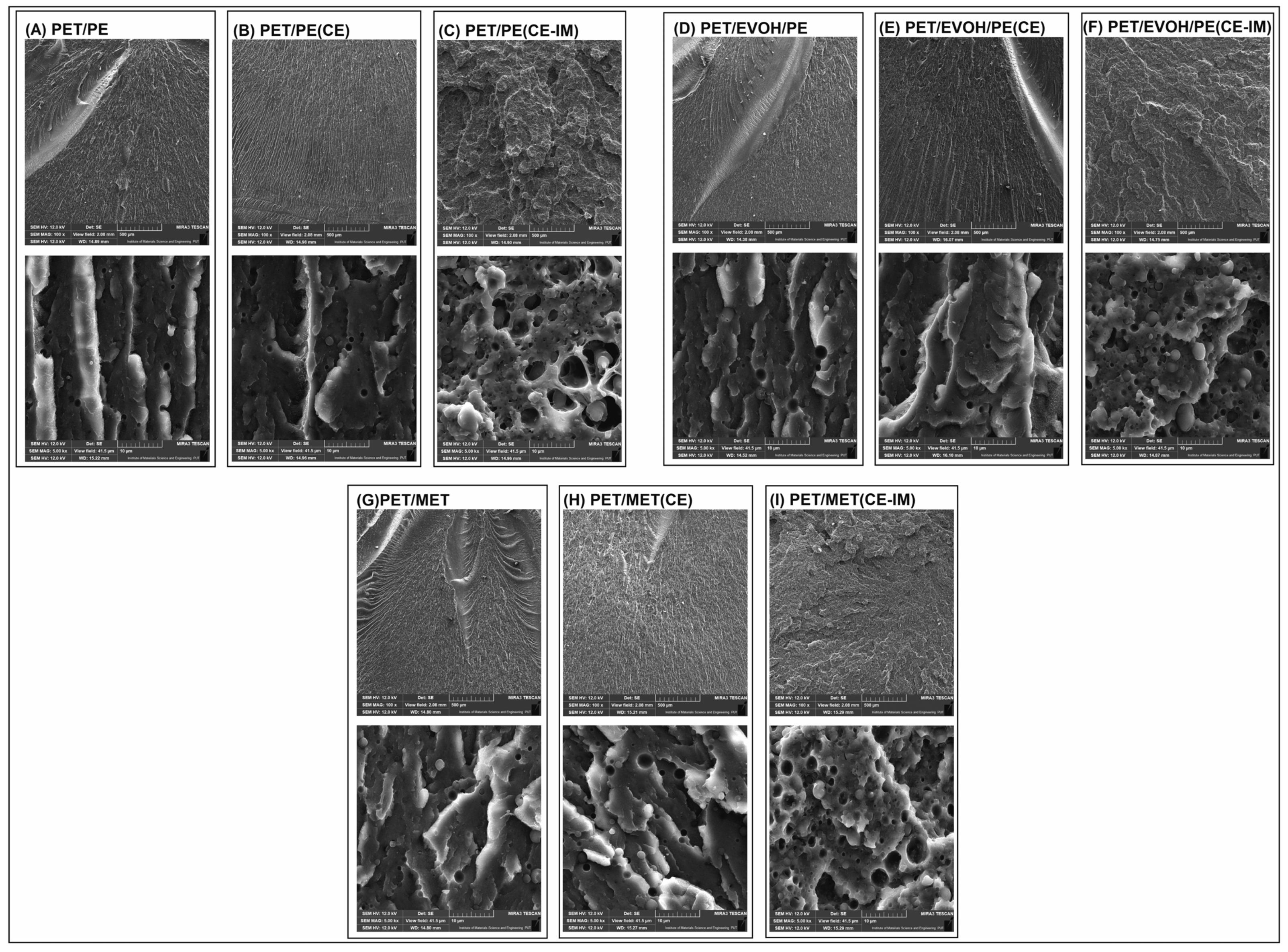
3.4. Structure of Modified Blends—Scanning Electron Microscopy Observations (SEM)
4. Conclusions
- -
- Production of a functional foil with a minimum content of the multilayer waste foil of 50%;
- -
- Optimization of the material composition in order to limit the content of chain extenders and elastomeric impact modifiers, and utilization of the ANOVA method;
- -
- Upscaling of the developed methodology from the lab to industry scale process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of Post-Consumer Plastic Packaging Waste in the EU: Recovery Rates, Material Flows, and Barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef] [PubMed]
- Franz, R.; Welle, F. Recycling of Post-Consumer Packaging Materials into New Food Packaging Applications—Critical Review of the European Approach and Future Perspectives. Sustainability 2022, 14, 824. [Google Scholar] [CrossRef]
- Hahladakis, J.N.; Iacovidou, E. An Overview of the Challenges and Trade-Offs in Closing the Loop of Post-Consumer Plastic Waste (PCPW): Focus on Recycling. J. Hazard. Mater. 2019, 380, 120887. [Google Scholar] [CrossRef] [PubMed]
- Fei, X.; Wang, J.; Zhu, J.; Wang, X.; Liu, X. Biobased Poly(Ethylene 2,5-Furancoate): No Longer an Alternative, but an Irreplaceable Polyester in the Polymer Industry. ACS Sustain. Chem. Eng. 2020, 8, 8471–8485. [Google Scholar] [CrossRef]
- Lee, T.-H.; Liu, H.; Forrester, M.J.; Shen, L.; Wang, T.; Yu, H.; He, J.-H.; Li, W.; Kraus, G.A.; Cochran, E.W. Next-Generation High-Performance Biobased Naphthalate-Modified PET for Sustainable Food Packaging Applications. Macromolecules 2022, 55, 7785–7797. [Google Scholar] [CrossRef]
- European Parliament. Plastic Waste and Recycling in the EU: Facts and Figures; European Parliament: Strasbourg, France, 2018. [Google Scholar]
