

Slot-Die Coated Copper Indium Disulfide as Hole-Transport Material for Perovskite Solar Cells

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Device Fabrication
2.2.1. Fabrication of Spin Coating-Based Devices
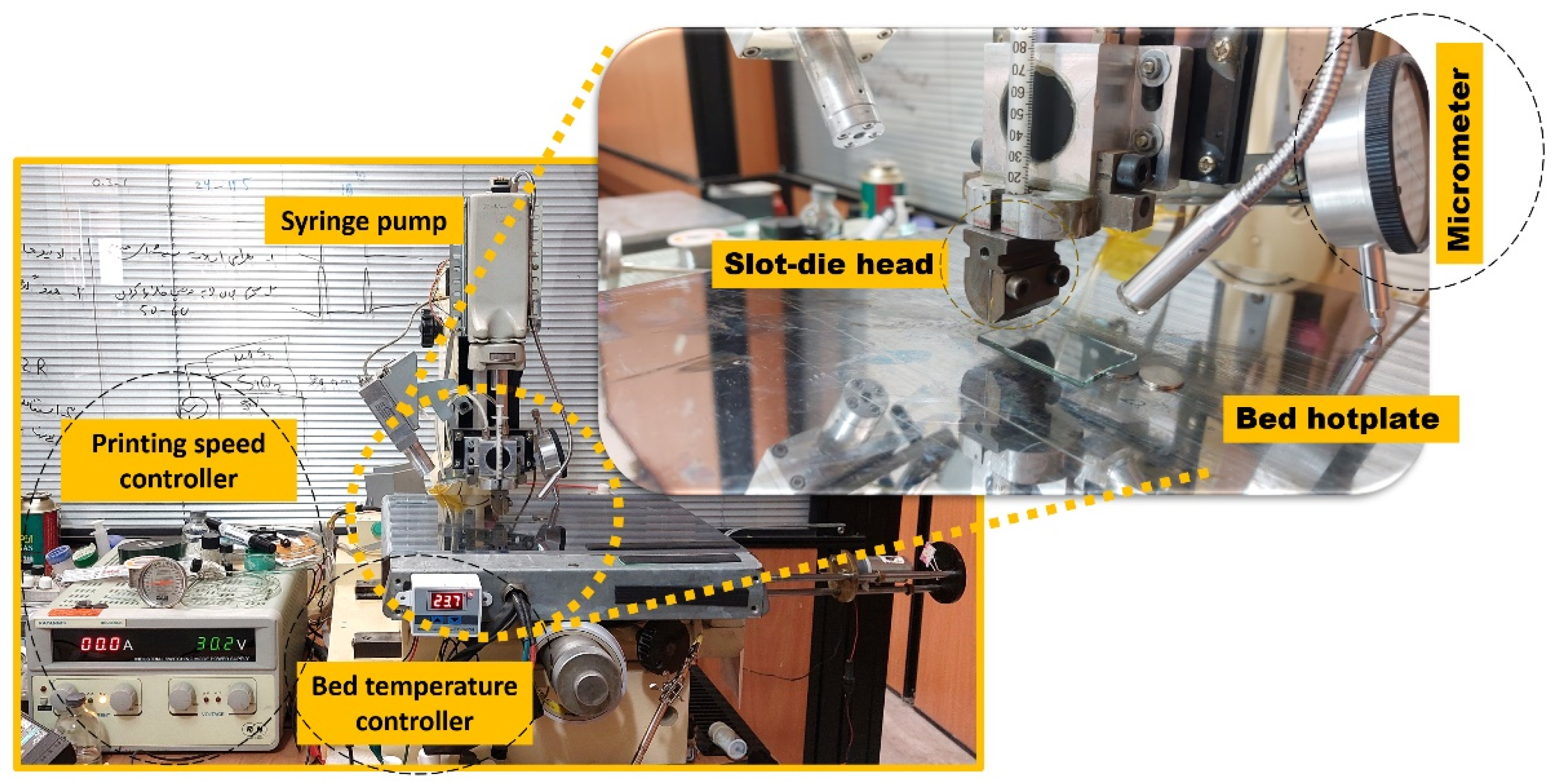
2.2.2. Fabrication of Slot-Die Printed Devices
2.3. Characterization
3. Results
3.1. TiO2 as Electron Blocking Layer
3.2. TiO2 as the Mesoporous Layer
3.3. Perovskite Layer
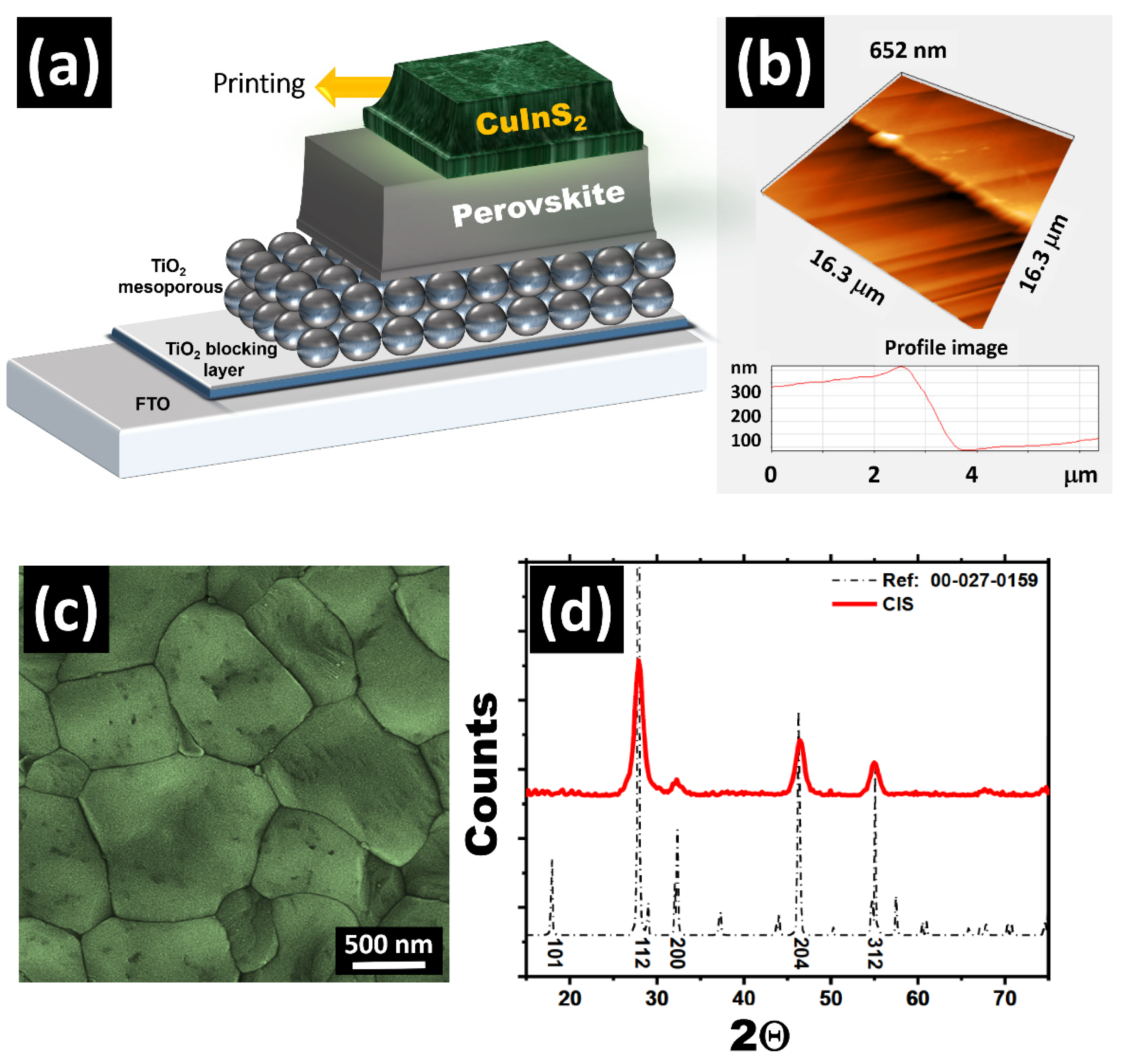
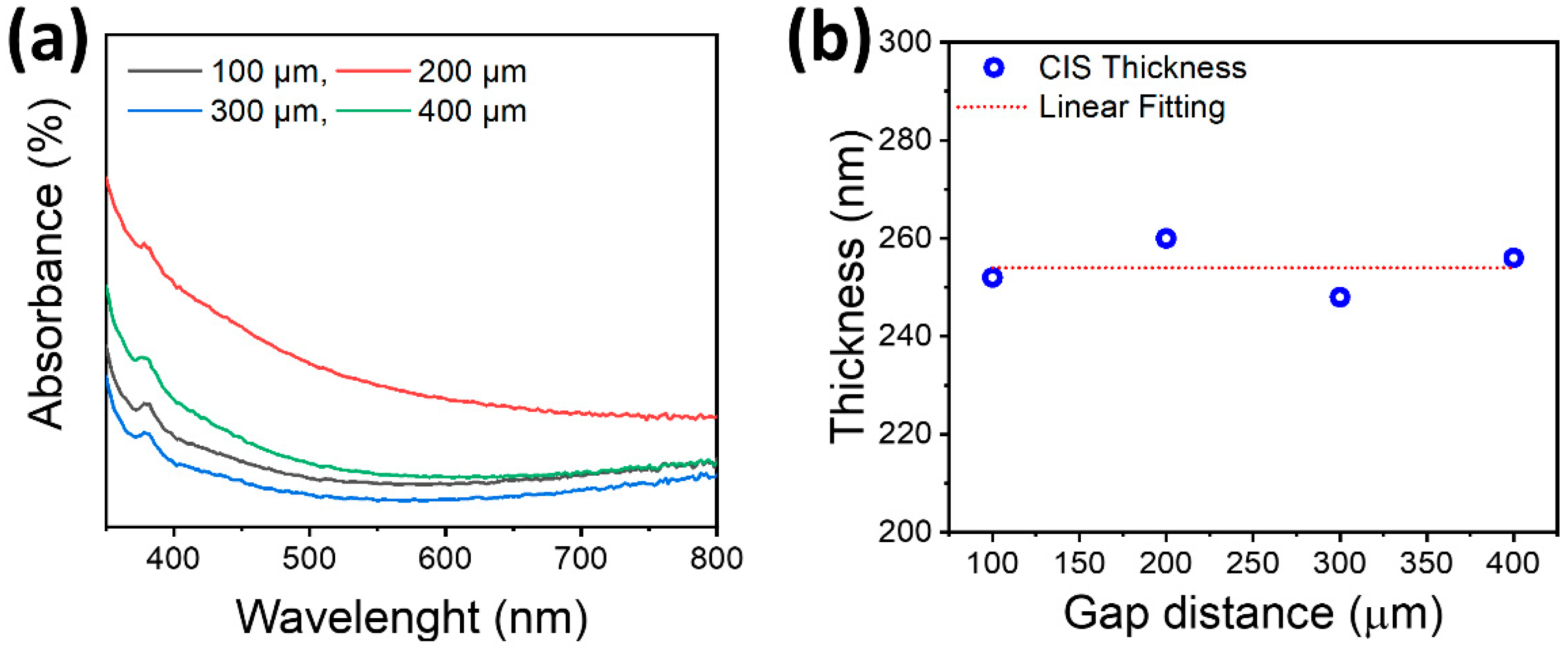
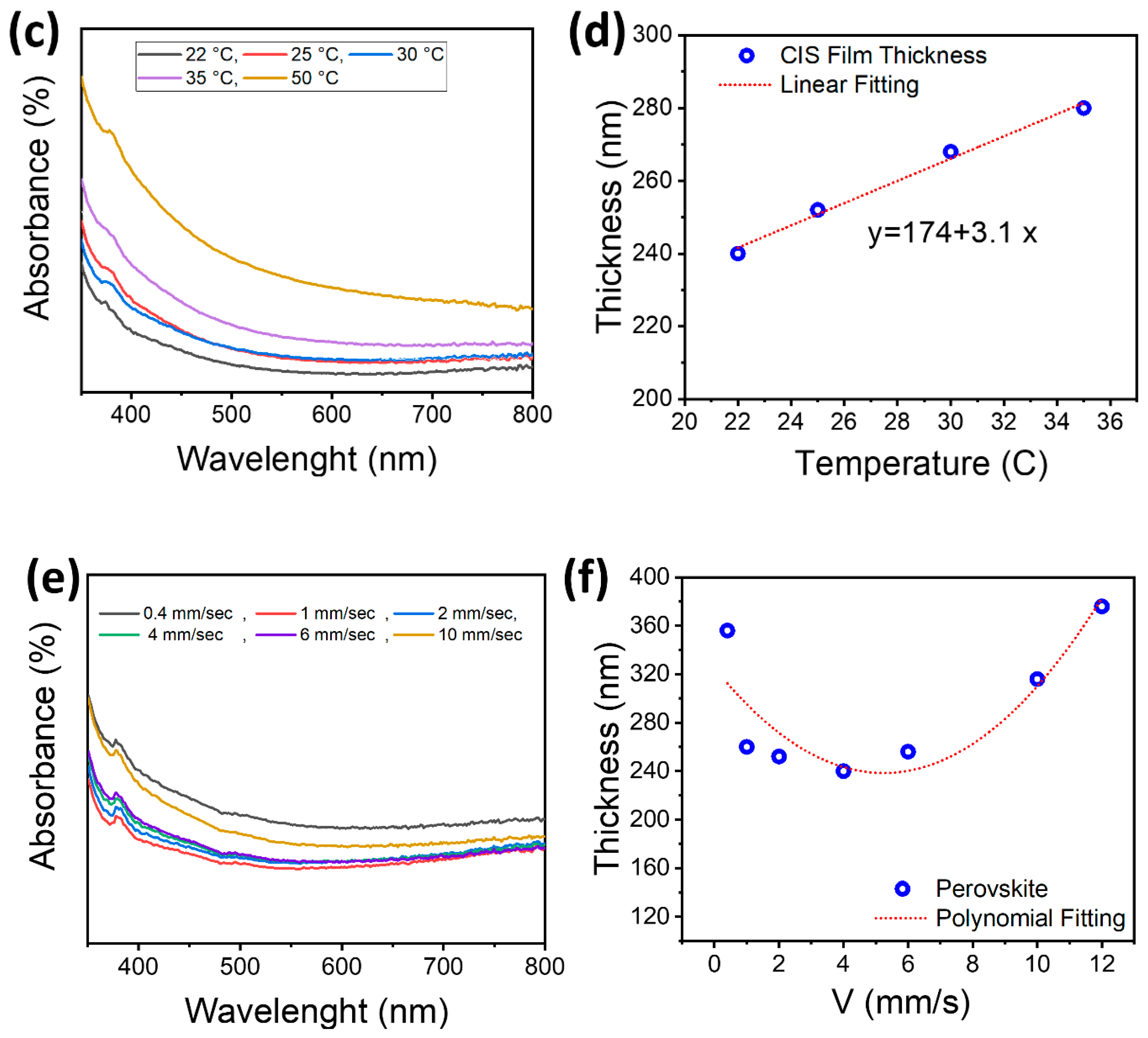
3.4. CuInS2 (CIS) as Hole Transport Layer
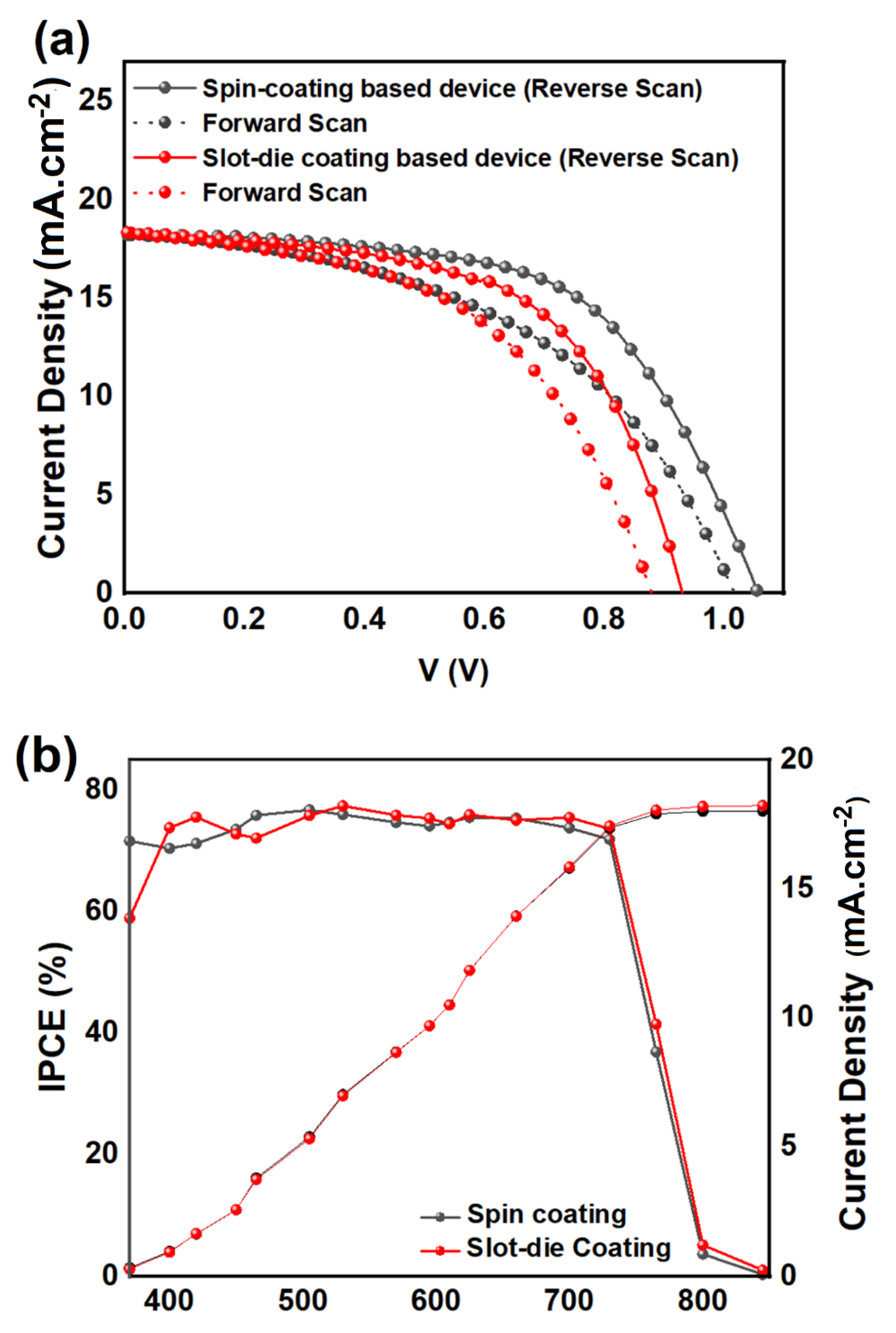
3.5. Photovoltaic Measurement
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Basumatary, P.; Agarwal, P. A short review on progress in perovskite solar cells. Mater. Res. Bull. 2022, 149, 111700. [Google Scholar] [CrossRef]
- Cheng, Y.; Ding, L. Pushing commercialization of perovskite solar cells by improving their intrinsic stability. Energy Environ. Sci. 2021, 14, 3233–3255. [Google Scholar] [CrossRef]
- Lin, L.; Jones, T.W.; Yang, T.C.J.; Duffy, N.W.; Li, J.; Zhao, L.; Chi, B.; Wang, X.; Wilson, G.J. Inorganic electron transport materials in perovskite solar cells. Adv. Funct. Mater. 2021, 31, 2008300. [Google Scholar] [CrossRef]
- Zhang, H.; Ji, X.; Yao, H.; Fan, Q.; Yu, B.; Li, J. Review on efficiency improvement effort of perovskite solar cell. Sol. Energy 2022, 233, 421–434. [Google Scholar] [CrossRef]
- Chouhan, L.; Ghimire, S.; Subrahmanyam, C.; Miyasaka, T.; Biju, V. Synthesis, optoelectronic properties and applications of halide perovskites. Chem. Soc. Rev. 2020, 49, 2869–2885. [Google Scholar] [CrossRef] [PubMed]
