

Manufacturing and Analysis of Natural Fiber-Reinforced Thermoplastic Tapes Using a Novel Process Assembly
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Characteristics
2.2. Methods of Manufacturing
2.2.1. Processing of Fibrous Preforms Using a Drawframe
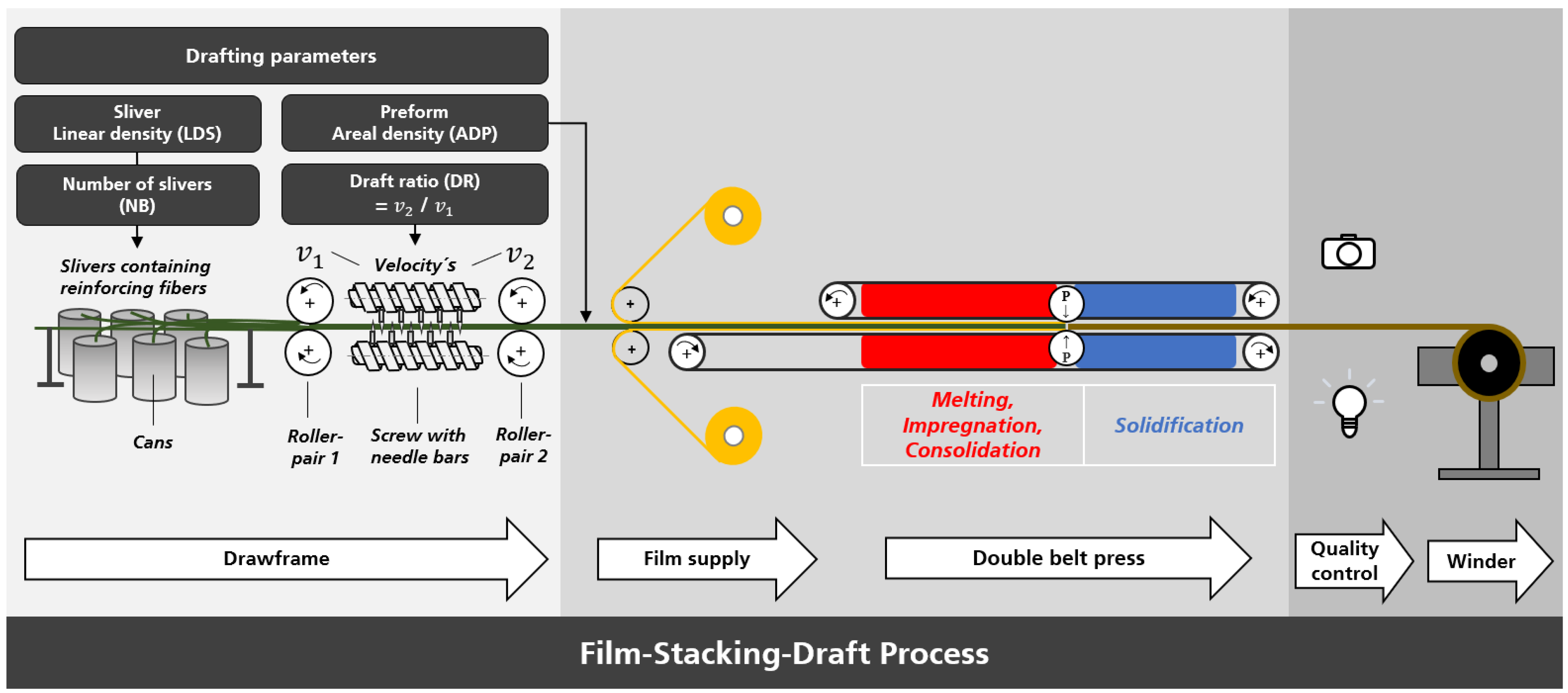
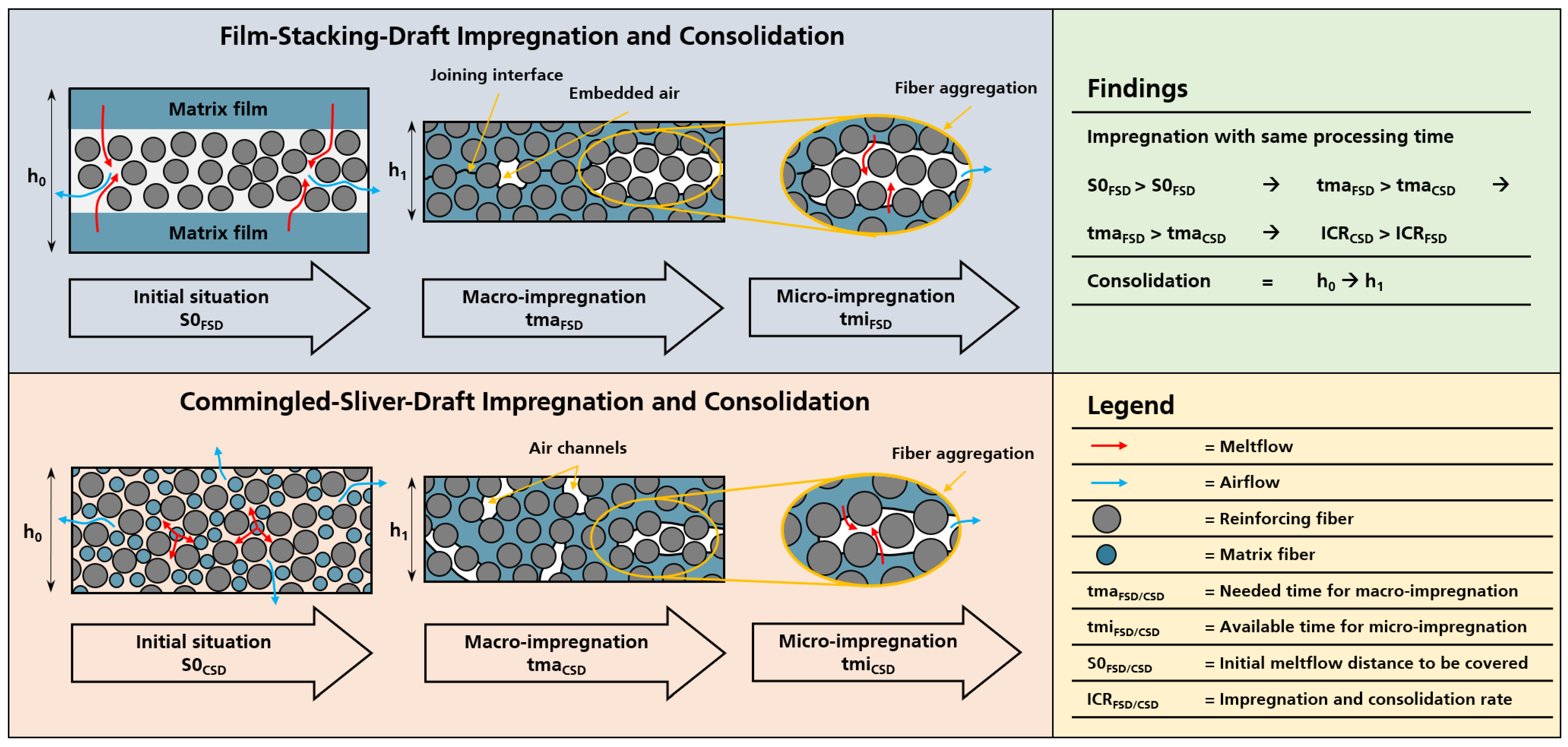
2.2.2. Film-Stacking-Draft Process
2.2.3. Commingled-Sliver-Draft Process
2.2.4. Lamination of Composite Tapes
2.3. Evaluation of Drafted Fiber Preforms
2.3.1. Test Series Overview and Calculation
2.3.2. Method of Optical Analysis
3. Results and Discussion
3.1. Preform Quality
3.1.1. Preliminary Parameter Analysis
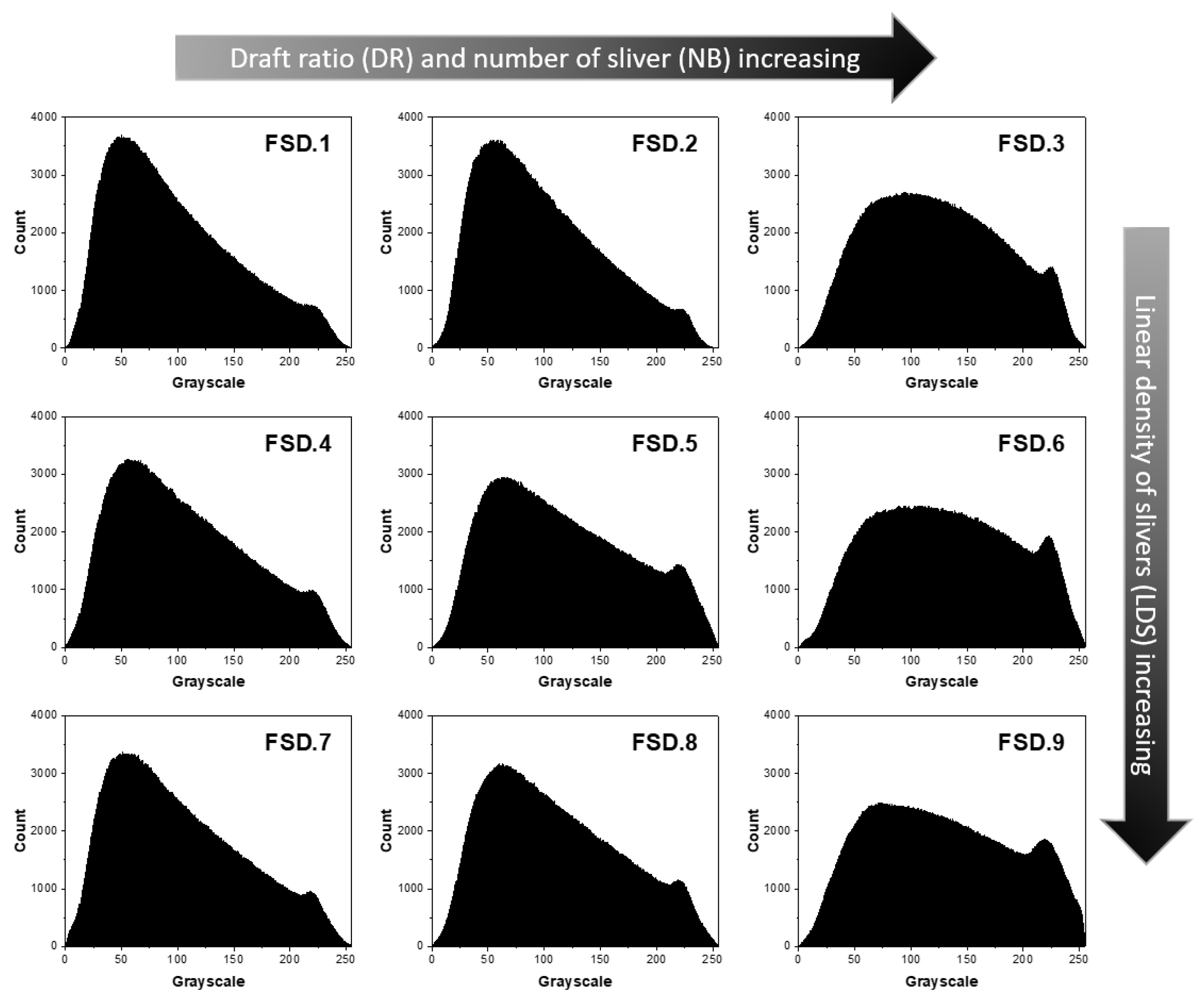
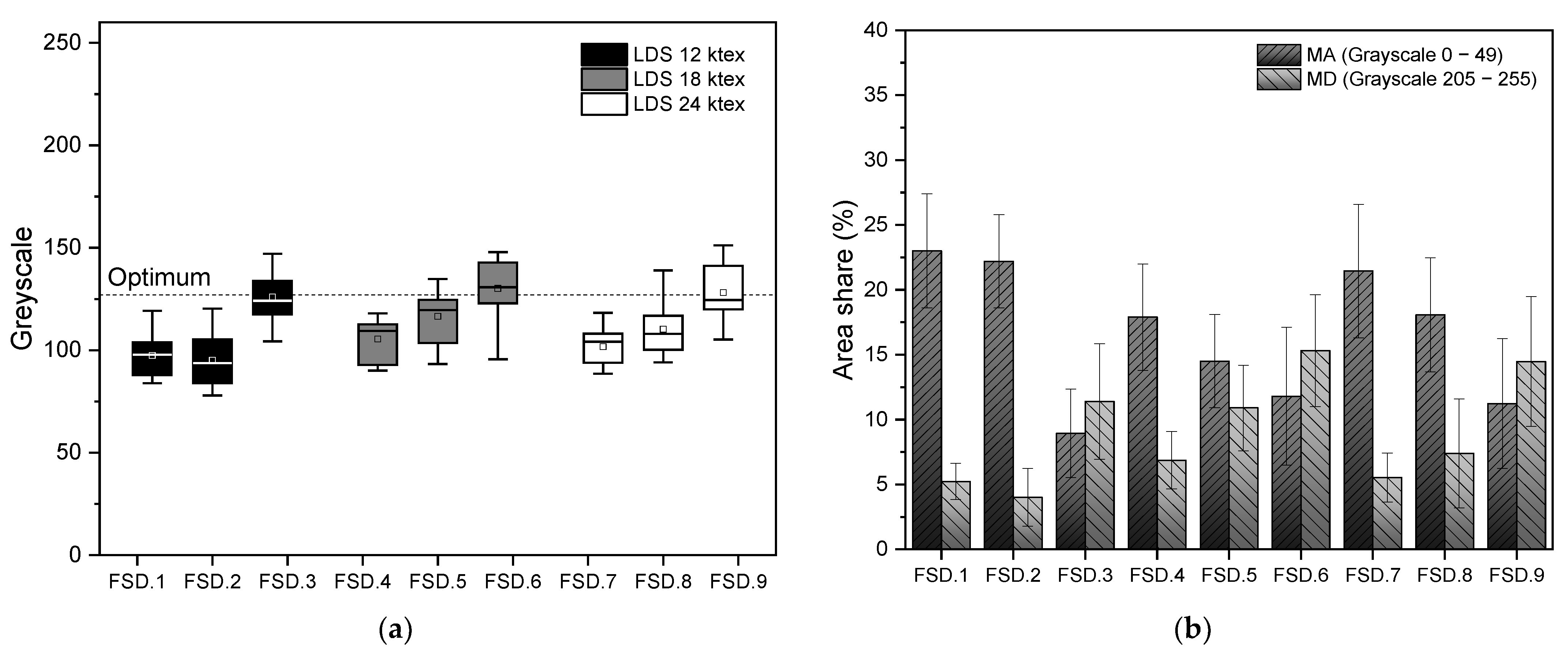
3.1.2. Optical Analysis
3.2. Comparison of Film-Stacking-Draft and Commingled-Sliver-Draft Composites
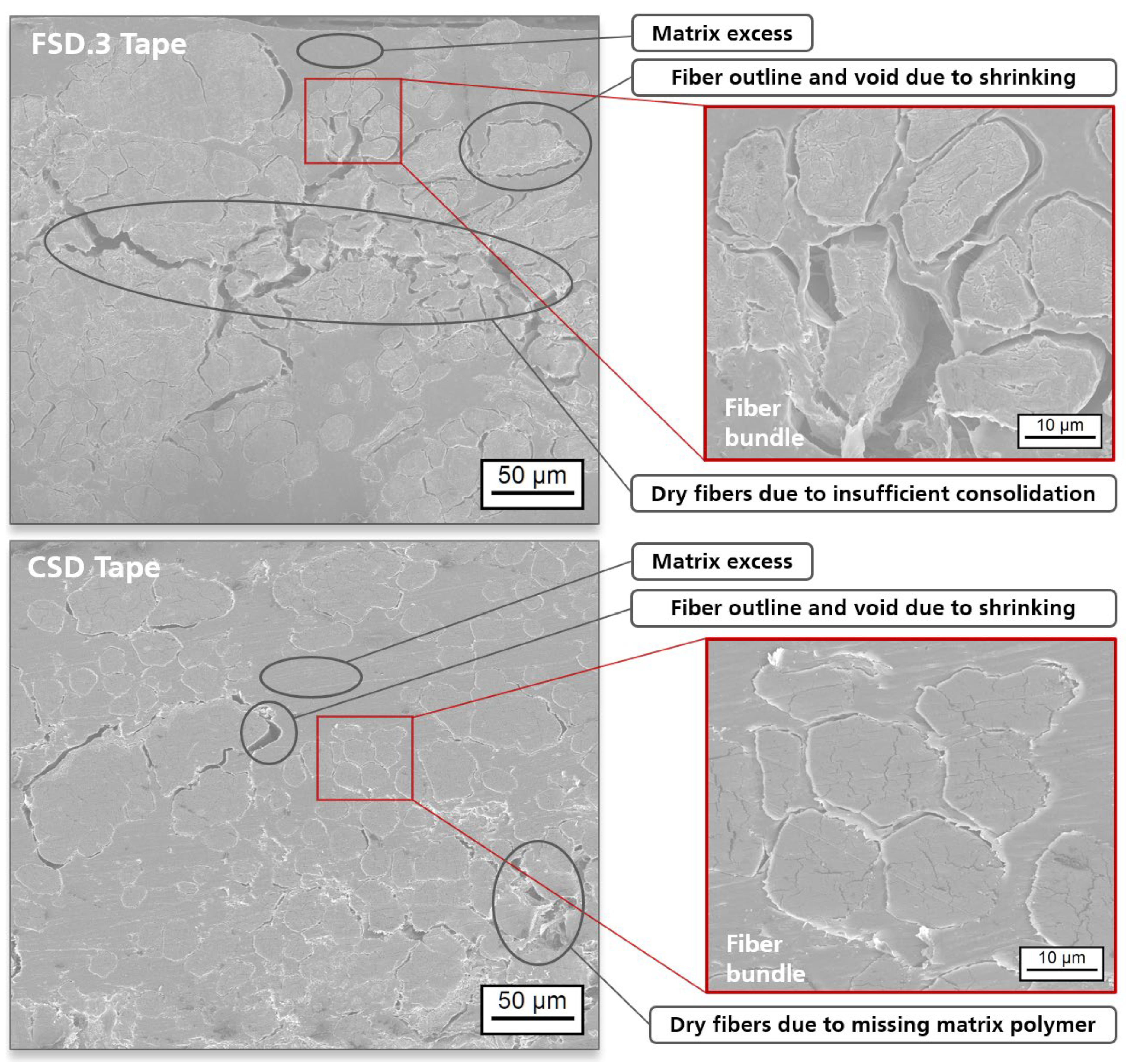
3.2.1. Microscopic Analysis
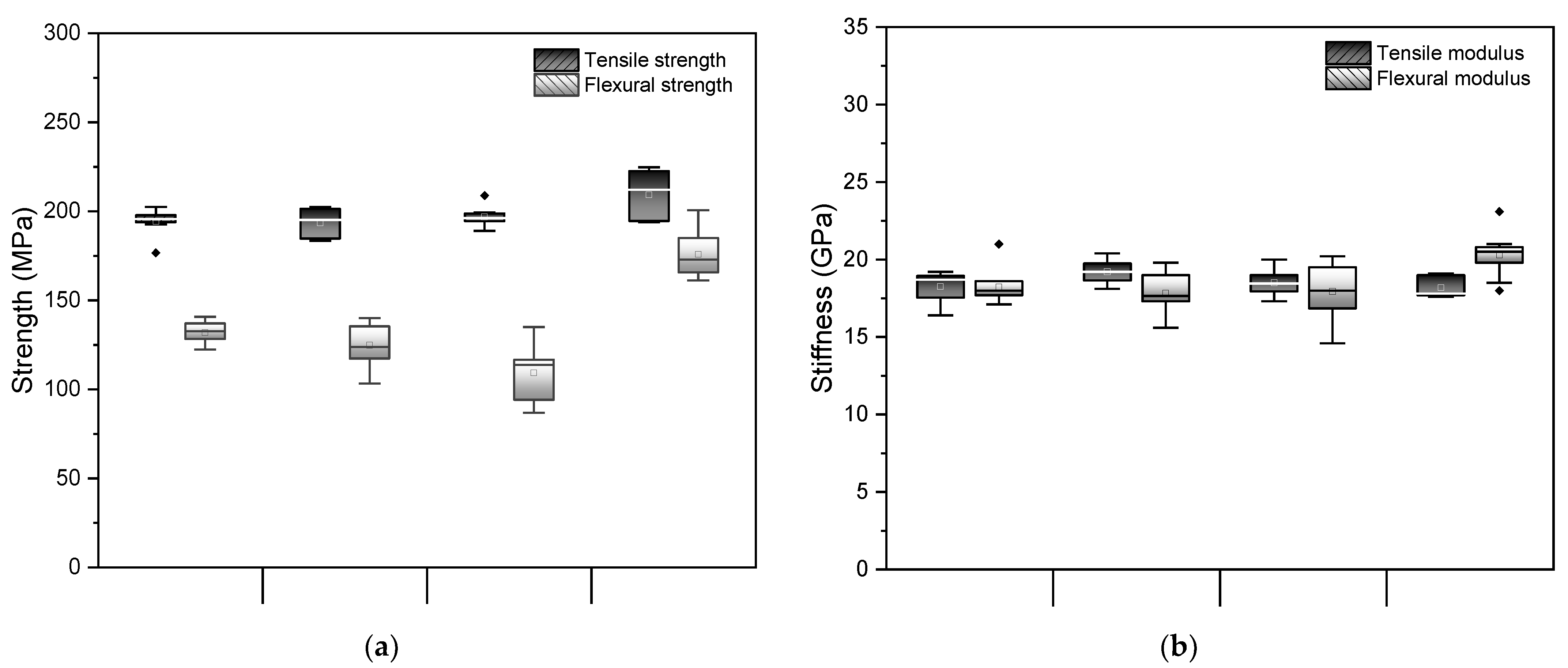
3.2.2. Mechanical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| DR | Draft ratio (determines output ratio) | Process parameter |
| LDS | The linear density of slivers (material input) | Process parameter |
| NB | Number of slivers (material input) | Process parameter |
| ADP | The areal density of fibrous preform (material output) | Process parameter |
| GO | Gilling operation (material transformation) | Process parameter |
| FSD | Film-stacking-draft | Process type |
| CSD | Commingled-slivers-draft | Process type |
| AGV | Average gray value | Analytic parameter |
| CV | Coefficient of variation | Analytic parameter |
| MD | Material defects | Analytic parameter |
| MA | Material accumulations | Analytic parameter |
References
- Field, C.B.; Barros, V.R. (Eds.) Climate Change 2014: Impacts, Adaptation, and Vulnerability Working Group II Contribution to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: New York, NY, USA, 2014. [Google Scholar]
