
Influence of Anti-Stripping Green Additives on Binder Performance


Abstract
:1. Introduction
2. Materials
2.1. Binder
2.2. Aggregates
2.3. Anti-Stripping Green Additives
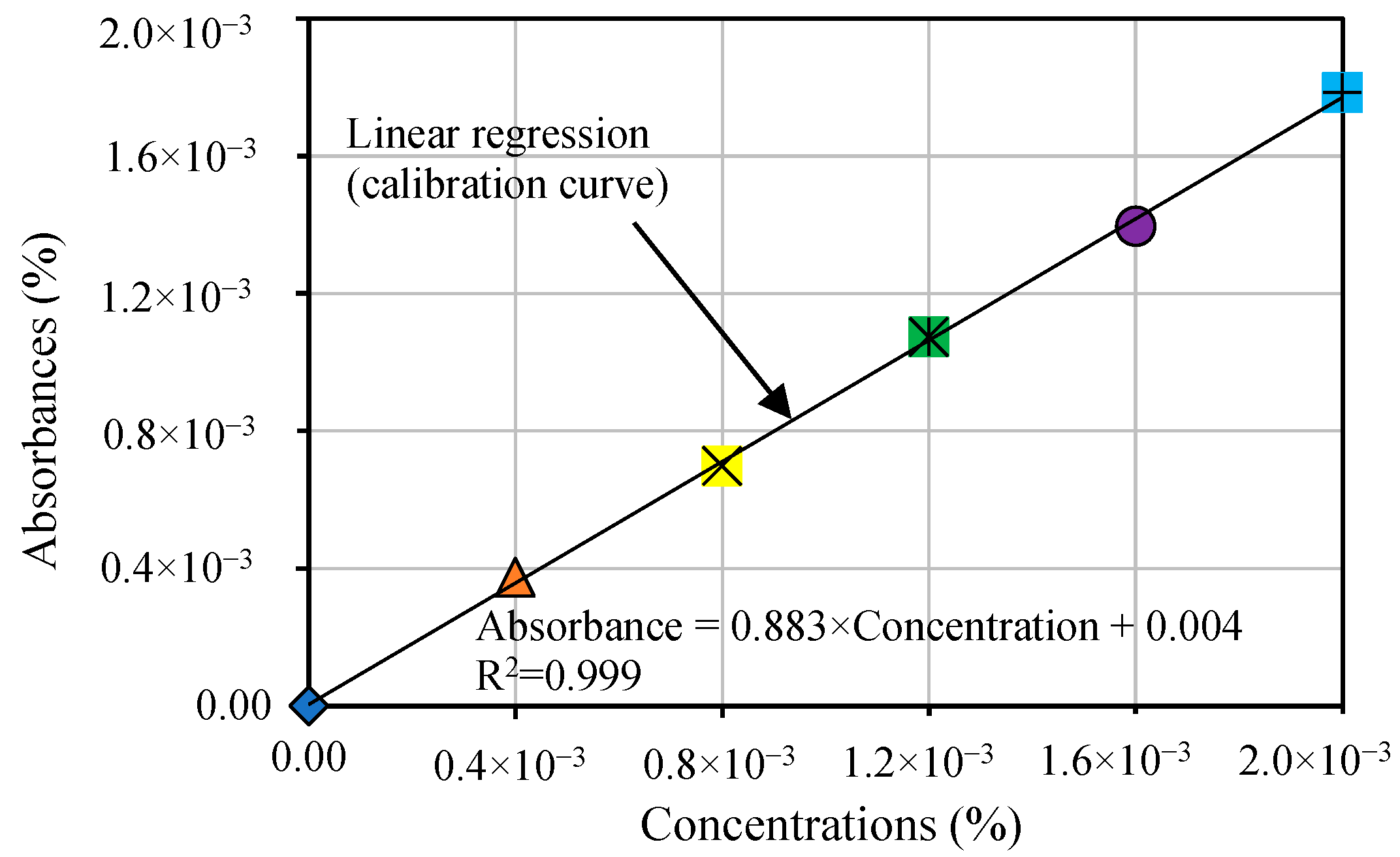
3. Methodology
- A—the adhesiveness obtained from the spectrophotometric test, %.
- C—the concentration of the initial dye solution, %.
- C1—the concentration of the solution after its recirculation over the natural aggregates, %.
- C2—the concentration of the solution after its recirculation over the natural aggregates coated with binder, %.
