3.1. Tool Life of Carbide Cutting Tool
Studies on tool wear and progression with respect to cutting time are important in order to understand the machining response of AZ91D. It is desirable to determine its behavior in order to control and minimize its effects on machining performance such as machined surface quality, surface roughness, and tool life. Tool wear behavior is influenced be several factors such as variable cutting tools, work piece material properties (physical, mechanical, and chemical properties), and tool geometry, including chip-forming groove geometry, cutting parameters, and cutting fluids [
17]. In this study, the cutting tool condition was assessed based on the wear on the flank face. When the measured VBmax reached ≥0.2 mm, the tool was considered to have failed or reached the end of its useful life.
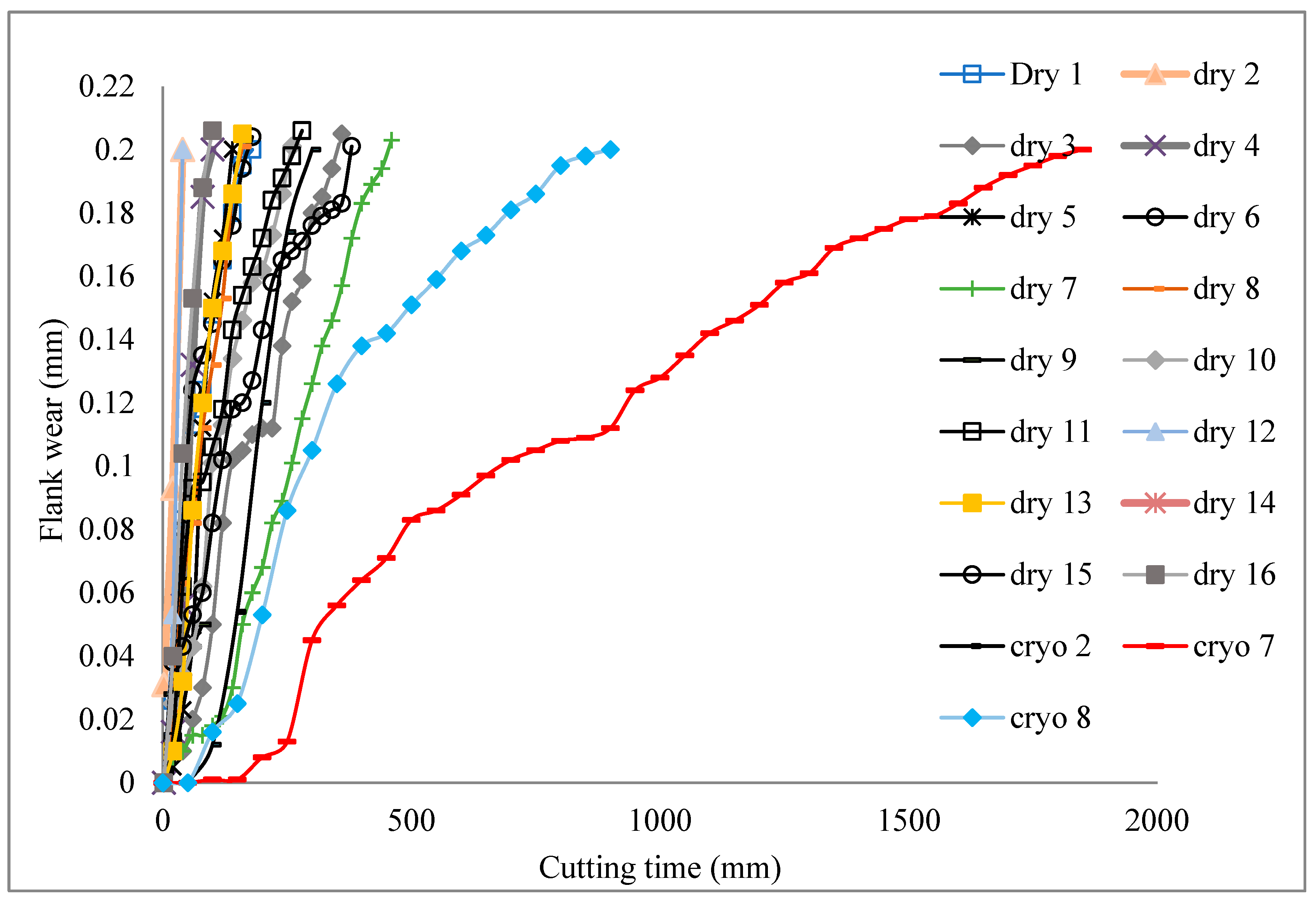
Based on the findings from the experimental work carried out under the full factorial design (L16) at various cutting speeds, feed rates, and depths of cut, a graph of flank wear versus cutting time for dry and selected cryogenic cooling was constructed as shown in
Figure 3. It was discovered that the optimum cutting parameters occurred at the cutting speed of 900 m/min, feed rate of 0.02 mm/tooth, axial depth of cut of 0.3 mm, and radial depth of cut of 40 mm (Experiment number 7). This was evidenced from the graph as at this specific cutting parameter, the highest cutting time of 1864 min was achieved at VBmax of 0.21 mm under cryogenic cooling. In contrast, for dry machining, at cutting speed 1300 m/min, feed rate of 0.02 mm/tooth, axial depth of cut of 0.2 mm, and radial depth of 40 mm (Experiment number 2), the tool life lasted only 30 min. According to Wang et al. [
8], cryogenic conditions can quadruple service life with negligible negative impact of wear to improve surface quality using a high speed machining regime [
8].
