
Design and Numerical Energetic Analysis of a Novel Semi-Automated Biomass-Powered Multipurpose Dryer

 , , , and
, , , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Drying Chamber and Sample Temporal Temperature Regime Formulation
2.2. Biomass and System Energy and Efficiency
2.3. Temporal Evaporation Rate
2.4. Thermal Sensor Activation
3. Results and Discussions
4. Conclusions
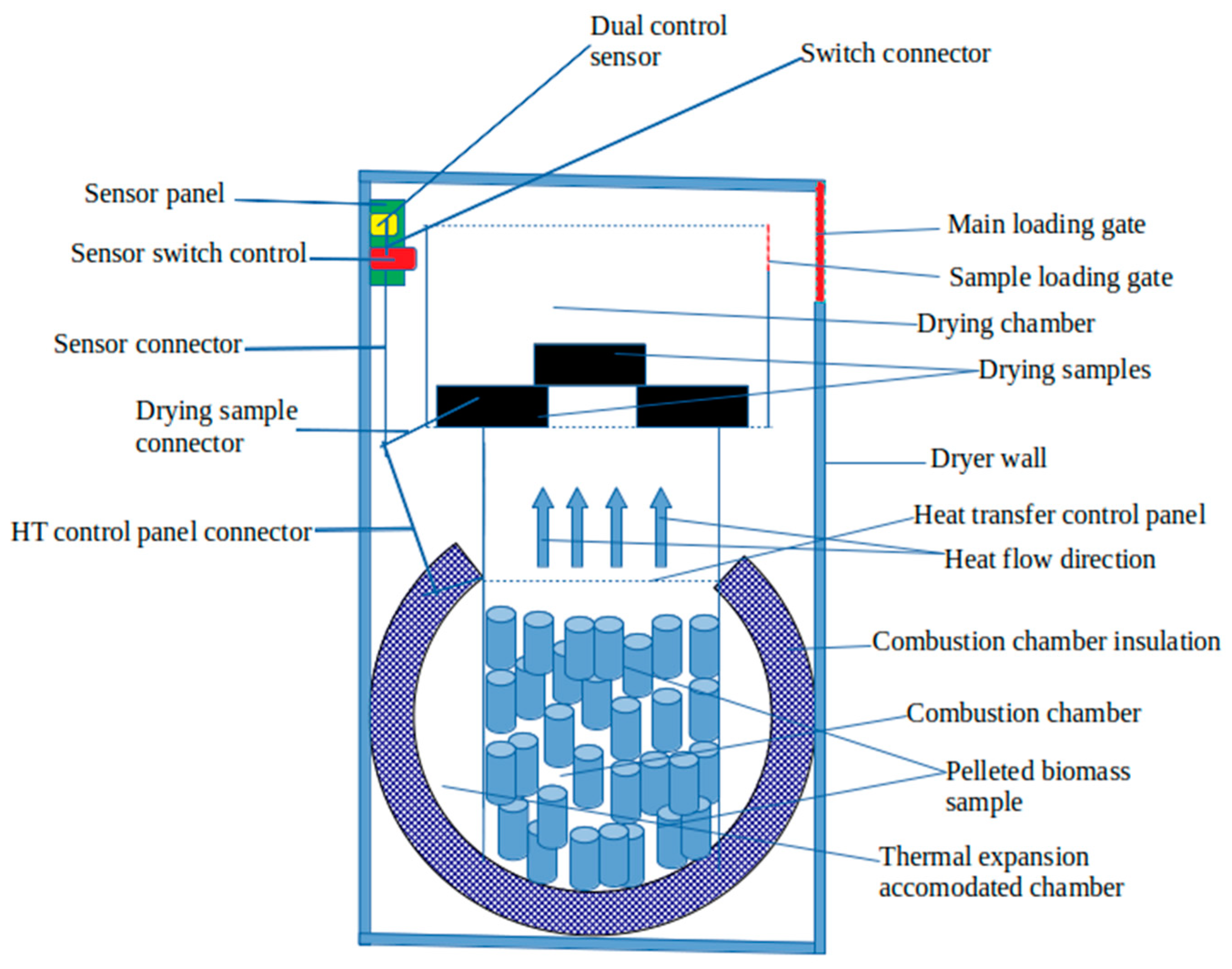
- The incorporation of the sensor control mechanism was to ensure that, once there is an increase in thermal energy from the combustion of the biomass, a signal is passed to the temperature sensor module, which controls the system’s temperature and hence shuts down the heat supply at a predetermined temperature. This would help in monitoring and controlling the drying rate of the sample.
