
The Influence of the Production Stages of Cardboard Pharmaceutical Packaging on the Circular Economy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the Circular Economy: An Analysis of 114 Definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Nobre, G.C.; Tavares, E. Assessing the Role of Big Data and the Internet of Things on the Transition to Circular Economy: Part I: An Extension of the ReSOLVE Framework Proposal through a Literature Review. Johns. Matthey Technol. Rev. 2020, 64, 19–31. [Google Scholar] [CrossRef]
- Bocken, N.M.P.; de Pauw, I.; Bakker, C.; van der Grinten, B. Product Design and Business Model Strategies for a Circular Economy. J. Ind. Prod. Eng. 2016, 33, 308–320. [Google Scholar] [CrossRef]
- Mendoza, J.M.F.; Sharmina, M.; Gallego-Schmid, A.; Heyes, G.; Azapagic, A. Integrating Backcasting and Eco-Design for the Circular Economy: The BECE Framework. J. Ind. Ecol. 2017, 21, 526–544. [Google Scholar] [CrossRef]
- Holmberg, J.; Robert, K.H. Backcasting—A Framework for Strategic Planning. Int. J. Sustain. Dev. World Ecol. 2000, 7, 291–308. [Google Scholar] [CrossRef]
- Heyes, G.; Sharmina, M.; Mendoza, J.M.F.; Gallego-Schmid, A.; Azapagic, A. Developing and Implementing Circular Economy Business Models in Service-Oriented Technology Companies. J. Clean. Prod. 2018, 177, 621–632. [Google Scholar] [CrossRef]
- Kim, J.H.; Shim, B.S.; Kim, H.S.; Lee, Y.J.; Min, S.K.; Jang, D.; Abas, Z.; Kim, J. Review of Nanocellulose for Sustainable Future Materials. Int. J. Precis. Eng. Manuf. Green Technol. 2015, 2, 197–213. [Google Scholar] [CrossRef]
- Shanmugam, K. Cellulose Nanofiber Lamination of the Paper Substrates via Spray Coating—Proof of Concept and Barrier Performance. Online J. Mater. Sci. 2022, 1, 30–51. [Google Scholar] [CrossRef]
- Public Health Scotland. MESA Monitoring Report 2021; Public Health Scotland: Edinburgh, UK, 2021. [Google Scholar]
- Ballinas-Casarrubias, L.; González-Sánchez, G.; Eguiarte-Franco, S.; Siqueiros-Cendón, T.; Flores-Gallardo, S.; Duarte Villa, E.; de Dios Hernandez, M.; Rocha-Gutiérrez, B.; Rascón-Cruz, Q. Chemical Characterization and Enzymatic Control of Stickies in Kraft Paper Production. Polymers 2020, 12, 245. [Google Scholar] [CrossRef]
- Licursi, D.; Antonetti, C.; Martinelli, M.; Ribechini, E.; Zanaboni, M.; Raspolli Galletti, A.M. Monitoring/Characterization of Stickies Contaminants Coming from a Papermaking Plant–Toward an Innovative Exploitation of the Screen Rejects to Levulinic Acid. Waste Manag. 2016, 49, 469–482. [Google Scholar] [CrossRef]
- Eriksen, M.K.; Damgaard, A.; Boldrin, A.; Astrup, T.F. Quality Assessment and Circularity Potential of Recovery Systems for Household Plastic Waste. J. Ind. Ecol. 2019, 23, 156–168. [Google Scholar] [CrossRef]
- Geueke, B. FPF Dossier: Non-Intentionally Added Substances (NIAS), 2nd ed.; Food Packaging Forum; Zenodo: Geneva, Switzerland, 2018. [Google Scholar] [CrossRef]
- Doshi, M.R.; Recycling, P.; Moore, W.J.; Valley, F.; College, T.; Venditti, R.A.; Copeland, K.; Chang, H.M.; Carolina, N.; Houtman, C.; et al. Contaminant Catalog Comparison of Macrostickies Measurement Methods. Prog. Pap. Recycl. 2003, 12, 34–43. [Google Scholar]
- Collectors Project. Available online: https://www.collectors2020.eu/library/press-releases/a-stronger-focus-on-quality-is-key-to-better-align-waste-collection-to-recycling-and-move-closer-towards-circular-economy/ (accessed on 11 January 2023).
