1. Introduction
Generally, road pavements are classified as rigid pavements and flexible pavements [
1]. Rigid pavements are constructed of a cement concrete mixture, which is set on a compacted soil subgrade. This pavement is marked for its thick concrete base, which is able to bend or flex to adapt to the stress that it receives [
2]. With its high modulus of concrete slab elasticity, the pavement structure deflects very little under traffic loads [
3]. The subbase layer basically prevents rocking by providing a construction platform over the subgrade layer and providing uniform support to the concrete base [
4].
Achieving the most sustainable and the most economical transport infrastructure eventually becomes a challenge for engineers in designing road construction [
5,
6,
7]. In the matter of structural durability and maintenance expenditure, rigid pavement is superior to flexible pavement [
8]. Rigid pavements are recognized to routinely exceed the general design life (40 years), which is proven by a large number of pavements that are 60 years old or more that are still in service worldwide [
1]. Moreover, their “build and forget” concept makes them more sustainable and economically viable, primarily for areas facing the overloading phenomenon [
9].
However, in engineering works, the condition of the ground can never be totally definite and may establish a number of significant potential risks for projects [
10]. The bearing capacity, which is specified as the strength of soil in supporting the loads that are laid onto the ground, becomes one of the most essential evaluation factors. Thus, construction works that are implemented on weak and collapsible soils, such as peatlands, are often restricted by applicable materials [
11].
Peatlands, for centuries, have remained as low-valued unfunctional areas because of their environmental and geological characteristics, namely their unstable and weak soil basis, unsuitable environmental conditions for settlements, and minimal accessibility. Nonetheless, peatlands have been exposed to urbanization due to the rising world population and the growing demand for land, as well as the development of infrastructure such as airports, roads, highways, and railways [
11]. On the other hand, peatlands in tropical and equatorial regions are highly affected by high humidity and temperature, as well as soil erosion and intensive precipitation, thus requiring modifications of current technologies and new alternative materials for soil stabilization [
12].
Subgrade protection is one of the strategies that has been spotted in order to reduce these challenges. For the subbase layers, the types of material used are responsible for the mechanism of load modification, which is achieved by cutting down the weight of the subgrade layer [
13,
14]. Hence, lightweight alternatives are being considered to diminish the weight, thus minimizing waste and establishing longer-lasting types of pavements [
15]. Lightweight concrete, which is also recognized as foamed concrete, refers to concrete containing high levels of stable air bubbles distributed homogeneously in the mixture, without coarse aggregate composition, as contained in Portland cement [
16].
Universitas Syiah Kuala (USK) started developing lightweight concrete in 2006 and they are capable of manufacturing lightweight concrete with sufficient structural quality, with a compressive strength value of >17 MPa [
17]. Previous published research suggests that the mechanical properties of lightweight concrete meet the general specification criteria for cement-treated subbases (CTSBs) [
18]. In the process of CTSB mixture planning, road designers should provide a comparison of the composition of the aggregate with variable cement levels and the optimum moisture content in accordance with the expected quality of the concrete [
19].
The composition of lightweight concrete includes cement, pozzolan materials, water, foam, and fine aggregates [
16]. Fly ash, a small, gray, and fine aggregate, is a waste byproduct from the coal burning process in electric power generating plants [
20,
21]. Most fly ash waste is land-filled and surface-impounded, with potential risks of air pollution and the contamination of water due to leeching [
22]. Excessive unutilized coal waste leads to some urgent environmental problems; thus, the utilization of this waste as an engineering material is a new potential solution [
23,
24]. Fly ash utilization as a waste material in concrete mixtures can be implemented to reduce the environmental effects related to the amount of solid waste and greenhouse gas (CO
2) emissions associated with Portland clinker production. Nonetheless, concrete manufacturing is considered to be time-wasting and significantly interferes with traffic, as it is recommended that a project should be completed and available in 7 days [
25,
26].
Based on this background, this experimental study intended to find a suitable pavement type for low-bearing-capacity soils, such as peatlands. To achieve this aim, lightweight concrete specimens were designed by incorporating fly ash substitution into rigid pavement construction. The concrete quality was assessed through compressive and flexural strength tests performed at the ages of 7, 14, and 28 days in order to shorten the project durations and prevent further traffic delay.