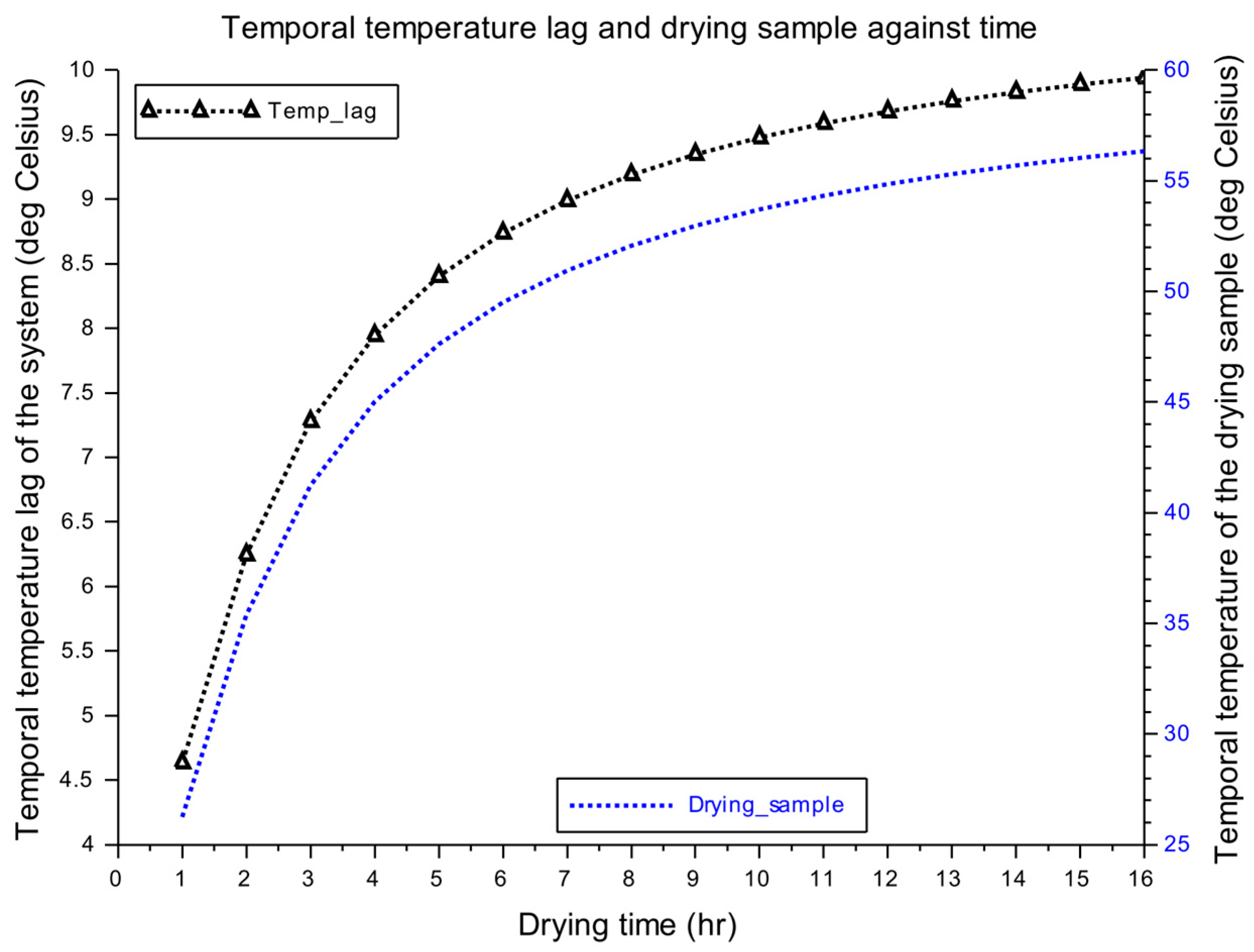
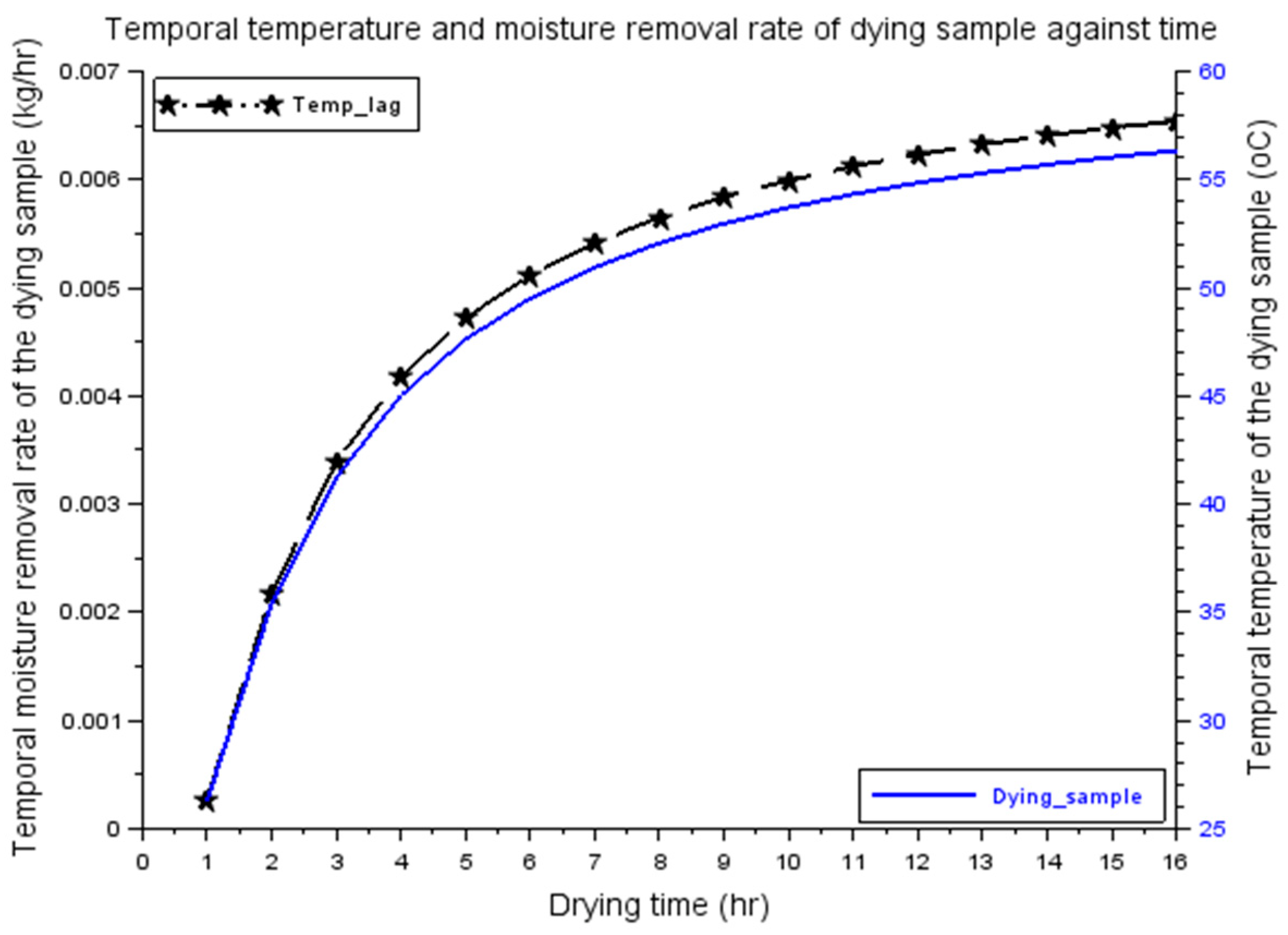
- The results of the simulation show that the peak temperature of the drying chamber and that of the sample was 67 °C and 56 °C, respectively, and the maximum temperature lag witnessed by the two regimes was 10 °C. The peak temperature removal rate of the sample was 0.0066 kg/h, while the sample attained 0.4 (40%) moisture concentration of its initial value; 90% mass content removal (10% remaining mass content) of the initial mass of the sample was achieved at the end of the simulation.