When examining the tool wear curve for Experiment 7, three distinct regions were observed during its machining process, namely initial (or preliminary) wear region, steady wear region and rapid wear region. However, only one region, rapid wear, could be detected from the tool wear curve for Experiment 2. This shows significant improvement in cutting time or tool life for Experiment 7. Thus, cutting speed is a significant parameter affecting tool life as compared to feed rate and depth of cut under dry conditions for this range of milling parameters.
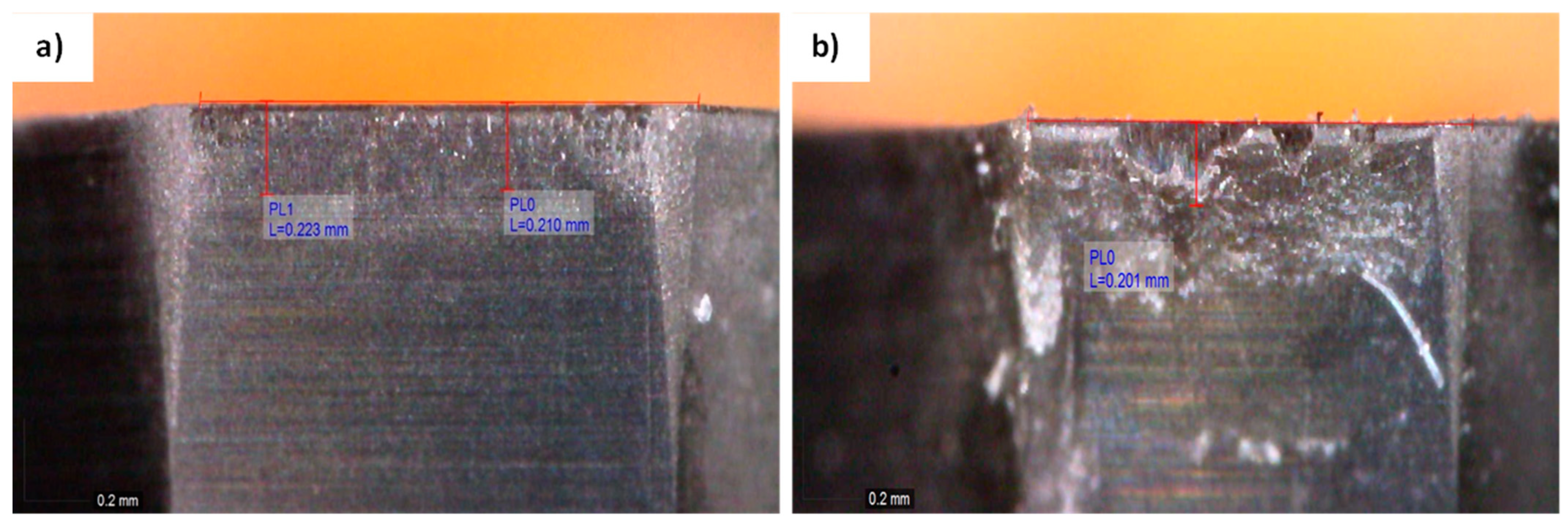
Figure 4 shows images of the worn tools at the nose region for Experiments 7 and 2. More severe wear was observed at the cutting tool edge for Experiment 2 than in Experiment 7. The cutting edge for Experiment 2 experienced notching and suffered from catastrophic failure, while chipping or flaking was observed in Experiment 7. Thus, machining of AZ91D at high cutting speeds revealed notch wear on the flank face in Experiment 2 and chipping or flaking in Experiment 7. Similar phenomena were observed [
18] in milling of Inconel 718 at a high cutting speed regime that were a result of the local high temperatures areas which were a key factor affecting the tool wear rate.