4. Experimental Results and Discussion
4.1. Preliminary Study
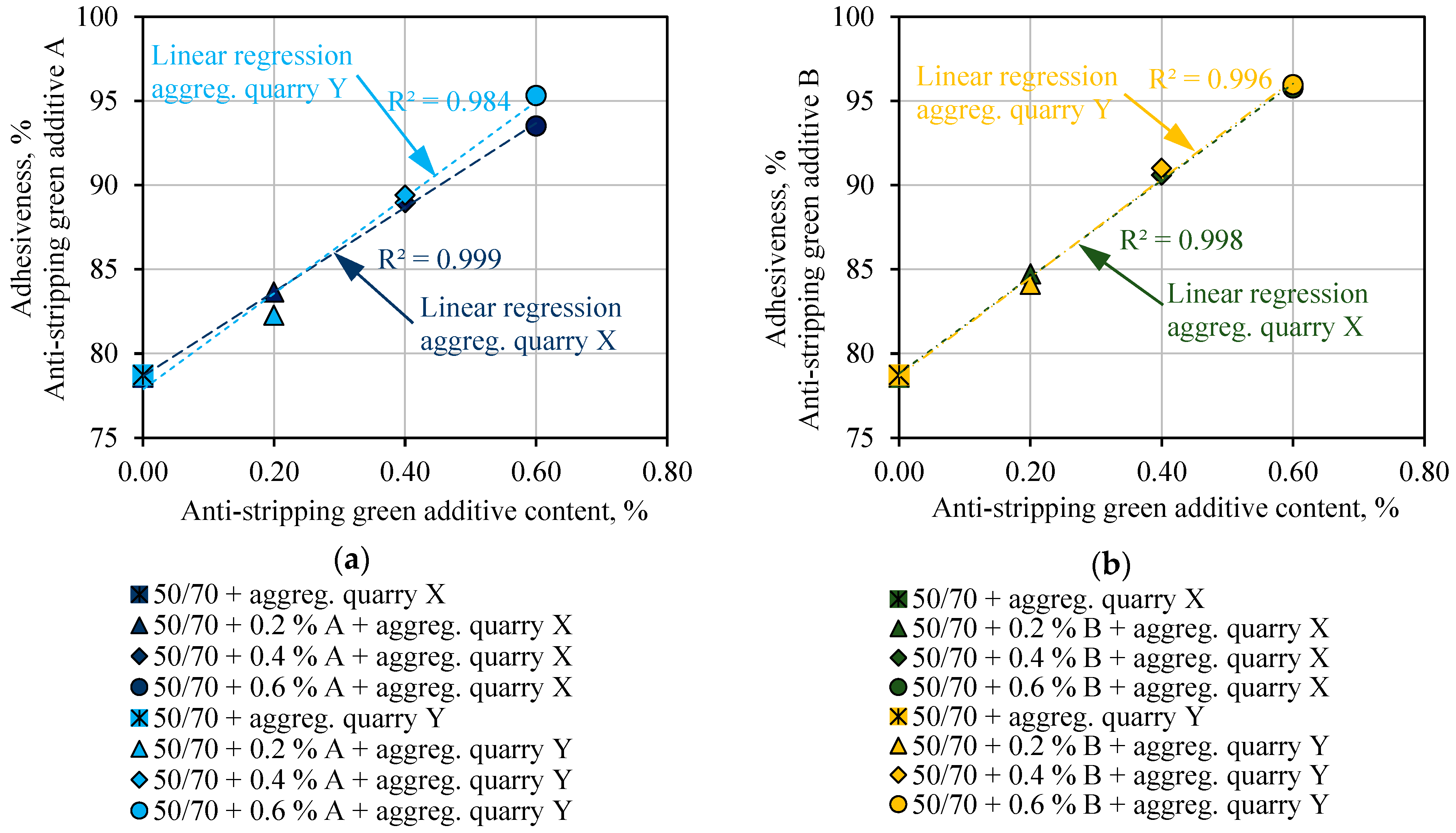
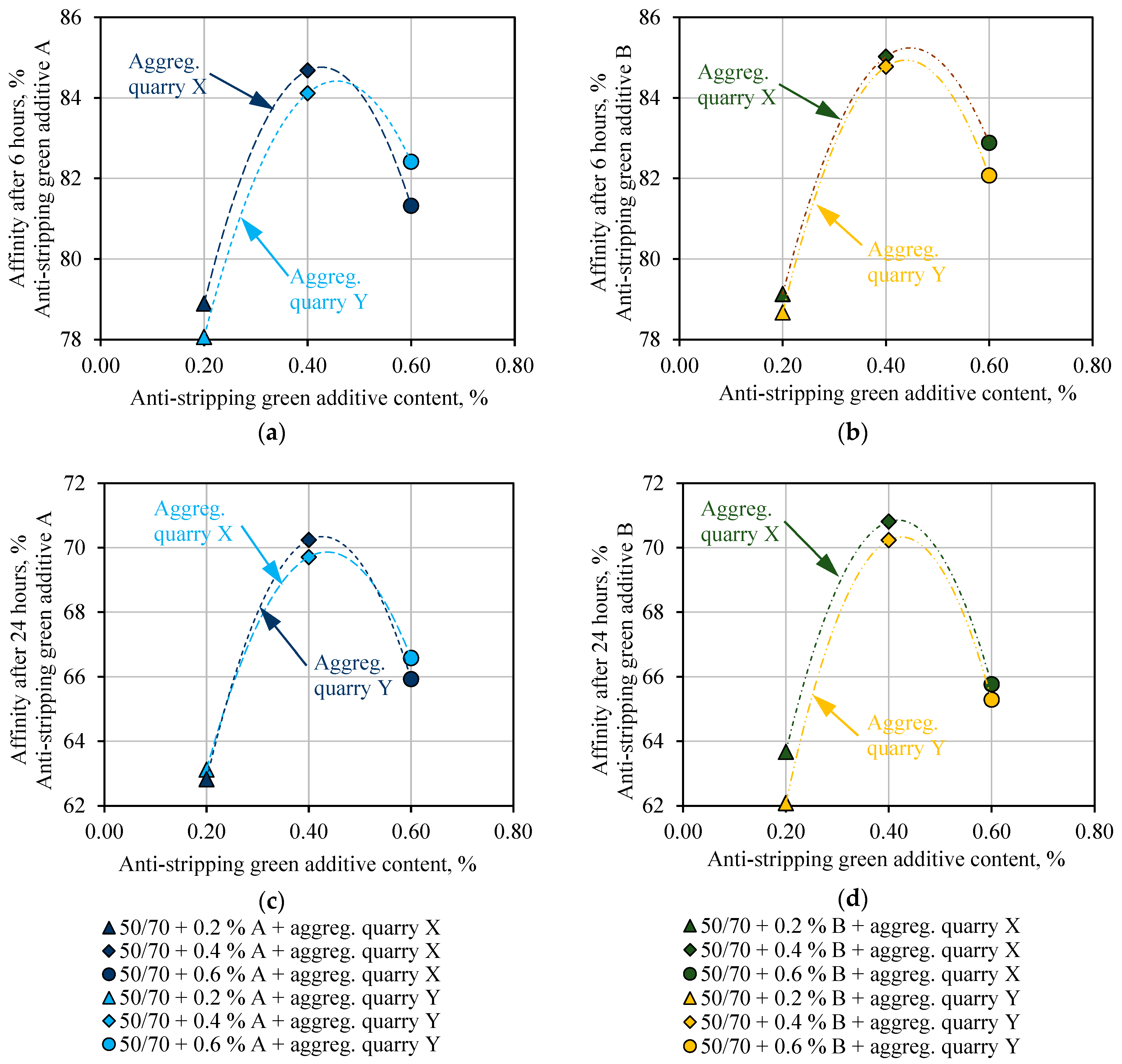
4.2. Optimal Anti-Stripping Green Additives Content
4.3. Investigation of the Rheological Behaviour
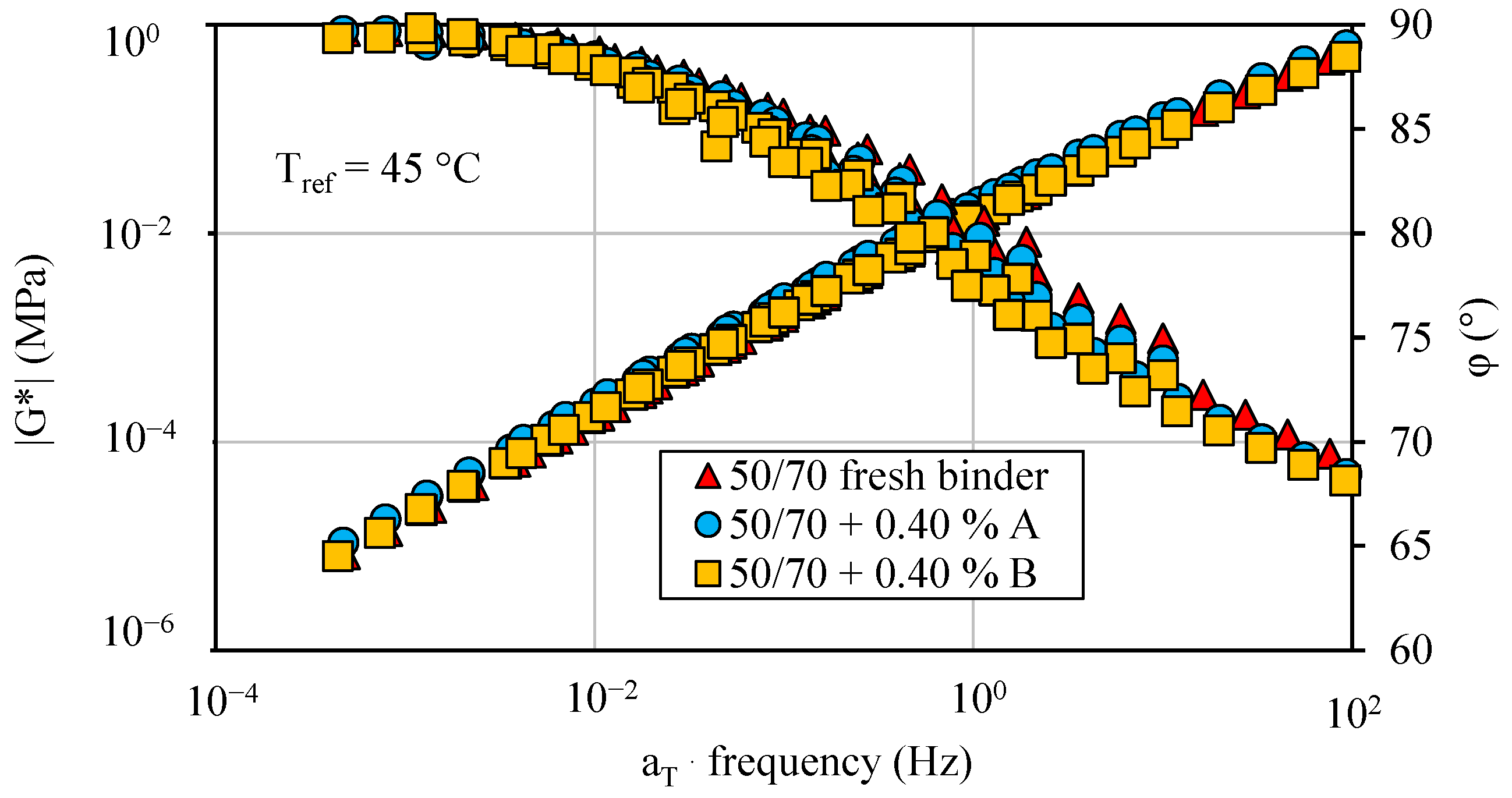