- Coletta, V.C.; Gonçalves, R.V.; Bernardi, M.I.; Hanaor, D.A.; Assadi, M.H.N.; Marcos, F.C.; Nogueira, F.G.; Assaf, E.M.; Mastelaro, V.R. Cu-modified SrTiO3 perovskites toward enhanced water–gas shift catalysis: A combined experimental and computational study. ACS Appl. Energy Mater. 2020, 4, 452–461. [Google Scholar] [CrossRef]
- Dou, J.; Chen, Q. Interfacial Engineering for Improved Stability of Flexible Perovskite Solar Cells. Energy Mater. Adv. 2022, 2022, 0002. [Google Scholar] [CrossRef]
- Doustkhah, E.; Hassandoost, R.; Khataee, A.; Luque, R.; Assadi, M.H.N. Hard-templated metal–organic frameworks for advanced applications. Chem. Soc. Rev. 2021, 50, 2927–2953. [Google Scholar] [CrossRef]
- Li, M.; Huang, P.; Zhong, H. Current Understanding of Band-Edge Properties of Halide Perovskites: Urbach Tail, Rashba Splitting, and Exciton Binding Energy. J. Phys. Chem. Lett. 2023, 14, 1592–1603. [Google Scholar] [CrossRef]
- Shirsath, S.E.; Assadi, M.H.N.; Zhang, J.; Kumar, N.; Gaikwad, A.S.; Yang, J.; Maynard-Casely, H.E.; Tay, Y.Y.; Du, J.; Wang, H. Interface-Driven Multiferroicity in Cubic BaTiO3-SrTiO3 Nanocomposites. ACS Nano 2022, 16, 15413–15424. [Google Scholar] [CrossRef]
- Ye, M.; Biesold, G.M.; Zhang, M.; Wang, W.; Bai, T.; Lin, Z. Multifunctional quantum dot materials for perovskite solar cells: Charge transport, efficiency and stability. Nano Today 2021, 40, 101286. [Google Scholar] [CrossRef]