- Tallentire, C.W.; Steubing, B. The Environmental Benefits of Improving Packaging Waste Collection in Europe. Waste Manag. 2020, 103, 426–436. [Google Scholar] [CrossRef] [PubMed]
- Civancik-uslu, D. Advances in Life Cycle Assessment of Plastics with Mineral Fillers. Ph.D. Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, 2019. [Google Scholar]
- Tisserant, A.; Pauliuk, S.; Merciai, S.; Schmidt, J.; Fry, J.; Wood, R.; Tukker, A. Solid Waste and the Circular Economy: A Global Analysis of Waste Treatment and Waste Footprints. J. Ind. Ecol. 2017, 21, 628–640. [Google Scholar] [CrossRef]
- Rahimi, A.; García, J.M. Chemical Recycling of Waste Plastics for New Materials Production. Nat. Rev. Chem. 2017, 1, 46. [Google Scholar] [CrossRef]
- Singh, A.; Sharma, P.; Malviya, R. Eco Friendly Pharmaceutical Packaging Material. World Appl. Sci. J. 2011, 14, 1703–1716. [Google Scholar]
- Wikström, F.; Williams, H. Potential Environmental Gains from Reducing Food Losses through Development of New Packaging—A Life-Cycle Model. Packag. Technol. Sci. 2010, 23, 403–411. [Google Scholar] [CrossRef]
- Atimtay, A.; Sikdar, S. Security of Industrial Water Supply and Management; Springer: Dordrecht, The Netherlands, 2011; ISBN 978-94-007-1804-3. [Google Scholar]
- Milios, L. Advancing to a Circular Economy: Three Essential Ingredients for a Comprehensive Policy Mix. Sustain. Sci. 2018, 13, 861–878. [Google Scholar] [CrossRef]
- CEPI. 2022 Key Statistics; CEPI: Brussels, Belgium, 2023. [Google Scholar]
- Faul, A.M. Quality Requirements in Graphic Paper Recycling. Cellul. Chem. Technol. 2010, 44, 451–460. [Google Scholar]
- Willis, K.; Maureaud, C.; Wilcox, C.; Hardesty, B.D. How Successful Are Waste Abatement Campaigns and Government Policies at Reducing Plastic Waste into the Marine Environment? Mar. Policy 2018, 96, 243–249. [Google Scholar] [CrossRef]
