Abstract
The energy distribution in molten pool is highly related to the quality of the weld formation in aluminum alloy welding. The forming defects in the weld are often improved by adjusting the molten pool dynamic behaviors affected by energy distribution. Therefore, the energy distribution characteristics in the molten pool during the welding of aluminum alloy with oscillating laser in the “∞” shaped path are explored in this paper. The pore defects are found to be greatly reduced in welds from the oscillating laser welding of aluminum alloy compared to those from non-oscillating laser welding. The corresponding distribution characteristics of energy in the molten pool of welding with oscillating laser are obtained and analyzed. The dynamic behaviors and forming process of welds under welding conditions of different distribution characteristics of energy in the molten pool are discussed. The obtained results are in good agreement with the experimental results. Therefore, the proposed method can provide the desired energy distribution for stable dynamic behaviors of molten pool to improve welding quality.
1. Introduction
The weld forming quality of aluminum alloy laser welding is highly related to the dynamic behaviors of the molten pool which are affected by temperature distribution [1]. Due to the rapid movement of the laser beam in laser welding, the temperature field with a large gradient is easily formed in molten pool, which results in instabilities of dynamic behaviors in molten pool and hence the formation of weld defects [2,3,4]. Therefore, it is of great importance to change the temperature distribution characteristics in molten pool during aluminum alloy laser welding to improve molten pool dynamic behaviors and forming quality of welded joints.
The improvement of dynamic behaviors in molten pool has been studied in aluminum alloy laser welding. Chen et al. [5] explored the influence of magnetic field orientation on dynamic behaviors of molten pool during magnet-assisted laser butt welding of aluminum alloy. The molten flow velocity was reduced and the Marangoni convection was weakened by applying a magnetic field in the vertical direction, which improved the weld formation quality. Zhang et al. [6] analyzed molten pool dynamic behaviors in the laser welding of aluminum alloy. Their experimental results demonstrated that the welding materials, composed of aluminum alloy and quartz glass, could show the formation process of pores in the weld. They found that the backward heat convection formed at the lower part led to extreme spreading of the molten pool at bottom side, and the pores were effectively suppressed in aluminum alloy welding. Welding with an oscillating laser is as a new method used to improve the molten pool dynamic behaviors to reduce the weld porosity in joining aluminum alloys. Wang et al. [7] selected different oscillating laser beams in the welding of aluminum alloy sheets to reveal mechanisms for the elimination of weld pores. The obtained results demonstrated that the porosity of welded joints was reduced in laser oscillating welding compared to that in non-oscillating laser welding.
The aluminum alloy welding with an oscillating laser beam has been widely researched. Zhang et al. [8] explored the welding process using circular oscillating laser beam. Their results showed that the peak temperature and temperature gradient were reduced, and a high-speed vortex was formed in the molten pool. Li et al. [9] conducted the experimental research on laser beam oscillation welding of 5083 aluminum alloy. They found that with the increase of oscillation diameter and frequency, the weld depth significantly decreased. The laser beam oscillation could suppress the weld porosity when the oscillation frequency was over 200 Hz and the oscillation diameter was over 2 mm. Wang et al. [10] studied the effects of three laser beam oscillation modes including transverse, longitudinal, and circular paths on the laser oscillating welding of AA6061-T6 aluminum alloy. It was found that the weld obtained by the circular oscillation mode was with the smoothest surfaces and the most stable process without spatters. The weld obtained by transversal and longitudinal oscillation modes showed the discontinuous defects and spatters. Ai et al. [11] found that the molten pool dynamic behaviors in the oscillating laser welding could reduce the porosity of weld bead and discussed the pores reduction process during oscillating laser T-joint welding. Additionally, Ai et al. [12] studied the dynamic behaviors characteristics of molten pool during oscillating laser welding, and the results demonstrated that the molten pool formed in wide and shallow shape. The complex fluid flow which could reduce weld porosity and improve the quality of welded joints was found in molten pool. Shi et al. [13] studied the dynamic behaviors in molten pool during oscillating laser-arc hybrid welding and analyzed the molten pool profile and temperature field. The results indicated that the temperature field and stability of molten pool were improved.
The influence of energy distribution on the dynamic behaviors of molten pool during oscillating laser welding with an “∞” shaped path was rarely reported in previous studies. Jiang et al. [14] calculated the energy deposition distribution of laser oscillating welding with sinusoidal trajectory. They found the steady-state energy distribution was determined by the oscillation amplitude and the maximum energy input per unit length decreased with the increase of oscillation amplitude. However, the energy distribution characteristics during oscillating laser welding with the “∞” shaped path and their effect on the molten pool dynamics have not yet been well explained. Therefore, the energy distribution characteristics of molten pool in aluminum alloy oscillating laser welding with an “∞” shaped path are investigated in this paper to obtain the influence of energy distribution on the dynamic behaviors of the molten pool and the weld porosity.
2. Experimental Methods
2.1. Equipmental Set-Up
The 6061 aluminum alloy is selected as a base material for non-oscillating laser welding and “∞” shaped oscillating laser welding. The dimensions of the welding specimen are 150 mm × 100 mm × 4 mm. The corresponding chemical compositions are tabulated in Table 1.

Table 1.
The chemical compositions of 6061 aluminum alloy (wt.%) [15].
The surface of aluminum alloy is always covered with a layer of alumina film, since it is easily oxidized. The absorption process of the laser energy of aluminum alloy will be hindered by alumina film due to its high density and melting point. Additionally, the moisture in the air is absorbed by the oxide film, which will result in pore defects during laser welding. To avoid the effect of alumina film, the surface of the welding specimen will be polished and cleaned with acetone before welding.
To avoid the oxidization of the welding region, argon is selected as a side blowing shielding gas to protect the weld. The corresponding purity of argon is 99.99%, and flow rate is set as 25 L/min. The fiber laser is used in the current research. The maximum laser power is 6000 W, and the wavelength is 1080 nm.
2.2. “∞” Shaped Oscillating Laser Welding
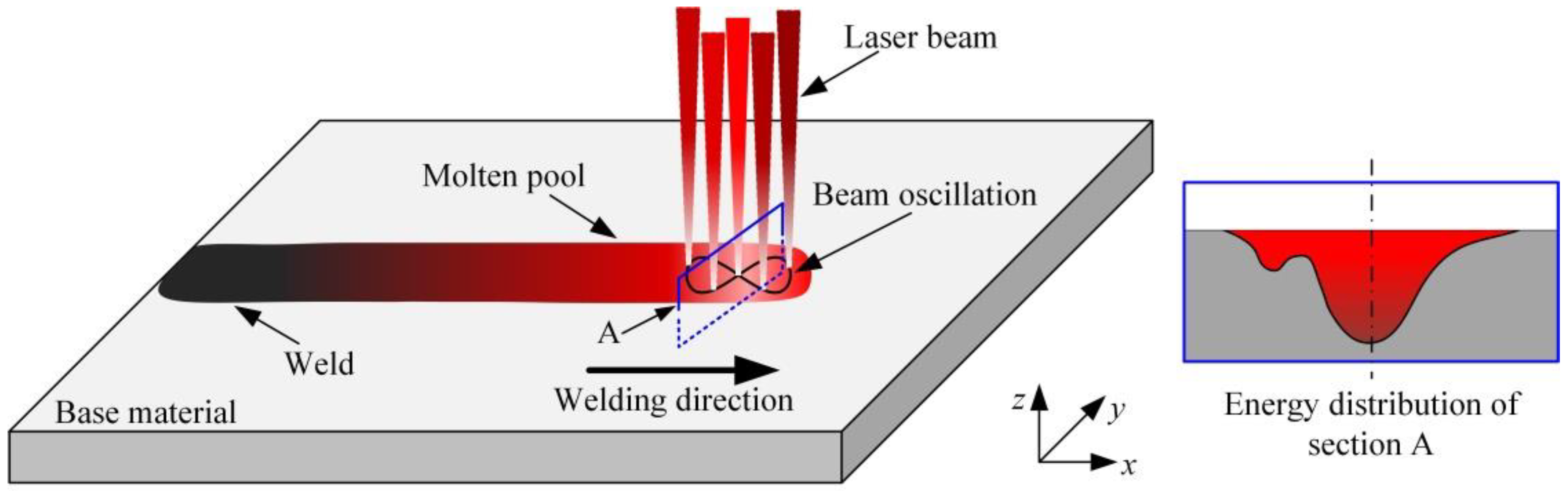
The oscillation of the laser beam is achieved by rotating the galvanometer in the oscillating laser head [16,17]. The galvanometer oscillating system will lead the laser beam to form various paths by changing the original trajectories. Consequently, the actual welding path in oscillating laser welding is controlled by the oscillating path of the laser beam and the moving path of the laser head along the welding direction. The oscillating laser welding process with an “∞” shaped path is shown in Figure 1.
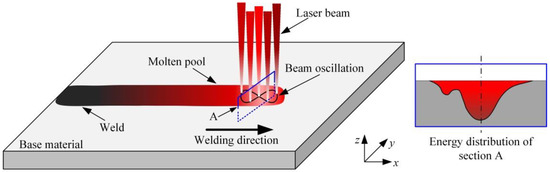
Figure 1.
The oscillating laser welding process.