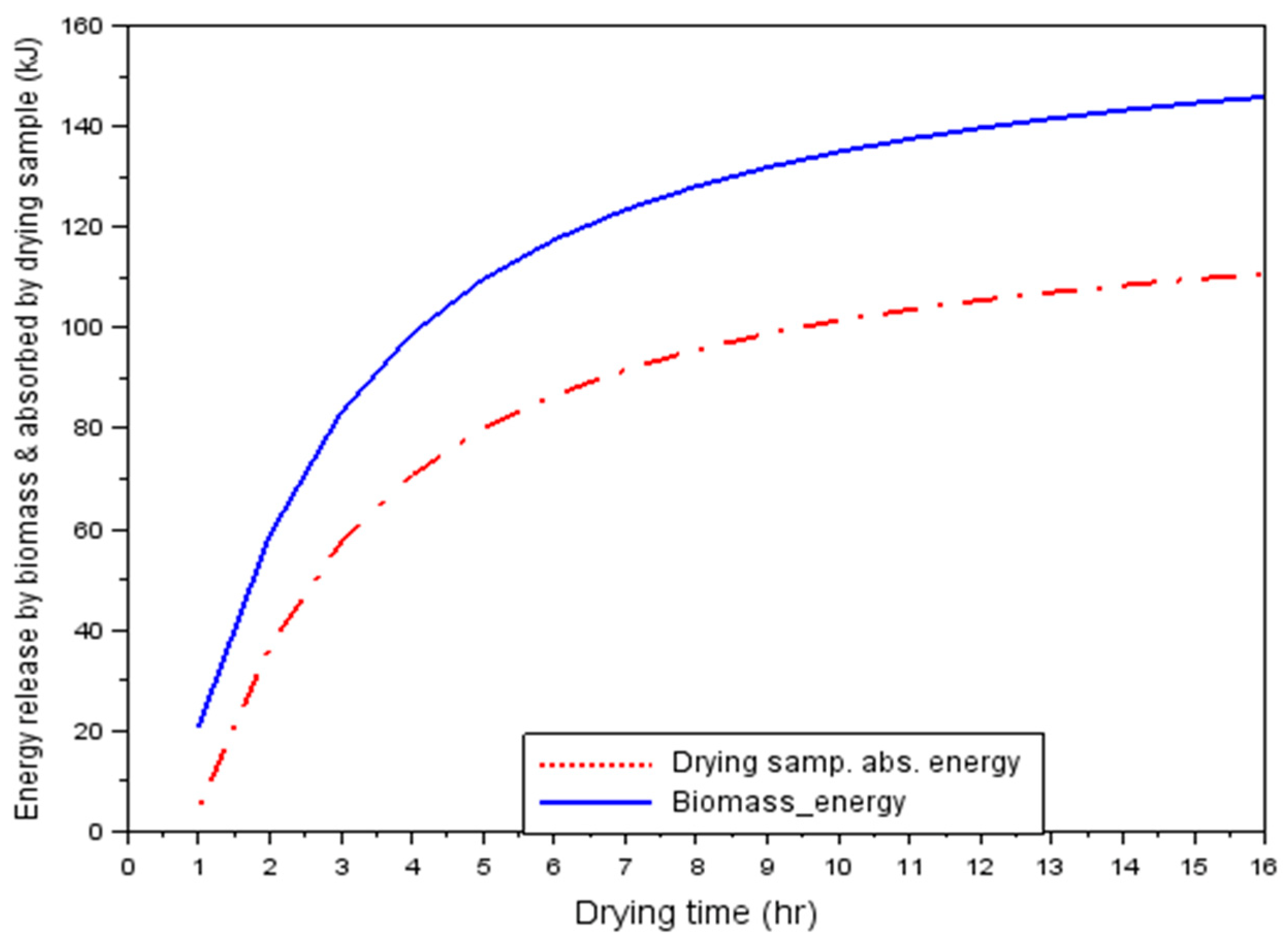
- The gross energy released and absorbed by the biomass and the drying sample was 120 kJ and 99.8 kJ, respectively (approximately 100 kJ), implying less energy loss; the peak energy efficiency of the biomass and the system based on the drying rate was 69.4% and 50%, respectively. Therefore, the biomass-powered multipurpose dryer, when incorporated with a sensor, is highly effective in achieving gradual and smooth drying with little or no thermophysical effect.