4.3.1. Complex Shear Modulus Test Results
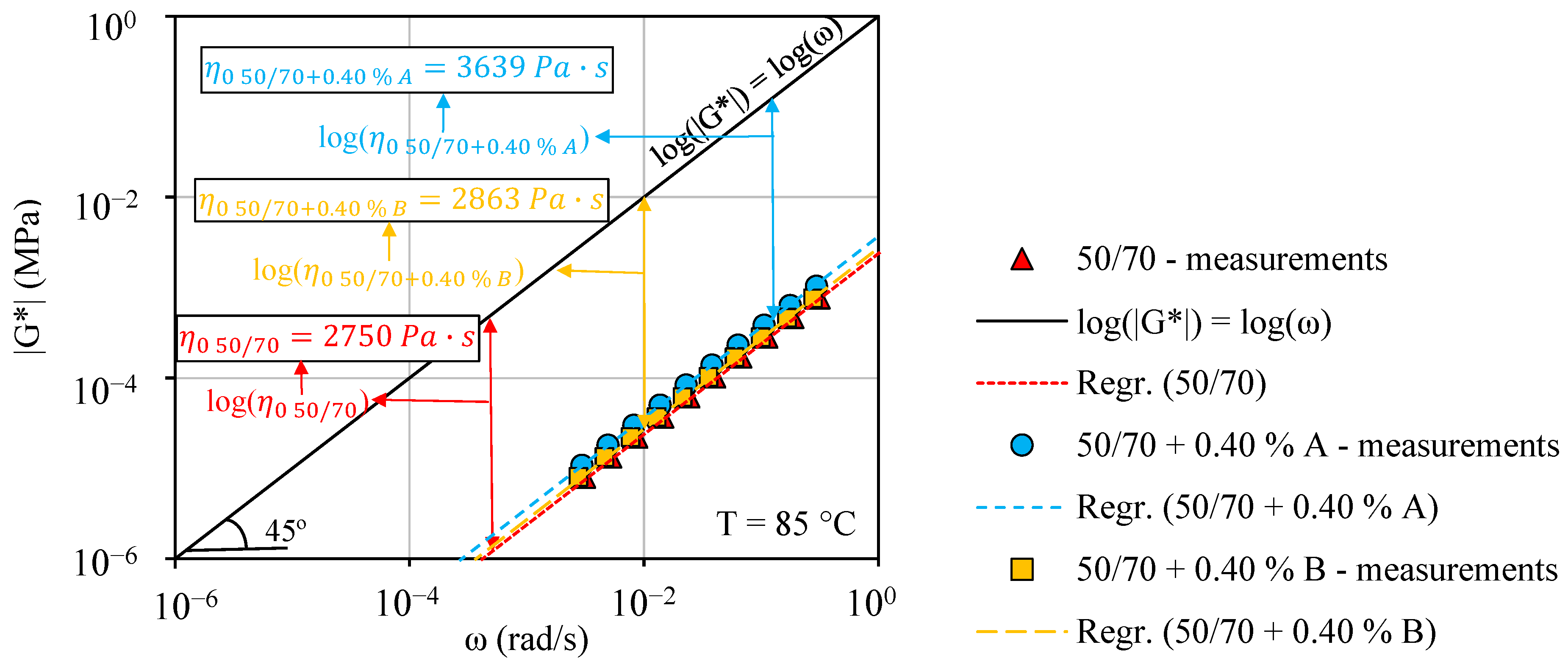
4.3.2. Steady Shear Viscosity
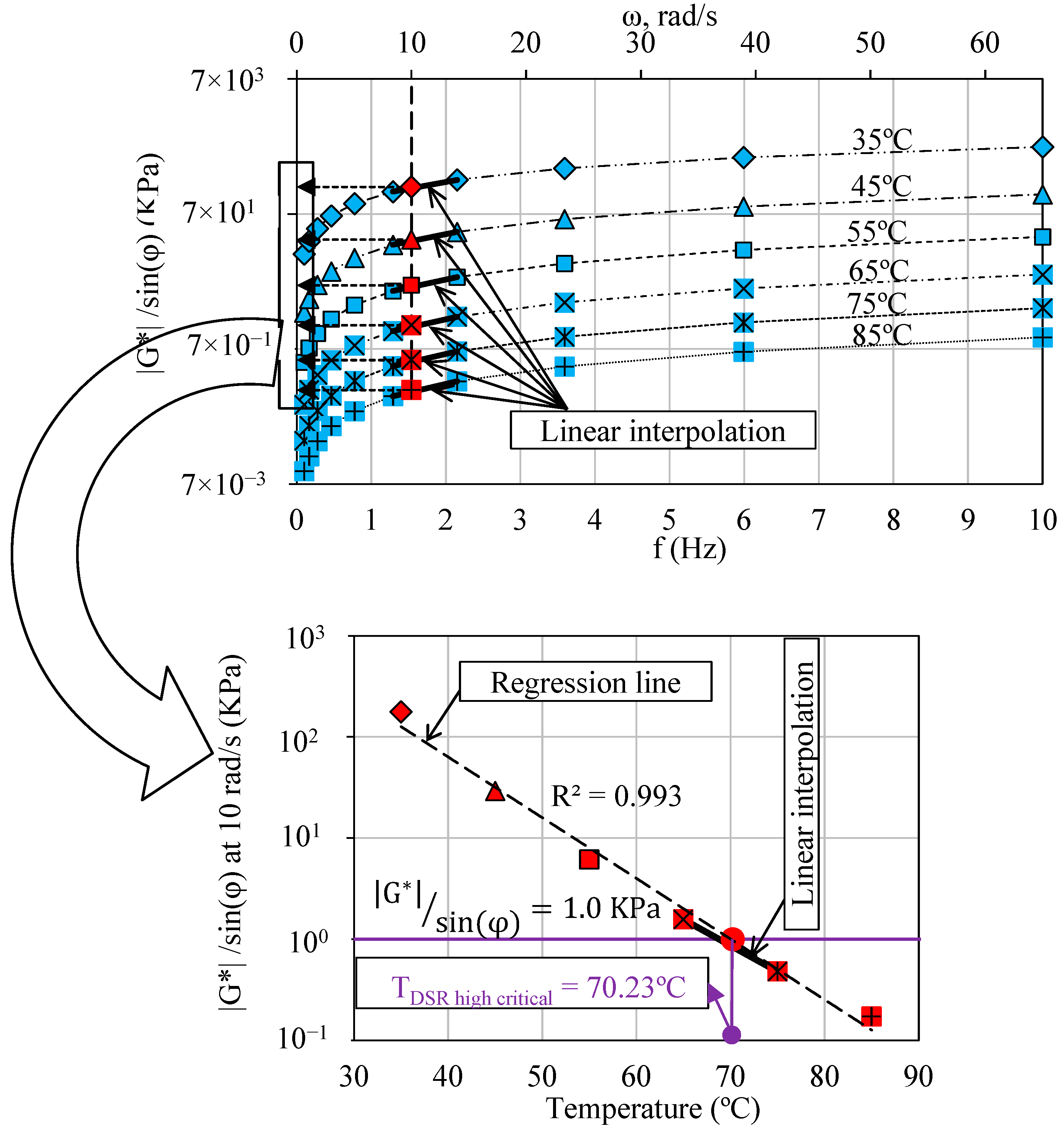
4.3.3. DSR High Critical Temperatures
5. Conclusions
- The experimental results obtained for the adhesiveness of the fresh 50/70 binder to the two aggregate sources are lower than the minimum required by the norms (80%). Additionally, the affinity results show a weak bond between the binder and the aggregates. Therefore, two different anti-stripping green additives were used in order to increase the bond between the aggregates and the binder.