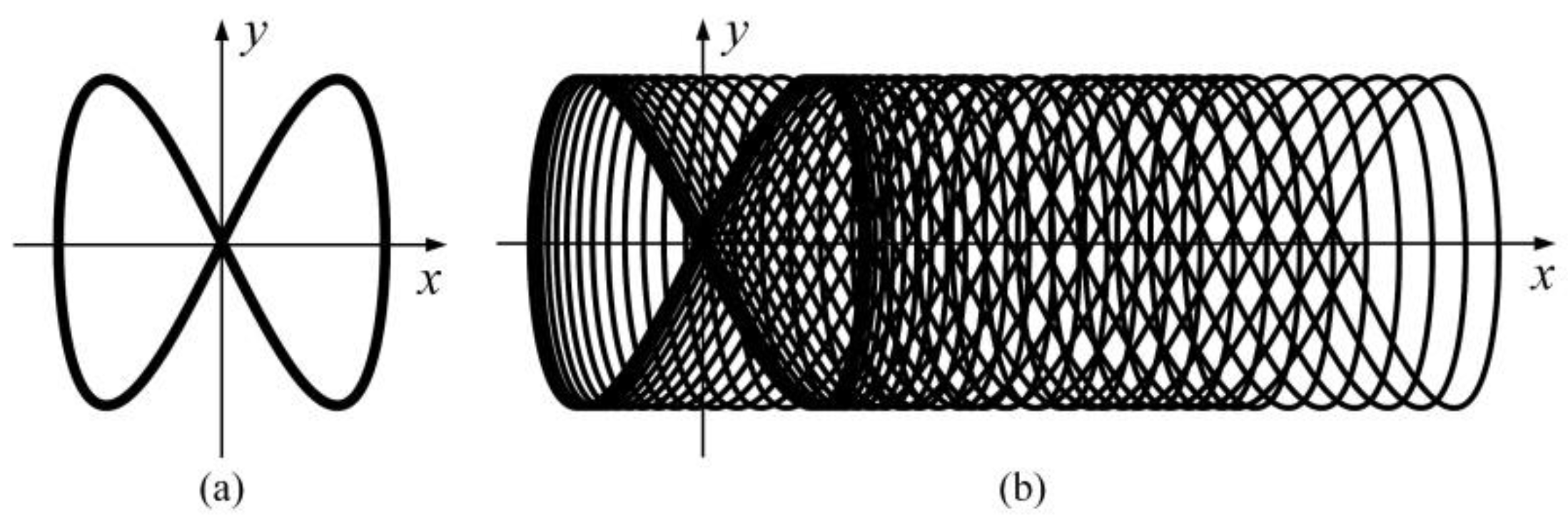
The actual welding path of the “∞” oscillating laser welding is as shown in Figure 2. First, the welding speed is zero, and hence the laser head is fixed. The actual welding path is kept the same as the oscillating path of the laser beam, as shown in Figure 2a. As the laser head moves forward and the welding speed increases, the welding path is shown in Figure 2b.
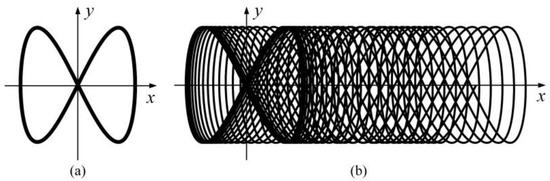
Figure 2.
Actual welding path: (a) welding speed of zero; (b) welding speed greater than zero.
The actual welding speed in “∞” shaped oscillating laser welding is the sum of oscillating speed and welding speed as [18]:
The path of the actual welding process is expressed as [19,20]:
where A and f are oscillating amplitude and frequency, respectively. t is the welding time.
To explore the improving effect of the oscillating laser beam with an “∞” shaped path on weld quality formation in aluminum alloy welding, the welding experiments with oscillating and non-oscillating modes are conducted. The obtained weld profile and pore defects are analyzed. To analyze the effect from the single variable, the non-oscillating and oscillating laser welding experiments under the same process parameters are designed as shown in Table 2.
Table 2.
Laser welding process parameters.
2.3. Data Acquisition
The morphology of a weld cross-section is highly related to the welding quality. The metallographic samples are obtained by cutting the weld along the center line using wire cutting. The samples are processed by grinding, polishing, and etching and are observed by optical microscopy to measure the morphology of the weld cross-section. The distribution characteristics of pore defects in the weld are extracted from the longitudinal sections.
3. Numerical Modeling
3.1. Energy Distribution
The photon distribution in the beam emitted from the laser is relatively dense. The size of the laser beam spot is small, and the energy density of the central area of the spot is high. The laser beam is with high quality and the divergence angle is small. In the current research, the energy distribution of laser spot is assumed to be Gaussian distribution which can be described as [14,21]:
where I is the energy density of laser spot, α is the energy concentration coefficient and r0 is the effective radius of laser spot. x(t) and y(t) are the x and y coordinates of laser beam in Cartesian coordinate system, respectively. P is laser power and is the energy attenuation coefficient.
The transient intensity distribution of the motionless laser spot can be expressed as [14]:
where I0 is the normalized energy intensity distribution.
The energy distribution diagram of the Gaussian laser beam spot is obtained by showing the normalized laser beam energy distribution value, as shown in Figure 3. In the coordinate system, the unit of axis X and Y is in meters. It is assumed that the maximum density of the energy distributed at the center of the Gaussian laser beam spot is 1 kW/mm2.
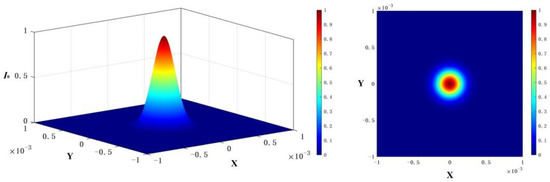
Figure 3.
Energy distribution of the Gaussian laser beam spot.
Combining the normalized energy distribution of the laser beam with the motion equation, the energy distribution can be calculated as [22]:
where E is the energy distribution in the moving process of the laser beam, C0 = 1 kW/mm2. T1 is the moving time of the laser beam.
3.2. Numerical Calculation
The process of laser material processing is calculated by the three-dimensional transient simulation model as shown in refs. [23,24]. The corresponding Gaussian heat source is described in detail in ref. [25]. The free surface between two non-fused fluid phases is tracked using the VOF method [26].
The processes of non-oscillating laser welding and oscillating laser welding with an “∞” shaped path are calculated by the finite volume method in computational fluid dynamics software, Fluent. The thermophysical properties of the base material used in the simulation of the welding process are shown in Table 3.
Table 3.
Thermophysical material properties of 6061 aluminum alloy [15,27].
4. Results and Discussion
4.1. The Weld Forming Quality from Non-Oscillating Welding and Oscillating Welding
The laser welding process differences between non-oscillating and oscillating welding are compared using the variation in the laser beam. To explore the improving effect of the oscillating laser beam on the welding of aluminum alloy, the laser power is maintained at 2.0 kW, and the welding speed is set as 3.0 m/min in non-oscillating laser welding. The laser power and welding speed in oscillating laser welding with an “∞” shaped path are treated the same as those in non-oscillating welding. The oscillating frequency is 120 Hz, and the oscillating amplitude is 1.0 mm. The cross-section and upper surface of the weld under the oscillating condition are compared with the results from the non-oscillating welding process. The weld morphologies are displayed by extracting the cross-section and its characteristics, as shown in Figure 4.
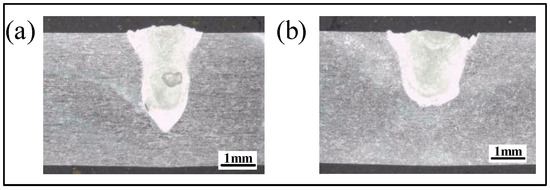
Figure 4.
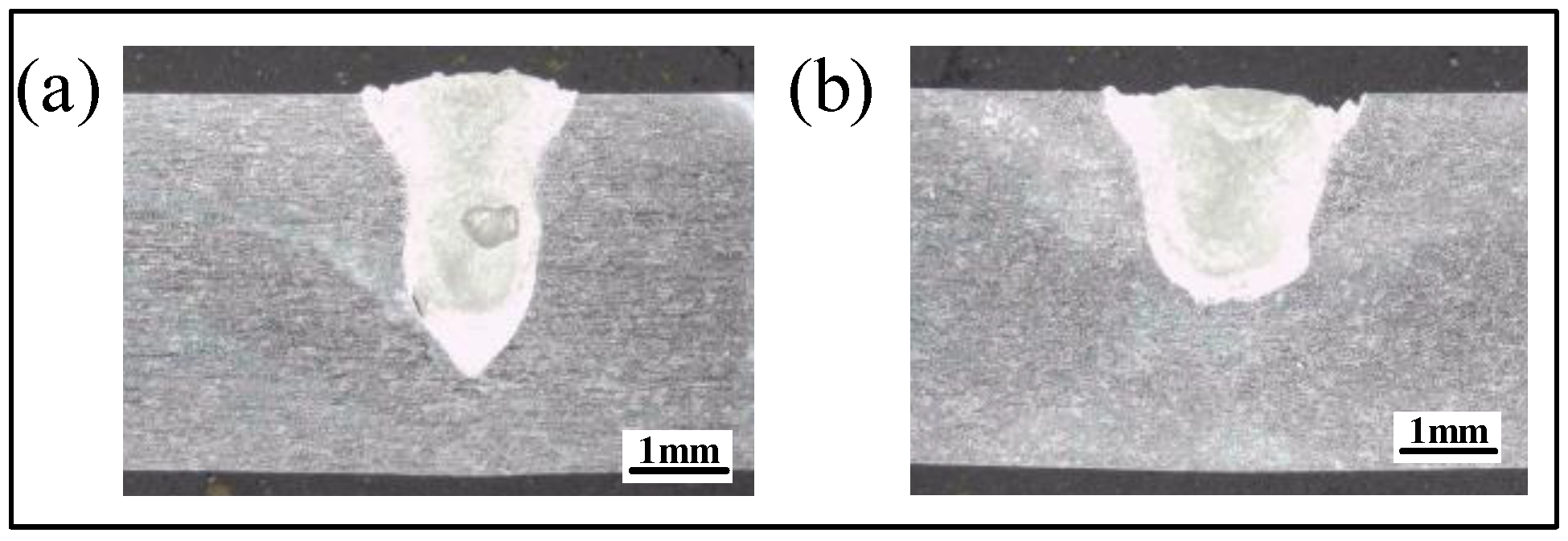
The cross-section of the welds: (a) non-oscillating laser welding; (b) oscillating laser welding with an “∞” shaped path.