- This research was a design modification, mathematical modeling, and analysis of energy interaction within an existing system.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ezurike, B.O.; Ajah, S.A.; Ezurike, O.; Nwokenkwo, U. Design and Analysis of Energy and Exergy Performance of an LPG-Powered Fish Drying Machine. J. Kejuruter. 2022, 34, 117–129. [Google Scholar] [CrossRef]
- Lee, J.H.; Zuo, L. Mathematical modeling on vacuum drying of Zizyphus jujuba Miller slices. J. Food Sci. Technol. 2011, 50, 115–121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Desch, H.E.; Dinwoodie, J.M. Timber: Structure, Properties, Conversion and Use, 7th ed.; Macmillan Press Ltd.: London, UK, 1996; 306p. [Google Scholar]
- Pirasteh, G.; Saidur, R.; Rahman, S.M.A.; Rahim, N.A. A review on development of solar drying applications. Renew. Sustain. Energy Rev. 2014, 31, 133–148. [Google Scholar] [CrossRef]
- Hasan, M.; Langrish, T.A.G. Performance Comparison of Two Solar Kiln Designs for Wood Drying Using a Numerical Simulation. Dry. Technol. 2014, 33, 634–645. [Google Scholar] [CrossRef]
- Bond, B.; Espinoza, O.; Araman, P. Design and Operation of a Solar-Heated Dry Kiln for Tropical Latitudes; General Technical Report–Southern Research Station, USDA Forest Service (SRS-134); USDA: Washington, DC, USA, 2011; p. 14.
- Hasan, M.; Langrish, T.A.G. Embodied Energy and Carbon Analysis of Solar Kilns for Wood Drying. Dry. Technol. 2014, 33, 973–985. [Google Scholar] [CrossRef]
- Steinmann, D.E.; Vernmaas, H.F.; Forrer, J.B. Solar Timber Drying Kilns: Part 1: Review of previous systems and control measures and description of an automated solar kiln. J. Inst. Wood Sci. 1980, 48, 254–257. [Google Scholar]
- Salin, J.-G.; Wamming, T. Drying of timber in progressive kilns: Simulation, quality, energy consumption and drying cost considerations. Wood Mater. Sci. Eng. 2008, 3, 12–20. [Google Scholar] [CrossRef]
- Chadwick, W.B.; Langrish, T.A.G. A Comparison of Drying Time and Timber Quality in the Contihuous and Cyclic Drying of Australian Turpentine Timber. Dry. Technol. 1996, 14, 895–906. [Google Scholar] [CrossRef]
- Helwa, N.H.; Khater, H.; Enayet, M.M.; Hashish, M.I. Experimental Evaluation of Solar Kiln for Drying Wood. Dry. Technol. 2004, 22, 703–717. [Google Scholar] [CrossRef]
- Langrish, T.A.G.; Thompson, F.; Plumptre, R.A. Improving the Quality of Timber from Red Beech (N. Fosca) by Intermittent Drying. Dry. Technol. 1992, 10, 947–960. [Google Scholar] [CrossRef]
- Prakash, O.; Laguri, V.; Pandey, A.; Kumar, A.; Kumar, A. Review on various modelling techniques for the solar dryers. Renew. Sustain. Energy Rev. 2016, 62, 396–417. [Google Scholar] [CrossRef]
- Ndukwu, M.; Onyenwigwe, D.; Abam, F.; Eke, A.; Dirioha, C. Development of a low-cost wind-powered active solar dryer integrated with glycerol as thermal storage. Renew. Energy 2020, 154, 553–568. [Google Scholar] [CrossRef]
- Jeswani, H.K.; Burkinshaw, R.; Azapagic, A. Environmental sustainability issues in the food–energy–water nexus: Breakfast cereals and snacks. Sustain. Prod. Consum. 2015, 2, 17–28. [Google Scholar] [CrossRef]
- Lamidi, R.O.; Jiang, L.; Pathare, P.B.; Wang, Y.; Roskilly, A. Recent advances in sustainable drying of agricultural produce: A review. Appl. Energy 2018, 233–234, 367–385. [Google Scholar] [CrossRef] [Green Version]