- Luijsterburg, B.; Goossens, H. Assessment of Plastic Packaging Waste: Material Origin, Methods, Properties. Resour. Conserv. Recycl. 2014, 85, 88–97. [Google Scholar] [CrossRef]
- de Jesus Pacheco, D.A.; ten Caten, C.S.; Jung, C.F.; Sassanelli, C.; Terzi, S. Overcoming Barriers towards Sustainable Product-Service Systems in Small and Medium-Sized Enterprises: State of the Art and a Novel Decision Matrix. J. Clean. Prod. 2019, 222, 903–921. [Google Scholar] [CrossRef]
- Szymczak, P.; Dziadowiec, D.; Andrzejewski, J.; Szostak, M. The Efficiency Evaluation of the Reactive Extrusion Process for Polyethylene Terephthalate (PET). Monitoring of the Industrial Foil Manufacturing Process by In-Line Rheological Measurements. Appl. Sci. 2023, 13, 3434. [Google Scholar] [CrossRef]
- Lee, T.; Forrester, M.; Wang, T.; Shen, L.; Liu, H.; Dileep, D.; Kuehl, B.; Li, W.; Kraus, G.; Cochran, E. Dihydroxyterephthalate—A Trojan Horse PET Counit for Facile Chemical Recycling. Adv. Mater. 2023, 35, 2210154. [Google Scholar] [CrossRef]
- de Mello Soares, C.T.; Ek, M.; Östmark, E.; Gällstedt, M.; Karlsson, S. Recycling of Multi-Material Multilayer Plastic Packaging: Current Trends and Future Scenarios. Resour. Conserv. Recycl. 2022, 176, 105905. [Google Scholar] [CrossRef]
- Sergi, C.; Tirillò, J.; Valente, T.; Sarasini, F. Effect of Basalt Fibres on Thermal and Mechanical Properties of Recycled Multi-Material Packaging. J. Compos. Sci. 2022, 6, 72. [Google Scholar] [CrossRef]
- Bauer, A.-S.; Tacker, M.; Uysal-Unalan, I.; Cruz, R.M.S.; Varzakas, T.; Krauter, V. Recyclability and Redesign Challenges in Multilayer Flexible Food Packaging—A Review. Foods 2021, 10, 2702. [Google Scholar] [CrossRef] [PubMed]
- Grant, A.; Lahme, V.; Connock, T.; Lugal, L. How Circular Is PET? A Report on the Circularity of PET Bottles, Using Europe as a Case Study. Eunomia/Zero Waste Europa 2022. Available online: https://zerowasteeurope.eu/library/how-circular-is-pet/ (accessed on 2 October 2023).