- Khan, S.N.; Mohsin, M. The power of emotional value: Exploring the effects of values on green product consumer choice behavior. J. Clean. Prod. 2017, 150, 65–74. [Google Scholar] [CrossRef]
- Albrecht, K. Nachhaltige faserverstärkte Kunststoffe im Spritzguss: Nachhaltige Faserverstärkte Kunststoffe im Spritzguss. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg, Munich, Germany, 2018. [Google Scholar]
- Das, S. Life cycle assessment of carbon fiber-reinforced polymer composites. Int. J. Life Cycle Assess. 2011, 16, 268–282. [Google Scholar] [CrossRef]
- Carus, M.; Barth, M. Carbon Footprint and Sustainability of Different Natural Fibres for Biocomposites and Insulation Material. Carbon Footpr. Nat. Fibres 2015, 2015, 2–33. [Google Scholar]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A Appl. Sci. Manuf. 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Akter, T.; Hossain, S. Application of plant fibers in environmental friendly composites for developed properties: A review. Clean. Mater. 2021, 2, 100032. [Google Scholar] [CrossRef]
- Zwawi, M. A Review on Natural Fiber Bio-Composites; Surface Modifications and Applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef] [PubMed]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Medina, L. Materialentwicklung und Prozessoptimierung von Naturfaserverstärkten Kunststoffen mit Geringem Matrixanteil für Automobilanwendungen. Ph.D. Thesis, Maschinenbau und Verfahrenstechnik, Technische Universität Kaiserslautern, Kaiserslautern, Germany, 2007. [Google Scholar]
- Friedrich, H.E. (Ed.) Leichtbau in der Fahrzeugtechnik, 2nd ed.; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2017. [Google Scholar]