From Figure 4, it can be seen that for non-oscillating welding, the weld depth is larger, and the weld width is smaller. The weld morphology is in a “V” shape, as shown in Figure 4a. During the oscillating welding, the weld depth is shallow. The bottom of the weld is relatively flat, and the whole weld is in a “U” shape, as shown in Figure 4b.
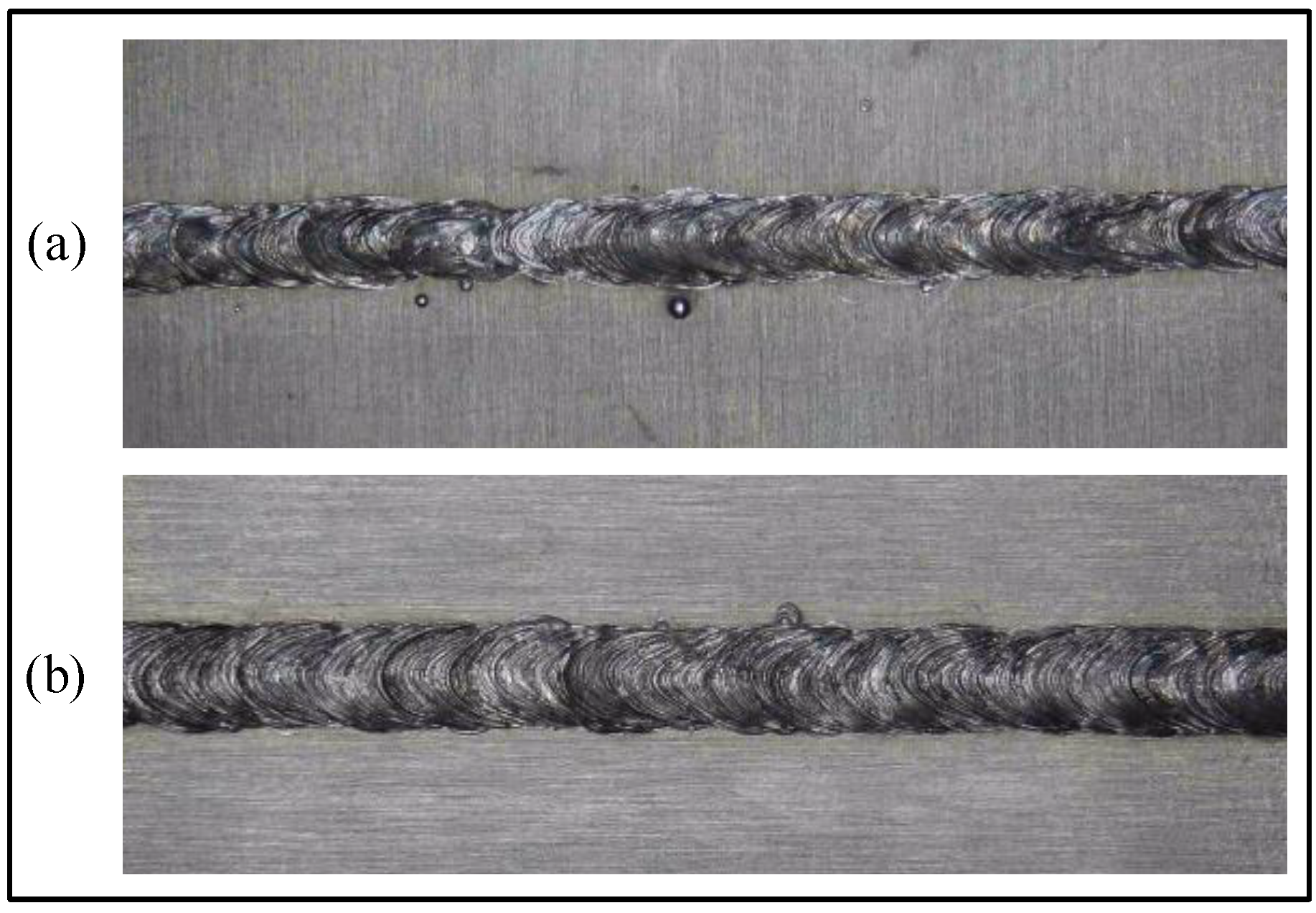
The upper surface morphologies of the welds are demonstrated in Figure 5. Under non-oscillating welding condition, the fish-scale patterns formed in the weld are unevenly distributed on the rough surface, which leads to poor forming quality. In oscillating laser welding, the spatters and uneven fish-scale patterns are greatly improved, and the upper surface quality of the weld is better than that obtained from non-oscillating laser welding.
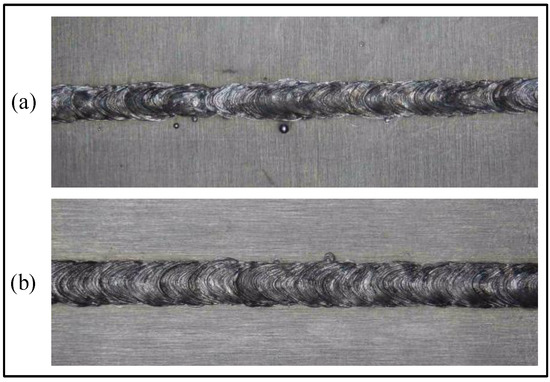
Figure 5.
The upper surface morphologies of the welds: (a) under non-oscillating laser welding; (b) under oscillating laser welding with an “∞” shaped path.
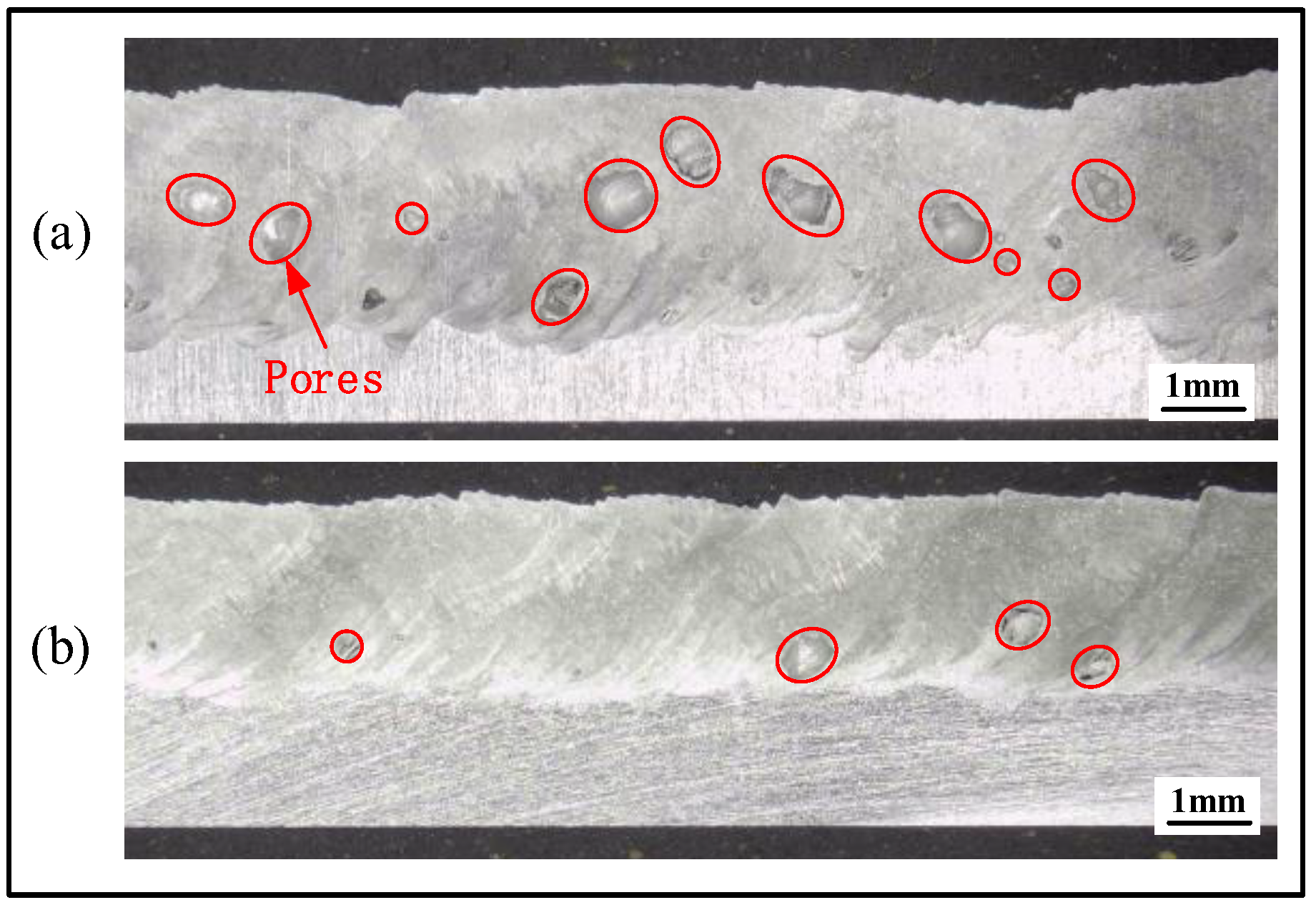
As shown in Figure 6, the macro pores are found in the welds. It is clearly visible that the number and distribution density of the pores from the non-oscillating laser welding process are much greater than those from oscillating laser welding with an “∞” shaped path. The quality of the weld in oscillating welding is improved greatly.
