
Mechanical Properties of Metallocene Linear Low-Density Polyethylene Mulch Films Correlate with Ultraviolet Irradiation and Film Thickness

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
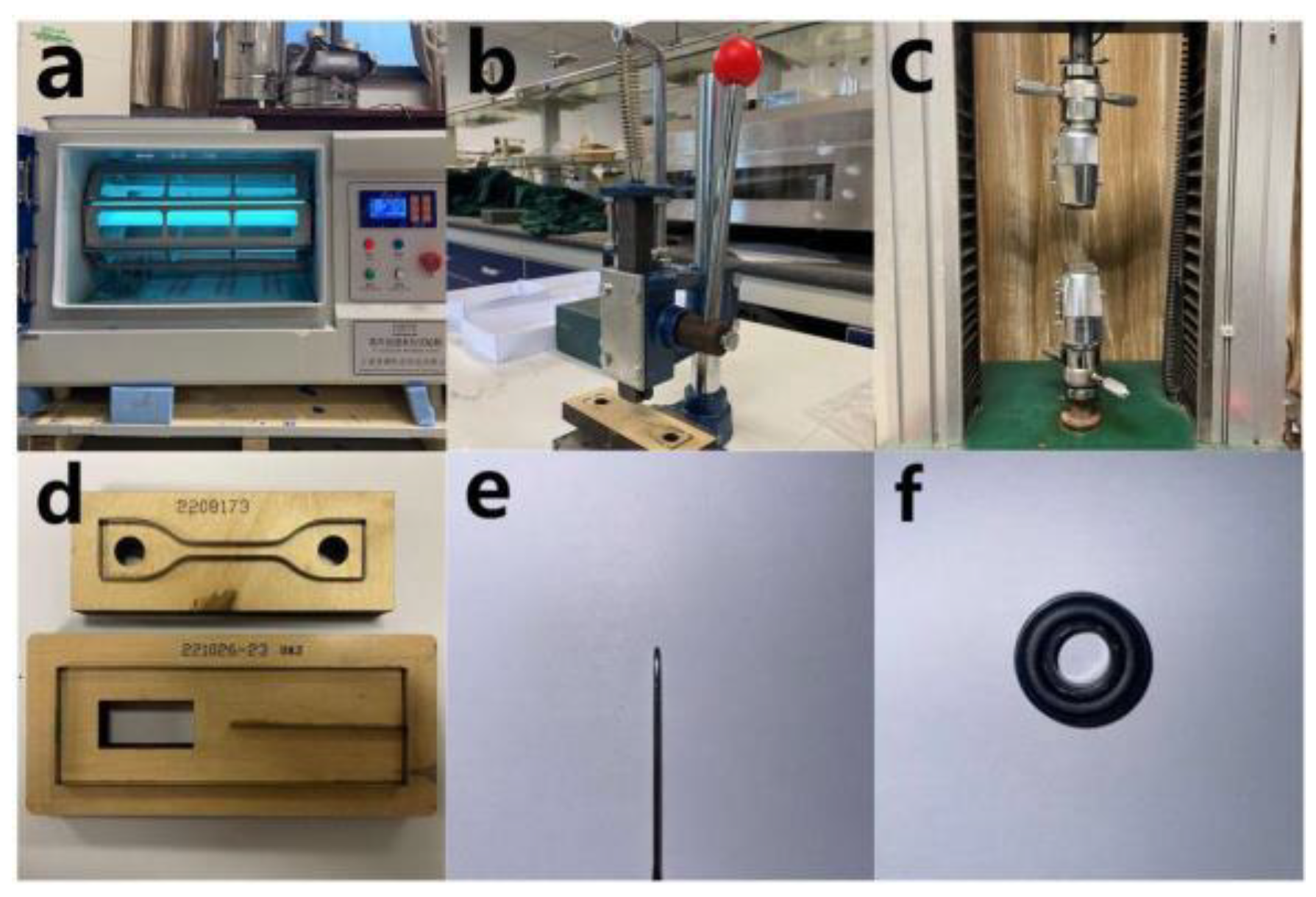
2.2. Test Equipment
2.3. Experimental Program
2.3.1. UV Irradiation
2.3.2. Tensile Properties
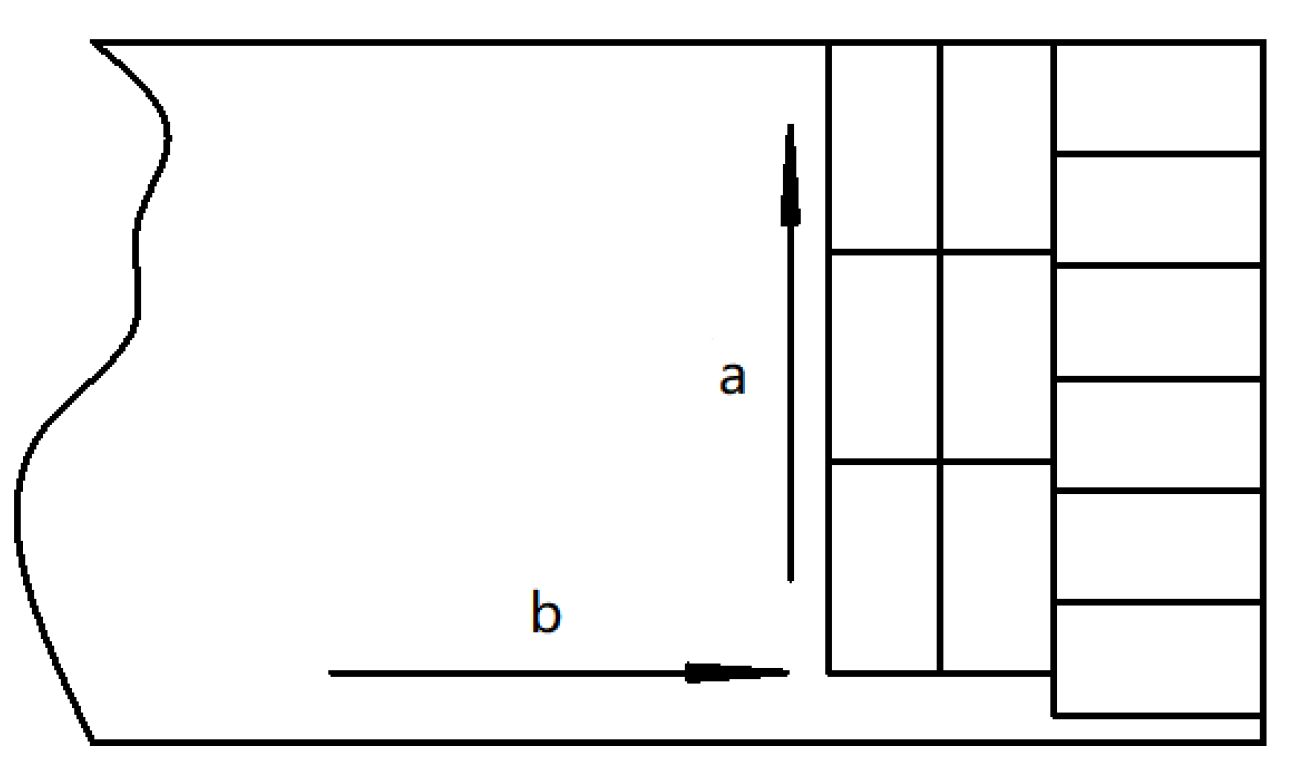
2.3.3. Tearing Properties
2.3.4. Puncture Properties
3. Results
3.1. Mechanical Properties of Initial m-LLDPE Mulch Films
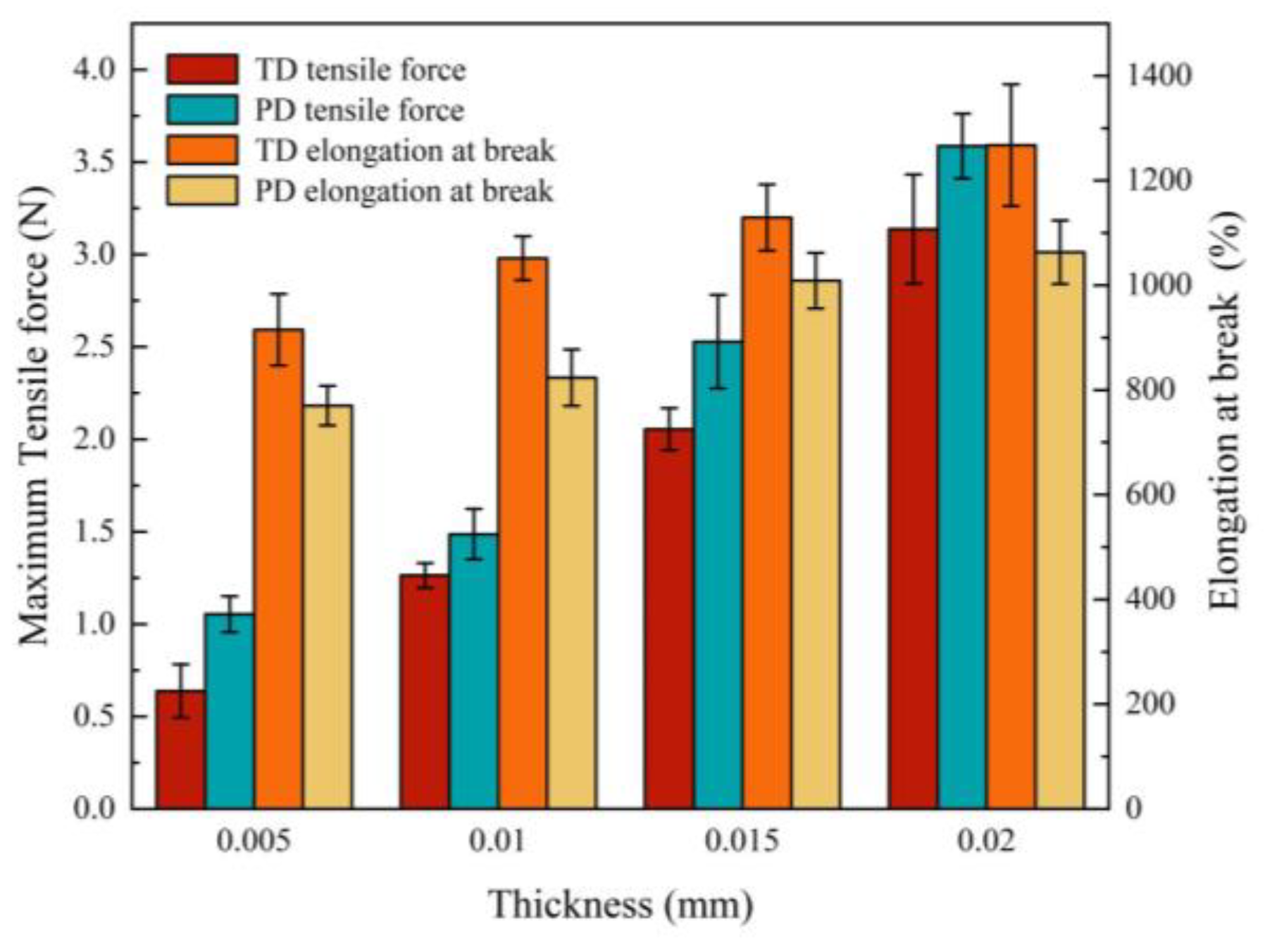
3.1.1. Tensile Properties
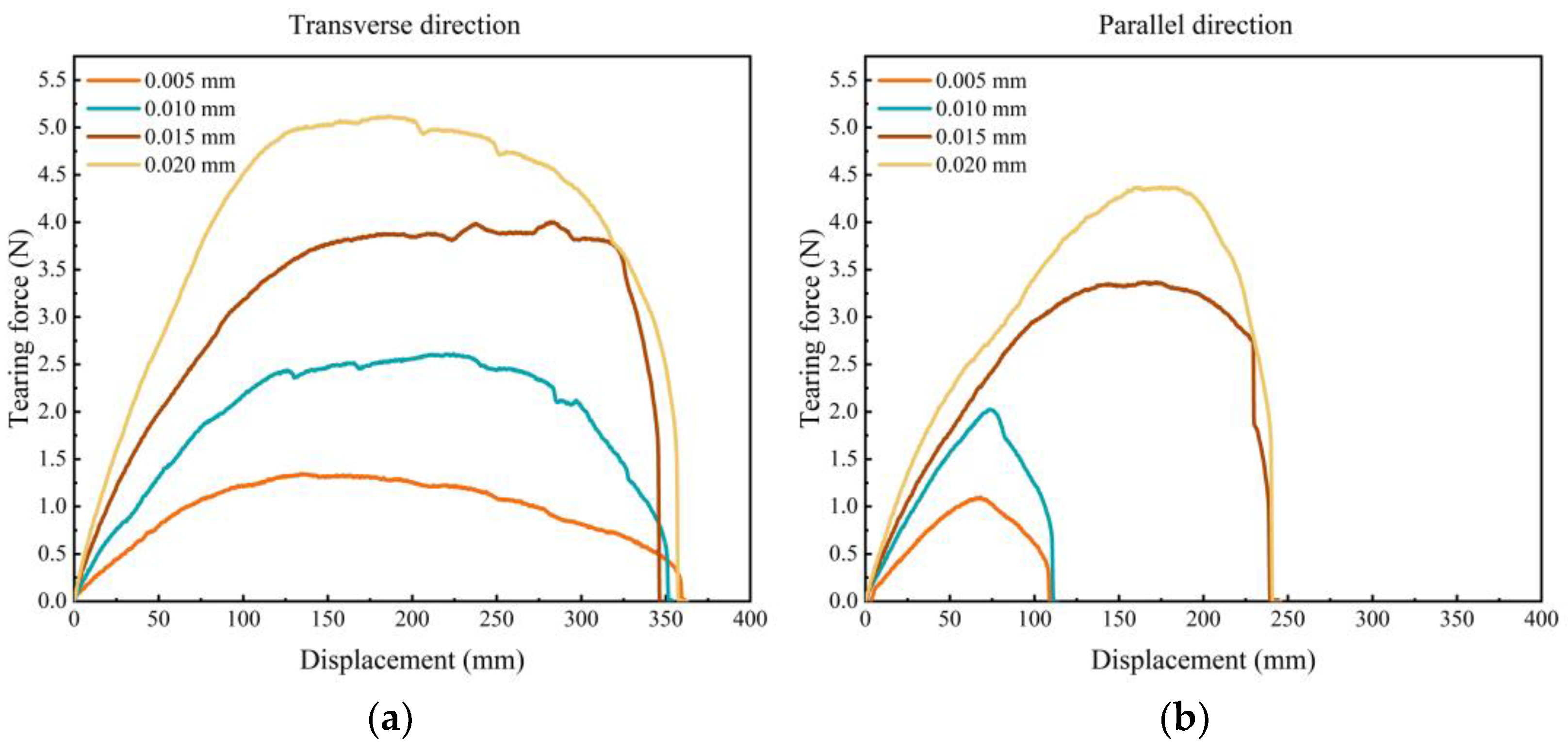
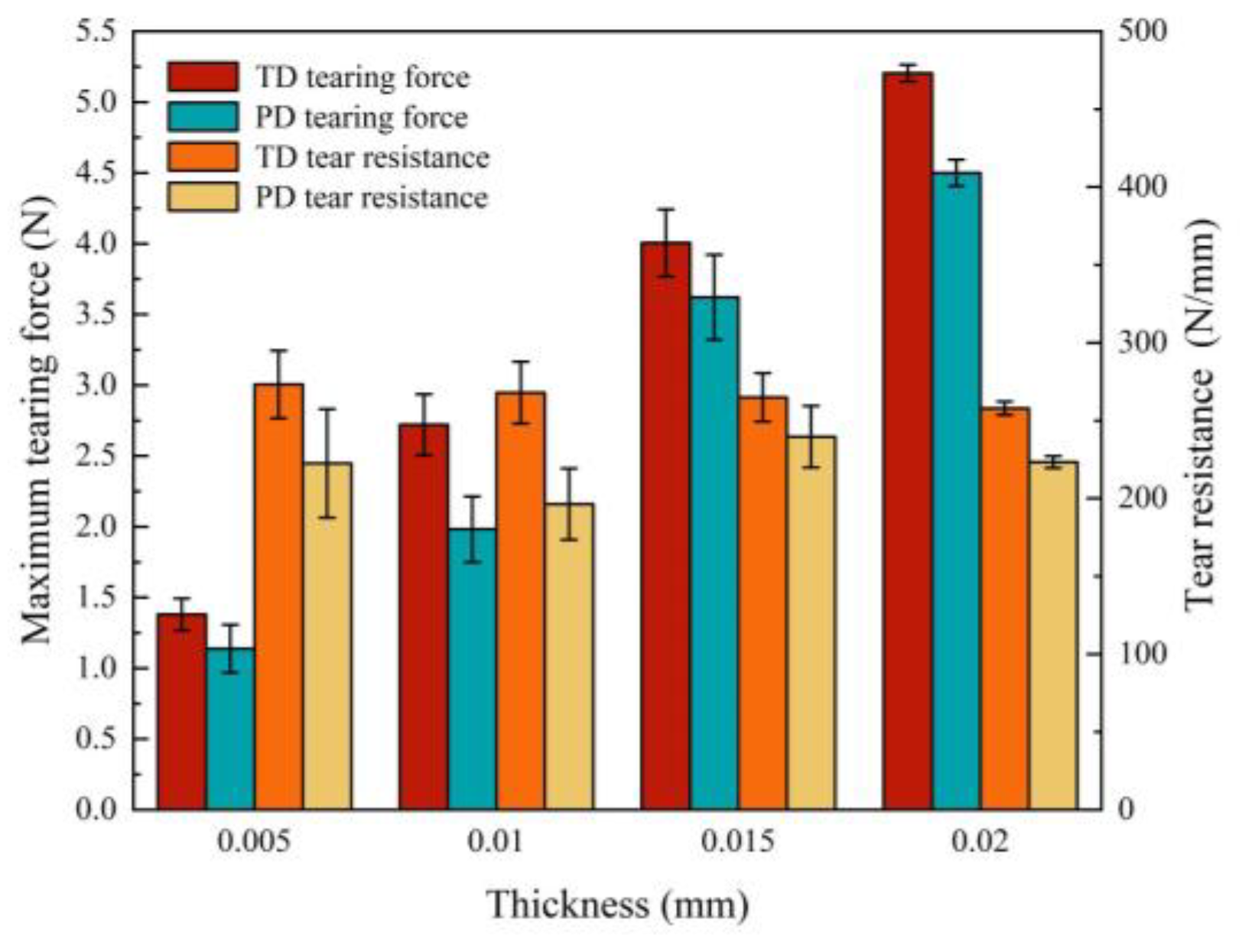
3.1.2. Tearing Properties
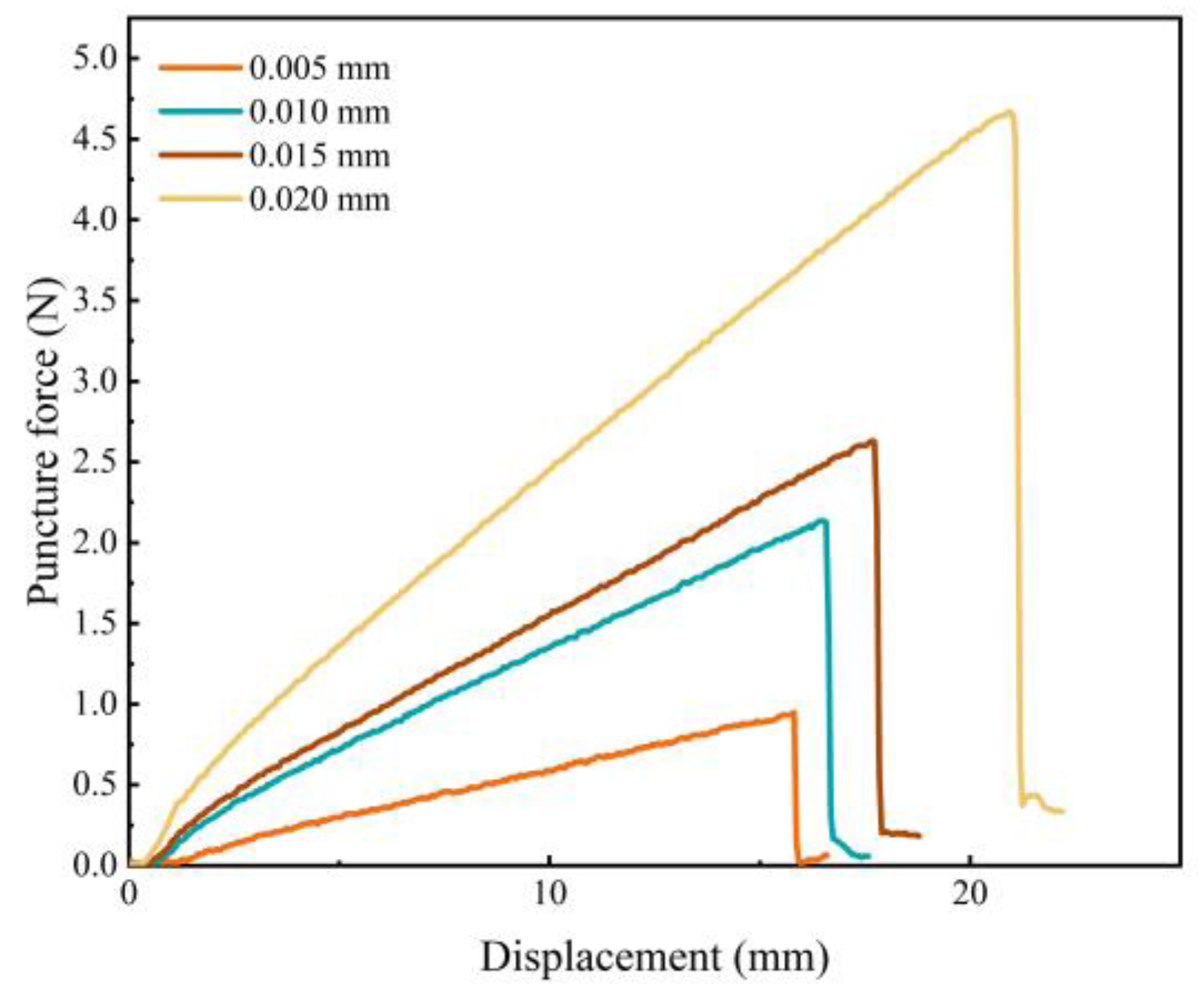
3.1.3. Puncture Properties
3.2. Mechanical Properties of m-LLDPE Mulch Films after UV Irradiation
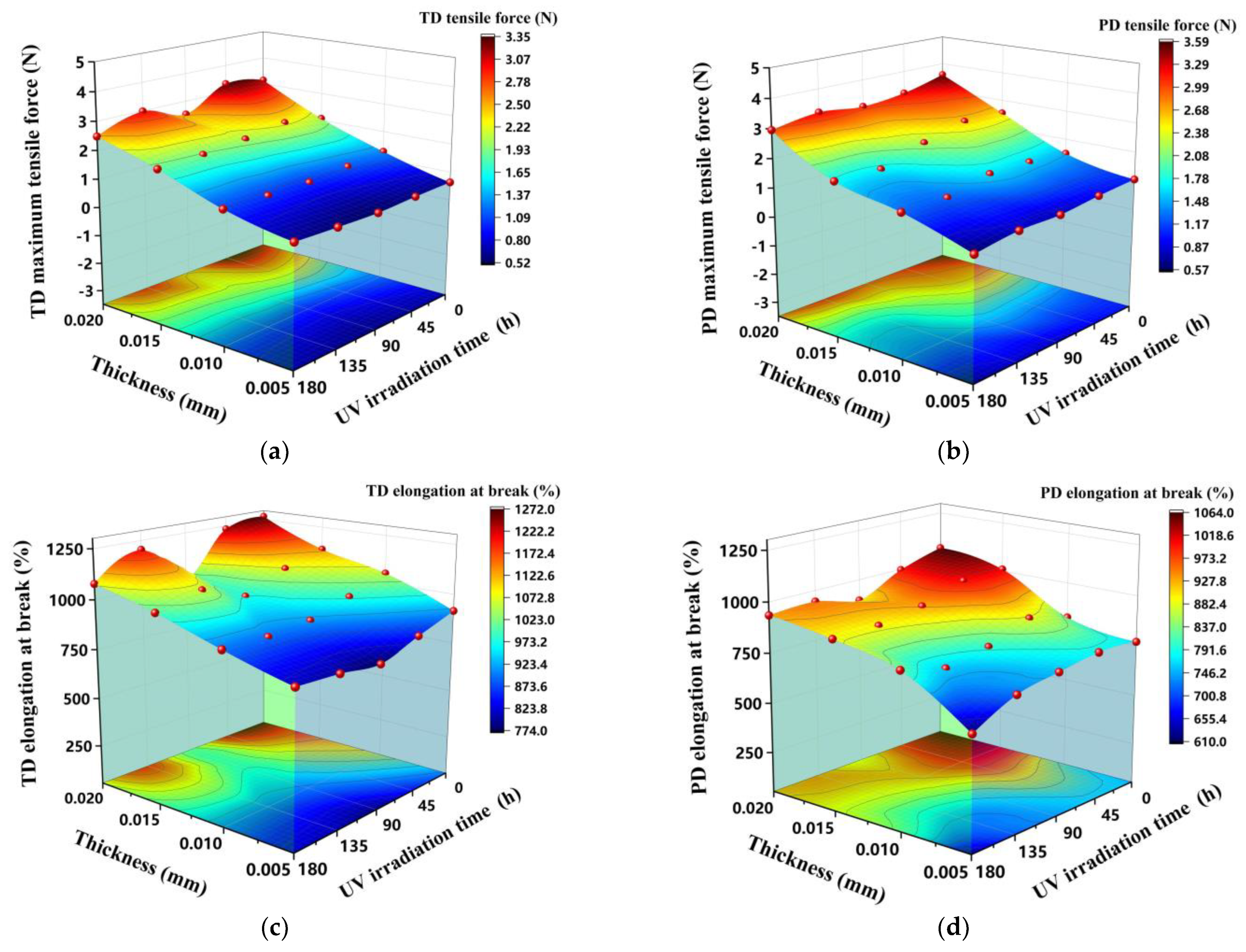
3.2.1. Tensile Properties after UV Irradiation
3.2.2. Tearing Properties after UV Irradiation
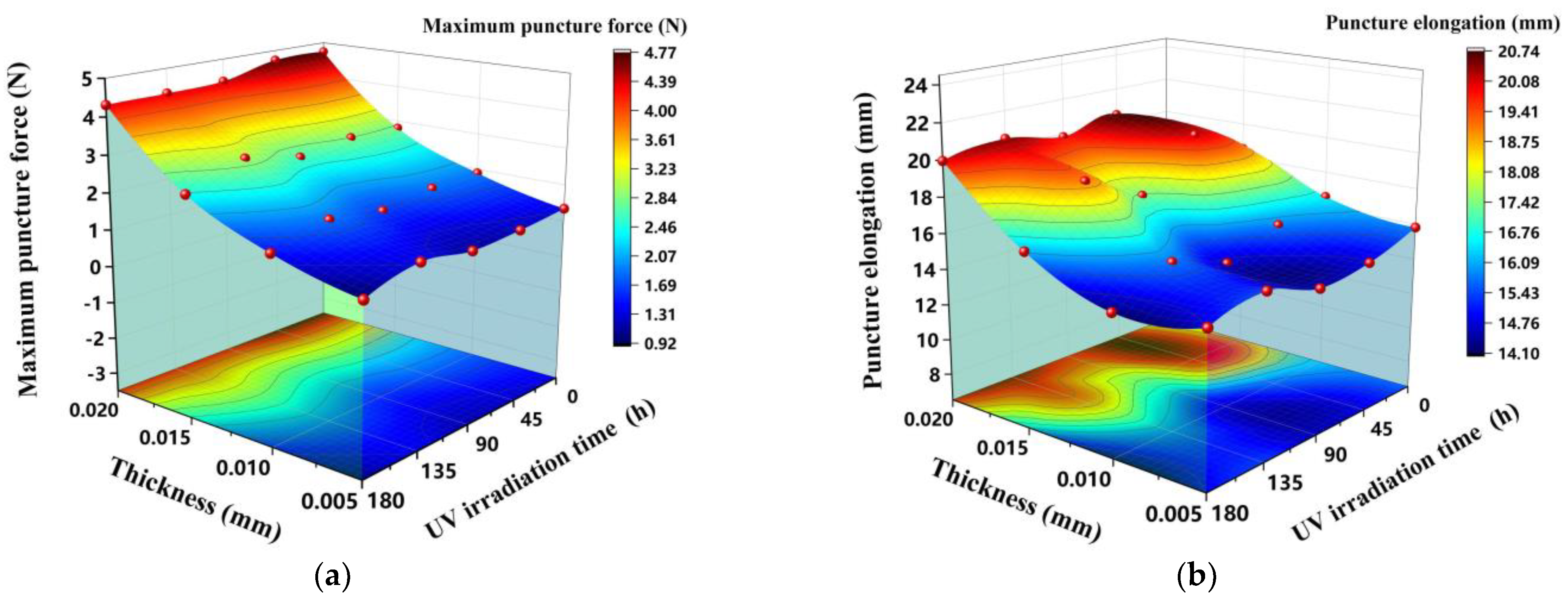
3.2.3. Maximum Puncture Force after UV Irradiation
4. Initial Development of an Evaluation Model for the Mechanical Properties of Mulch Films
4.1. Evaluation Model Building