- Yang, X.; Li, Q.; Zheng, Y.; Luo, D.; Zhang, Y.; Tu, Y.; Zhao, L.; Wang, Y.; Xu, F.; Gong, Q. Perovskite hetero-bilayer for efficient charge-transport-layer-free solar cells. Joule 2022, 6, 1277–1289. [Google Scholar] [CrossRef]
- Sarkar, D.; Mottakin, M.; Hasan, A.M.; Selvanathan, V.; Sobayel, K.; Khan, M.; Rabbani, A.M.; Shahinuzzaman, M.; Aminuzzaman, M.; Anuar, F.H. A Comprehensive Study on RbGeI3 based Inorganic Perovskite Solar Cell using Green Synthesized CuCrO2 as Hole Conductor. J. Photochem. Photobiol. A Chem. 2023, 439, 114623. [Google Scholar] [CrossRef]
- Haider, S.Z.; Anwar, H.; Jamil, Y.; Shahid, M. A comparative study of interface engineering with different hole transport materials for high-performance perovskite solar cells. J. Phys. Chem. Solids 2020, 136, 109147. [Google Scholar] [CrossRef]
- Chen, L.; Qiu, L.; Wang, H.; Yuan, Y.; Song, L.; Xie, F.; Xiong, J.; Du, P. CuGaO2 Nanosheet Arrays as the Hole-Transport Layer in Inverted Perovskite Solar Cells. ACS Appl. Nano Mater. 2022, 5, 10055–10063. [Google Scholar] [CrossRef]
- Xu, H.; Lang, R.; Gao, C.; Yu, W.; Lu, W.; Mohammadi, S. Perovskite solar cells enhancement by CZTS based hole transport layer. Surf. Interfaces 2022, 33, 102187. [Google Scholar] [CrossRef]
- Ghavaminia, E.; Behrouznejad, F.; Forouzandeh, M.; Khosroshahi, R.; Darbari, S.; Zhan, Y.; Taghavinia, N. Polyvinylcarbazole as an Efficient Interfacial Modifier for Low-Cost Perovskite Solar Cells with CuInS2/Carbon Hole-Collecting Electrode. Solar RRL 2021, 5, 2100074. [Google Scholar] [CrossRef]