- Syafri, E.; Jamaluddin; Wahono, S.; Irwan, A.; Asrofi, M.; Sari, N.H.; Fudholi, A. Characterization and Properties of Cellulose Microfibers from Water Hyacinth Filled Sago Starch Biocomposites. Int. J. Biol. Macromol. 2019, 137, 119–125. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Samyn, P. Bio-Based Coatings for Paper Applications. Coatings 2015, 5, 887–930. [Google Scholar] [CrossRef]
- Wu, Q.; Shao, W.; Xia, N.; Wang, P.; Kong, F. A Separable Paper Adhesive Based on the Starch-Lignin Composite. Carbohydr. Polym. 2020, 229, 115488. [Google Scholar] [CrossRef] [PubMed]
- Monnot, E.; Reniou, F.; Parguel, B.; Elgaaied-Gambier, L. “Thinking Outside the Packaging Box”: Should Brands Consider Store Shelf Context When Eliminating Overpackaging? J. Bus. Ethics 2019, 154, 355–370. [Google Scholar] [CrossRef]
- Gribble, C.M.; Matthews, G.P.; Gantenbein, D.; Turner, A.; Schoelkopf, J.; Gane, P.A.C. Adsorption of Surfactant-Rich Stickies onto Mineral Surfaces. J. Colloid Interface Sci. 2010, 352, 483–490. [Google Scholar] [CrossRef] [PubMed]
- Łątka, J.F.; Jasiołek, A.; Karolak, A.; Niewiadomski, P.; Noszczyk, P.; Klimek, A.; Zielińska, S.; Misiurka, S.; Jezierska, D. Properties of Paper-Based Products as a Building Material in Architecture—An Interdisciplinary Review. J. Build. Eng. 2022, 50, 104135. [Google Scholar] [CrossRef]
- Gala, A.B.; Raugei, M.; Fullana-i-Palmer, P. Introducing a New Method for Calculating the Environmental Credits of End-of-Life Material Recovery in Attributional LCA. Int. J. Life Cycle Assess. 2015, 20, 645–654. [Google Scholar] [CrossRef]
- Pineda, J.G.; García, R.E. Deinking paper in a neutral medium, through a treatment with amino acids, in flotation columns. Appl. Sci. Technol. 2022, 4, 45–57. [Google Scholar] [CrossRef]
- Onusseit, H. The Influence of Adhesives on Recycling. Resour. Conserv. Recycl. 2006, 46, 168–181. [Google Scholar] [CrossRef]
- Huber, P.; Delagoutte, T.; Ossard, S. The Concept of Stickies Exposure for Paper Recycling Processes. Nord. Pulp Pap. Res. J. 2013, 28, 82–93. [Google Scholar] [CrossRef]
