1. Introduction
Manufacturing is currently transitioning from mass production to customization. Technological advancements have led to paradigm shifts known as industrial revolutions throughout history. Water and steam-powered mechanical manufacturing facilities were introduced during the First Industrial Revolution. The separation of labor and mass production was introduced with electricity (the Second Industrial Revolution). Developing electronic and information technology systems and manufacturing automation characterized third industrial revolution. The fourth industrial revolution is characterized by the growth of the Internet of Things (IoT) [
1,
2]. Over the last 200 years of human history, the rate at which operations have been revolutionized has increased. With each industrial revolution, the complexity and productivity of production has increased.
Different manufacturing techniques have evolved to simplify life, especially technology that allows for precision, customization, and rapid production. Consumers are increasingly demanding customized products over traditional standardized products. To satisfy customers’ diverse and highly customized product requirements, manufacturing companies have made huge investments in enhancing their manufacturing systems’ flexibility, intelligence, and responsiveness. Modern manufacturing systems are characterized by their intelligence [
3], interactivity [
4], interconnected nature, and ecological sustainability, among other characteristics. Consequently, a new industrial revolution termed “I4.0” is gathering traction, with the promise of mass customization at low mass-production costs [
5].
I4.0 is a paradigm-shifting wave that enables companies to respond quickly and efficiently to customer demands. I4.0 came to public attention in 2011 when academics and practitioners launched a venture called “I4.0,” intending to increase the competitiveness of the manufacturing industry [
6]. It began efficiently meeting customer requirements; designers refer to this idea as the “flexible integration of the global value chain” [
7,
8]. I4.0 promotes industrial flexibility and product customization via automation and data sharing in various contexts, hence aiding in the digitalization of manufacturing [
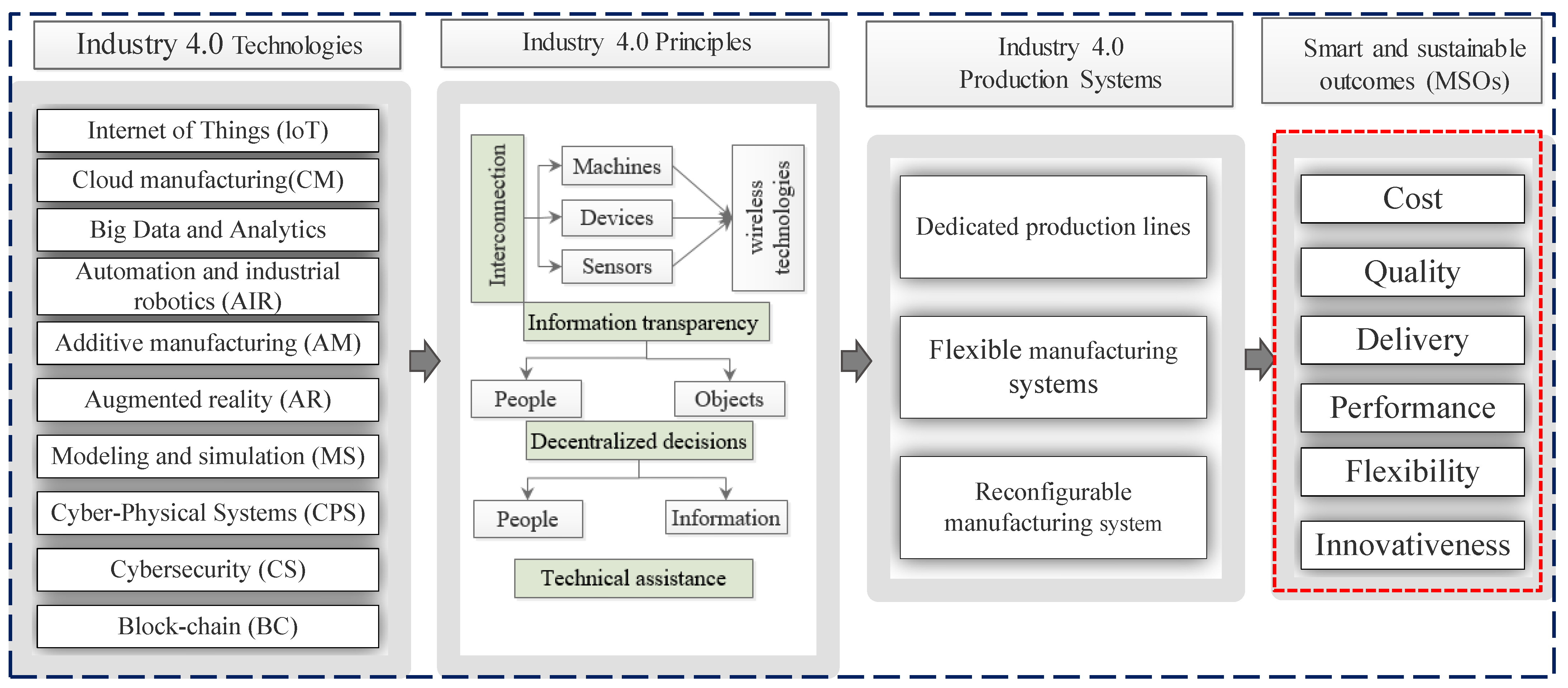
9]. According to the research conducted thus far, the I4.0 technologies are illustrated in
Figure 1 [
10,
11,
12,
13,
14]. I4.0 and MSOs must be appropriately aligned to improve overall production and performance.
Manufacturing strategies (MSs) are long-term plans for utilizing manufacturing system resources to achieve organizational goals [
15]. The MS is a strategy established to obtain optimal outcomes while maintaining an appropriate balance between different desired outcomes. Implementing an MS entails aligning manufacturing goals with business objectives to boost the manufacturing output [