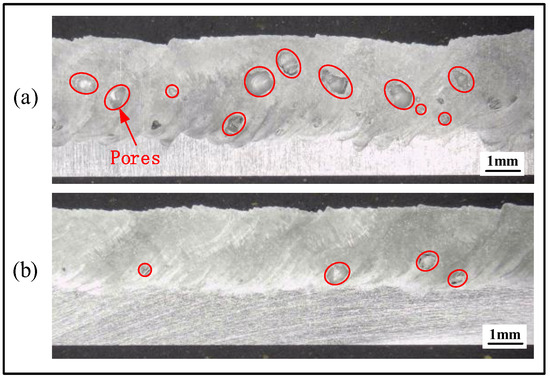
Figure 6.
The longitudinal sections of the welds: (a) under non-oscillating laser welding; (b) under oscillating laser welding with an “∞” shaped path.
4.2. The Numerical Model Validation
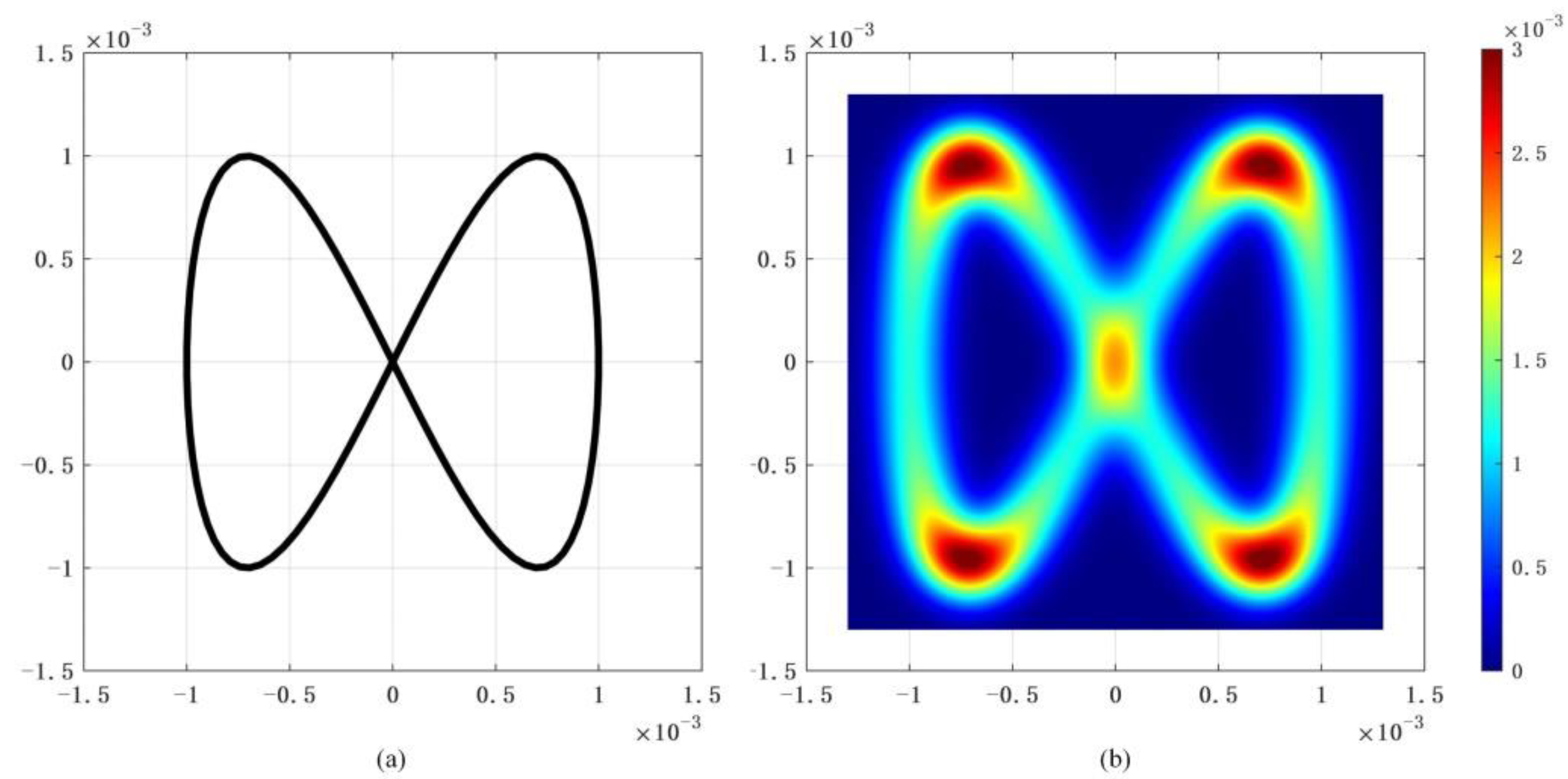
According to the numerical modeling, the energy distribution of molten pool of non-oscillating laser welding and oscillating laser welding with an “∞” shaped path under different welding process parameters can be obtained and demonstrated. To verify the effectiveness of the model, the “∞” shaped oscillating path is compared with the energy distribution from the top view during the oscillating laser welding. In the computational domain, the energy from the laser beam located on the molten pool in one oscillating period is calculated by numerical integration, as shown in Figure 7. From Figure 7, the calculated energy distribution of the molten pool in the top view is absolutely consistent with the corresponding “∞” shaped oscillating path, which proves the validity of the calculation method of molten pool energy distribution.
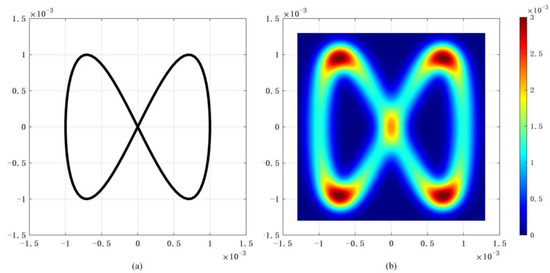
Figure 7.
Validation of energy distribution calculation: (a) The “∞” shaped oscillating path; (b) The energy distribution of the molten pool in one oscillating period.
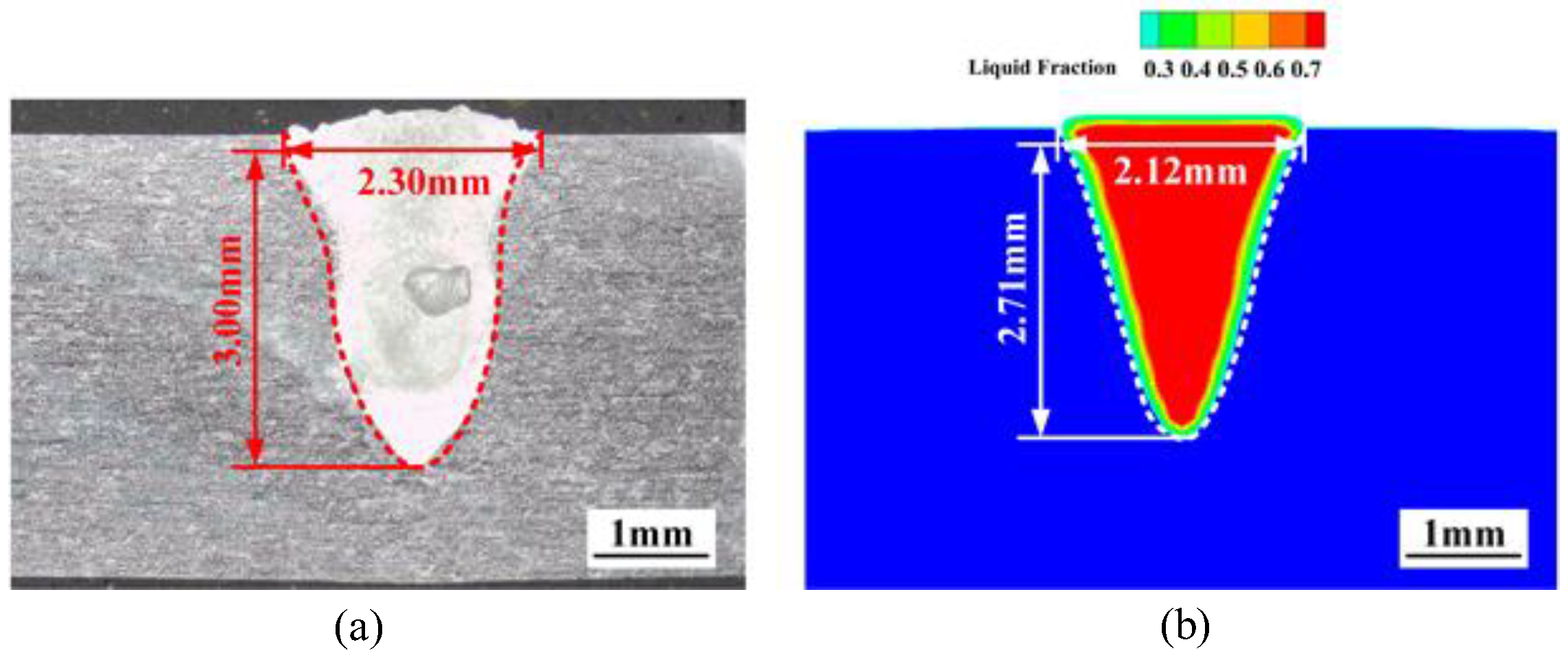
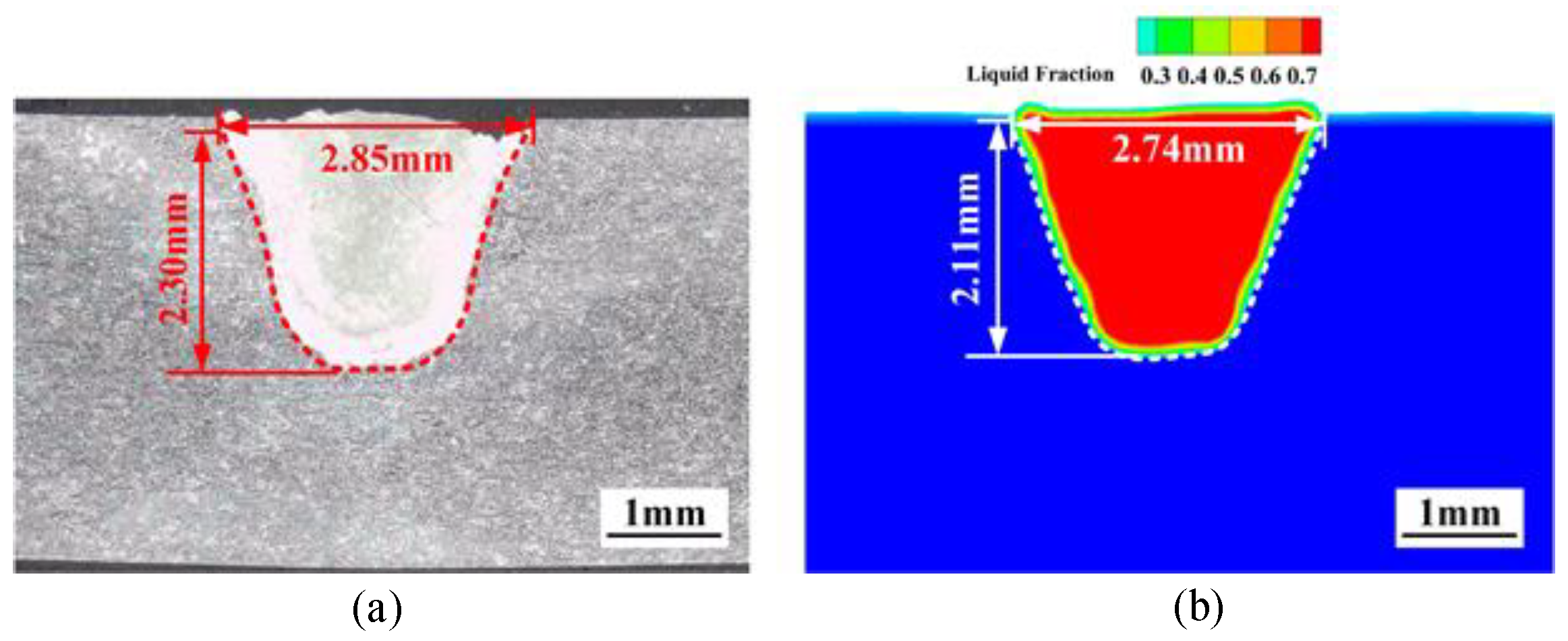
The cross-section of the weld obtained from the experiment is compared with the calculated weld to verify the reliability of the numerical model. Two numerical models for non-oscillating laser welding and an “∞” oscillating laser welding are developed in the current research and are verified separately. For non-oscillating laser welding, the welding experiment under the condition with laser power of 2.0 kW and welding speed of 3.0 m/min is selected to verify the numerical model. For the numerical model verification of “∞” shaped oscillating laser welding, the process parameters are selected as laser power of 2.0 kW and welding speed of 3.0 m/min, and oscillating parameters are amplitude of 1.0 mm and frequency of 120 Hz. From Figure 8 and Figure 9, it is clearly seen that the cross-sections of the welds obtained from the experiments are kept in good agreement with those from the numerical simulations. Therefore, the established numerical models are reasonable.
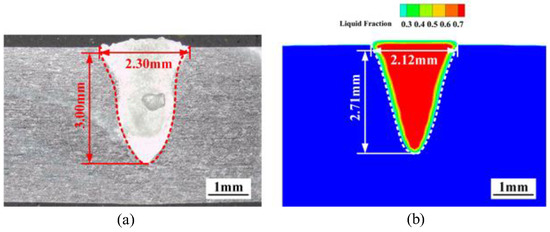
Figure 8.
Numerical model verification of non-oscillating laser welding: (a) weld from the experiment; (b) weld from numerical simulation.