- Bajpai, P. (Ed.) Stickies Control BT–Biotechnology for Pulp and Paper Processing; Springer: Singapore, 2018; pp. 419–430. ISBN 978-981-10-7853-8. [Google Scholar]
- Putz, H.-J.; Schabel, S.; Faul, A. The Sticky Potential of Adhesive Applications from Printed Products. Pulp Pap. Can. Ont. 2009, 110, 1–6. [Google Scholar]
- Sithole, B.; Filion, D. Assessment of Methods for the Measurement of Macrostickies in Recycled Pulps; Pulp and Paper Research Institute of Canada: Pointe-Claire, QC, Canada, 2008; 17p. [Google Scholar]
- Canellas, E.; Vera, P.; Nerín, C. Migration Assessment and the ‘Threshold of Toxicological Concern’ Applied to the Safe Design of an Acrylic Adhesive for Food-Contact Laminates. Food Addit. Contam. Part A 2017, 34, 1721–1729. [Google Scholar] [CrossRef] [PubMed]
- Xu, Q.H.; Wang, Y.P.; Qin, M.H.; Fu, Y.J.; Li, Z.Q.; Zhang, F.S.; Li, J.H. Fiber Surface Characterization of Old Newsprint Pulp Deinked by Combining Hemicellulase with Laccase-Mediator System. Bioresour. Technol. 2011, 102, 6536–6540. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Shen, J.; He, T.; Chen, C.; Wang, J.; Tang, Y. Flotation De-Inking for Recycling Paper: Contrasting the Effects of Three Mineral Oil-Free Offset Printing Inks on Its Efficiency. Environ. Sci. Pollut. Res. 2022, 29, 89283–89294. [Google Scholar] [CrossRef] [PubMed]
- Pala, H.; Mota, M.; Gama, F.M. Enzymatic versus Chemical Deinking of Non-Impact Ink Printed Paper. J. Biotechnol. 2004, 108, 79–89. [Google Scholar] [CrossRef]
- Bolanča, I.; Bolanča, Z. The Colorimetric Properties of the Deinked Pulp from Digital Prints. In Proceedings of the CGIV 2004–Second European Conference on Color in Graphics, Imaging, and Vision and Sixth International Symposium on Multispectral Color Science, Aachen, Germany, 5–8 April 2004; pp. 475–478. [Google Scholar]
- Runte, S.; Putz, H.J.; Bussini, D.; Limongi, L.; Elegir, G. Recyclability Criteria for Paper Based Packaging Products. Cellul. Chem. Technol. 2015, 49, 667–676. [Google Scholar]