- Howard, M.; Yan, X.; Mustafee, N.; Charnley, F.; Böhm, S.; Pascucci, S. Going beyond Waste Reduction: Exploring Tools and Methods for Circular Economy Adoption in Small-Medium Enterprises. Resour. Conserv. Recycl. 2022, 182, 106345. [Google Scholar] [CrossRef]
- Kaiser, K.M.A.; Ginzinger, T. Production of a PET//LDPE Laminate Using a Reversibly Crosslinking Packaging Adhesive and Recycling in a Small-Scale Technical Plant. Recycling 2021, 6, 47. [Google Scholar] [CrossRef]
- Boonthanakorn, J.; Daud, W.; Aontee, A.; Wongs-Aree, C. Quality Preservation of Fresh-Cut Durian Cv. ‘Monthong’ Using Micro-Perforated PET/PE Films. Food Packag. Shelf Life 2020, 23, 100452. [Google Scholar] [CrossRef]
- Dziadowiec, D.; Matykiewicz, D.; Szostak, M.; Andrzejewski, J. Overview of the Cast Polyolefin Film Extrusion Technology for Multi-Layer Packaging Applications. Materials 2023, 16, 1071. [Google Scholar] [CrossRef]
- Makkam, S.; Harnnarongchai, W. Rheological and Mechanical Properties of Recycled PET Modified by Reactive Extrusion. Energy Procedia 2014, 56, 547–553. [Google Scholar] [CrossRef]
- Asensio, M.; Nuñez, K.; Guerrero, J.; Herrero, M.; Merino, J.C.; Pastor, J.M. Rheological Modification of Recycled Poly(Ethylene Terephthalate): Blending and Reactive Extrusion. Polym. Degrad. Stab. 2020, 179, 109258. [Google Scholar] [CrossRef]
- Kiliaris, P.; Papaspyrides, C.D.; Pfaendner, R. Reactive-Extrusion Route for the Closed-Loop Recycling of Poly(Ethylene Terephthalate). J. Appl. Polym. Sci. 2007, 104, 1671–1678. [Google Scholar] [CrossRef]
- Zander, N.E.; Boelter, Z.R. Rubber Toughened Recycled Polyethylene Terephthalate for Material Extrusion Additive Manufacturing. Polym. Int. 2021, 70, 742–748. [Google Scholar] [CrossRef]
- Hert, M. Tough Thermoplastic Polyesters by Reactive Extrusion with Epoxy-containing Copolymers. Die Angew. Makromol. Chemie 1992, 196, 89–99. [Google Scholar] [CrossRef]
- Snowdon, M.R.; Mohanty, A.K.; Misra, M. Effect of Compatibilization on Biobased Rubber-Toughened Poly(Trimethylene Terephthalate): Miscibility, Morphology, and Mechanical Properties. ACS Omega 2018, 3, 7300–7309. [Google Scholar] [CrossRef] [PubMed]
- Przybysz-Romatowska, M.; Haponiuk, J.; Formela, K. Reactive Extrusion of Biodegradable Aliphatic Polyesters in the Presence of Free-Radical-Initiators: A Review. Polym. Degrad. Stab. 2020, 182, 109383. [Google Scholar] [CrossRef]
- Ebadi, H.; Yousefi, A.A.; Oromiehie, A. Reactive Extrusion and Barrier Properties of PP/PET Films. Iran. Polym. J. (Engl. Ed.) 2007, 16, 659–669. [Google Scholar]
- Tang, X.; Guo, W.; Yin, G.; Li, B.; Wu, C. Reactive Extrusion of Recycled Poly(Ethylene Terephthalate) with Polycarbonate by Addition of Chain Extender. J. Appl. Polym. Sci. 2007, 104, 2602–2607. [Google Scholar] [CrossRef]
- Jang, J.; Shin, H.; Seo, J. In-Situ Chain Extension of Polyethylene Terephthalate Flakes Using Reactive Extrusion as an Upcycling Approach. Chem. Eng. Sci. 2023, 282, 119289. [Google Scholar] [CrossRef]