15]. Top management should ensure that all manufacturing policies are designed with, or support, the corporate strategy [
16]. Manufacturing has become a critical competitive differentiator that establishes a company’s identity in the market [
17]. I4.0 is a modern industrial system driven by information technology (IT) and by the aim of attaining a sustainable society. I4.0 has delivered new production technologies that maximize output and resource use. To acquire a holistic idea, the appropriate I4.0 technologies and principles, the production systems, i.e., the raw materials, energy, and information needed to turn inputs into outputs to obtain intelligent and sustainable products, are required, as shown in
Figure 1.
MSOs are also known as competing priorities. This refers to the different dimensions or outputs of a firm’s production system needed to meet the demands of the markets they wish to compete in [
17,
18,
19]. MSOs relate to a company’s capability to compete in global markets by offering customers superior products and services [
20,
21]. These outputs lead to environmental sustainability and protection. Cost, delivery, flexibility, lead time/delivery, and quality are all factors that affect a competitive advantage [
16]. As a result, manufacturing has recently gained popularity in terms of enhancing a company’s competitiveness through the effective management of long-term strategic decisions. Manufacturing has evolved into a strategic differentiator for businesses [
22]. Manufacturing strategies are implemented systematically, beginning with strategy formulation and ending with the company’s performance [
23].
Figure 1 displays the sustainable and smart MSOs based on previous studies [
24,
25,
26,
27].
Due to advancements in processing power, machine intelligence, sensor miniaturization, and data storage and transmission, intelligent machines and products are now feasible. MSOs must be data-driven and instantaneous in order to respond quickly to changing consumer demands. Therefore, I4.0 responds quickly to customer needs while also being incredibly efficient [
7,
8]. The total manufacturing performance can be improved by properly aligning I4.0 technologies and long-term strategic goals in all of these areas [
28]. Several firms have already implemented I4.0, including BMW, Jaguar Land Rover, Rolls-Royce, General Electric, and Philips. Nestlé has been heavily active in Germany’s I4.0 initiative to improve efficiency, minimize the environmental impact of packaging waste, and increase production via digitalization [
29]. Hosseini, S. M. and Peer, A. [
30] identifyedidentified the opportunities of automated decision-making in wood processing by implementing I4.0 technologies such as, including automation. I4.0 implementation must be transdisciplinary and deeply interconnected across various essential disciplines.