- de Aguiar, J.; de Oliveira, L.; da Silva, J.O.; Bond, D.; Scalice, R.K.; Becker, D. A Design Tool to Diagnose Product Recyclability during Product Design Phase. J. Clean. Prod. 2017, 141, 219–229. [Google Scholar] [CrossRef]
- Dombrowski, U.; Schmidt, S.; Schmidtchen, K. Analysis and Integration of Design for X Approaches in Lean Design as Basis for a Lifecycle Optimized Product Design. Procedia CIRP 2014, 15, 385–390. [Google Scholar] [CrossRef]
- Burneo, D.; Cansino, J.M.; Yñiguez, R. Environmental and Socioeconomic Impacts of Urban Waste Recycling as Part of Circular Economy. The Case of Cuenca (Ecuador). Sustainability 2020, 12, 3406. [Google Scholar] [CrossRef]
- Quinn, E.C.; Knauer, K.M.; Beckham, G.T.; Chen, E.Y.X. Mono-Material Product Design with Bio-Based, Circular, and Biodegradable Polymers. One Earth 2023, 6, 582–586. [Google Scholar] [CrossRef]
- Guerritore, M.; Olivieri, F.; Castaldo, R.; Avolio, R.; Cocca, M.; Errico, M.E.; Galdi, M.R.; Carfagna, C.; Gentile, G. Recyclable-by-Design Mono-Material Flexible Packaging with High Barrier Properties Realized through Graphene Hybrid Coatings. Resour. Conserv. Recycl. 2022, 179, 106126. [Google Scholar] [CrossRef]
- Leal, J.M.; Pompidou, S.; Charbuillet, C.; Perry, N. Design for and from Recycling: A Circular Ecodesign Approach to Improve the Circular Economy. Sustainability 2020, 12, 9861. [Google Scholar] [CrossRef]
- Hidalgo-Carvajal, D.; Gutierrez-Franco, E.; Mejia-Argueta, C.; Suntura-Escobar, H. Out of the Box: Exploring Cardboard Returnability in Nanostore Supply Chains. Sustainability 2023, 15, 7804. [Google Scholar] [CrossRef]
- Survey of Alkylphenols and Alkylphenol Ethoxylates. Part of the LOUS-Review. Available online: https://www.researchgate.net/publication/299235359_Survey_of_alkylphenols_and_alkylphenol_ethoxylates_Part_of_the_LOUS-review (accessed on 25 November 2023).