4.2. Evaluation Model Application
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Serrano-Ruiz, H.; Martin-Closas, L.; Pelacho, A.M. Biodegradable plastic mulches: Impact on the agricultural biotic environment. Sci. Total Environ. 2021, 750, 141228. [Google Scholar] [CrossRef] [PubMed]
- Kasirajan, S.; Ngouajio, M. Polyethylene and biodegradable mulches for agricultural applications: A review. Agron. Sustain. Dev. 2012, 32, 501–529. [Google Scholar] [CrossRef]
- Carrasco, F.; Pagès, P.; Pascual, S.; Colom, X. Artificial aging of high-density polyethylene by ultraviolet irradiation. Eur. Polym. J. 2001, 37, 1457–1464. [Google Scholar] [CrossRef]
- Butola, B.S.; Joshi, M. Photostability of HDPE Filaments Stabilized with UV Absorbers (UVA) and Light Stabilizers (HALS). J. Eng. Fibers Fabr. 2013, 8, 155892501300800107. [Google Scholar]
- Ingman, M.; Santelmann, M.V.; Tilt, B. Agricultural water conservation in China: Plastic mulch and traditional irrigation. Ecosyst. Health Sustain. 2015, 1, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Shi, L.; Hou, Y.; Chen, Z.; Bu, Y.; Zhang, X.; Shen, Z.; Chen, Y. Impact of polyethylene on soil physicochemical properties and characteristics of sweet potato growth and polyethylene absorption. Chemosphere 2022, 302, 134734. [Google Scholar] [CrossRef]