Based on the results obtained for the tool life study and observations of wear on the cutting tool, it can be stated that the cutting parameters used in Experiment 7 (cutting speed of: 900 m/min; feed rate: 0.02 mm/tooth; axial depth of cut: 0.3 mm; radial depth of cut; 40 mm) are recommended to achieve maximum cutting time and gradual tool wear. Analysis of variance (ANOVA) for tool life under dry machining conditions is shown in
Table 5.
Table 5 shows that all studied variables (cutting speed, feed rate, axial, and radial depth of cut) were significant to tool life, with R-sq of 75%. ANOVA could not be performed for cryogenic cooling conditions since only three experiments had been conducted.
3.2. Comparison of Carbide Cutting Tool Performance under Dry and Cryogenic Conditions
Three cutting conditions, Experiments 2, 7, and 8, were selected for more detailed analysis on performance comparison of the carbide cutting tool under dry and cryogenic conditions. Only three cutting conditions were looked into due to cost and time constraints in conducting the experimental work.
Figure 5 shows the comparison of these experimental runs.
Referring to the results in
Figure 5, initial tool wear under dry conditions was higher in comparison to cryogenic conditions. A small region of steady state for tool wear in dry conditions was observed as compared to cryogenic cutting conditions. Aggresive progression of tool wear was observed for dry conditions in Experiment 2, where tool wear rapidly reached VB
max of 0.2 mm after 30 min of machining, leading to its end of tool life. The time taken to reach maximum wear specified by VB
max of 0.2 mm in machining under dry conditions was around ¼ of the machining time taken under cryogenic cutting conditions. Cryogenic cooling provided the longest steady state region and overall cutting time; hence, liquid nitrogen profoundly enhances machining processes and protects cutting tools against rapid tool wear.
During the machining process, heat is generated due to friction between tool flank and workpiece, and friction of chip on tool rake face, causing plastic deformation of metal at the shear region [
19]. While most of the generated heat is carried away by the chip, a slight amount is absorbed by the surroundings, with the remaining absorbed by the tool and workpiece. Since thermal conductivity of magnesium alloy is relatively low as compared to carbon steel, temperatures at the tool chip interface will increase rapidly. Thus, when applying cryogenic coolant to the machining zone, the heat is removed causing significant temperature reduction at the cutting zone. Therefore, cryogenic cooling allows for decreased tool wear and increased tool life as similarly found by Kumar et al. [
20].
Tool life for the selected experiments conducted in milling of AZ91D under both dry and cryogenic cooling has been shown in
Figure 6. Experiment 7 in cryogenic cooling clearly demonstrated the longest tool life of 1864 min, while the lowest tool life of 30 min occurred for Experiment 2 under dry conditions. Increments of tool life in cryogenic cooling were observed; more than 8× in Experiment 2; 4× more in Experiment 7; and 5× more in Experiment 8. These results were similar to Wang et al. [
8], who reported a four-time increase of tool life in cryogenic conditions. Kaynak et al. [
9] also stated that cryogenic cooling had reduced tool-wear rate at high cutting speeds. This suggests that cryogenic cooling is the best option for controlling progressive flank wear, hence providing a sustainable working environment in controlling dimensional deviations of AZ91D.
Flank wear for Experiments 2, 7, and 8 observed under optical microscope occurred predominantly at the nose area of the cutting tool for both dry and cryogenic cutting conditions as shown in
Figure 7. Most wear was due to fracturing at the cutting edge as well as notching, especially under dry machining as seen in
Figure 7c.
Figure 8,
Figure 9 and
Figure 10 show the tool wear experienced by the cutting conditions of
Figure 7 at higher magnification.
Figure 8a,b shows wear that occurred on the flank face indicating flaking of the carbide material and sticking of melted chips. The flaking was not severe, possibly due to cryogenic cooling that managed to reduce the cutting temperature. EDAX in
Figure 8c indicated that tungsten carbide was the major constituent followed by oxygen. However, for
Figure 8d,e, fracturing by micro cracks had been observed with EDAX analysis in
Figure 8f, indicating the occurrence of oxidation with oxygen constituents at 41.8%. The occurrence of wear on the crater face was due to solid state diffusion of constituents of the tool material into the adherent chip material, subsequently torn and transported by the underside of the fresh flowing chips as similarly stated by Venugopal et al. [
21].
Figure 9 shows wear on the cutting edge for Experiment 8. Flaking was observed under cryogenic cooling, but it was not severe. EDAX analysis showed that oxidation occurred on the chips deposited. High temperatures that were generated were most probably due to the high feed rate (0.05 mm/tooth) and high cutting speeds (1300 m/min) utilized under this machining condition. Abrasion also occurred but was not severe and cavitation appeared at several locations. This three-body abrasion occurs when a small carbide particle lodges between two rubbing surfaces and abrades the flank surface, as similarly observed by Ghani and Che Haron [
22] in milling of Inconel 718 using carbide tools. This wear phenomenon was similarly observed under dry cutting conditions. This situation may have been due to the intact contact between the chips–tool interface that rendered the application of LN2 ineffective.