- ISO 5263-2:2004; Pulps—Laboratory Wet Disintegration—Part 2: Disintegration of Mechanical Pulps at 20 Degrees C. International Organization for Standardization: Geneva, Switzerland, 2004. Available online: https://www.iso.org/standard/37894.html (accessed on 8 November 2023).
- Screenability, D.; Scorecard, D.; Paper, E.; Council, R. Assessment of Print Product Recyclability—Deinkability Test—INGEDE; European Paper Recycling Council: Brussels, Belgium, 2018; 18p. [Google Scholar]
- Ingede, T.; Grade, W.; Polyacrylamide, C.; Cellulose, E. INGEDE Method 1 Test Sheet Preparation of Pulps and Filtrates from Deinking Processes; INGEDE: Bietigheim-Bissingen, Germany, 2014; pp. 1–6. [Google Scholar]
- ISO 5269-2:2004; Pulps—Preparation of Laboratory Sheets for Physical Testing—Part 2: Rapid-Köthen Method. International Organization for Standardization: Geneva, Switzerland, 2004. Available online: https://www.iso.org/standard/39341.html (accessed on 8 November 2023).
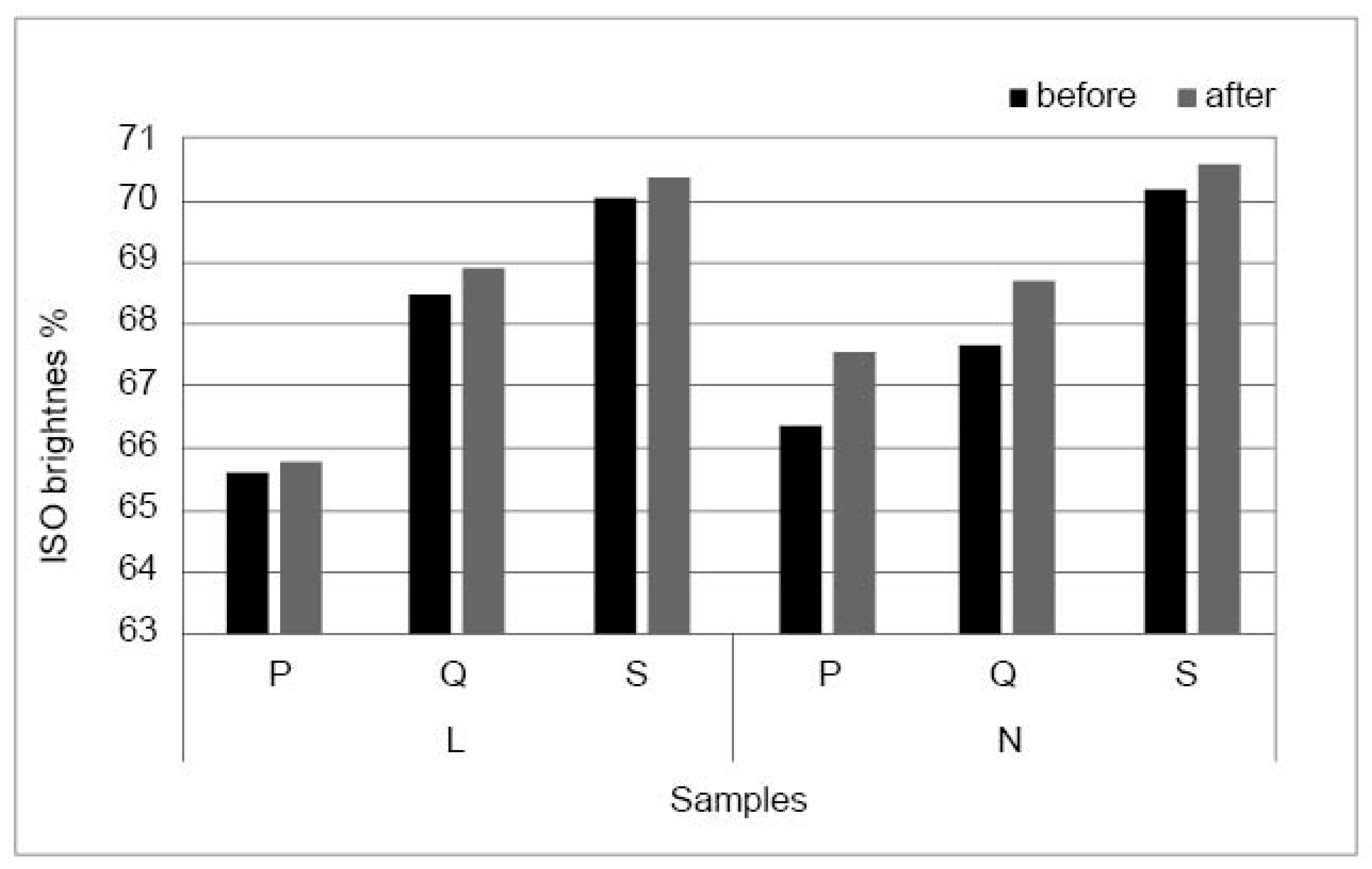
- ISO 2470-1:2016; Paper, Board and Pulps—Measurement of Diffuse Blue Reflectance Factor—Part 1: Indoor Daylight Conditions (ISO Brightness). International Organization for Standardization: Geneva, Switzerland, 2016. Available online: https://www.iso.org/standard/69090.html (accessed on 8 November 2023).
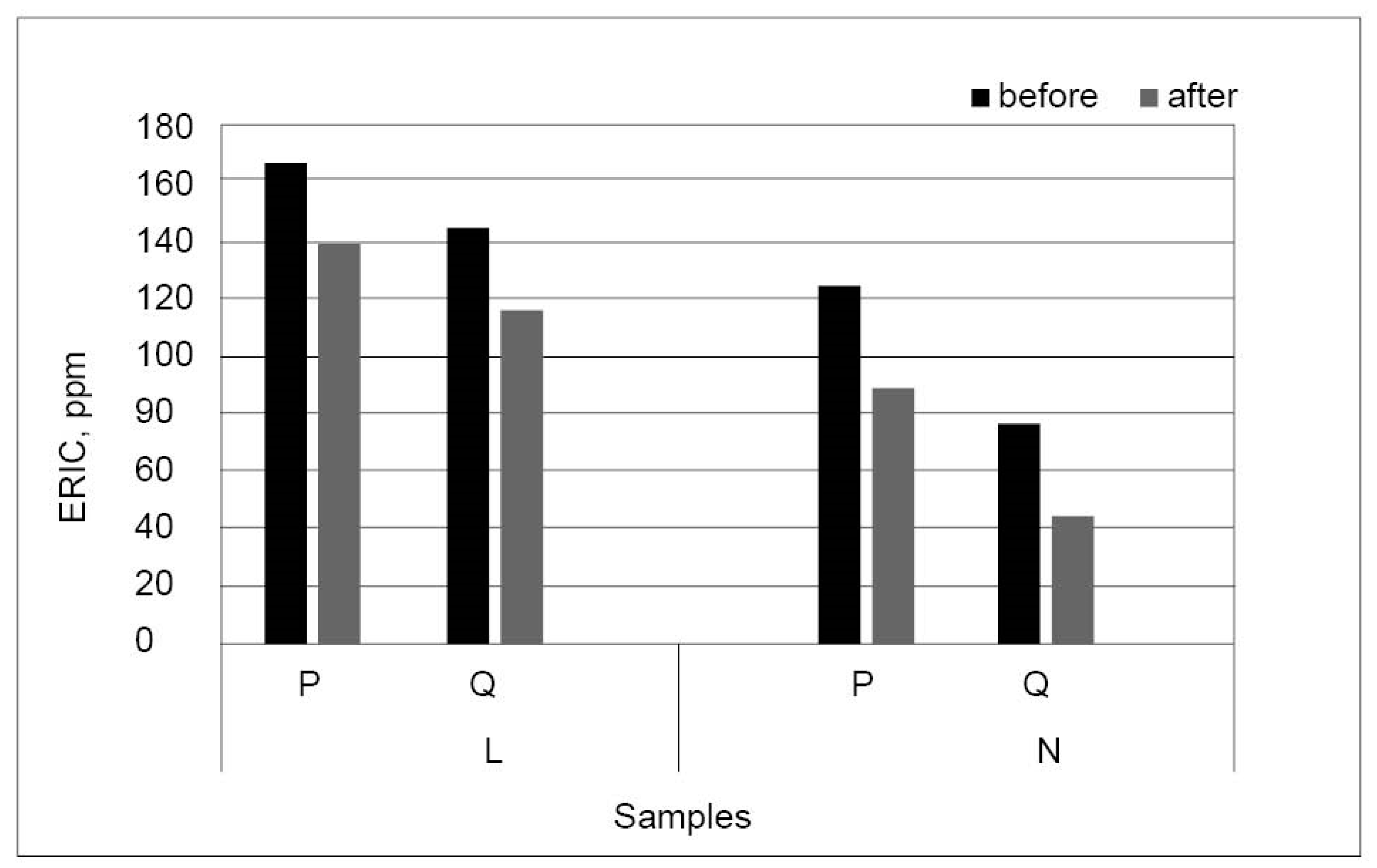
- TAPPI T 567:2009; Determination of Effective Residual Ink Concentration (Eric) By Infrared Reflectance Measurement. Technical Association of the Pulp & Paper Industry: Peachtree Corners, GA, USA, 2009. Available online: https://infostore.saiglobal.com/en-gb/standards/tappi-t-567-2009-1062784_saig_tappi_tappi_2472187/ (accessed on 8 November 2023).
- ISO 22754:2008; Pulp and Paper—Determination of the Effective Residual Ink Concentration (ERIC Number) by Infrared Reflectance Measurement. International Organization for Standardization: Geneva, Switzerland, 2008. Available online: https://www.iso.org/standard/36461.html (accessed on 8 November 2023).