- Fan, P.; Yu, H.; Xi, B.; Tan, W. A review on the occurrence and influence of biodegradable microplastics in soil ecosystems: Are biodegradable plastics substitute or threat? Environ. Int. 2022, 163, 107244. [Google Scholar] [CrossRef]
- Li, C.; Sun, M.; Xu, X.; Zhang, L.; Guo, J.; Ye, Y. Environmental village regulations matter: Mulch film recycling in rural China. J. Clean. Prod. 2021, 299, 126796. [Google Scholar] [CrossRef]
- Rodrigues, M.O.; Abrantes, N.; Gonçalves, F.J.M.; Nogueira, H.; Marques, J.C.; Gonçalves, A.M.M. Impacts of plastic products used in daily life on the environment and human health: What is known? Environ. Toxicol. Pharmacol. 2019, 72, 103239. [Google Scholar] [CrossRef]
- Chen, J.L.X.; Yun, J.; Qi, G.; Li, F.; Zhang, Y.; Liu, X.; Xing, S. Design and Test of Quality Index for Farmland Residual Film Recovery Operation. Agric. Eng. 2017, 7, 7–10. [Google Scholar]
- Yuan, W.M.X.; Xu, K. Effect of sample thickness on tensile properties of polyethylene. China Plast. 2022, 36, 43–46. [Google Scholar]