- Le Duigou, A.; Davies, P.; Baley, C. Environmental Impact Analysis of the Production of Flax Fibres to be Used as Composite Material Reinforcement. J. Biobased Mater. Bioenergy 2011, 5, 153–165. [Google Scholar] [CrossRef]
- Carruthers, J.; Quarshie, R. (Eds.) Technology Overview Biocomposites; Materials KTN and NetComposites Ltd.: London, UK, 2014. [Google Scholar]
- Ahmad, F.; Choi, H.S.; Park, M.K. A Review: Natural Fiber Composites Selection in View of Mechanical, Light Weight, and Economic Properties. Macromol. Mater. Eng. 2014, 300, 10–24. [Google Scholar] [CrossRef]
- AVK–Industrievereinigung Verstärkte Kunststoffe, e.V. Handbuch Faserverbundkunststoffe/Composites; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2013. [Google Scholar]
- Schürmann, H. Konstruieren mit Faser-Kunststoff-Verbunden; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Bos, H.L. The Potential of Flax Fibres as Reinforcement for Composite Materials. Ph.D. Thesis, Eindhoven University of Technology, Eindhoven, The Netherlands, 2004. [Google Scholar]
- Spārniņš, E. Mechanical Properties of Flax Fibers and Their Composites. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, 2009. [Google Scholar]
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Drapier, S.; Ferreira, M.; Le Duigou, A.; Liotier, P.J.; Ouagne, P.; Soulat, D.; et al. Specific features of flax fibres used to manufacture composite materials. Int. J. Mater. Form. 2018, 12, 1023–1052. [Google Scholar] [CrossRef] [Green Version]
- Shah, D.U.; Schubel, P.J.; Clifford, M.J. Can flax replace E-glass in structural composites? A small wind turbine blade case study. Compos. Part B Eng. 2013, 52, 172–181. [Google Scholar] [CrossRef] [Green Version]
- Shah, D.U. Developing plant fibre composites for structural applications by optimising composite parameters: A critical review. J. Mater. Sci. 2013, 48, 6083–6107. [Google Scholar] [CrossRef]