- Candal, M.V.; Safari, M.; Fernández, M.; Otaegi, I.; Múgica, A.; Zubitur, M.; Gerrica-Echevarria, G.; Sebastián, V.; Irusta, S.; Loaeza, D.; et al. Structure and Properties of Reactively Extruded Opaque Post-Consumer Recycled PET. Polymers 2021, 13, 3531. [Google Scholar] [CrossRef]
- Nagarajan, V.; Zhang, K.; Misra, M.; Mohanty, A.K. Overcoming the Fundamental Challenges in Improving the Impact Strength and Crystallinity of PLA Biocomposites: Influence of Nucleating Agent and Mold Temperature. ACS Appl. Mater. Interfaces 2015, 7, 11203–11214. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Behazin, E.; Rodriguez-Uribe, A. Toughened Polyolefin and Biocarbon Based Light-Weight Biocomposites and Method of Making the Same. US 2018/0066087 A1, 8 March 2018. [Google Scholar]
- Bartczak, Z.; Argon, A.S.; Cohen, R.E.; Weinberg, M. Toughness Mechanism in Semi-Crystalline Polymer Blends: I. High-Density Polyethylene Toughened with Rubbers. Polymer 1999, 40, 2331–2346. [Google Scholar] [CrossRef]
- Pesetski, S.S.; Filimonov, O.V.; Koval, V.N.; Golubovich, V.V. Structural Features and Relaxation Properties of PET/PC Blends Containing Impact Strength Modifier and Chain Extender. Express Polym. Lett. 2009, 3, 606–614. [Google Scholar] [CrossRef]
- Torrado, A.R.; Shemelya, C.M.; English, J.D.; Lin, Y.; Wicker, R.B.; Roberson, D.A. Characterizing the Effect of Additives to ABS on the Mechanical Property Anisotropy of Specimens Fabricated by Material Extrusion 3D Printing. Addit. Manuf. 2015, 6, 16–29. [Google Scholar] [CrossRef]
- Li, J.; Wang, X.; Yang, C.; Yang, J.; Wang, Y.; Zhang, J. Toughening Modification of Polycarbonate/Poly(Butylene Terephthalate) Blends Achieved by Simultaneous Addition of Elastomer Particles and Carbon Nanotubes. Compos. Part A Appl. Sci. Manuf. 2016, 90, 200–210. [Google Scholar] [CrossRef]
- ISO 527-1; Determination of Tensile Properties. ISO: Geneva, Switzerland, 2012.
- ISO 179-1; Determination of Charpy Impact Properties. ISO: Geneva, Switzerland, 2010.
- Montava-Jorda, S.; Lascano, D.; Quiles-Carrillo, L.; Montanes, N.; Boronat, T.; Martinez-Sanz, A.V.; Ferrandiz-Bou, S.; Torres-Giner, S. Mechanical Recycling of Partially Bio-Based and Recycled Polyethylene Terephthalate Blends by Reactive Extrusion with Poly(Styrene-Co-Glycidyl Methacrylate). Polymers 2020, 12, 174. [Google Scholar] [CrossRef] [PubMed]
- Dal Lago, E.; Boaretti, C.; Piovesan, F.; Roso, M.; Lorenzetti, A.; Modesti, M. The Effect of Different Compatibilizers on the Properties of a Post-Industrial PC/PET Blend. Materials 2018, 12, 49. [Google Scholar] [CrossRef] [PubMed]
- Pracella, M.; Chionna, D.; Pawlak, A.; Galeski, A. Reactive Mixing of PET and PET/PP Blends with Glycidyl Methacrylate-Modified Styrene-b-(Ethylene-Co-Olefin) Block Copolymers. J. Appl. Polym. Sci. 2005, 98, 2201–2211. [Google Scholar] [CrossRef]
- Tahmasebi, F.; Jafari, S.H.; Farnia, S.M.F. SbB-g-GMA Copolymer as a Dual Functional Reactive Compatibilizer and Impact Modifier for Potential Recycling of PET and PS via Melt Blending Approach. J. Polym. Environ. 2023, 31, 3106–3119. [Google Scholar] [CrossRef]