2. Materials and Methods
The materials required were cement, water, and foaming agent. Type I Portland cement was used in this study. The specific gravity of the cement used in this study was 3.150 kg/cm3. The chemical composition of the cement was 60 to 67% lime (CaO), 17 to 25% silica (SiO2), 3 to 8% alumina (Al2O3), 0.5 to 6% iron oxide (Fe2O3), 0.1 to 4% magnesia (MgO), 1 to 3% sulfur trioxide (SO3), and 0.5 to 1.3% soda and/or potash (Na2O+K2O). These constituents subsequently combine to form the following compounds: tricalcium silicate (3CaO.SiO2 (C3S)) (40%), dicalcium silicate (2CaO.SiO2 (C2S)) (30%), tricalcium aluminate (3CaO.Al2O3 (C3A)) (11%), and tetracalcium aluminoferrite (4CaO.Al2O3.Fe2O3 (C4AF)) (12%). The type of foaming agent used in this study was an organic surfactant. The foaming agent was colorless to light yellow fluid, with a density of 1.07 g/cm3 at +20°C and a pH value of 6 at +20°C.
As a substitution material, we used fly ash, a coal burning byproduct obtained from a certain power station. The chemical composition of fly ash is SiO
2 (21.07%), Al
2O
3 (9.65%), Fe
2O
3 (27.23%), CaO (32.58%), MnO (0.44%), K
2O (1.17%), SO
3 (5.69%), TiO
2 (1.68%), Cl (0.22%), Ag
2O (0.23%), and Yb
2O
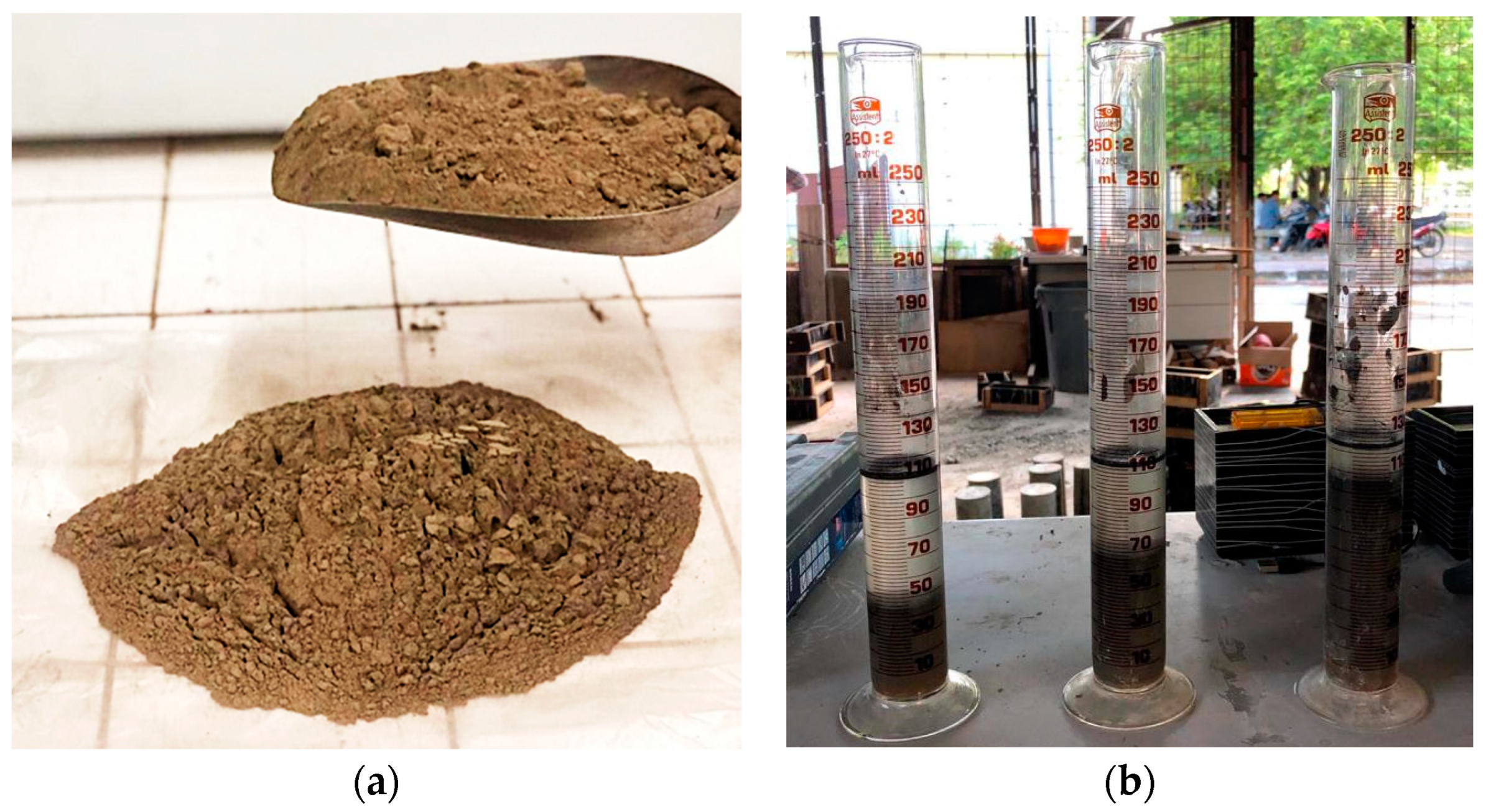
3 (0.09%). Before being used, the specific gravity of the fly ash was assessed to determine the fly ash volume that is needed to be incorporated into the concrete mix (
Figure 1). This measurement was essential, as it also affected the foam use. The result (
Table 1) shows that the specific gravity of fly ash was 2.5. This value was in the interval of 2.10 to 3.00 according to the limits determined by the Directorate General of Highways using the ASTM test method.