- Szlachetka, O.; Witkowska-Dobrev, J.; Baryła, A.; Dohojda, M. Low-density polyethylene (LDPE) building films—Tensile properties and surface morphology. J. Build. Eng. 2021, 44, 103386. [Google Scholar] [CrossRef]
- Li, C.X.S. Comparison and Analysis of Performance of Agricultural Plastic Film in Ultraviolet Aging and Thermal Aging. J. Anhui Agric. 2014, 42, 4179–4182. [Google Scholar]
- Li, B.; Liu, Q.; Yao, Z.; Ma, Z.; Li, C. Mulch film: An overlooked diffuse source of organic ultraviolet absorbers in agricultural soil. Environ. Pollut. 2023, 318, 120935. [Google Scholar] [CrossRef]
- Zhang, J.W.X.; Zhang, L.; Yu, C.; Jiang, Y.; Zhang, H.; Liu, X.; Qiao, Y.; Wang, X.; Zhang, S.; Hou, S. Effects of mechanical tensile properties of plastic film on plastic recycling method. Trans. Chin. Soc. Agric. Eng. 2015, 31, 41–47. [Google Scholar]
- Cai, H.; Simayi, N.; Zhang, S.; Yang, J.; Maimaitijiang, Y. Research of the Reletivity between Natural Aging and Artificial Accelerated Aging of Agricultural Plastic Film. Xinjiang Agric. Sci. 2010, 47, 1580–1583. [Google Scholar]