Several studies have clarified the importance of applying I4.0 techniques to MSOs. Italy has incorporated I4.0 technologies (Big data analytics, Digital supply chain, Internet of things (IoT), Cloud Computing, Robotics, 3D printing, and Automated Guided) in order to boost cost, performance, and innovation [
31]. May and Kiritsis [
32] utilized Industry 4.0 technologies to eliminate errors in production lines, thus increasing efficiency, profitability, product quality, customer happiness, competitiveness, and sustainability. Tortorella and Fettermann [
33] utilized I4.0 technologies, such as 3D printing, virtual model simulation/analysis, BD, cloud service, IoT, and so on, to improve MSO quality and performance. Ghobakhloo [
11] provides an alternative framework that academics and practitioners can use to construct a complete strategic plan. This will provide a smooth transition from conventional production to I4.0, resulting in an enhanced overall performance. Ghobakhloo and Fathi [
34] described the I4.0 technologies used to build lean-digitized production processes that increase sustainable competitiveness. Mittal Sameer et al. [
35] presented the development of an I4.0 maturity model for small and medium-sized businesses (SMEs) that more accurately reflects the reality of industrial implementation challenges. Nouinou Hajar et al. [
36] identified the views that can guide future research into how digital technologies and I4.0 affect decision-making.
As manufacturing becomes more complex, manufacturers are increasingly interested in effective decision-making. Multiple Criteria Decision Making (MCDM) is a well-known and commonly utilized methodology for analyzing multiple conflicting criteria [
37]. MCDM is a decision-making technique that is widely used in industrial organizations. The quality of decisions can be enhanced through MCDM methods by making the decision-making process more rational and practical [
38]. DEMATEL is used to establish a causal relationship between dependent variables. This method makes it easier for researchers to build a model to assess how complex components interact [
39]. Their relative rankings demonstrate the strength of the relationships between these factors. Along with identifying the interdependencies between factors, the DEMATEL can also determine their relative relationships and solve complex problems [
40].
An organization’s productivity, efficiency, effectiveness, innovation, sustainable management, and sustainable manufacturing outputs are all greatly improved by adopting I4.0 technologies. Sustainable manufacturing incorporates practices at all production levels, including product, process, and system. It is expanded to include additional R’s, including reducing, reusing, recovering, recycling, redesigning, repurposing, remanufacturing, and refurbishing. Organizations that go green or reduce their environmental impact become more competitive, save money, set themselves apart from the competition, and are better prepared for future regulations due to the trend toward sustainability in smart manufacturing. As customers, employees, and business partners become more aware of the manufacturing industry, it becomes increasingly important for manufacturers to implement sustainable practices. Productivity increases typically result in lower production costs, more profits, and enhanced market competitiveness, all of which contribute to lower prices and greater sustainability [
41,
42,
43]. Processes utilizing 4.0 technologies enable organizations to achieve sustainable outcomes. Sustainability related to I4.0 terminology provides a practical starting point for companies worldwide to improve the efficiency of their production processes and products, thereby contributing to sustainable development and green growth [
44].
DEMATEL discovers realistic solutions, specific difficulties, and, most crucially, complex problem clusters [
45,
46]. Human judgments regarding the interactions between components are often replaced with precise numbers when DEMATEL is utilized. Therefore, accurate values are often inadequate in the real world [
47]. In order to account for the reality that people’s opinions are often ambiguous and impossible to quantify quantitatively, the use of fuzzy logic terms is essential. This research uses fuzzy set theory and the DEMATEL approach to tackle the problems of ambiguity and knowledge loss in human judgment [
48]. In addition, the main benefit of fuzzy DEMATEL is that it can handle ambiguity and uncertainty [
49].