- Zhao, X.; Kim, H.-S.; Seo, J.-Y.; Park, N.-G. Effect of selective contacts on the thermal stability of perovskite solar cells. ACS Appl. Mater. Interfaces 2017, 9, 7148–7153. [Google Scholar] [CrossRef]
- Coughlan, C.; Ibanez, M.; Dobrozhan, O.; Singh, A.; Cabot, A.; Ryan, K.M. Compound copper chalcogenide nanocrystals. Chem. Rev. 2017, 117, 5865–6109. [Google Scholar] [CrossRef]
- Palchoudhury, S.; Ramasamy, K.; Gupta, A. Multinary copper-based chalcogenide nanocrystal systems from the perspective of device applications. Nanoscale Adv. 2020, 2, 3069–3082. [Google Scholar] [CrossRef]
- Valdés, M.; Berruet, M.; Goossens, A.; Vázquez, M. Spray deposition of CuInS2 on electrodeposited ZnO for low-cost solar cells. Surf. Coat. Technol. 2010, 204, 3995–4000. [Google Scholar] [CrossRef]
- Esmaeili-Zare, M.; Behpour, M. Influence of deposition parameters on surface morphology and application of CuInS2 thin films in solar cell and photocatalysis. Int. J. Hydrog. Energy 2020, 45, 16169–16182. [Google Scholar] [CrossRef]
- Lee, D.-Y.; Kim, J. Deposition of CuInS2 films by electrostatic field assisted ultrasonic spray pyrolysis. Sol. Energy Mater. Sol. Cells 2011, 95, 245–249. [Google Scholar] [CrossRef]
- Scheer, R.; Lewerenz, H.J. Formation of secondary phases in evaporated CuInS2 thin films: A surface analytical study. J. Vac. Sci. Technol. A: Vac. Surf. Film. 1995, 13, 1924–1929. [Google Scholar] [CrossRef]
- Tong, S.; Gong, C.; Zhang, C.; Liu, G.; Zhang, D.; Zhou, C.; Sun, J.; Xiao, S.; He, J.; Gao, Y. Fully-printed, flexible cesium-doped triple cation perovskite photodetector. Appl. Mater. Today 2019, 15, 389–397. [Google Scholar] [CrossRef]