- Torres, N.; Robin, J.J.; Boutevin, B. Study of Thermal and Mechanical Properties of Virgin and Recycled Poly(Ethylene Terephthalate) before and after Injection Molding. Eur. Polym. J. 2000, 36, 2075–2080. [Google Scholar] [CrossRef]
- Negoro, T.; Thodsaratpreeyakul, W.; Takada, Y.; Thumsorn, S.; Inoya, H.; Hamada, H. Role of Crystallinity on Moisture Absorption and Mechanical Performance of Recycled PET Compounds. Energy Procedia 2016, 89, 323–327. [Google Scholar] [CrossRef]
- Elamri, A.; Zdiri, K.; Harzallah, O.; Lammam, A. Progress in Polyethylene Terephthalate Recycling. In Polyethylene Terephthalate: Uses, Properties and Degradation; Nova Science Publishers: New York, NY, USA, 2017. [Google Scholar]
- Aniśko, J.; Barczewski, M. Uniaxial Rotational Molding of Bio-Based Low-Density Polyethylene Filled with Black Tea Waste. Materials 2023, 16, 3641. [Google Scholar] [CrossRef]
- Bociaga, E.; Trzaskalska, M. Influence of Polymer Processing Parameters and Coloring Agents on Gloss and Color of Acrylonitrile-Butadiene-Styrene Terpolymer Moldings. Polimery 2016, 61, 544–550. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | rPET | Foil 1 (PET/PE) | Foil 2 (PET/EVOH/PE) | Foil 3 (PET/MET) | Chain Extender (CE) | Impact Modifier (IM) |
|---|---|---|---|---|---|---|
| rPET | 100 | - | - | - | - | - |
| PET/PE | 70 | 30 | - | - | - | - |
| PET/EVOH/PE | 70 | - | 30 | - | - | - |
| PET/MET | 70 | - | - | 30 | - | - |
| PET/PE(CE) | 69 | 30 | - | - | 1.0 | - |
| PET/EVOH/PE(CE) | 69 | - | 30 | - | 1.0 | - |
| PET/MET(CE) | 69 | - | - | 30 | 1.0 | - |
| PET/PE(CE-IM) | 55 | 24 | - | - | 1.0 | 20 |
| PET/EVOH/PE(CE-IM) | 55 | - | 24 | - | 1.0 | 20 |
| PET/MET(CE-IM) | 55 | - | - | 24 | 1.0 | 20 |
| Sample | Tensile Test | Charpy Test | ||||||
|---|---|---|---|---|---|---|---|---|
| Tensile Modulus [MPa] | Tensile Strength [Mpa] | Elongation at Break [%] | Impact Strength (Notched) [kJ/m2] | |||||
| Mean Value | SD * | Mean Value | SD * | Mean Value | SD * | Mean Value | SD * | |
| rPET | 2640 | 15.6 | 61.9 | 0.174 | 130 | 37 | 3.09 | 0.45 |
| PET/PE | 1780 | 172 | 25.6 | 3.6 | 1 | 0.11 | 1.27 | 0.37 |
| PET/EVOH/PE | 2230 | 101 | 30.9 | 2.12 | 1.2 | 0.09 | 1.28 | 0.97 |
| PET/MET | 2680 | 67.7 | 30.6 | 3.3 | 1.2 | 0.13 | 1.17 | 0.1 |
| PET/PE(CE) | 1400 | 18 | 48.3 | 3.58 | 2.2 | 0.3 | 2.04 | 0.4 |
| PET/EVOH/PE(CE) | 1370 | 23.7 | 44.1 | 2.93 | 2 | 0.34 | 1.3 | 0.11 |
| PET/MET(CE) | 1460 | 23.6 | 38.2 | 3.6 | 1.7 | 0.24 | 1.37 | 0.07 |
| PET/PE(CE-IM) | 1370 | 18.8 | 33.2 | 0.15 | 200 | 35 | 36.23 | 10.52 |
| PET/EVOH/PE(CE-IM) | 1360 | 57 | 33.3 | 0.129 | 170 | 56 | 18.33 | 1.72 |
| PET/MET(CE-IM) | 1420 | 28.1 | 32.2 | 0.193 | 150 | 25 | 15.35 | 1.17 |
| Sample | Tensile Strength [MPa] | Elongation at Break [%] | ||
|---|---|---|---|---|
| Mean Value | SD * | Mean Value | SD * | |
| rPET | 49 | 4.2 | 632 | 131 |
| PET/PE | 57 | 1.7 | 2 | 0.6 |
| PET/EVOH/PE | 32 | 2.8 | 4 | 1 |
| PET/MET | 22 | 0.6 | 76 | 21 |
| PET/PE(CE) | 37 | 1.4 | 3.3 | 0.8 |
| PET/EVOH/PE(CE) | 24.7 | 2.1 | 4.3 | 1.4 |
| PET/MET(CE) | 21 | 2.2 | 162 | 37 |
| PET/PE(CE-IM) | 43.2 | 4.2 | 5.6 | 0.7 |
| PET/EVOH/PE(CE-IM) | 40 | 2.3 | 4.6 | 0.9 |
| PET/MET(CE-IM) | 22 | 1.5 | 116 | 24 |