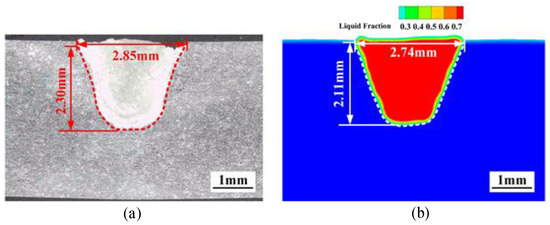
Figure 9.
Numerical model verification of oscillating laser welding: (a) weld from the experiment; (b) weld from numerical simulation.
4.3. The Weld Forming Process under Oscillating Welding
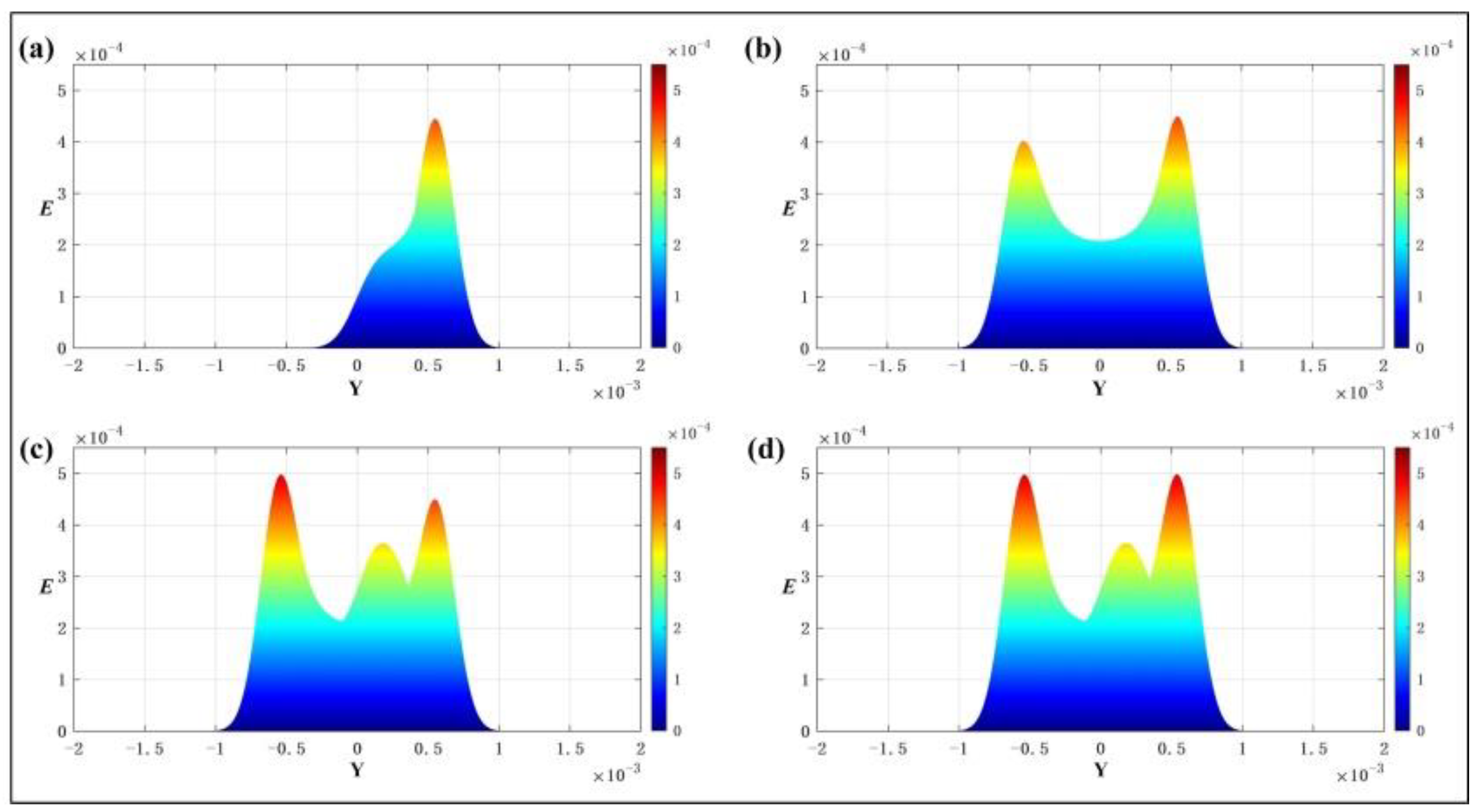
To analyze the molten pool evolution in oscillating laser welding with an “∞” shaped path, the energy distribution, temperature field, and fluid flow are discussed at four stages within an oscillating period. The oscillating welding process parameters are shown in case 2 in Table 2. It is assumed that the density of maximum energy in the center of the Gaussian laser beam spot is 1 kW/mm2. The molten pool energy distribution from the cross-section is shown in Figure 10. In the starting point, the laser beam is located at the computational domain centerline. As the laser beam starts to oscillate, the laser beam irradiates on the surface of the specimen for a short time. The obtained peak energy density is about 4.4 × 10−4 kJ/mm2. The energy is concentrated and distributed in a small range, as shown in Figure 10a. When the laser beam shifts to the left side of molten pool, the peak energy density on the left side increases to about 4.0 × 10−4 kJ/mm2. As the time for the molten pool to absorb laser beam energy increases, the peak energy density on the right side increases to about 4.5 × 10−4 kJ/mm2. The energy distribution is high on both boundaries and low in the central region, as shown in Figure 10b. As time goes, the peak energy density of the molten pool increases to about 5.0 × 10−4 kJ/mm2 along with the oscillating path of laser beam. Although the laser beam has moved from the left side of the Y axis to the right side at 0.003 s, the laser energy is accumulated on the left side of the Y axis for long time and the peak energy density appears on the molten pool left boundary, as shown in Figure 10c. Sequentially, the peak energy density of molten pool is symmetrically distributed on the left and right boundaries, and the peak energy density does not increase significantly. The energy distribution tends to be roughly flat, as shown in Figure 10d. From the above four stages, the energy density on both boundaries of molten pool along the Y axis is higher and the energy density in the central part of the molten pool is lower. As the oscillating laser beam moves, the energy distribution of the molten pool tends to be uniform.