- Conventional tests on binders combined with adhesiveness and affinity tests were performed in order to establish the optimum dosage of additives.
- The softening point values of the tested binders decreased with the increase in the dosage of additives; a reverse trend was observed in the case of penetration values. Each additive had a different effect on the breaking point results.
- However, the use of anti-stripping green additives did not have a significant impact on the conventional properties of the tested binders; all additive binders still met the specifications of the norms for a 50/70 pen. grade binder.
- The 0.40% amount of both anti-stripping additives by mass of the fresh binder was considered the most effective additive dosage based on the experimental results obtained for the affinity, presented in Section 4.2.
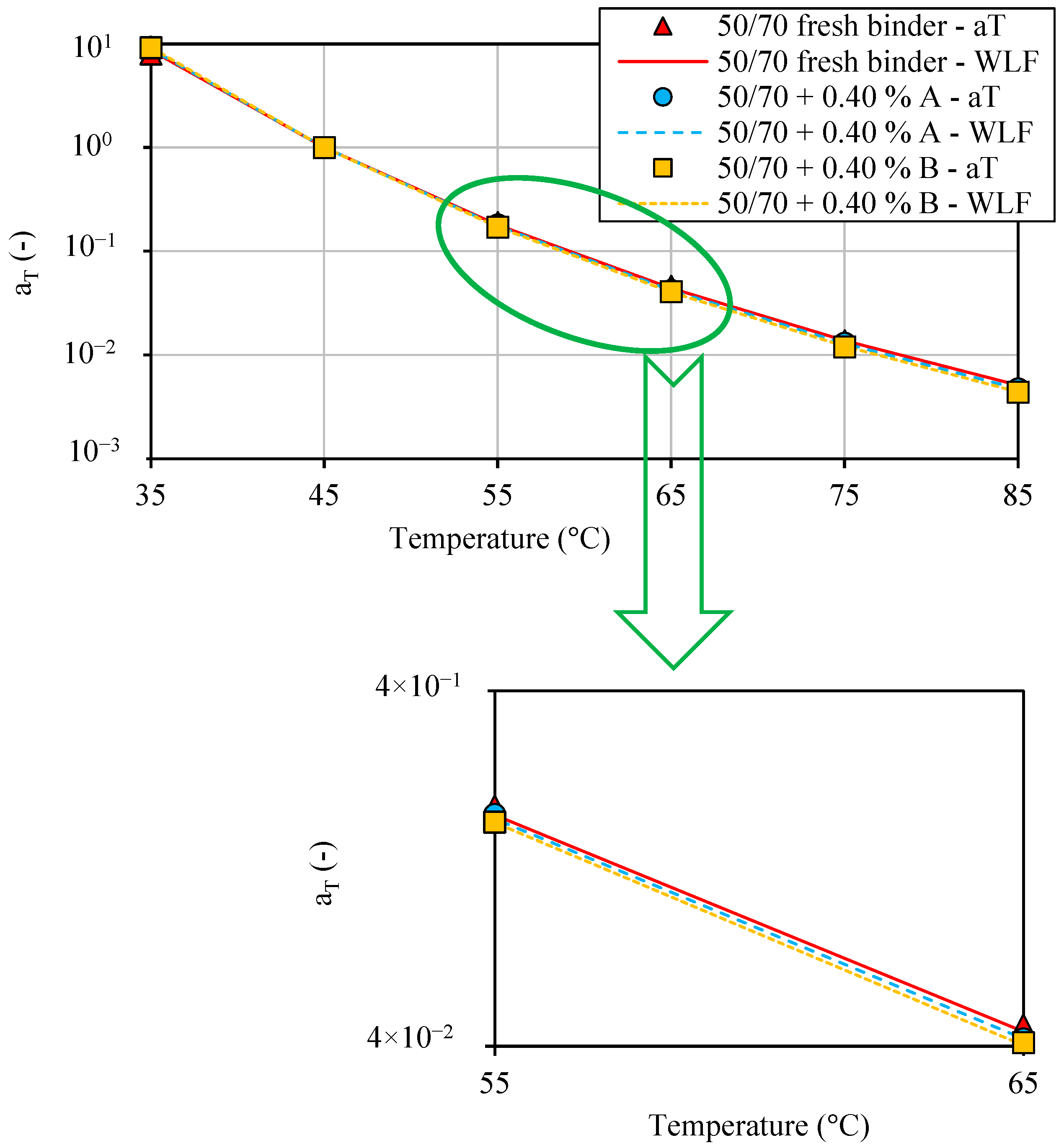
- The DSR test was performed on three binders (fresh binder and the two blends produced with the optimum additive content); all tested binders present a simple thermo-rheological behaviour.