- Munder, C.F.; Hempel, H. Results of an Advanced Technology for Decortication of Hemp, Flax and Linseed. Mol. Cryst. Liq. Cryst. 2004, 418, 165–179. [Google Scholar] [CrossRef]
- Azarschab, M. Entwicklung umweltgerechter Aufschlussverfahren zur Gewinnung hochwertiger Bastfasern in Deutschland: Abschlussbericht Verbundvorhaben; Institut für Textil- und Verfahrenstechnik Denkendorf: Denkendorf, Germany, 2003. [Google Scholar]
- Kamarudin, S.H.; Basri, M.S.M.; Rayung, M.; Abu, F.; Ahmad, S.; Norizan, M.N.; Osman, S.; Sarifuddin, N.; Desa, M.S.Z.M.; Abdullah, U.H.; et al. A Review on Natural Fiber Reinforced Polymer Composites (NFRPC) for Sustainable Industrial Applications. Polymers 2022, 14, 3698. [Google Scholar] [CrossRef] [PubMed]
- Ray, D.; Sain, S. (Eds.) Biocomposites for High-Performance Applications; Woodhead Publishing: Cambridge, UK, 2017. [Google Scholar]
- Pickering, K.L.; Aruan Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Carus, M.; Partanen, A. Bioverbundwerkstoffe-Naturfaserverstärkte Kunststoffe (NFK) und Holz-Polymer-Werkstoffe (WPC), 2nd ed.; Fachagentur Nachwachsende Rohstoffe e.V. (FNR), Ed.; Bundesministerium für Ernährung und Landwirtschaft (BMEL): Bonn, Germany, 2017. [Google Scholar]
- Fachagentur Nachwachsende Rohstoffe e.V. (FNR) (Ed.) Studie zur Markt- und Konkurrenzsituation bei Naturfasern und Naturfaser-Werkstoffen (Deutschland und EU), 26th ed.; Nova-Institut: Hürth, Germany, 2008. [Google Scholar]
- Chauhan, V.; Kärki, T.; Varis, J. Review of natural fiber-reinforced engineering plastic composites, their applications in the transportation sector and processing techniques. J. Thermoplast. Compos. Mater. 2019, 35, 1169–1209. [Google Scholar] [CrossRef]
- Thomason, J.L.; Rudeiros-Fernández, J.L. A Review of the Impact Performance of Natural Fiber Thermoplastic Composites. Front. Mater. 2018, 5, 60. [Google Scholar] [CrossRef]