- Wang, R.; Kwon, H.-J.; Tang, X.; Ye, H.; Park, C.E.; Kim, J.; Kong, H.; Kim, S.H. Slot-die coating of sol–gel-based organic–inorganic nanohybrid dielectric layers for flexible and large-area organic thin film transistors. Appl. Surf. Sci. 2020, 529, 147198. [Google Scholar] [CrossRef]
- Yadav, B.S.; Koppoju, S.; Dey, S.R.; Dhage, S.R. Microstructural investigation of inkjet printed Cu (In, Ga) Se2 thin film solar cell with improved efficiency. J. Alloy. Compd. 2020, 827, 154295. [Google Scholar] [CrossRef]
- De Kergommeaux, A.; Fiore, A.; Bruyant, N.; Chandezon, F.; Reiss, P.; Pron, A.; De Bettignies, R.; Faure-Vincent, J. Synthesis of colloidal CuInSe2 nanocrystals films for photovoltaic applications. Sol. Energy Mater. Sol. Cells 2011, 95, S39–S43. [Google Scholar] [CrossRef]
- Cai, L.; Liang, L.; Wu, J.; Ding, B.; Gao, L.; Fan, B. Large area perovskite solar cell module. J. Semicond. 2017, 38, 014006. [Google Scholar] [CrossRef]
- Zuo, C.; Vak, D.; Angmo, D.; Ding, L.; Gao, M. One-step roll-to-roll air processed high efficiency perovskite solar cells. Nano Energy 2018, 46, 185–192. [Google Scholar] [CrossRef]
- Gao, L.; Huang, K.; Long, C.; Zeng, F.; Liu, B.; Yang, J. Fully slot-die-coated perovskite solar cells in ambient condition. Appl. Phys. A 2020, 126, 452. [Google Scholar] [CrossRef]
- Di Giacomo, F.; Shanmugam, S.; Fledderus, H.; Bruijnaers, B.J.; Verhees, W.J.; Dorenkamper, M.S.; Veenstra, S.C.; Qiu, W.; Gehlhaar, R.; Merckx, T. Up-scalable sheet-to-sheet production of high efficiency perovskite module and solar cells on 6-in. substrate using slot die coating. Sol. Energy Mater. Sol. Cells 2018, 181, 53–59. [Google Scholar] [CrossRef]