- It was observed that at high temperatures, the two additive binders present a similar/closer behaviour to that obtained for the straight-run 50/70 binder. Therefore, the two green additives do not have an important impact on the DSR test results.
- When the anti-stripping green additive A was used, an increase of nearly 32% in the steady shear viscosity and an increase of approximately 4% in the TDSR high critical value, compared to the values obtained for the fresh binder, were observed.
- When the anti-stripping green additive B was used, an increase of nearly 4% in the steady shear viscosity and an increase of 0.06 °C in the TDSR high critical value, compared to the values obtained for the fresh binder, were observed.
- These results led to the idea that the addition of green additives can make the binder stiffer or softer depending on the amount and type of the additive, which can finally impact the rutting performance of the corresponding bituminous mixtures.
- The 0.4% dosage of green additive B can be considered the most advantageous/effective due to the fact that it does not have a significant influence on the conventional properties and rheological behaviour of the 50/70 binder but has a major impact on the adhesiveness (15% increase), affinity after 6 h (13% increase), and affinity after 24 h (25% increase).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dimulescu, C.; Burlacu, A. Industrial Waste Materials as Alternative Fillers in Asphalt Mixtures. Sustainability 2021, 13, 8068. [Google Scholar] [CrossRef]
- Chenic, A.Ș.; Cretu, A.I.; Burlacu, A.; Moroianu, N.; Vîrjan, D.; Huru, D.; Stanef-Puica, M.R.; Enachescu, V. Logical Analysis on the Strategy for a Sustainable Transition of the World to Green Energy—2050. Smart Cities and Villages Coupled to Renewable Energy Sources with Low Carbon Footprint. Sustainability 2022, 14, 8622. [Google Scholar] [CrossRef]
- Noferini, L.; Simone, A.; Sangiorgi, C.; Mazzotta, F. Investigation on performances of asphalt mixtures made with Reclaimed Asphalt Pavement: Effects of interaction between virgin and RAP bitumen. Int. J. Pavement Res. Technol. 2017, 10, 322–332. [Google Scholar] [CrossRef]
- Cadar, R.D.; Boitor, R.M.; Dragomir, M.L. An Analysis of Reclaimed Asphalt Pavement from a Single Source—Case Study: A Secondary Road in Romania. Sustainability 2022, 14, 7057. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Properties of blends of fresh and RAP binders with rejuvenator: Experimental and estimated results. Constr. Build. Mater. 2020, 236, 117555. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Behaviour of binder blends: Experimental results and modelling from LVE properties of pure binder, RAP binder and rejuvenator. Road Mater. Pavement Des. 2021, 22, S197–S213. [Google Scholar] [CrossRef]
- Bujang, M.; Hainin, M.R.; Yadollahi, M.; Majid, M.Z.A.; Zin, R.M.; Azahar, W.N.W. Pavement Material and Technology Elements in Green Highway Rating Systems-A Conspectus. J. Teknol. 2014, 70, 131–138. [Google Scholar] [CrossRef] [Green Version]
- Rafidah, M.; Asyraf, M.; Nurazzi, N.; Abu Hassan, S.; Ilyas, R.; Khan, T.; Saad, W.A.A.; Rashedi, A.; Sharma, S.; Hussein, E.K. Unlocking the potential of lignocellulosic biomass in road construction: A brief review of OPF. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Edeh, J.E.; Joel, M.; Ogbodo, V.O. Effects of oil palm fibre ash on cement stabilised lateritic soil used for highway construction. Int. J. Pavement Eng. 2022, 23, 834–840. [Google Scholar] [CrossRef]
- Leng, C.; Lu, G.; Gao, J.; Liu, P.; Xie, X.; Wang, D. Sustainable Green Pavement Using Bio-Based Polyurethane Binder in Tunnel. Materials 2019, 12, 1990. [Google Scholar] [CrossRef] [Green Version]
- Geantet, C.; Laurenti, D.; Guilhaume, N.; Lorentz, C.; Borghol, I.; Bujoli, B.; Chailleux, E.; Checa, R.; Schramm, S.; Carré, V.; et al. FT-ICR MS characterization of bio-binders for road pavement from HTL of microalgae residues. J. Environ. Chem. Eng. 2022, 10, 107361. [Google Scholar] [CrossRef]
- Horgnies, M.; Darque-Ceretti, E.; Fezai, H.; Felder, E. Influence of the interfacial composition on the adhesion between aggregates and bitumen: Investigations by EDX, XPS and peel tests. Int. J. Adhes. Adhes. 2011, 31, 238–247. [Google Scholar] [CrossRef]
- Lv, X.; Fan, W.; Wang, J.; Liang, M.; Qian, C.; Luo, H.; Nan, G.; Yao, B.; Zhao, P. Study on adhesion of asphalt using AFM tip modified with mineral particles. Constr. Build. Mater. 2019, 207, 422–430. [Google Scholar] [CrossRef]