- Antonov, A.A.; Bryliakov, K.P. Post-metallocene catalysts for the synthesis of ultrahigh molecular weight polyethylene: Recent advances. Eur. Polym. J. 2021, 142, 110162. [Google Scholar] [CrossRef]
- Zhang, X. Application of Metallocene Polythylene in Agricultural Film and Its Aging Performance; China University of Petroleum: Beijing, China, 2019. [Google Scholar]
- Wu, T. Study of Preparing Metallocene Polyethylene Films with Excellent Properties; SiChuan University: Chengdu, China, 2003. [Google Scholar]
- Razavi-Nouri, M.; Hay, J.N. Thermal and dynamic mechanical properties of metallocene polyethylene. Polymer 2001, 42, 8621–8627. [Google Scholar] [CrossRef]
- Briassoulis, D.; Aristopoulou, A. Adaptation and harmonisation of standard testing methods for mechanical properties of low-density polyethylene (LDPE) films. Polym. Test. 2001, 20, 615–634. [Google Scholar] [CrossRef]
- Han, B.; Xubo, Z.; Minger, W. Experimental Study on Tearing Behavior of PVC Coated Polyester Fiber Membrane. J. Build. Mater. 2020, 23, 631–641. [Google Scholar]
- Liu, Q.; Sun, W.; Zhang, H.; Liu, X.; Li, H.; Simionescu, P.A. Study on the Effects of Eight Kinds of Crops Spontaneously Puncture of Plastic-film. Chin. Agric. Sci. Bull. 2011, 27, 244–248. [Google Scholar]