This method transforms interdependency interactions into a group of cause-and-effect relationships using matrices, and identifies the critical aspects of a complex structure system using an impact relation diagram. The DEMATEL can confirm interdependence among elements, assist in developing a map that reflects their relative relationships, and can be used to investigate and solve complex and interconnected problems. The DEMATEL has been expanded due to its benefits and ability to improve decision-making in various situations, since many real-world systems contain imperfect and ambiguous information. Previous research indicates that all MCDM methods have certain advantages and disadvantages. However, the DEMATEL methodology is more widely used for the following reasons [
50,
51,
52,
53,
54,
55]:
- ▪
It visualizes system interconnectedness with causal diagrams.
- ▪
Defines the critical influences on the phenomenon within the complex structure.
- ▪
It requires fewer sample data and has greater flexibility in pattern recognition.
- ▪
It is confident in its ability to provide potential outcomes with the lowest quantity of data.
- ▪
Unlike other methods, such as interpretive structural modeling (ISM), it permits extensive diversity in the relationships between factors.
- ▪
Compared with AHP, DEMATEL provides many directional relationships, whereas AHP has only a unidirectional relationship and multiple independent matrices that require integration.
Due to the limited and planned resources, including static routing, the lack of linkage, autonomous control, and isolated information, the traditional production system is insufficient to maintain the company’s competitiveness. Moreover, today’s market competitiveness is rapidly evolving due to globalization and other sociological, technological, and economic variables. As a result of globalization, firms must now struggle with a more complicated and competitive marketplace, an unpredictable and riskier trading market, and shifting consumer expectations. Organizations must prioritize the implementation of I4.0 technologies in order to be competitive on the market. The deep integration of digitalization and the overall economy has become a critical strategy for boosting the competitiveness and high-quality growth of the manufacturing production mode [
56,
57]. Furthermore, it is worth mentioning that the previously reported studies regarding the factors that influence MSOs in adopting I4.0 technologies are merely consider one or two output factors. The DEMATEL methodology has not been applied in prior articles to analyze the impact of I4.0 technologies on MSOs.
This research investigates the factors that influence MSOs’ adoption of I4.0 technologies. The proposed model used the MCDM approach to determine the interrelationships between factors. This study employs DEMATEL to identify the underlying causes and effects of MSOs. Utilizing expert opinion, the interrelationships between these root causes are proposed. The fuzzy DEMATEL approach considers the uncertainty in expert opinions to determine which enhancements should be prioritized. Expertise and interconnections amongst MSOs allow for developing an optimal strategic road plan. The novelty of the proposed strategic road map is that it enables the managers to use it per the manufacturer’s goal and objective. According to the literature review and expert opinions, the research defines and classifies the MSOs concerning I4.0 technologies. The proposed approach analyzed the root cause–effect of factors influencing the MSOs adopting I4.0 technologies, which helps managers make better decisions and improve market competitiveness. This method also allows researchers and manufacturers to understand how MSOs are prioritized by explaining the system’s structure and determining the most critical factors.
The structure of this research is as follows: The theoretical background is discussed in
Section 2. The third section discusses the methods used to pick experts, collect data, and identify factors influencing MSOs adopting I4.0 technologies. The results and discussion are included in
Section 4. In
Section 5, implications are discussed. The conclusions and suggested further study are presented in
Section 6.
3. Research Methodology
Research in this study followed a similar methodology to [
81]. This analysis was conducted by experts with extensive background knowledge. Experts have at least ten years of experience in academia, industry, or both, as recommended by [
82]. The target respondents are CEOs, general managers, department heads, specialized engineers, academics, and professional experts of experience in manufacturing strategies related to industrial organizations, emphasizing MSOs. Experts in the field should know a great deal about different manufacturing systems. A working understanding of I4.0 technologies, gained via experience or study, is also recommended for experts [
82]. Most of the manufacturing industry professionals consulted for this study were employed in positions related to I4.0 technologies. They manage marketing or production and operations, so they know what works in the manufacturing industry. Due to these specialists’ production or consulting experience, the questionnaire data are reliable. Academic experts were chosen from academics and Doctorates who have published publications on MS and I4.0. The selected academic experts are highly influential. To explain the research, experts were interviewed in person and online. In the study, 30 experts matched the criterion. Twenty experts responded to the email describing the study’s goals and verifying their participation. Only 16 experts completed the surveys. This research determines the factors influencing MSOs to adopt I 4.0 technologies, as shown in
Figure 2.