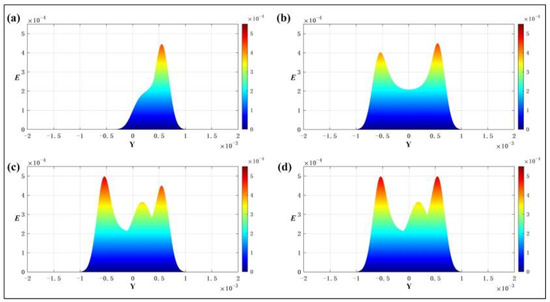
Figure 10.
The energy distribution in the cross–section of molten pool: (a) t = 0.001 s; (b) t = 0.002 s; (c) t = 0.003 s; (d) t = 0.004 s.
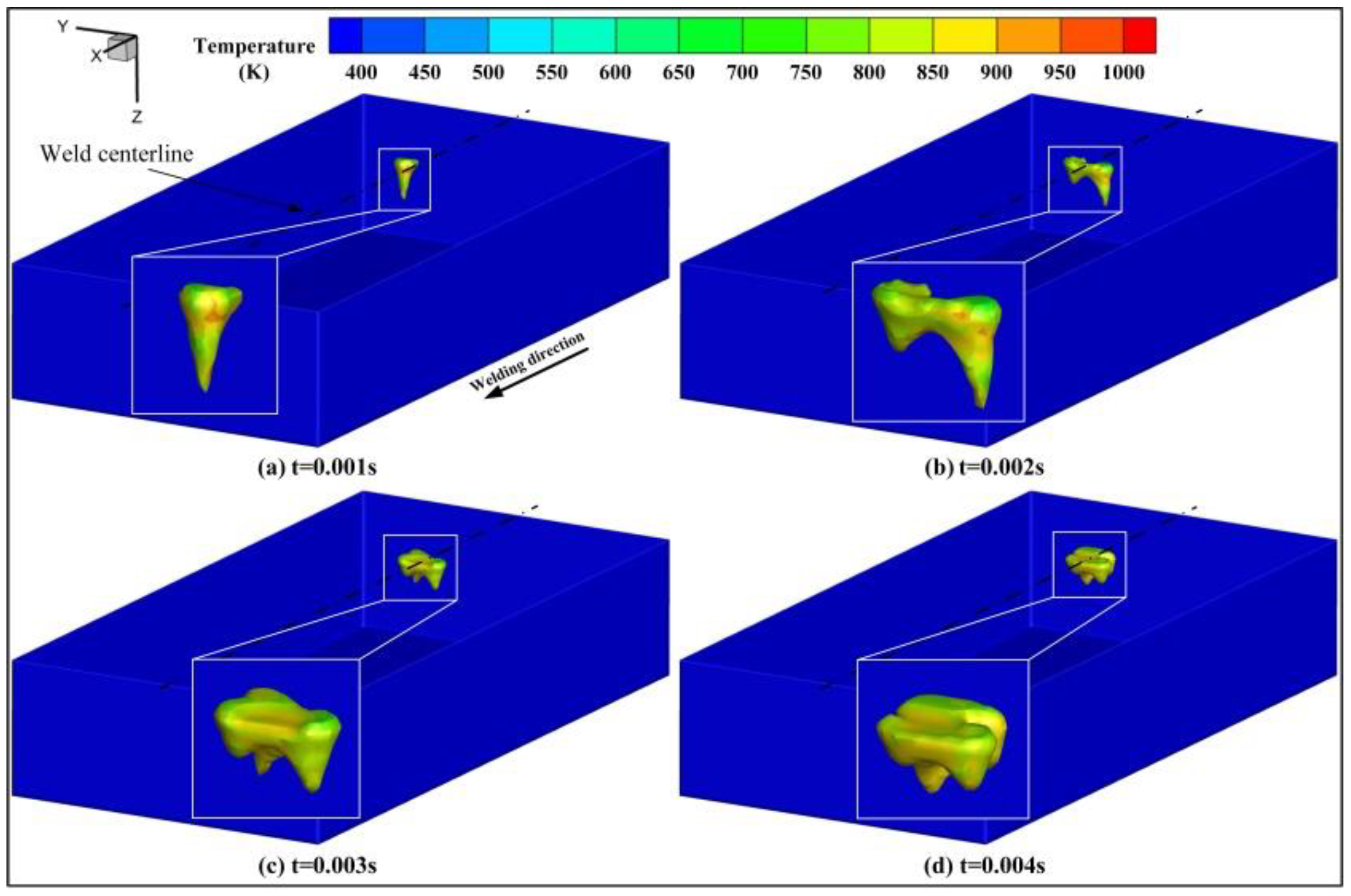
The molten pool temperature field is shown in Figure 11. In the initial stage, its energy distribution is concentrated, and the peak energy density is low. The formed temperature field shows the wide characteristic at the top and the narrow characteristic at the bottom, as shown in Figure 11a. Sequentially, the laser beam is located on the “∞” shaped path in the negative direction of the Y axis, as shown in Figure 11b. Due to the thermal radiation of the laser beam and the thermal conduction and convection of the molten pool, the metal begins to be molten in the negative direction of the Y axis. The laser beam is moving towards the positive direction of the Y axis, and the material in the positive direction of the Y axis is molten, as shown in Figure 11c, which results in a larger molten pool. The temperature distribution of the molten pool becomes more uniform due to the energy accumulated. As the laser head moves, the laser beam moves from the positive direction to the negative direction of the Y axis. The temperature distribution of molten pool becomes more uniform, as shown in Figure 11d. From the four stages in the temperature distribution evolution, molten pool energy distribution is approximately in good agreement with the temperature distribution characteristics. The location in which the peak temperature appears in the temperature field is basically consistent with the location of the peak energy density. The peak temperature area varies with the oscillating laser beam. This is due to the fact that the oscillating laser beam possesses sufficient energy to be absorbed by the specimen, and the heat transfer then occurs in the entire molten pool by conduction, convection and radiation.
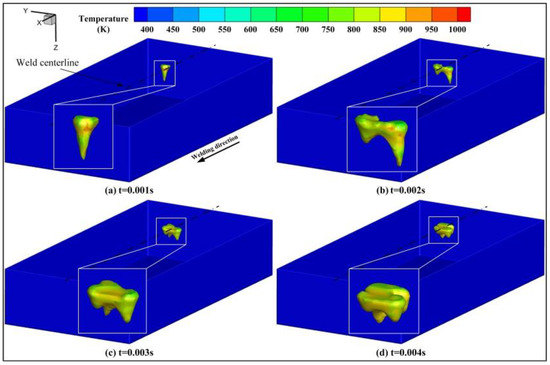
Figure 11.
The temperature field of the molten pool.
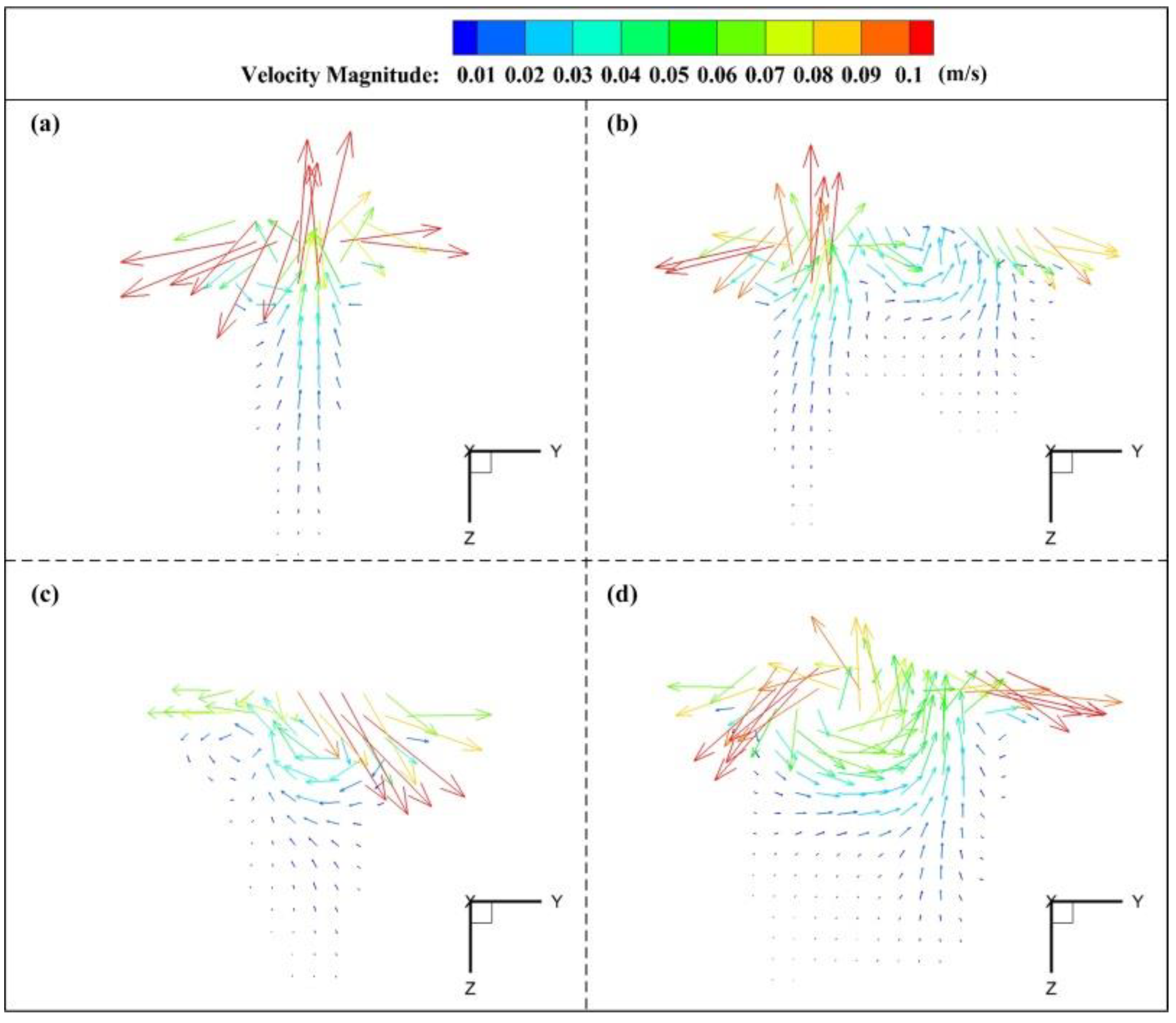
The fluid flow distribution in the cross-section of the molten pool is shown in Figure 12. From Figure 12, the molten metal flow and the vortices are observed in the molten pool. In the initial stage, the temperature distribution in the molten pool shows that the peak temperature gradient is formed in the central position, which results in the large flow velocity of the molten metal, as shown in Figure 12a. When the laser beam moves to the negative direction of the Y axis, the peak temperature gradient region shifts to the negative direction of the Y axis. The flow velocity at the corresponding position of the molten pool also increases, as indicated in Figure 12b. From Figure 12c, laser beam is located in the positive direction of Y axis and the peak flow velocity is approximately 0.1 m/s. Sequentially, the temperature distribution gradually tends to be uniform and the flow field at the corresponding position also tends to be stable, as shown in Figure 12d. It can be observed from the simulated results at four stages that during the process between 0.001 s and 0.003 s, the flow field in the molten pool is not stable due to the effect of an unstable temperature field. While the temperature field tends to be uniform, the fluid flow tends to be stable. Based on the comparative analysis of the energy distribution, temperature field and flow field at four stages, it can be concluded that the position where the peak velocity occurs in the molten pool is basically the same as the position with the largest temperature gradient and the drastic change in energy density.