- Liu, H. Effect of timely film removal on maize yield and residual film recovery in a cool irrigated area in western Hebei. Agric. Sci. Technol. Inf. 2017, 2017, 40–41. [Google Scholar]
- Liu, X. Analysis of the combined effects of different uncovering periods in potato mulching. Mod. Agric. Sci. Technol. 2019, 2019, 69–70. [Google Scholar]
- Cheng, H.; Liu, X.; Zhang, L.; Xiao, Z.; Wang, E.; Wang, Z. Comparative Experiment of Starch Processing Potato Varieties in Zhangye City. Chin. Potato J. 2014, 28, 10–13. [Google Scholar]
- Briassoulis, D. Mechanical behaviour of biodegradable agricultural films under real field conditions. Polym. Degrad. Stab. 2006, 91, 1256–1272. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size | Direction | Quantity |
|---|---|---|
| 150 mm × 80 mm | TD | 100 |
| PD | 100 | |
| 170 mm × 80 mm | TD | 100 |
| PD | 100 | |
| 25 mm × 25 mm | - | 200 |
| Thickness (mm) | TD | PD | ||
|---|---|---|---|---|
| Maximum Tensile Load (N) | Elongation at Break (%) | Maximum Tensile Load (N) | Elongation at Break (%) | |
| 0.005 | 0.64 | 915.27 | 1.05 | 770.10 |