- Awais, H.; Nawab, Y.; Amjad, A.; Anjang, A.; Akil, H.; Abidin, M.S.Z. Environmental benign natural fibre reinforced thermoplastic composites: A review. Compos. Part C Open Access 2020, 4, 100082. [Google Scholar] [CrossRef]
- Hansen, O.; Ganter, N.; Becker, N. Naturfaserverstärkte Kunststoffe als Baustein einer nachhaltigen Mobilität? ATZproduktion 2020, 7, 49–51. [Google Scholar] [CrossRef]
- Karthi, N.; Kumaresan, K.; Sathish, S.; Gokulkumar, S.; Prabhu, L.; Vigneshkumar, N. An overview: Natural fiber reinforced hybrid composites, chemical treatments and application areas. Mater. Today Proc. 2019, 27, 2828–2834. [Google Scholar] [CrossRef]
- Gopi, S.; Balakrishnan, P.; Sreekala, M.S.; Pius, A.; Thomas, S. Green materials for aerospace industries. In Biocomposites for High-Performance Applications; Ray, D., Sain, S., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 307–318. [Google Scholar]
- Ansell, M. Natural fibre composites in a marine environment. In Natural Fibre Composites; Woodhead Publishing: Cambridge, UK, 2014; pp. 365–374. [Google Scholar] [CrossRef]
- Rinberg, R.; Svidler, R.; Klärner, M.; Kroll, L.; Strohrmann, K.; Hajek, M.; Endres, H.J. (Eds.) Anwendungspotenzial von naturbasierten hybriden Leichtbaustrukturen in der Luftfahrt; Deutsche Gesellschaft für Luft- und Raumfahrt-Lilienthal-Oberth e.V.: Bonn, Germany, 2016. [Google Scholar]
- Sathish, S.; Karthi, N.; Prabhu, L.; Gokulkumar, S.; Balaji, D.; Vigneshkumar, N.; Farhan, T.A.; AkilKumar, A.; Dinesh, V. A review of natural fiber composites: Extraction methods, chemical treatments and applications. Mater. Today Proc. 2021, 45, 8017–8023. [Google Scholar] [CrossRef]