After finishing material preparation, the materials were measured according to the predetermined mixture proportion. Cement and water were blended in the concrete mixer. Foam, which was produced by the generator, was added into the cement and water in the concrete mixer until well blended. The concrete mixture was adjusted on a cylinder mold (for compressive strength test) and prism mold (for flexural strength test) to form concrete casts.
Cement, fly ash, and water were blended in the concrete mixer based on the proportion determined. Foam, which was produced by the generator, was added into the cement and water in the concrete mixer until well blended. The concrete mixture was adjusted on cylinder and prism molds to form concrete casts.
After hardened, the concrete was removed from the mold to be put under immersion for 7, 14, and 28 days based on the specimen numbers being tested (
Table 2 and
Figure 2).
4. Discussion
The compressive strength and flexural strength are the most general mechanical properties that are tested in the assessment of concrete quality [
27]. The compressive strength of the concrete is the load amount per unit area that induces the collapse of concrete specimens after being loaded with a particular compressive force that is generated by the compressive testing machine [
28]. It substitutes the capacity of a structure or material in withstanding loads [
29]. The sizes and shapes of the specimens, water contents, load directions, ages, ingredient types, curing methods, and the types of foaming agents are some of the factors that influence the compressive strength of lightweight concrete [
30]. Meanwhile, the flexural strength is the capacity of a concrete that is being placed on two certain positions to resist the force applied in the direction perpendicular to the axis of the specimen until it collapses, and it is stated in Mega Pascal (MPa) force per unit area. This mechanical property is one of the most essential characteristics that needs to be considered for any materials that are included in the concrete mixture, as it illustrates the maximum value of stress that is acceptable to prevent concrete failure in any pavement design [
31].
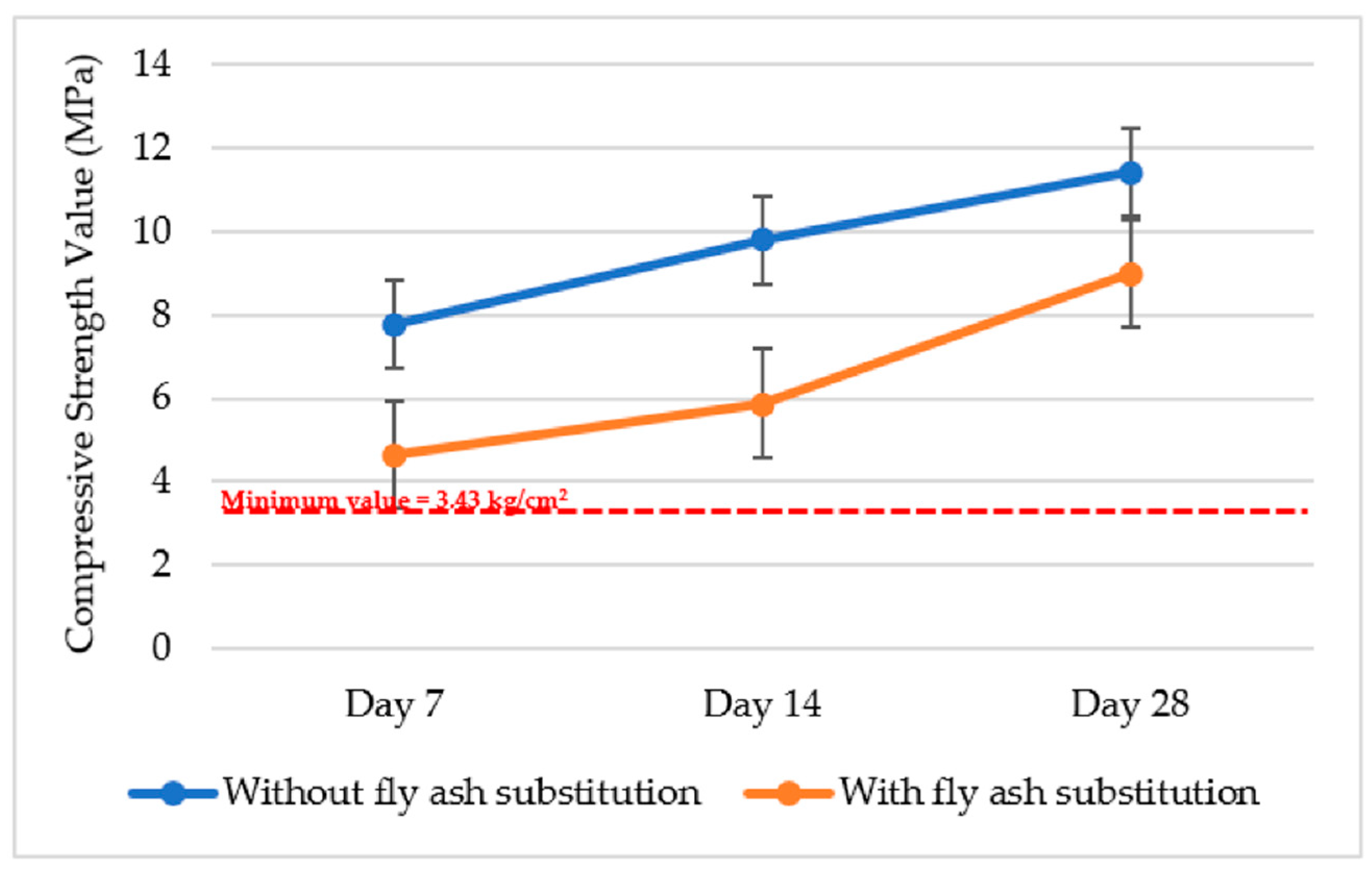
According to Direktorat Jenderal Bina Marga Indonesia, the requirements for the unconfined compressive strength of Class B Cement Aggregate Foundation (CTSB) in the concrete age of 7 (seven) days is 35–45 kg/cm