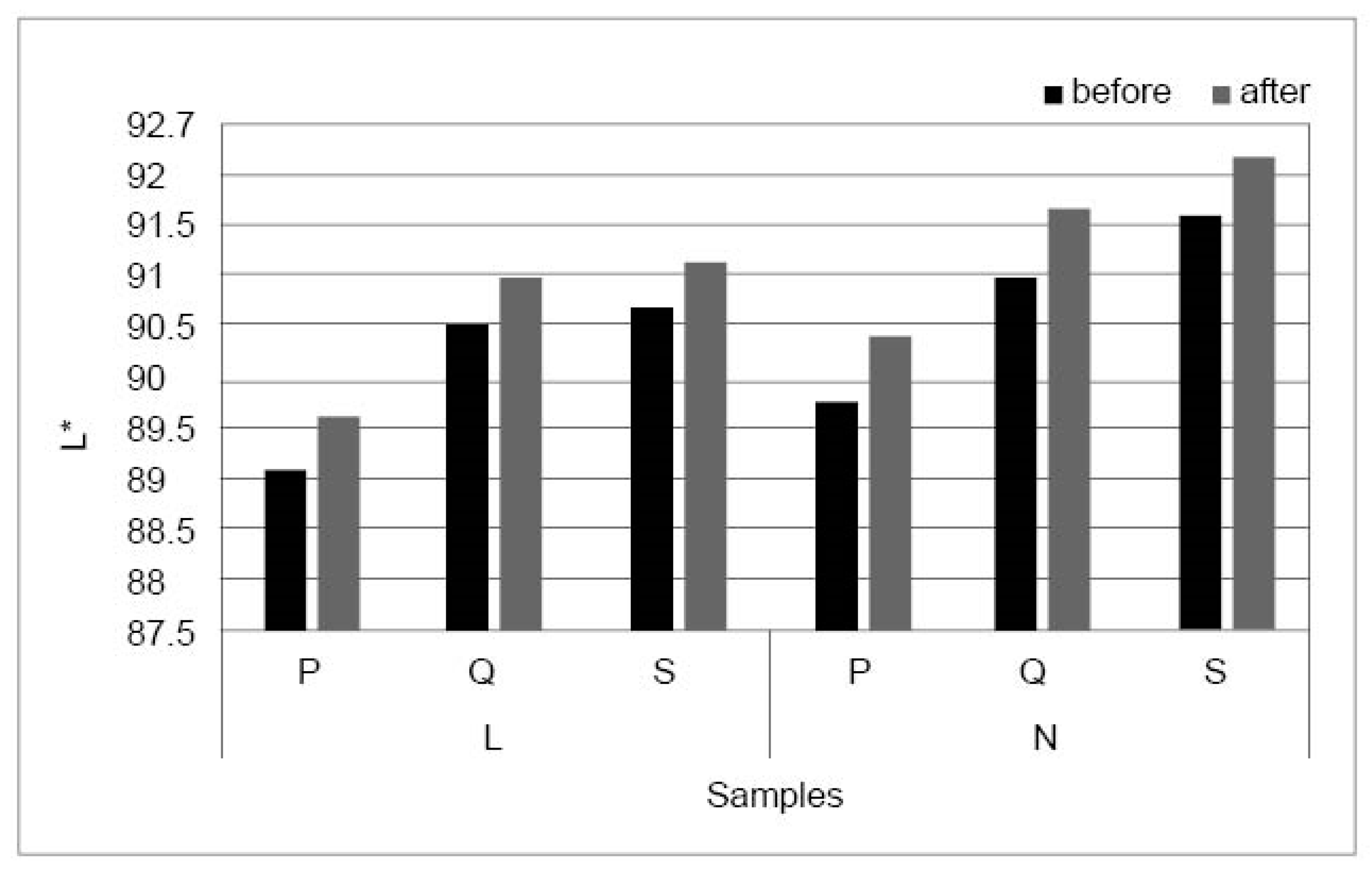
- ISO 5631-3:2015; Paper and Board—Determination of Colour by Diffuse Reflectance—Part 3: Indoor Illumination Conditions (D50/2 Degrees). International Organization for Standardization: Geneva, Switzerland, 2015. Available online: https://www.iso.org/standard/67156.html (accessed on 8 November 2023).
- ISO 13322-1:2014; Particle Size Analysis—Image Analysis Methods—Part 1: Static Image Analysis Methods. International Organization for Standardization: Geneva, Switzerland, 2014. Available online: https://www.iso.org/standard/51257.html (accessed on 8 November 2023).
- ISO 11475:2017; Paper and Board—Determination of CIE Whiteness, D65/10 Degrees (Outdoor Daylight). International Organization for Standardization: Geneva, Switzerland, 2017. Available online: https://www.iso.org/obp/ui/#iso:std:iso:11475:ed-3:v1:en (accessed on 18 January 2023).