| 0.010 | 1.26 | 1051.64 | 1.49 | 823.65 |
| 0.015 | 2.06 | 1129.33 | 2.53 | 1008.86 |
| 0.020 | 3.14 | 1267.69 | 3.59 | 1063.05 |
| Thickness (mm) | TD | PD | ||
|---|---|---|---|---|
| Maximum Tear Load (N) | Tear Resistance (N/mm) | Maximum Tear Load (N) | Tear Resistance (N/mm) | |
| 0.005 | 1.38 | 273.20 | 1.14 | 222.50 |
| 0.010 | 2.72 | 267.94 | 1.98 | 196.33 |
| 0.015 | 4.00 | 264.92 | 3.62 | 239.61 |
| 0.020 | 5.20 | 257.91 | 4.50 | 223.31 |
| Thickness (mm) | Maximum Puncture Force (N) | Puncture Elongation (mm) |
|---|---|---|
| 0.005 | 0.95 | 15.82 |
| 0.010 | 1.89 | 16.57 |
| 0.015 | 2.79 | 18.53 |
| 0.020 | 4.73 | 21.47 |
| T 1 + Corn | T + Potato | P 2 + Corn | P + Potato | |
|---|---|---|---|---|
| A1 | 0.4 | 0.4 | 0.2 | 0.2 |
| A2 | 0.4 | 0.4 | 0.2 | 0.2 |
| A3 | 0.7 | 0.7 | 0.3 | 0.3 |
| A4 | 0.7 | 0.7 | 0.3 | 0.3 |
| B1 | 0.6 | 0.6 | 0.8 | 0.8 |
| B2 | 0.6 | 0.6 | 0.8 | 0.8 |
| B3 | 0.3 | 0.3 | 0.7 | 0.7 |
| B4 | 0.3 | 0.3 | 0.7 | 0.7 |
| μ1 | 0.16 | 0.14 | 0.16 | 0.14 |
| μ2 | 0.16 | 0.14 | 0.16 | 0.14 |
| μ3 | 0.16 | 0.14 | 0.16 | 0.14 |
| μ4 | 0.16 | 0.14 | 0.16 | 0.14 |
| α | 0.18 | 0.22 | 0.18 | 0.22 |
| β | 0.18 | 0.22 | 0.18 | 0.22 |