2 (3.43–4.41 MPa) [
25] and should not be less than 75 kg/cm
2 (7.35 MPa) at the concrete age of 28 days [
19]. The results from
Table 3 and
Table 4 show that all concrete specimens in this study have a compressive strength that is above the minimum value established in the general specification criteria. Moreover, the compressive strength value keeps increasing as the concrete age develops. Basically, the substitution of fly ash in lightweight concrete mixture will slow down the initial setting time and final setting time. The increase in the air void quantity in the concrete and the addition of fly ash as a partial replacement for cement cause a decrease in the strength of the foam concrete [
32].
According to Hewlett, fly ash reacts slowly with Ca(OH)
2, which is produced from cement hydration, because fly ash contains silica. After approximately 8 hours after the casting process, fly ash accelerates the process of cement hydration [
32]. This is in contrast to the final setting time of normal concrete, which is no more than 8 hours. In addition, the long setting time, which is definitely due to the substitution of fly ash material, causes the air bubbles in the concrete mixture to break even before the final setting occurs, so that shrinkage occurs in the concrete mixture. The greater the shrinkage that occurs in the binding process, the weaker the cement bond will be in the lightweight concrete [
33]. Thus, the partial replacement of the cement portion with fly ash material can slow down the initial setting time and final setting time of the cement. This process explained why the compressive strength value that is obtained in this study keeps increasing as the concrete age develops.
On the other hand, the specific gravity of the lightweight concrete that was used in this study was only as low as 1.2. This result was considered remarkable since the lightweight concrete that is being tested in this study had a lower specific gravity compared to that of normal concrete, which reaches as high as 2.4. In any cement mixture with a lower specific gravity, the composition of foam will be higher, which will lead to an increase in air voids in the concrete mixture. The increase in air voids will significantly reduce the compressive strength of the lightweight concrete [
32].