It can be concluded from the analysis of these wear phenomena in
Figure 7,
Figure 8 and
Figure 9 that at cutting speed of 900 m/min and feed rate of 0.02 mm/tooth, the heat generated does not cause severe damage on the cutting edge, i.e., LN2 is effective in reducing cutting temperatures. However, at higher cutting speeds of 1300 m/min, for both feed rates of 0.02 and 0.05 mm/tooth, LN2 is ineffective in reducing cutting temperatures. This goes against previous research [
23,
24] that found that cryogenic cooling is effective at higher than lower cutting speeds. This may be due to the condition of contact at the chips–tool interface and in some cases, the inability of LN2 to penetrate the working region, rendering its application ineffective.
3.3. Surface Roughness
Surface roughness (Ra) values for each experiment at the beginning of cut has been shown in
Figure 10. Based on the graph, dry machining yielded the lowest Ra value at 0.066 µm as observed from Experiment 15, while the lowest Ra value for cryogenic machining was observed from Experiment 7 at 0.091 µm. Machining under dry conditions improved surface finish by up to 14%; however, chips sticking to the rake face may have been the reason for unstable surface roughness readings. Comparatively, Experiment 7 yielded optimum parameter readings under tool life dry machining, but the surface roughness achieved was at 0.105 µm, which was higher than the measured surface roughness obtained from Experiment 15. However, tool life obtained from Experiment 15 was only 380 min.
Figure 10 shows improved surface roughness in the machining process by utilizing liquid nitrogen (LN2) cooling for Experiments 2 and 7 by 24.2% and 13.3%, respectively. However, machining under dry condition for Experiment 8 showed a 26.9% improvement than under cryogenic conditions. Similarly, better Ra was observed under other dry machining conditions such as in Experiments 3 and 10 as compared to cryogenic cooling. The larger feed rate used in these experiments may have had a more dominant influence in improving surface roughness as compared to cryogenic cooling. Increasing feed rate will increase material removal rate at a specific speed but will cause increased friction and will influence measurements of the machined surface [
25]. Hence, the cooling condition and feed per tooth are the most vital factors in achieving a good surface finish [
14].
In general, all measured Ra were below 0.2 µm, which resulted in mirror-like surfaces under both dry and cryogenic conditions which are required for precision components. According to Engineering [
26], 0.1 µm ≤ Ra ≤ 0.2 µm is equivalent to N3–N4 (superfinishing to ground finishes). Even though notching was observed as in
Figure 7f, the measured Ra value was not affected. When notch wear occurs at the DOC line, a flank profile is formed on the surface [
18]. However, the defect surface was eliminated with a new cut, leaving the flank defect unseen. Furthermore, continuous application of LN2 is expected to produce or maintain good surface roughness. According to Pu et al. [
12], better surface roughness is achieved by applying liquid nitrogen to the cutting zone, resulting in reduced cutting temperatures. In addition, Denish et al. [
25] stated that low temperatures will induce brittle behavior in the magnesium alloy, thereby producing short and discontinuous chips. Reduced temperatures at the cutting zone can reduce chip melting at the machined surface of the magnesium alloy and the cutting tool edge, hence improving surface finish during cryogenic machining. The flow of liquid nitrogen will also help to flush away chips from the finished surface and act as a dry lubricant, which could be one of the reasons for obtaining good Ra. Dhar and Kamruzzaman [
27] also reported on the same beneficial effects of cryogenic machining on surface roughness.
Analyses of variance (ANOVA) for surface roughness in dry and cryogenic conditions are shown in
Table 6 and
Table 7, respectively. These tables show that feed rate and radial depth of cut significantly affected surface roughness both under dry and cryogenic conditions, whereas cutting speed and axial depth of cut were not significant with
R-sq at 88% and 80% for dry and cryogenic conditions, respectively.
Carou et al. [
28] reported that feed rate was the main contributing factor affecting all machining tests in intermittent turning of UNS M11917 magnesium alloy. Othman et al. [
29] also found that feed rate was the most significant factor in turning Al-Si alloy. In this study, in addition to feed rate, radial depth of cut was also a significant factor in the machining experiments. According to Shen et al. [
30], high radial depth increases vibrations and deteriorates machining quality during face milling of AISI304 stainless steel with cemented carbide milling cutters. Investigations carried out by Ribeiro et al. [
31] revealed that radial cutting depth and the interaction between radial and axial depth of cut are the most relevant parameters affecting surface finish in milling hardened steel.





 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}