| Sample | Tm Peak | Tcc Peak | Tc | Hcc | Hm | Xc |
|---|---|---|---|---|---|---|
| [°C] | [°C] | [°C] | [J/g] | [J/g] | [%] | |
| rPET | 253.6 | 130.0 | 194.1 | 22.6 | 42.2 | 14.0 |
| PET/PE | 254.9 | 122.6 | 203.8 | 30.2 | 51.5 | 15.2 |
| PET/EVOH/PE | 257.5 | 123.6 | 203.6 | 28.7 | 49.7 | 15.0 |
| PET/MET | 254.9 | 123.2 | 203.6 | 25.2 | 48.2 | 16.4 |
| PET/PE(CE) | 254.4 | 122.7 | 202.1 | 24.3 | 45.3 | 15.0 |
| PET/EVOH/PE(CE) | 254.6 | 121.6 | 202.6 | 26.5 | 48.2 | 15.5 |
| PET/MET(CE) | 254.0 | 123.1 | 202.0 | 23.9 | 45.4 | 14.3 |
| PET/PE(CE-IM) | 253.9 | 124.1 | 196.3 | 20.0 | 36.2 | 14.5 |
| PET/EVOH/PE(CE-IM) | 251.4 | 123.3 | 195.8 | 19.9 | 33.9 | 12.5 |
| PET/MET(CE-IM) | 252.8 | 123.7 | 194.7 | 18.4 | 34.8 | 14.6 |
| Sample | L | a | b | ΔE |
|---|---|---|---|---|
| (lightness) | (−green/+red) | (−blue/+yellow) | ||
| rPET | 60.13 | −1.28 | 4.77 | No change |
| PET/PE | 38.50 | 3.41 | 13.45 | 4.11 |
| PET/EVOH/PE | 48.71 | −0.99 | 5.14 | 0.30 |
| PET/MET | 43.83 | −2.48 | 29.43 | 5.26 |
| PET/PE(CE) | 43.03 | 1.86 | 6.43 | 3.69 |
| PET/EVOH/PE(CE) | 49.19 | −0.43 | 5.29 | 0.70 |
| PET/MET(CE) | 44.83 | −3.38 | 28.91 | 5.33 |
| PET/PE(CE-IM) | 72.95 | −2.57 | −1.84 | 1.73 |
| PET/EVOH/PE(CE-IM) | 77.50 | −2.98 | −2.17 | 1.99 |
| PET/MET(CE-IM) | 67.74 | −4.44 | 21.16 | 4.23 |
| Sample | L | a | b | ΔE |
|---|---|---|---|---|
| (lightness) | (−green/+red) | (−blue/+yellow) | ||
| rPET | 88.97 | 1.42 | −2.37 | No change |
| PET/PE | 89.48 | 1.30 | −2.34 | 0.08 |
| PET/EVOH/PE | 88.89 | 1.37 | −2.17 | 0.09 |
| PET/MET | 84.35 | −0.81 | 17.94 | 8.71 |
| PET/PE(CE) | 89.60 | 1.30 | −2.42 | 0.09 |
| PET/EVOH/PE(CE) | 89.50 | 1.30 | −2.48 | 0.10 |
| PET/MET(CE) | 86.87 | 0.16 | 12.78 | 6.45 |
| PET/PE(CE-IM) | 90.38 | 1.29 | −1.59 | 0.34 |
| PET/EVOH/PE(CE-IM) | 90.43 | 1.34 | −1.93 | 0.19 |
| PET/MET(CE-IM) | 85.85 | −0.79 | 18.13 | 8.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szymczak, P.; Dziadowiec, D.; Piasecki, A.; Szostak, M.; Andrzejewski, J. Utilization of Multilayered Polyethylene Terephthalate (PET)-Based Film Packaging Waste Using Reactive Compatibilizers and Impact Modifier. Sustainability 2023, 15, 14986. https://doi.org/10.3390/su152014986
Szymczak P, Dziadowiec D, Piasecki A, Szostak M, Andrzejewski J. Utilization of Multilayered Polyethylene Terephthalate (PET)-Based Film Packaging Waste Using Reactive Compatibilizers and Impact Modifier. Sustainability. 2023; 15(20):14986. https://doi.org/10.3390/su152014986
Chicago/Turabian StyleSzymczak, Piotr, Damian Dziadowiec, Adam Piasecki, Marek Szostak, and Jacek Andrzejewski. 2023. "Utilization of Multilayered Polyethylene Terephthalate (PET)-Based Film Packaging Waste Using Reactive Compatibilizers and Impact Modifier" Sustainability 15, no. 20: 14986. https://doi.org/10.3390/su152014986
APA StyleSzymczak, P., Dziadowiec, D., Piasecki, A., Szostak, M., & Andrzejewski, J. (2023). Utilization of Multilayered Polyethylene Terephthalate (PET)-Based Film Packaging Waste Using Reactive Compatibilizers and Impact Modifier. Sustainability, 15(20), 14986. https://doi.org/10.3390/su152014986