- Khasawneh, M.A.; Al-Oqaily, D.M.; Abu Alia, A.H.; Al-Omari, A.A. Evaluation of aggregate-binder bond strength using the BBS device for different road materials and conditions. Int. J. Pavement Eng. 2021, 23, 2889–2902. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, J.; Zhou, X.; Zhang, Z.; Chen, X. Mechanical Properties of the Interfacial Bond between Asphalt-Binder and Aggregates under Different Aging Conditions. Materials 2021, 14, 1221. [Google Scholar] [CrossRef]
- Maia, M.M.A.S.; Dinis-Almeida, M.; Martinho, F.C.G. The Influence of the Affinity between Aggregate and Bitumen on the Mechanical Performance Properties of Asphalt Mixtures. Materials 2021, 14, 6452. [Google Scholar] [CrossRef]
- Aguiar-Moya, J.P.; Baldi-Sevilla, A.; Salazar-Delgado, J.; Pacheco-Fallas, J.F.; Loria-Salazar, L.; Reyes-Lizcano, F.; Cely-Leal, N. Adhesive properties of asphalts and aggregates in tropical climates. Int. J. Pavement Eng. 2018, 19, 738–747. [Google Scholar] [CrossRef]
- Zhang, G.; Qiu, J.; Zhao, J.; Wei, D.; Wang, H. Development of Interfacial Adhesive Property by Novel Anti-Stripping Composite between Acidic Aggregate and Asphalt. Polymers 2020, 12, 473. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Airey, G.; Collop, A.; Zoorob, S.; Elliott, R. The influence of aggregate, filler and bitumen on asphalt mixture moisture damage. Constr. Build. Mater. 2008, 22, 2015–2024. [Google Scholar] [CrossRef]
- Grenfell, J.; Ahmad, N.; Liu, Y.; Apeagyei, A.; Large, D.J.; Airey, G. Assessing asphalt mixture moisture susceptibility through intrinsic adhesion, bitumen stripping and mechanical damage. Road Mater. Pavement Des. 2013, 15, 131–152. [Google Scholar] [CrossRef]
- Ding, G.; Yu, X.; Dong, F.; Ji, Z.; Wang, J. Using Silane Coupling Agent Coating on Acidic Aggregate Surfaces to Enhance the Adhesion between Asphalt and Aggregate: A Molecular Dynamics Simulation. Materials 2020, 13, 5580. [Google Scholar] [CrossRef] [PubMed]
- Pasandín, A.; Pérez, I. The influence of the mineral filler on the adhesion between aggregates and bitumen. Int. J. Adhes. Adhes. 2015, 58, 53–58. [Google Scholar] [CrossRef] [Green Version]
- Arabani, M.; Roshani, H.; Hamedi, G.H. Estimating Moisture Sensitivity of Warm Mix Asphalt Modified with Zycosoil as an Antistrip Agent Using Surface Free Energy Method. J. Mater. Civ. Eng. 2012, 24, 889–897. [Google Scholar] [CrossRef]
- Cui, P.; Wu, S.; Xiao, Y.; Wang, F.; Wang, F. Quantitative evaluation of active based adhesion in Aggregate-Asphalt by digital image analysis. J. Adhes. Sci. Technol. 2019, 33, 1544–1557. [Google Scholar] [CrossRef]
- Siddiqui, M.N.; Baig, M.G.; Ali, M.F. Effect of Chemical Additives on the Binding Strength of Arabian Asphalts. Pet. Sci. Technol. 2009, 27, 575–587. [Google Scholar] [CrossRef]
- Choudhary, J.; Kumar, B.; Gupta, A. Effect of filler on the bitumen-aggregate adhesion in asphalt mix. Int. J. Pavement Eng. 2020, 21, 1482–1490. [Google Scholar] [CrossRef]
- Martinho, F.C.G.; Farinha, J.P.S. An overview of the use of nanoclay modified bitumen in asphalt mixtures for enhanced flexible pavement performances. Road Mater. Pavement Des. 2019, 20, 671–701. [Google Scholar] [CrossRef]
- Rossi, C.O.; Teltayev, B.; Angelico, R. Adhesion Promoters in Bituminous Road Materials: A Review. Appl. Sci. 2017, 7, 524. [Google Scholar] [CrossRef] [Green Version]
- Júnior, J.L.O.L.; Babadopulos, L.F.A.L.; Soares, J.B.; Souza, L.T. Evaluating the effect of amine-based anti-stripping agent on the fatigue life of asphalt pavements. Int. J. Pavement Eng. 2022, 23, 2785–2795. [Google Scholar] [CrossRef]
- Yousefi, A.A.; Haghshenas, H.F.; Underwood, B.S.; Harvey, J.; Blankenship, P. Performance of warm asphalt mixtures containing reclaimed asphalt pavement, an anti-stripping agent, and recycling agents: A study using a balanced mix design approach. Constr. Build. Mater. 2023, 363, 129633. [Google Scholar] [CrossRef]
- Liu, Y.; Apeagyei, A.K.; Ahmad, N.; Grenfell, J.R.A.; Airey, G. Examination of moisture sensitivity of aggregate–bitumen bonding strength using loose asphalt mixture and physico-chemical surface energy property tests. Int. J. Pavement Eng. 2013, 15, 657–670. [Google Scholar] [CrossRef]
- Boulangé, L.; Sterczynskia, F. Study of Interfacial Interactions between Bitumen and Various Aggregates Used in Road Construction. J. Adhes. Sci. Technol. 2012, 26, 163–173. [Google Scholar] [CrossRef]