However, the chemical content in fly ash material takes effect when the concrete mixture undergoes a hydration reaction between water, Portland cement, and fly ash. In the hydration reaction process, the water in the concrete mix will form a bond with
dicalcium silicate (C
2S) and
tricalcium silicate (C
3S), which then become
calcium silicate hydrate gel (3CaO.2SiO
2.3H
2O or CSH) and release calcium hydroxide (Ca(OH(
2)). Hereafter, the silica (SiO
2) that is contained in the fly ash material will react with the Ca(OH)
2 released from the hydration process and will form another particle of CSH. With more CSH being released, the concrete formation will be denser and stronger, which will eventually increase the concrete quality. This reaction is also known as a secondary reaction, which takes longer and lasts longer, so that the quality of the concrete, even after the age of 28 days, keeps increasing. Herewith, the setting time of concrete with a substitution of fly ash material becomes longer when compared to the setting time of concrete without a fly ash substitution [
34].
Exceptionally, fly ash, with its fine grain size, has an advantage in that this particle is able to break through into the interface (interface transition zone (ITZ)) between the mortar and coarse aggregate. The ITZ layer is formed due to the presence of water on the surface of the coarse aggregate (absorbed water) in conjunction with the bleeding water of the matrix/mortar that is assembling around the coarse aggregate, especially at the bottom area. The water then provides a place for the growth of Ca(OH)
2 crystals, which are relatively weak and produce a porous space full of microcracks, thus reducing the density and strength of the concrete. However, the presence of fly ash in the concrete will enable the Ca(OH)
2 crystals to form a secondary reaction in order to form CSH, and the small fly ash particles will also take part in filling the cavities in the ITZ area. Thus, not only will the concrete become denser and stronger, but the bonds in the ITZ area will also increase [
34].
The quantity of hydration products, especially CSH, which is produced from the reaction of tricalcium silicate (C
3S) and dicalcium silicate (C
2S) with water (H
2O), will keep building up along with the increasing hydration time under adequate maintenance. An increased amount of CSH, the main compound responsible for the development of the mechanical properties of the concrete, results in a stronger bond between the cement and the aggregate, as the empty spaces that were originally filled with water and soluble cement particles are replaced with CSH, so that the density of the concrete increases. Moreover, with an increasing hydration age, this continuous process contributes to an increase in the compressive strength of the concrete produced [
34].
In this study, in spite of the fly ash substitution, the compressive strength of the lightweight concrete produced still fulfilled the requirements for the unconfined compressive strength of CTSB, even at the age of 7 days. Nonetheless, the setting phase of lightweight concrete with fly ash substitution develops more slowly. Previous studies showed that the lightweight concrete reached its optimal strength at around 90 days of age. This happens because the calcium silica hydrate (CSH) that is produced through the process of pozzolanic reaction will become harder and stronger over time. Quality control must be carried out frequently, as the quality of fly ash is very dependent on the process (combustion temperature) and the type of coal ash used [
34]. Meanwhile, in road projects, the work should be conducted in a short time, because road construction must be completed as soon as possible to be able to be used immediately. Therefore, some further research is needed to study any method in accelerating the activation of fly ash material in order to be able to achieve its maximum strength in the shortest time. A previous study concluded that the greater the fly ash content used in a concrete mixture, the higher the compressive strength value of the concrete produced. This is because adding fly ash to cement as an additive, without reducing the proportion of cement, will increase the binding element in the cement, namely silica (SiO
2), thus intensifying the compressive strength of the concrete [
35].
Recently, huge quantities of fly ash were found in the world. Ahmaruzzaman reported that the annual production of coal ash worldwide was estimated to be around 600 million tons, with fly ash constituting approximately 500 million tons at 75–80% of the total ash produced [
36]. However, only a small part (20–30%) of fly ash is used, while the rest is land-filled and surface-impounded, with potential risks of air pollution and the contamination of water due to leaching [
37].
Based on these statistics, it is evident that not only has the stockpiled low-quality fly ash been underutilized over the years, but its accumulation is also still growing. A large amount of fly ash not only occupies numerous land resources, but also produces dust that pollutes the atmosphere. Discharge into the water system causes the silting of rivers, while toxic chemicals present in the fly ash, such as cadmium, mercury, lead, chromium, and arsenic elements, among others, can also be harmful to human and plant life [
38]. Therefore, it should not only be disposed of safely to prevent environmental pollution, but it should also be treated as a valuable resource. Instead of dumping fly ash as a waste material, it can be utilized in concrete to reduce the environmental problems of power plants, decrease electric costs, reduce the amounts of solid waste and greenhouse gas emissions associated with Portland clinker production, and conserve existing natural resources and economic grounds as pozzolans for a partial replacement of cement because of their beneficial effects of a lower water demand for similar workability and improvements in strength [
39].