- Aboul-Enein, S.; El-Sebaii, A.; Ramadan, M.; El-Gohary, H. Parametric study of a solar air heater with and without thermal storage for solar drying applications. Renew. Energy 2000, 21, 505–522. [Google Scholar] [CrossRef]
- El-Sebaii, A.; Aboul-Enein, S.; Ramadan, M.; El-Gohary, H. Experimental investigation of an indirect type natural convection solar dryer. Energy Convers. Manag. 2002, 43, 2251–2266. [Google Scholar] [CrossRef]
- Madhlopa, A.; Ngwalo, G. Solar dryer with thermal storage and biomass-backup heater. Sol. Energy 2007, 81, 449–462. [Google Scholar] [CrossRef] [Green Version]
- Prasad, J.; Vijay, V.K. Experimental Studies on Drying of Zingiber Officinale, Curcuma Longa l. and Tinospora Cordifolia in Solar-Biomass Hybrid Drier. Renew. Energy 2005, 30, 2097–2109. [Google Scholar] [CrossRef]
- Demirbas, A. Potential applications of renewable energy sources, biomass combustion problems in boiler power systems and combustion related environmental issues. Prog. Energy Combust. Sci. 2005, 31, 171–192. [Google Scholar] [CrossRef]
- Cai, L.; Oliveira, L.C. Experimental evaluation and modeling of high temperature drying of sub-alpine fir. Wood Sci. Technol. 2009, 44, 243–252. [Google Scholar] [CrossRef]
- Langrish, T.A.G.; Thompson, F.; Plumptre, R.A. Measurement of energy flows around a solar kiln used for drying timber. Commonw. For. Rev. 1993, 72, 95–104. [Google Scholar]
- Steinmann, D. Real-time simulation of solar kiln drying of timber. Sol. Energy 1995, 54, 309–315. [Google Scholar] [CrossRef]
- Holmberg, H.; Ahtila, P. Optimization of the bark drying process in combined heat and power production of pulp and paper mill. In Proceedings of the 3rd Nordic Drying Conference, Karlstad, Sweden, 15–17 June 2005. [Google Scholar]
- Eriksson, J.; Johansson, H.; Danvind, J. A Mass Transport Model for Drying Wood under Isothermal Conditions. Dry. Technol. 2007, 25, 433–439. [Google Scholar] [CrossRef]
- Ratnasingam, J.; Grohmann, R. Superheated steam application to optimize the kiln drying of rubberwood (Hevea brasiliensis). Eur. J. Wood Wood Prod. 2015, 73, 407–409. [Google Scholar] [CrossRef]
- Everett, B. The Development and Simulation of a Mathematical Model for the Drying of Hardwood Timbers in an Australian Solar Kiln. Bachelor Thesis, Department of Chemical Engineering, University of Sydney, Sydney, Australia, 2001; 210p. [Google Scholar]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ezurike, B.O.; Abid, M.; Ajah, S.A.; Okoronkwo, C.A.; Adun, H.; Nwawelu, U.N.; Bamisile, O.; Zaini, J.H. Design and Numerical Energetic Analysis of a Novel Semi-Automated Biomass-Powered Multipurpose Dryer. Sustainability 2023, 15, 6639. https://doi.org/10.3390/su15086639
Ezurike BO, Abid M, Ajah SA, Okoronkwo CA, Adun H, Nwawelu UN, Bamisile O, Zaini JH. Design and Numerical Energetic Analysis of a Novel Semi-Automated Biomass-Powered Multipurpose Dryer. Sustainability. 2023; 15(8):6639. https://doi.org/10.3390/su15086639
Chicago/Turabian StyleEzurike, Benjamin O., Muhammad Abid, Stephen A. Ajah, Chukwunenye A. Okoronkwo, Humphrey Adun, Udora N. Nwawelu, Olusola Bamisile, and Juliana Hj Zaini. 2023. "Design and Numerical Energetic Analysis of a Novel Semi-Automated Biomass-Powered Multipurpose Dryer" Sustainability 15, no. 8: 6639. https://doi.org/10.3390/su15086639