- Hossain, Z.; Zaman, M.; O’Rear, E.A.; Chen, D.-H. Effectiveness of water-bearing and anti-stripping additives in warm mix asphalt technology. Int. J. Pavement Eng. 2012, 13, 424–432. [Google Scholar] [CrossRef]
- Maciejewski, K.; Ramiączek, P.; Remisova, E. Effects of Short-Term Ageing Temperature on Conventional and High-Temperature Properties of Paving-Grade Bitumen with Anti-Stripping and WMA Additives. Materials 2021, 14, 6229. [Google Scholar] [CrossRef]
- Ameli, A.; Maher, J.; Mosavi, A.; Nabipour, N.; Babagoli, R.; Norouzi, N. Performance evaluation of binders and Stone Matrix Asphalt (SMA) mixtures modified by Ground Tire Rubber (GTR), waste Polyethylene Terephthalate (PET) and Anti Stripping Agents (ASAs). Constr. Build. Mater. 2020, 251, 118932. [Google Scholar] [CrossRef]
- Forton, A.-R. Thermomechanical Behaviour of Bituminous Materials Including RAP and Rejuvenator and Environmental Impact of Their Fabrication Process. Ph.D. Thesis, Université de Lyon, Lyon, France, Universitatea Politehnica Timisoara, Timisoara, Romania, 2021. [Google Scholar]
- Stirb, A.; Marc, P.; Belc, A.; Belc, F.; Lucaci, G. Influence of Natural Aggregates’ Mineralogical Composition on the Adhesiveness and Affinity of Bitumen. RILEM Bookseries 2022, 27, 1095–1101. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Steady shear viscosity of blends of fresh and RAP binders with rejuvenator: Experimental and estimated results. Constr. Build. Mater. 2021, 269, 121236. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Critical Temperatures Blending Chart for Binder Blends Produced with RAP Binder and Rejuvenator. J. Test. Eval. 2021, 50, 1–20. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Experimental Results | Requirements SR EN 12591 |
|---|---|---|
| Penetration at 25 °C, 1/10 mm (pen.) | 54 | 50 … 70 |
| Softening point, °C (TR&B) | 48.40 | 46 … 54 |
| Elongation at 25°C, cm (elong.) | >150 | >100 |
| Fraass breaking point, °C (TFraass) | −14.00 | ≤8.00 |
| Penetration index | −1.40 | −1.50 … +0.70 |
| Resistance to hardening under the influence of heat and air (RTFOT method) | ||
| +0.04 | <0.50 |
| 67.31 | ≥50 |
| 5.50 | ≤9.00 |
| 100 | ≥50 |
| Characteristics | Quarry X | Quarry Y |
|---|---|---|
| Type of rock | dacite | diorite |
| Granularity sort, d/D | 4–8 | 4–8 |
| Granularity | GC 90/10 | GC 85/15 |
| Purity-fine particles (63 μm), % | f 1.5 | f 2 |
| Shape index, % | SI 25 | SI 20 |
| Flakiness index, % | FI 20 | FI 20 |
| Dry real density, kg/m3 | 2.65 | 2.60 |
| Water absorption, % | WA24 0.8 | WA24 2.0 |
| Resistance to fragmentation—Los Angeles coefficient | LA 15 | LA 20 |
| Resistance to wear—micro-Deval coefficient | MDE 10 | MDE 15 |
| Parameters | Anti-Stripping Green Additives | |
|---|---|---|
| A | B | |
| Density at 20 °C, g/cm3 | 0.98 | 1.05 |
| Viscosity at 20 °C, cP | 185 | 404 |
| Sample | Adhesiveness Spectrophotometric Test Results (%) | Affinity Test Results after 6 h (%) | Affinity Test Results after 24 h (%) |
|---|---|---|---|
| 50/70 + aggreg. quarry X | 78.59 | 75.88 | 56.33 |
| 50/70 + aggreg. quarry Y | 78.73 | 74.50 | 54.87 |
| Binders | Penetration at 25 °C, 1/10 mm (pen.) | Softening Point, °C (TR&B) | Fraass Breaking Point, °C (TFraass) | Elongation at 25 °C, cm (elong.) |
|---|---|---|---|---|
| 50/70 + 0.20% A | 56 | 48.20 | −14.20 | >150 |
| 50/70 + 0.40% A | 57 | 48.00 | −14.20 | >150 |
| 50/70 + 0.60% A | 60 | 47.90 | −14.00 | >150 |
| 50/70 + 0.20% B | 55 | 48.30 | −14.00 | >150 |
| 50/70 + 0.40% B | 56 | 48.00 | −14.20 | >150 |
| 50/70 + 0.60% B | 62 | 47.80 | −14.20 | >150 |
| Binders | C1 | C2 |
|---|---|---|
| 50/70 | 7.36 | 88.52 |
| 50/70 + 0.40% A | 7.50 | 88.99 |
| 50/70 + 0.40% B | 7.58 | 88.58 |
| Binders | TDSR high critical |
|---|---|
| 50/70 | 67.28 |
| 50/70 + 0.40% A | 70.23 |
| 50/70 + 0.40% B | 67.34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Forton, A.; Stirb, A.; Marc, P. Influence of Anti-Stripping Green Additives on Binder Performance. Sustainability 2023, 15, 4560. https://doi.org/10.3390/su15054560
Forton A, Stirb A, Marc P. Influence of Anti-Stripping Green Additives on Binder Performance. Sustainability. 2023; 15(5):4560. https://doi.org/10.3390/su15054560
Chicago/Turabian StyleForton, Andrei, Adelin Stirb, and Paul Marc. 2023. "Influence of Anti-Stripping Green Additives on Binder Performance" Sustainability 15, no. 5: 4560. https://doi.org/10.3390/su15054560