- Hartung, D. Entwicklung eines neuartigen kontinuierlichen Produktionsprozesses für Naturfaserkunststoffverbunde aus Hybridfaserbändern. Master’s Thesis, Lightweight Structures, Chemnitz University of Technology, Chemnitz, Germany, 2021. [Google Scholar]
- Džalto, J. Entwicklung eines Großserientauglichen Aufheizprozesses für Naturfaserverstärkte Kunststoffe. Ph.D. Thesis, Department of Mechanical and Process Engineering, Technical University of Kaiserslautern, Kaiserslautern, Germany, 2017. [Google Scholar]
- Akonda, M.; Shah, D.; Gong, R. Natural fibre thermoplastic tapes to enhance reinforcing effects in composite structures. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105822. [Google Scholar] [CrossRef]
- Kruger, P.J. 34—Withdrawal Forces in the Processing of Wool Slivers: Part II: The Influence of Variations in Gilling on the Withdrawal Force. J. Text. Inst. 1967, 58, 472–477. [Google Scholar] [CrossRef]
- Mustata, A. Factors Influencing the Processing of Flax Fibres: Gill-box Friction. J. Text. Inst. 1998, 89, 208–213. [Google Scholar] [CrossRef]
- Okamura, M.; Konda, F.; Noda, T.; Taya, Y.; Yoshikura, T. Analysis of Blend Defects in Gill Sliver. Part 2: Effects of Processing Conditions on Blend Defects. Sen’i Kikai Gakkaishi J. Text. Mach. Soc. Jpn. 1996, 49, T231–T236. [Google Scholar] [CrossRef]
- Okamura, M.; Konda, F.; Kurosaki, S.; Tuchii, Y. Analysis of Blend Defects in Gill Sliver. Part 1. Detection of Blend Defects by Line Sensor. Sen’i Kikai Gakkaishi J. Text. Mach. Soc. Jpn. 1996, 49, T159–T165. [Google Scholar] [CrossRef] [Green Version]
- Sedlacik, G. Beitrag zum Einsatz von unidirektional naturfaser- verstärkten thermoplastischen Kunststoffen als Werkstoff für großflächige Strukturbauteile. Ph.D. Thesis, Mechanical Engineering, Chemnitz University of Technology, Chemnitz, Germany, 2003. [Google Scholar]