The fuzzy DEMATEL method involves the collection of indicators implying the degree of influence and cause–effect relationship for each factor, as well as the creation of a causality map. To better solve problems, this method develops a causal diagram based on the relationships between factors, determines the center degree and cause degree of each factor, categorizes them (cause group or effect group), and finally selects the most important factors [
83].
Figure 3 shows the general steps of the fuzzy DEMATEL approach.
The following steps represent the fuzzy DEMATEL method [
48,
84,
85]:
- ▪
Determining decision objectives, criteria, and a fuzzy scale.
- ▪
Choosing experienced experts to conduct pairwise comparisons to determine the impact of different factors.
- ▪
Creating a semantic assessment form that classifies factors into five categories (
Table 1).
- ▪
Initializing a direct impact matrix. Inviting experts to assess the factor’s direct relationship based on the semantic assessment table and constructing a direct effect matrix.
- ▪
To deal with ambiguous human assessments, developing a fuzzy linguistic scale and transforming step 3′s direct impact into fuzzy triangular numbers, as shown in
Table 1.
- ▪
To generate the fuzzy direct-relation matrix
, where
k is the number of experts, have the evaluators build fuzzy pairwise impact relationships between components in a
n x n matrix. As can be seen in
Figure 4, the triangular fuzzy number consists of a triple, with
l representing the most pessimistic estimate and
r representing the most optimistic estimate. The formula displays the membership function of a triangular fuzzy number (2). As can be seen in
Figure 5, the membership function and fuzzy ratings are as follows:
Table 1.
The fuzzy scale [
48].
Table 1.
The fuzzy scale [
48].
| Linguistic Terms | Symbol | Corresponding Triangular Fuzzy Numbers (TFNs) |
|---|
| No influence | NO | (0, 0.1, 0.3) |
| Very low influence | VL | (0.1, 0.3, 0.5) |
| Low influence | L | (0.3, 0.5, 0.7) |
| High influence | H | (0.5, 0.7, 0.9) |
| Very high influence | VH | (0.7, 0.9, 1) |
In the fuzzy triangular symbol, l stands for the left score, r for the right score, and m for the middle.
Figure 4.
Triangular fuzzy number.
Figure 4.
Triangular fuzzy number.
Figure 5.
Fuzzy ratings and their membership function.
Figure 5.
Fuzzy ratings and their membership function.
- ▪
To achieve an overall score, the CSCF (converting fuzzy data to crisp score) approach is applied, which involves defuzzifying the fuzzy numbers and then calculating the weighted average of the left and right scores of the membership function. The strategy provides researchers with accurate data [
86,
87]. For a given fuzzy number range, the CFCS technique is used to calculate its ranges. A weighted average of the membership functions is used to determine the final score. A new direct effect starting matrix is generated for each population score. These are the steps, as follows:
Normalize the fuzzy triangular numbers:
Calculate the normalized values for the left score (
ls) and right score (
rs):
Calculate the crisp values:
Calculate the expert
k’s total crisp normalized values:
Construct the direct relationship matrix by aggregating all experts’ normalized crisp values:
The initial direct influence matrix is utilized to build a standardized direct influence matrix
, and 0 ≤
≤ 1.
Calculate the influence matrix
. The element
indicates the indirect influence relationship of factors
i and
j. The influence matrix
T represents the overall relationship between elements in terms of their impact. The matrix is calculated as follows:
Determine each factor’s influence, affect, center, and cause. Impact
shows the cumulative influence of MSOs.
The affected degree
indicates the extent to which the other factors influence each factor in MSOs.
The center degree is
+
, which indicates the importance of factors in MSOs.
The cause degree is as follows:
When is positive, the factor belongs to the cause group.
When
is negative, the factor belongs to the effect group.
A cause-and-effect relationship diagram is created: The cause-and-effect relationship diagram is completed by representing the datasets and .








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}