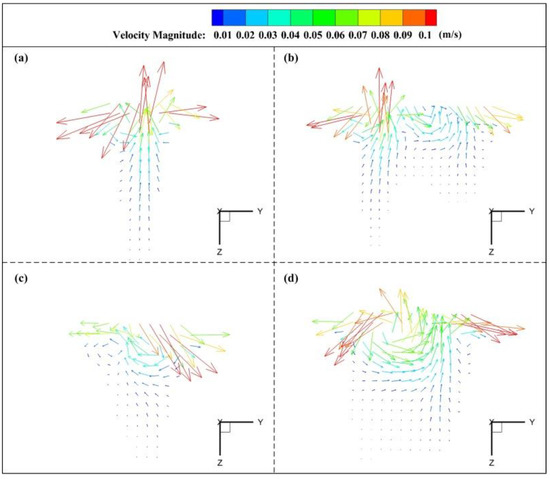
Figure 12.
The flow field in the cross-section of the molten pool: (a) t = 0.001 s; (b) t = 0.002 s; (c) t = 0.003 s; (d) t = 0.004 s.
4.4. The Comparison of the Energy, Temperature Field and Flow Field Distribution under Non-Oscillating and Oscillating Welding Conditions
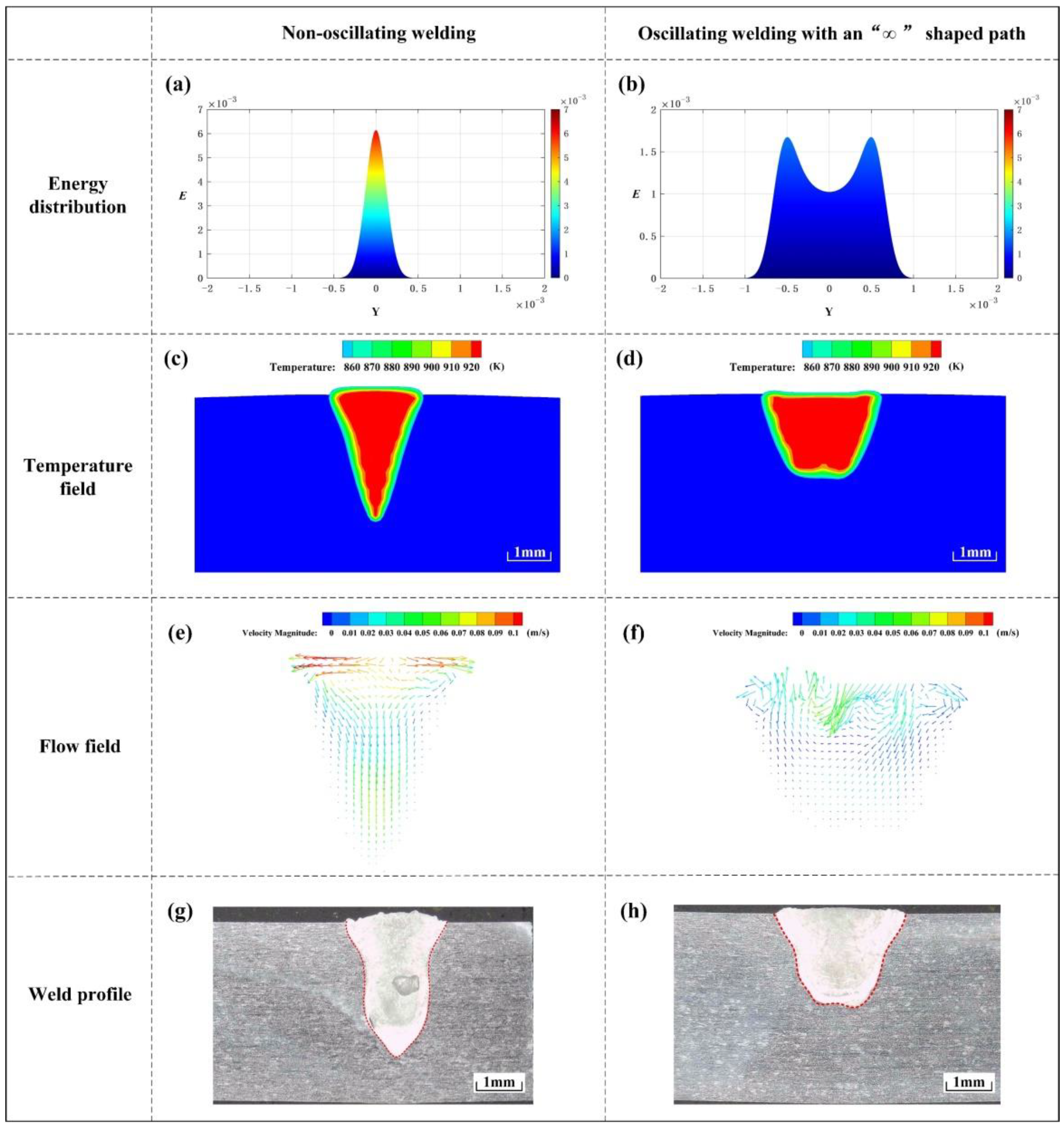
The energy, temperature field, and flow field distribution of the molten pool and the weld profileunder non-oscillating and oscillating welding conditions are compared, shown in Figure 13. Figure 13a indicates that the energy distribution range along the Y axis in non-oscillating laser welding is about 1 mm, and the peak energy density is about 6.1 × 10−3 kJ/mm2. The energy distribution range is small and is mainly concentrated in the central region. For oscillating laser welding with an “∞” shaped path shown in Figure 13b, the energy distribution of the molten pool along the Y axis direction has a wide range of about 2 mm. The energy density on both boundaries of the molten pool along the Y axis is high while the energy density in the central part of molten pool is low. The peak energy density is about 1.7 × 10−3 kJ/mm2, which is much lower than the peak energy density of the molten pool in non-oscillating welding. The energy distribution in the molten pool is more uniform.
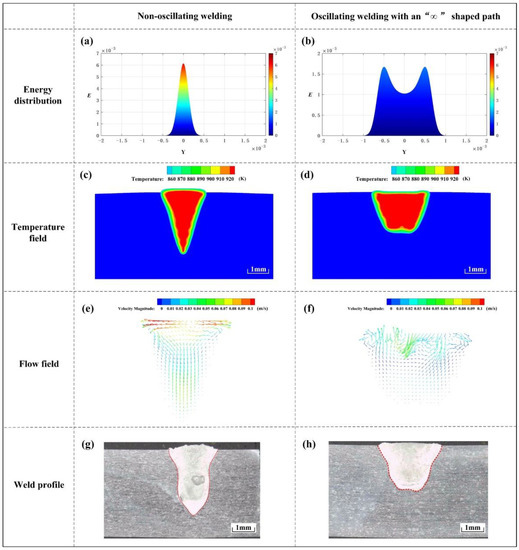
Figure 13.
The energy distribution, temperature field, flow field, and weld profile under non-oscillating welding and oscillating welding with an “∞” shaped path: (a) energy distribution of non-oscillating welding; (b) energy distribution of oscillating welding; (c) temperature field of non-oscillating welding; (d) temperature field of oscillating welding; (e) flow field of non-oscillating welding; (f) flow field of oscillating welding; (g) weld profile of non-oscillating welding; (h) weld profile of oscillating welding.
The temperature field of the molten pool in the cross-section under non-oscillating welding and oscillating welding with an “∞” shaped path are shown in Figure 13c,d. For non-oscillating welding, the molten pool exhibits a narrow and deep shape. The molten pool from oscillating welding with an “∞” shaped path is wider than that from non-oscillating welding. The weld shape is approximately in a “U” shape. It can be seen that the obtained energy distribution characteristics can be used to explain the characteristics of the peak temperature in the molten pool, and the lower temperature gradient is formed in the oscillating welding process compared with that in non-oscillating welding.