- GIMP 2.10. Benutzerhandbuch. Available online: https://docs.gimp.org/2.10/de/gimp-filter-desaturate.html (accessed on 23 May 2022).
- Shen, Y.; Ni, J.; Yang, J.; Yu, C. Study on the testing of the accelerated point of the floating fiber in the roller drafting process with an improved method. Text. Res. J. 2021, 92, 168–179. [Google Scholar] [CrossRef]
- Siddiqui, Q.; Naeem, M.A.; Ndlovu, L. A Preliminary Study on the Effect of Short Fiber Content on Drafting Force and its Variability. J. Nat. Fibers 2020, 19, 78–87. [Google Scholar] [CrossRef]
- Mupfudze, K.D.; Cao, Q.; Shen, Y.; Sun, N.; Yu, C. Fiber motion and the accelerated point distribution in roller drafting. Text. Res. J. 2018, 89, 1224–1236. [Google Scholar] [CrossRef]
- Lin, Q.; Oxenham, W.; Yu, C. A study of the drafting force in roller drafting and its influence on sliver irregularity. J. Text. Inst. 2011, 102, 994–1001. [Google Scholar] [CrossRef]
- Mayer, C.; Wang, X.; Neitzel, M. Macro- and micro-impregnation phenomena in continuous manufacturing of fabric reinforced thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 1998, 29, 783–793. [Google Scholar] [CrossRef]
- Schröder, T. Rheologie der Kunststoffe: Theorie und Praxis; Hanser: München, Germany, 2018. [Google Scholar]
- Bar, M.; Alagirusamy, R.; Das, A. Properties of flax-polypropylene composites made through hybrid yarn and film stacking methods. Compos. Struct. 2018, 197, 63–71. [Google Scholar] [CrossRef]
- McGregor, O.; Duhovic, M.; Somashekar, A.; Bhattacharyya, D. Pre-impregnated natural fibre-thermoplastic composite tape manufacture using a novel process. Compos. Part A Appl. Sci. Manuf. 2017, 101, 59–71. [Google Scholar] [CrossRef]
- BÜFA GmbH. Datenblatt: UD PP Flax 50. Available online: https://thermoplasticcomposites.de/de/wp-content/uploads/sites/2/2021/04/PTDS_BUeFA_PP-Flax-UD50.pdf (accessed on 26 January 2023).