The utilization of fly ash is also beneficial in facing environmental challenges related to CO
2 emissions due to cement production, as global cement demand and production continue to rise [
39,
40]. Cement production is highly energy- and material-intensive. Additionally, the cement industry also launches CO
2, SO
2, and NO
x, contributing to the greenhouse effect and acid rain [
41]. Among those gases, CO
2 contributes to about 65% of the global warming process, which is serious in the current context of climate change, causing a rise in sea levels and the occurrence of natural disasters and being responsible for future meltdowns in the world economy [
42].
The use of cement clinkers containing mainly belite (β-C
2S as a model crystal), replacing alite (C
3S), offers a promising solution for the development of environmentally friendly solutions to reduce the high level of CO
2 emissions in the production of Portland cement. However, the much lower reactivity of belite compared to alite limits the widespread use of belite cements. In addition, they are less reactive compared to the C
3S due to the absence of interactive free oxygen and a higher number of silicates that have a strong electrostatic interaction between the silicates’ four oxygens with the surrounding calcium atoms (Ca). Studies demonstrated that a layer-by-layer dissolution mechanism is responsible for the slow reactivity of belite clinkers [
43]. However, the introduction of crystal defects by cutting the crystal perpendicular to the Y axis, i.e., resulting in two sides with plane defects caused by cutting the edges at two crystal boundaries, increased the overall average mesoscopic forward dissolution rate. Compared to the ideal crystal, the cutting of the crystal sides resulted in a spectacular increase in the total mesoscopic forward dissolution rate. The crystal defects reduced the total (mesoscale) dissolution time due to the atomistic contribution of the silicate monomer neighbors with an atomistic forward reaction rate that was almost 5000 times higher when the cut boundary was introduced compared to the ideal crystal [
44].
Consequently, fly ash can be utilized as an alternative binder to cement in order to reduce greenhouse gas emissions. When these are blended together, CO
2 emissions can be reduced by approximately 13–22%, [
45] although this estimate can vary depending on the local conditions at the source of the raw materials, binder quantity and amount of cement replacement, the types of manufacturing facilities, climate, energy sources, and transportation distance. This would allow for the production of lower-energy-consumption and high-performance cements with a reduced CO
2 footprint.
The road stability and settlement significantly depend on the weight of the fill. Studies showed a significant improvement in the CBR value of the subgrade when 15% fly ash was incorporated into the subgrade layer, reducing the required thickness and lowering the cost of the asphalt pavement structure. Therefore, reducing the fill weight can diminish the tension towards subgrade, as well as prevent excessive settlements on the road [
46]. Studies revealed that ashes improved the bearing capacity compared to non-ash road structures, and ash structures are suitable options for the rehabilitation of forest roads and peatlands [
11].
Several reasons emphasize the importance of peatland stabilization, i.e., peaty soils generally have harsh geotechnical conditions due to the low value of undrained shear strength at natural conditions, high water content, and low permeability, as well as low strength in combination with high compressibility and shrinkage when drying. As the specific gravity of the cement produced in this study was significantly lower than normal concrete, it is applicable to be used in any low-bearing-capacity soils, such as peatlands. The lightweight concrete does not burden the subgrade; thus, its utilization is expected to stabilize the soil in peatland areas, which are known to have a weak soil basis and limited accessibility. The results of this study, which fulfills the minimum mix strength for cement-treated subbases (CTSBs), suited the subgrade protection mechanism that is essential in low-bearing-capacity soils in order to improve the load modification process. It will also increase the value of peatlands, despite its basic geological characteristics, and improve its condition to be adaptive toward the development of industrial works and infrastructure construction, especially roads and highways.
Sustainable soil stabilization in an environmentally friendly way is recommended instead of applying known conventional methods. The substitution of a conventional material (cement) with a secondary raw material (waste and byproducts from industries) corresponds to the Sustainable Development Goals set by the United Nations, preserves resources, saves energy, and reduces greenhouse gas emissions [
11].




{kind=link}
{kind=link}
{kind=link}