The flow field of the molten pool in the cross-section under the non-oscillating welding condition is shown in Figure 13e. Figure 13f indicates the flow field of molten pool in the cross-section under the oscillating laser welding with an “∞” shaped path. It can be observed that in non-oscillating welding, the flow velocity varies in the range from 0 m/s to 0.1 m/s and in oscillating welding, flow velocity is kept in the range of 0 m/s to 0.075 m/s. Several vortices appear in oscillating welding. Based on the above analysis, it can be found that the lower peak temperature value and temperature gradient are formed in oscillating welding, which results in a stable flow field. The flow field distribution in the cross-section of the molten pool in oscillating welding is more uniform than that in non-oscillating welding.
Due to the repeated oscillating characteristics of the laser beam with an “∞” shaped path, the flow field and temperature field of the molten pool are significantly different from those in non-oscillating welding. The energy distribution characteristic of oscillating laser welding with an “∞” shaped path provides the condition for a lower temperature gradient and a more uniform temperature distribution in the molten pool. The formed molten pool demonstrates low flow velocity and stable flow field distribution with more vortices, which enhances heat and mass transfer in the molten pool and makes it easier to bring the bubbles in the molten pool out of the surface. Hence, the pore defects in the weld are effectively suppressed and the forming of an excellent weld is promoted, as shown in Figure 13g,h.
5. Conclusions
The laser welding of 6061 aluminum alloy with an “∞” oscillating shaped path is analyzed in detail in this paper. Based on the numerical simulation and the experiments, the energy distribution, temperature field, and fluid flow in molten pool are discussed. The effect of the energy distribution under oscillating laser welding with an “∞” shaped path on the dynamic behaviors during the weld forming process is investigated. The simulation model of energy distribution under the conditions of non-oscillating welding and oscillating laser welding is developed. The obtained results show good agreement with the experimental results. The energy distribution with large width and low energy density under the oscillating laser welding with an “∞” shaped path determines the temperature evolution with a small gradient. The position in the molten pool where the energy density changes most drastically is approximately the same as that where the temperature gradient is the largest and the maximum velocity appears. The difference in energy distribution between oscillating and non-oscillating welding leads to the significant difference in the corresponding molten pool temperature field and the fluid flow. Compared with non-oscillating welding, the peak energy density in molten pool under the oscillating welding condition is smaller, and the shape of the molten pool is wide and shallow. The energy density distribution is more uniform, which results in a lower temperature gradient of the molten pool under oscillating welding with an “∞” shaped path. The bubbles formed in the molten pool are easily brought out of the surface of molten pool, which effectively improves the pore defects and the quality of the welded joints.
Author Contributions
Y.A. and Y.Y. contributed to conception and design. Material preparation, data collection, and analysis were performed by Y.A., Y.Y. and L.Y. The first draft of the manuscript was written by Y.A. and Y.Y. The manuscript was reviewed and edited by J.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research has been supported by the National Natural Science Foundation of China under Grant No. 52175372, the Hunan Provincial Natural Science Foundation of China under Grant No. 2020JJ5710, and the Fundamental Research Funds for the Central Universities, CSU: Grant No. 202045008.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw/processed data required to reproduce these findings cannot be shared at this time, as they will be used in an ongoing study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Siao, Y.-H.; Wen, C.-D. Influence of process parameters on heat transfer of molten pool for selective laser melting. Comput. Mater. Sci. 2021, 193, 110388. [Google Scholar] [CrossRef]
- Wu, J.; Ren, S.; Zhang, Y.; Cao, Y.; Zhang, D.; Yin, C. Influence of spatial laser beam profiles on thermal-fluid transport during laser-based directed energy deposition. Virtual Phys. Prototyp. 2021, 16, 444–459. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. Laser cladding assisted with an induction heater (LCAIH) of Ni–60% WC coating. J. Mater. Process. Technol. 2015, 222, 244–258. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, J.; Zhang, W.; Li, C.; Qiu, C.; Ding, J.; Lu, H.; Zhang, K. Study of spatter net forming mechanism and penetration mode under flexible ring mode laser welding. J. Mater. Res. Technol. 2023, 24, 2213–2225. [Google Scholar] [CrossRef]
- Chen, J.; Wei, Y.; Zhan, X.; Gao, Q.; Zhang, D.; Gao, X. Influence of magnetic field orientation on molten pool dynamics during magnet-assisted laser butt welding of thick aluminum alloy plates. Opt. Laser Technol. 2018, 104, 148–158. [Google Scholar] [CrossRef]
- Zhang, R.; Tang, X.; Xu, L.; Lu, F.; Cui, H. Study of molten pool dynamics and porosity formation mechanism in full penetration fiber laser welding of Al-alloy. Int. J. Heat Mass Transf. 2020, 148, 119089. [Google Scholar] [CrossRef]
- Wang, Z.; Oliveira, J.P.; Zeng, Z.; Bu, X.; Peng, B.; Shao, X. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2019, 111, 58–65. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.; Gao, M. Effects of circular oscillating beam on heat transfer and melt flow of laser melting pool. J. Mater. Res. Technol. 2020, 9, 9271–9282. [Google Scholar] [CrossRef]
- Li, S.; Mi, G.; Wang, C. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zhang, C.; Zeng, X. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater. Des. 2016, 108, 707–717. [Google Scholar] [CrossRef]
- Ai, Y.; Cheng, J.; Yu, L.; Lei, C.; Yuan, P. Numerical investigation of weld bead porosity reduction in the oscillating laser T-joint welding of aluminum alloy. J. Laser Appl. 2022, 34, 012029. [Google Scholar] [CrossRef]
- Ai, Y.; Yu, L.; Huang, Y.; Liu, X. The investigation of molten pool dynamic behaviors during the “∞” shaped oscillating laser welding of aluminum alloy. Int. J. Therm. Sci. 2022, 173, 107350. [Google Scholar] [CrossRef]
- Shi, L.; Jiang, L.; Gao, M. Numerical research on melt pool dynamics of oscillating laser-arc hybrid welding. Int. J. Heat Mass Transf. 2022, 185, 122421. [Google Scholar] [CrossRef]
- Jiang, Z.; Chen, X.; Li, H.; Lei, Z.; Chen, Y.; Wu, S.; Wang, Y. Grain refinement and laser energy distribution during laser oscillating welding of Invar alloy. Mater. Des. 2020, 186, 108195. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Y.; Zhou, X.; Zhan, X. Effect of droplet transition on the dynamic behavior of the keyhole during 6061 aluminum alloy laser-MIG hybrid welding. Int. J. Adv. Manuf. Technol. 2022, 119, 897–909. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, J.; Kang, X.; Wang, X.; Zhan, X. Effect of beam oscillation and oscillating frequency induced heat accumulation on microstructure and mechanical property in laser welding of Invar alloy. Opt. Laser Technol. 2023, 158, 108831. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, J.; Lei, Z.; Zhang, W.; Chen, H. A study on the flow behavior and bubble evolution of circular oscillating laser welding of SUS301L-HT stainless steel. Int. J. Heat Mass Transf. 2023, 202, 123726. [Google Scholar] [CrossRef]
- Chen, G.; Wang, B.; Mao, S.; Zhong, P.; He, J. Research on the “∞”-shaped laser scanning welding process for aluminum alloy. Opt. Laser Technol. 2019, 115, 32–41. [Google Scholar] [CrossRef]
- Ke, W.; Bu, X.; Oliveira, J.P.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Liu, T.; Mu, Z.; Hu, R.; Pang, S. Sinusoidal oscillating laser welding of 7075 aluminum alloy: Hydrodynamics, porosity formation and optimization. Int. J. Heat Mass Transf. 2019, 140, 346–358. [Google Scholar] [CrossRef]
- Chen, L.; Wang, C.; Mi, G.; Zhang, X. Effects of laser oscillating frequency on energy distribution, molten pool morphology and grain structure of AA6061/AA5182 aluminum alloys lap welding. J. Mater. Res. Technol. 2021, 15, 3133–3148. [Google Scholar] [CrossRef]
- Mahrle, A.; Beyer, E. Modeling and simulation of the energy deposition in laser beam welding with oscillatory beam deflection. International Congress on Applications of Lasers & Electro-Optics. Laser Inst. Am. 2007, 1, 1805. [Google Scholar] [CrossRef]
- Cho, W.-I.; Na, S.-J.; Thomy, C.; Vollertsen, F. Numerical simulation of molten pool dynamics in high power disk laser welding. J. Mater. Process. Technol. 2012, 212, 262–275. [Google Scholar] [CrossRef]
- Gao, X.S.; Wu, C.S.; Goecke, S.F.; Kügler, H. Numerical simulation of temperature field, fluid flow and weld bead formation in oscillating single mode laser-GMA hybrid welding. J. Mater. Process. Technol. 2017, 242, 147–159. [Google Scholar] [CrossRef]
- He, S.; Chen, S.; Zhao, Y.; Qi, N.; Zhan, X. Study on the intelligent model database modeling the laser welding for aerospace aluminum alloy. J. Manuf. Process. 2021, 63, 121–129. [Google Scholar] [CrossRef]
- Cho, J.; Farson, D.F.; Hollis, K.J.; Milewski, J.O. Numerical analysis of weld pool oscillation in laser welding. J. Mech. Sci. Technol. 2015, 29, 1715–1722. [Google Scholar] [CrossRef]
- Xu, B.; Jiang, P.; Wang, Y.; Zhao, J.; Geng, S. Multi-physics simulation of wobbling laser melting injection of aluminum alloy with SiC particles: SiC particles gradient distribution in fusion zone. Int. J. Heat Mass Transf. 2022, 182, 121960. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).