- Franco, P.H.; Valadez-González, A.; Mohanty, A.K.; Misra, M.; Drzal, L.T. Fiber-Matrix Adhesion in Natural Fiber Composites. In Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Fatimah Athiyah, S.; Shazleen, S.S.; Rafiqah, S.A.; Harussani, M.M.; Kamarudin, S.H.; Razman, M.R.; Rahmah, M.; Zainudin, E.S.; et al. A Review on Mechanical Performance of Hybrid Natural Fiber Polymer Composites for Structural Applications. Polymers 2021, 13, 2170. [Google Scholar] [CrossRef]
- Richely, E.; Bourmaud, A.; Placet, V.; Guessasma, S.; Beaugrand, J. A critical review of the ultrastructure, mechanics and modelling of flax fibres and their defects. Prog. Mater. Sci. 2021, 124, 100851. [Google Scholar] [CrossRef]
- Tanguy, M.; Bourmaud, A.; Beaugrand, J.; Gaudry, T.; Baley, C. Polypropylene reinforcement with flax or jute fibre; Influence of microstructure and constituents properties on the performance of composite. Compos. Part B Eng. 2018, 139, 64–74. [Google Scholar] [CrossRef]
- Hughes, M. Defects in natural fibres: Their origin, characteristics and implications for natural fibre-reinforced composites. J. Mater. Sci. 2011, 47, 599–609. [Google Scholar] [CrossRef]
- Wongsriraksa, P.; Togashi, K.; Nakai, A.; Hamada, H. Continuous Natural Fiber Reinforced Thermoplastic Composites by Fiber Surface Modification. Adv. Mech. Eng. 2013, 5, 685104. [Google Scholar] [CrossRef]
- Ouali, A.A.; Rinberg, R.; Kroll, L.; Nendel, W.; Todorov, A.; Cebulla, H. Natural Fibre Reinforced Bioplastics-Innovative Semi-Finished Products for Series Production. Key Eng. Mater. 2017, 742, 255–262. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Units | Flax Fiber | PP Fiber | PP Film |
|---|---|---|---|---|
| Mean fiber length | mm | 128.00 | 80.00 | - |
| Materials density | g/cm3 | 1.50 | 0.91 | 0.91 |
| Melting temperature | °C | - | 160.00 | 160.00 |
| Melt Flow Index | g/10 min | - | 15.00 | 5.00 |
| Linear density | g/m (ktex) | 12.00, 18.00, 24.00 | 6.00 | - |
| Areal density | g/m2 | - | - | 72.50 |
| Parameters | Values |
|---|---|
| Production speed | 1.00 m/min |
| Heating temperature | 190.00 °C |
| Air cushion pressure | 0.10 bar |
| Roller pressure | 1.00 bar |
| Melt and consolidation time | 81.00 s |
| Solidification time | 69.00 s |
| Fiber/Matrix percent by weight | 50 %/50 % |
| Areal density flax | 145.00 ± 5 g/m2 |
| Areal density PP film | 2 × 72.50 g/m2 |
| Parameters | Values |
|---|---|
| Production speed | 1.00 m/min |
| Heating temperature | 190.00 °C |
| Air cushion pressure | 0.10 bar |
| Roller pressure | 1.00 bar |
| Melt and consolidation time | 81.00 s |
| Solidification time | 69.00 s |
| Fiber/matrix percent by weight | 50 %/50 % |
| Tape ID | DR | NB | LDS (ktex) | GO |
|---|---|---|---|---|
| FSD.1 | 5.80 | 12.00 | 12.00 | 3 |
| FSD.2 | 8.60 | 18.00 | 12.00 | 3 |
| FSD.3 | 11.60 | 24.00 | 12.00 | 3 |
| FSD.4 | 5.80 | 8.00 | 18.00 | 3 |
| FSD.5 | 8.60 | 12.00 | 18.00 | 3 |
| FSD.6 | 13.00 | 18.00 | 18.00 | 3 |
| FSD.7 | 5.80 | 6.00 | 24.00 | 3 |
| FSD.8 | 7.70 | 8.00 | 24.00 | 3 |
| FSD.9 | 11.60 | 12.00 | 24.00 | 3 |
| Optical Quality Criteria | Measurable Parameters from Gray Value Distributions |
|---|---|
| Evenness of fiber structure | Average mean gray values (AGV) and its coefficient of variation (CV) |
| Occurrence of material accumulations and defects | Area share of certain grayscale areas: material accumulations (MA), material defects (MD) |
| Separation of single slivers | Contiguous grayscale areas |
| Multiple Linear Regression Results | ||||
|---|---|---|---|---|
| Dependent variable: | ||||
| z_AGV | z_StdDev | z_MA | z_MD | |
| (1) | (2) | (3) | (4) | |
| z_DR | 0.914 *** | 0.467 | −0.847 *** | 0.873 *** |
| z_LDS | 0.241 | 0.674 ** | −0.134 | 0.276 |
| R2 | 0.872 | 0.642 | 0.725 | 0.816 |
| Adjusted R2 | 0.829 | 0.523 | 0.633 | 0.754 |
| F Statistic (df = 2; 6) | 20.450 *** | 5.391 ** | 7.899 ** | 13.275 *** |
| Reference | Composition | Flexural Modulus | Flexural Strength | Tensile Modulus | Tensile Strength |
|---|---|---|---|---|---|
| FSD.3 | Flax/PP | 18.0 GPa | 131 MPa | 19.0 GPa | 194 MPa |
| CSD | Flax/PP | 20.0 GPa | 175 MPa | 19.0 GPa | 200 MPa |
| [40] | Flax/PP | 22.0 GPa | 132 MPa | 26.0 GPa | 125 MPa |
| [54] | Flax/PA12 | - | - | 23.1 GPa | 222 MPa |
| [55] | Flax/PP | - | - | 16.0 GPa | 160 MPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hartung, D.; Celevics, S.; Hirsch, P.; Jahn, I.; Kneisel, L.; Kölzig, K.; Matthes, A.; Cebulla, H. Manufacturing and Analysis of Natural Fiber-Reinforced Thermoplastic Tapes Using a Novel Process Assembly. Sustainability 2023, 15, 6250. https://doi.org/10.3390/su15076250
Hartung D, Celevics S, Hirsch P, Jahn I, Kneisel L, Kölzig K, Matthes A, Cebulla H. Manufacturing and Analysis of Natural Fiber-Reinforced Thermoplastic Tapes Using a Novel Process Assembly. Sustainability. 2023; 15(7):6250. https://doi.org/10.3390/su15076250
Chicago/Turabian StyleHartung, David, Stefanie Celevics, Patrick Hirsch, Ivonne Jahn, Lovis Kneisel, Kay Kölzig, André Matthes, and Holger Cebulla. 2023. "Manufacturing and Analysis of Natural Fiber-Reinforced Thermoplastic Tapes Using a Novel Process Assembly" Sustainability 15, no. 7: 6250. https://doi.org/10.3390/su15076250