- Yin, H.; Lv, P.; Gao, B.; Zhang, Y.; Zhu, Y.; Hu, M.; Tan, B.; Xu, M.; Huang, F.; Cheng, Y.-B. Slot-die coated scalable hole transporting layers for efficient perovskite solar modules. J. Mater. Chem. A 2022, 10, 25652–25660. [Google Scholar] [CrossRef]
- Lee, H.-J.; Seo, Y.-H.; Kim, S.-S.; Na, S.-I. Slot-die processed perovskite solar cells: Effects of solvent and temperature on device performances. Semicond. Sci. Technol. 2022, 37, 045007. [Google Scholar] [CrossRef]
- Yang, J.; Hu, Y.; Yan, B.; Chang, J.; Yao, J.; Han, H. Large-area Perovskite Optoelectronic Devices and the Fabrication Techniques. Perovskite Mater. Devices 2022, 2, 433–477. [Google Scholar]
- Qin, T.; Huang, W.; Kim, J.-E.; Vak, D.; Forsyth, C.; McNeill, C.R.; Cheng, Y.-B. Amorphous hole-transporting layer in slot-die coated perovskite solar cells. Nano Energy 2017, 31, 210–217. [Google Scholar] [CrossRef]
- Tutantsev, A.S.; Udalova, N.N.; Fateev, S.A.; Petrov, A.A.; Chengyuan, W.; Maksimov, E.G.; Goodilin, E.A.; Tarasov, A.B. New pigeonholing approach for selection of solvents relevant to lead halide perovskite processing. J. Phys. Chem. C 2020, 124, 11117–11123. [Google Scholar] [CrossRef]
- Barichello, J.; Di Girolamo, D.; Nonni, E.; Paci, B.; Generosi, A.; Kim, M.; Levtchenko, A.; Cacovich, S.; Di Carlo, A.; Matteocci, F. Semi-Transparent Blade-Coated FAPbBr3 Perovskite Solar Cells: A Scalable Low-Temperature Manufacturing Process under Ambient Condition. Sol. RRL 2023, 7, 2200739. [Google Scholar] [CrossRef]