- Džimbeg-Malčić, V.; Barbarić-Mikočević, Ž.; Itrić, K. Kubelka-Munk Theory in Describing Optical Properties of Paper (1). Tech. Gaz. 2011, 18, 117–124. [Google Scholar]
- Małachowska, E.; Dubowik, M.; Lipkiewicz, A.; Przybysz, K.; Przybysz, P. Analysis of Cellulose Pulp Characteristics and Processing Parameters for Efficient Paper Production. Sustainability 2020, 12, 7219. [Google Scholar] [CrossRef]
- Seleš, V.R.; Bates, I.; Plazonić, I.; Majnarić, I. Analysis of Optical Properties of Laboratory Papers Made from Straw Pulp and Coated with Titanium Dioxide White Ink. Cellul. Chem. Technol. 2020, 54, 473–483. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Rojas, O.J.; Lucia, L.A.; Sain, M. Cellulosic Nanocomposites, Review. Bioresources 2008, 3, 929–980. [Google Scholar]
- Zhao, S.; Liu, L.; Feng, Z.; Liao, N.; Liu, Q.; Xie, X. Colorimetric Characterization of Color Imaging System Based on Kernel Partial Least Squares. Sensors 2023, 23, 5706. [Google Scholar] [CrossRef]
- The Appearance of Brightness and Lightness. Available online: https://www.researchgate.net/publication/221502061_The_Appearance_of_Brightness_and_Lightness (accessed on 12 December 2023).
- Identification and Characterization of Sticky Contaminants in Multiple Recycled Paper Grades. Available online: https://www.researchgate.net/publication/361301474_Identification_and_Characterization_of_Sticky_Contaminants_in_Multiple_Recycled_Paper_Grades (accessed on 12 December 2023).
- Hastings, G.D.; Rubin, A. Colour Spaces–A Review of Historic and Modern Colour Models*. Afr. Vis. Eye Health 2012, 71, 133–143. [Google Scholar] [CrossRef]
- Solomon, K.R. Chlorine in the Bleaching of Pulp and Paper. Pure Appl. Chem. 1996, 68, 1721–1730. [Google Scholar] [CrossRef]
- Laboratory Paper Pulp Deinking: An Evaluation Based on Image Analysis, ISO Brightness and ERIC. Available online: https://www.researchgate.net/publication/228585572_Laboratory_paper_pulp_deinking_An_evaluation_based_on_Image_Analysis_ISO_brightness_and_ERIC (accessed on 12 December 2023).
- Chakrabarti, S.K.; Verma, P.; Tripathi, S.; Barnie, S.; Varadhan, R. Stickies: Management and Control. Q. J. Indian Pulp Pap. Tech. Assoc. 2011, 23, 102–107. [Google Scholar]
- Maris, E.; Froelich, D.; Aoussat, A.; Naffrechoux, E. From Recycling to Eco-Design. In Handbook of Recycling: State-of-the-Art for Practitioners, Analysts, and Scientists; Elsevier: Amsterdam, The Netherlands, 2014; pp. 421–427. [Google Scholar] [CrossRef]
- Leterrier, Y. Life Cycle Engineering of Composites. Compr. Compos. Mater. 2000, 2, 1073–1102. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Sample | Label | Sample | Label |
|---|---|---|---|
| Laminated | L | Printed packaging | P |
| Printed quire | Q | ||
| Printing substrate | S | ||
| Non-laminated | N | Printed packaging | P |
| Printed quire | Q | ||
| Printing substrate | S |
| Optical Properties | Standard |
|---|---|
| Diffuse blue reflectance factor | ISO 2470-1:2016 [58] |
| Effective residual ink concentration, ERIC | TAPPI T 567: 2009 [59], ISO 22754:2008 [60] |
| Determination of colour by diffuse reflectance | ISO 5631-3: 2015 [61] |
| Image analysis | ISO 13322: 2014 [62] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klemenčić, M.; Bolanča Mirković, I.; Bolf, N. The Influence of the Production Stages of Cardboard Pharmaceutical Packaging on the Circular Economy. Sustainability 2023, 15, 16882. https://doi.org/10.3390/su152416882
Klemenčić M, Bolanča Mirković I, Bolf N. The Influence of the Production Stages of Cardboard Pharmaceutical Packaging on the Circular Economy. Sustainability. 2023; 15(24):16882. https://doi.org/10.3390/su152416882
Chicago/Turabian StyleKlemenčić, Mia, Ivana Bolanča Mirković, and Nenad Bolf. 2023. "The Influence of the Production Stages of Cardboard Pharmaceutical Packaging on the Circular Economy" Sustainability 15, no. 24: 16882. https://doi.org/10.3390/su152416882