| Thickness (mm) | T + Corn | T + Potato | P + Corn | P + Potato |
|---|---|---|---|---|
| 0.005 | 0.220 | 0.050 | 0.145 | 0.079 |
| 0.010 | 0.382 | 0.087 | 0.190 | 0.108 |
| 0.015 | 0.538 | 0.109 | 0.237 | 0.127 |
| 0.020 | 0.692 | 0.086 | 0.228 | 0.091 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, K.; Cao, M.; Gu, F.; Wu, F.; Yang, H.; Xu, H.; Hu, Z. Mechanical Properties of Metallocene Linear Low-Density Polyethylene Mulch Films Correlate with Ultraviolet Irradiation and Film Thickness. Sustainability 2023, 15, 6713. https://doi.org/10.3390/su15086713
Guo K, Cao M, Gu F, Wu F, Yang H, Xu H, Hu Z. Mechanical Properties of Metallocene Linear Low-Density Polyethylene Mulch Films Correlate with Ultraviolet Irradiation and Film Thickness. Sustainability. 2023; 15(8):6713. https://doi.org/10.3390/su15086713
Chicago/Turabian StyleGuo, Kai, Mingzhu Cao, Fengwei Gu, Feng Wu, Hongguang Yang, Hongbo Xu, and Zhichao Hu. 2023. "Mechanical Properties of Metallocene Linear Low-Density Polyethylene Mulch Films Correlate with Ultraviolet Irradiation and Film Thickness" Sustainability 15, no. 8: 6713. https://doi.org/10.3390/su15086713