- Mohammadi, M.; Gholipour, S.; Malekshahi Byranvand, M.; Abdi, Y.; Taghavinia, N.; Saliba, M. Encapsulation strategies for highly stable perovskite solar cells under severe stress testing: Damp heat, freezing, and outdoor illumination conditions. ACS Appl. Mater. Interfaces 2021, 13, 45455–45464. [Google Scholar] [CrossRef]
- Crowley, K.; Morrin, A.; Hernandez, A.; O’Malley, E.; Whitten, P.G.; Wallace, G.G.; Smyth, M.R.; Killard, A.J. Fabrication of an ammonia gas sensor using inkjet-printed polyaniline nanoparticles. Talanta 2008, 77, 710–717. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria | Best Value | Description |
|---|---|---|
| Reservoir temperature | 20 °C | - |
| Head temperature | 20 °C | - |
| Substrate temperature | 20 °C | Temperature regulated |
| Printing speed | 3 mm/s | Four step |
| Printing head type | roller printer | 30 mm diameter |
| Slot-die shim | 15 µm | Stainless steel |
| Printing gap | 200 µm | - |
| Post printing process | Thermal annealing at 500 °C for 1 h | |
| Substrate preparation | UV-ozone 15 min |
| Criteria | Best Value | Description |
|---|---|---|
| Reservoir temperature | 25 ± 5 °C | - |
| Head temperature | 25 ± 5 °C | - |
| Substrate temperature | 40 ± 5 °C | In the case of anti-solvent use, we prefer to stay at room temperature, while using 20–25 °C for substrate temperature |
| Printing speed | 2 cm/s | One step |
| Printing head type | roller printer | 30 mm diameter |
| Slot-die shim | 15 µm | Stainless steel |
| Printing gap | 200 µm | - |
| Post printing process | - | |
| Substrate preparation | UV-ozone 15 min |
| Sample | Voc (V) | Jsc (mA·cm−2) | FF | Efficiency (%) | Average (%) | Hysteresis Index |
|---|---|---|---|---|---|---|
| Spin coating (reverse scan) | 1.056 | 18.20 | 0.59 | 11.36 | 9.36 ± 143 | 0.22 |
| Forward scan | 1.02 | 18.20 | 0.48 | 8.91 | ||
| Slot-die coating (reverse scan) | 0.93 | 18.33 | 0.58 | 9.93 | 7.74 ± 1.44 | 0.17 |
| Forward scan | 0.88 | 18.33 | 0.51 | 8.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahmoodpour, S.; Heydari, M.; Shooshtari, L.; Khosroshahi, R.; Mohammadpour, R.; Taghavinia, N. Slot-Die Coated Copper Indium Disulfide as Hole-Transport Material for Perovskite Solar Cells. Sustainability 2023, 15, 6562. https://doi.org/10.3390/su15086562
Mahmoodpour S, Heydari M, Shooshtari L, Khosroshahi R, Mohammadpour R, Taghavinia N. Slot-Die Coated Copper Indium Disulfide as Hole-Transport Material for Perovskite Solar Cells. Sustainability. 2023; 15(8):6562. https://doi.org/10.3390/su15086562
Chicago/Turabian StyleMahmoodpour, Sajjad, Mahsa Heydari, Leyla Shooshtari, Rouhallah Khosroshahi, Raheleh Mohammadpour, and Nima Taghavinia. 2023. "Slot-Die Coated Copper Indium Disulfide as Hole-Transport Material for Perovskite Solar Cells" Sustainability 15, no. 8: 6562. https://doi.org/10.3390/su15086562
APA StyleMahmoodpour, S., Heydari, M., Shooshtari, L., Khosroshahi, R., Mohammadpour, R., & Taghavinia, N. (2023). Slot-Die Coated Copper Indium Disulfide as Hole-Transport Material for Perovskite Solar Cells. Sustainability, 15(8), 6562. https://doi.org/10.3390/su15086562