
Effect of Mechanical Properties on Performance of Cold Mix Asphalt with Recycled Aggregates Incorporating Filler Additives


Abstract
:1. Introduction
Research Objective and Significance
2. Materials and Methods
2.1. Materials
2.1.1. Virgin Aggregates and RAP
2.1.2. Additives
2.1.3. Binder
2.2. Methods
2.3. Experimental Program
2.3.1. Marshall Stability (MS)
2.3.2. Indirect Tensile Strength Test
2.3.3. Resilient Modulus (RM) Test
2.3.4. Abrasion Resistance
3. Results and Discussions
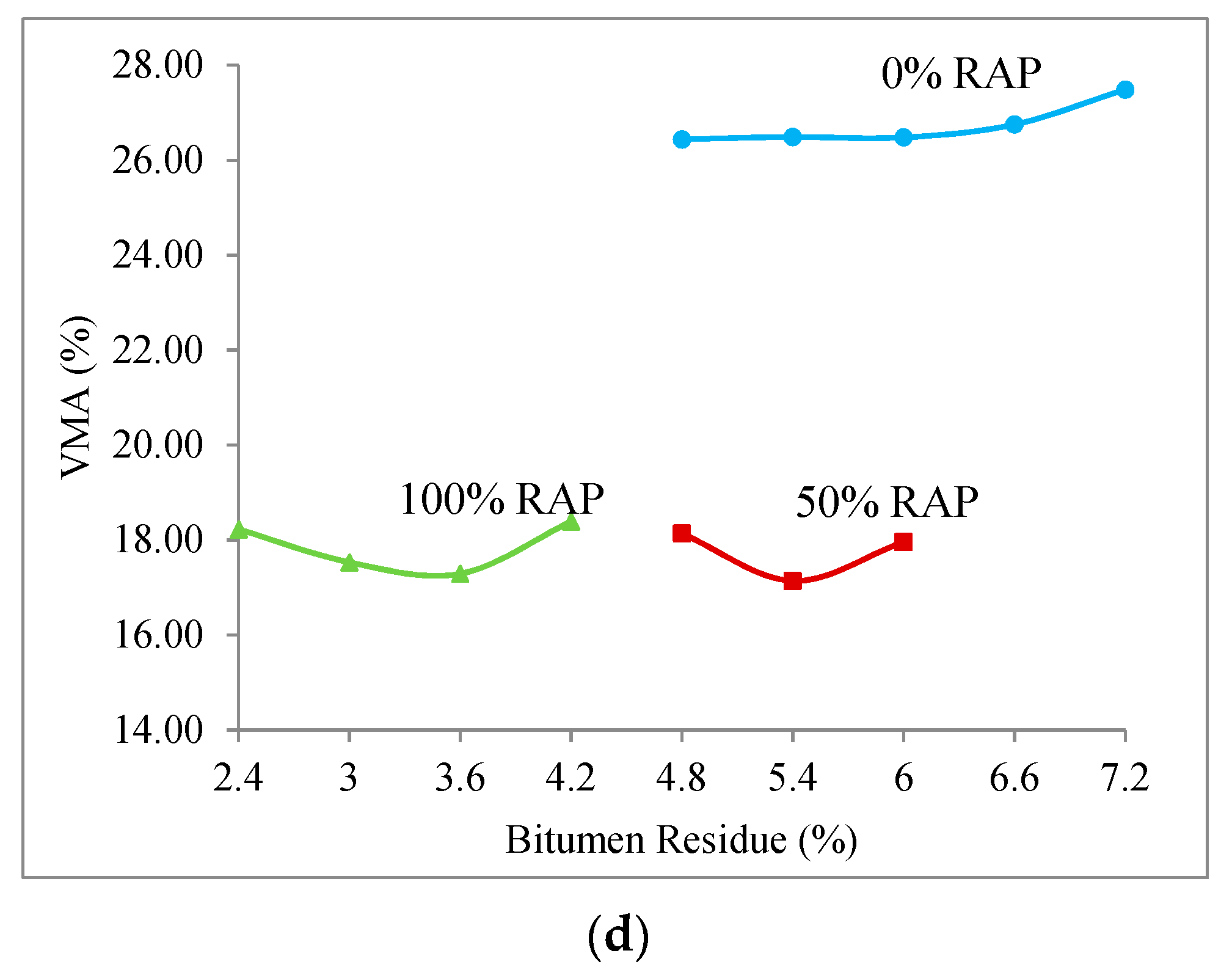
3.1. Selection of Optimum Emulsion Content (OEC)
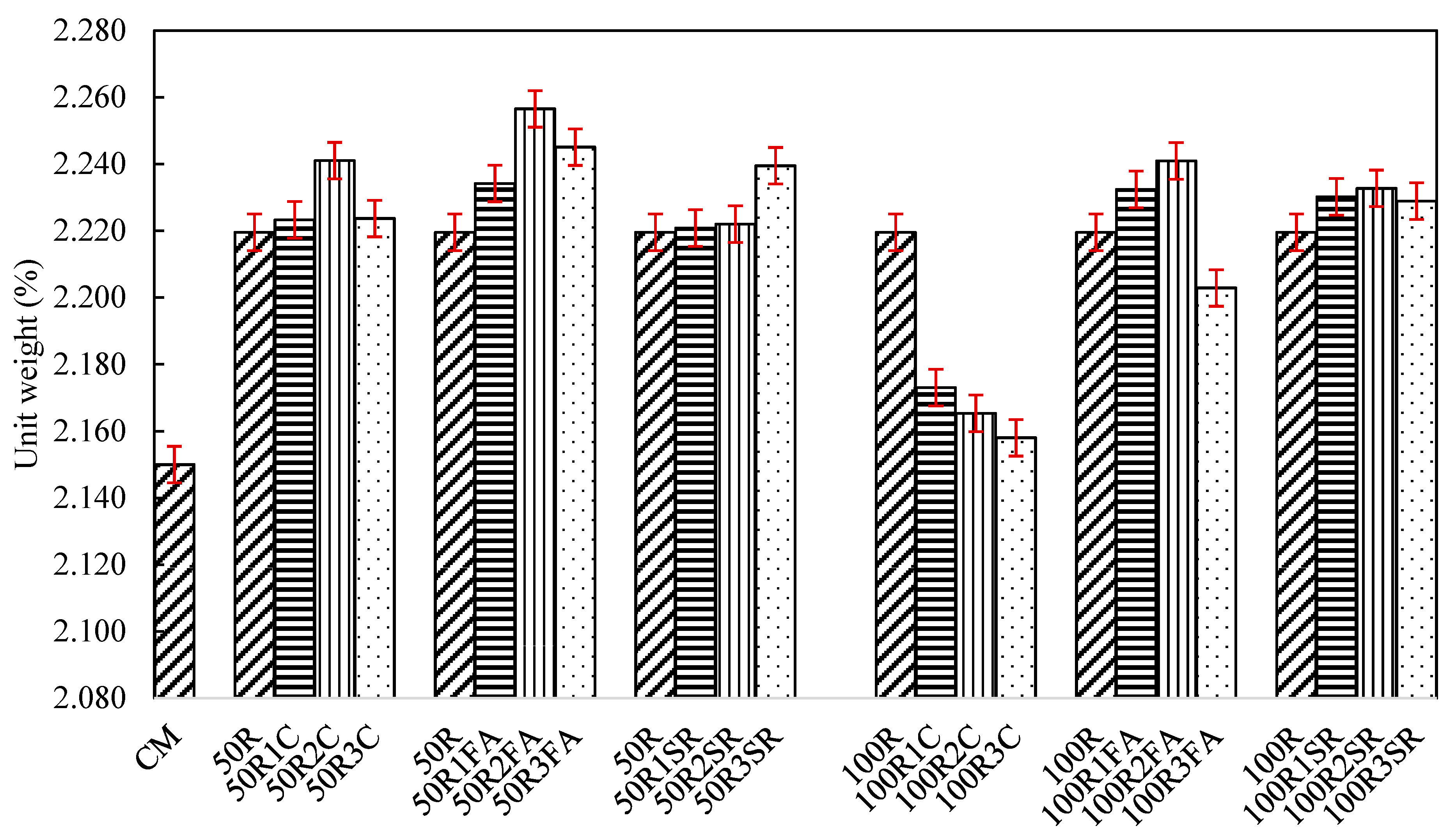
3.2. Volumetric Properties
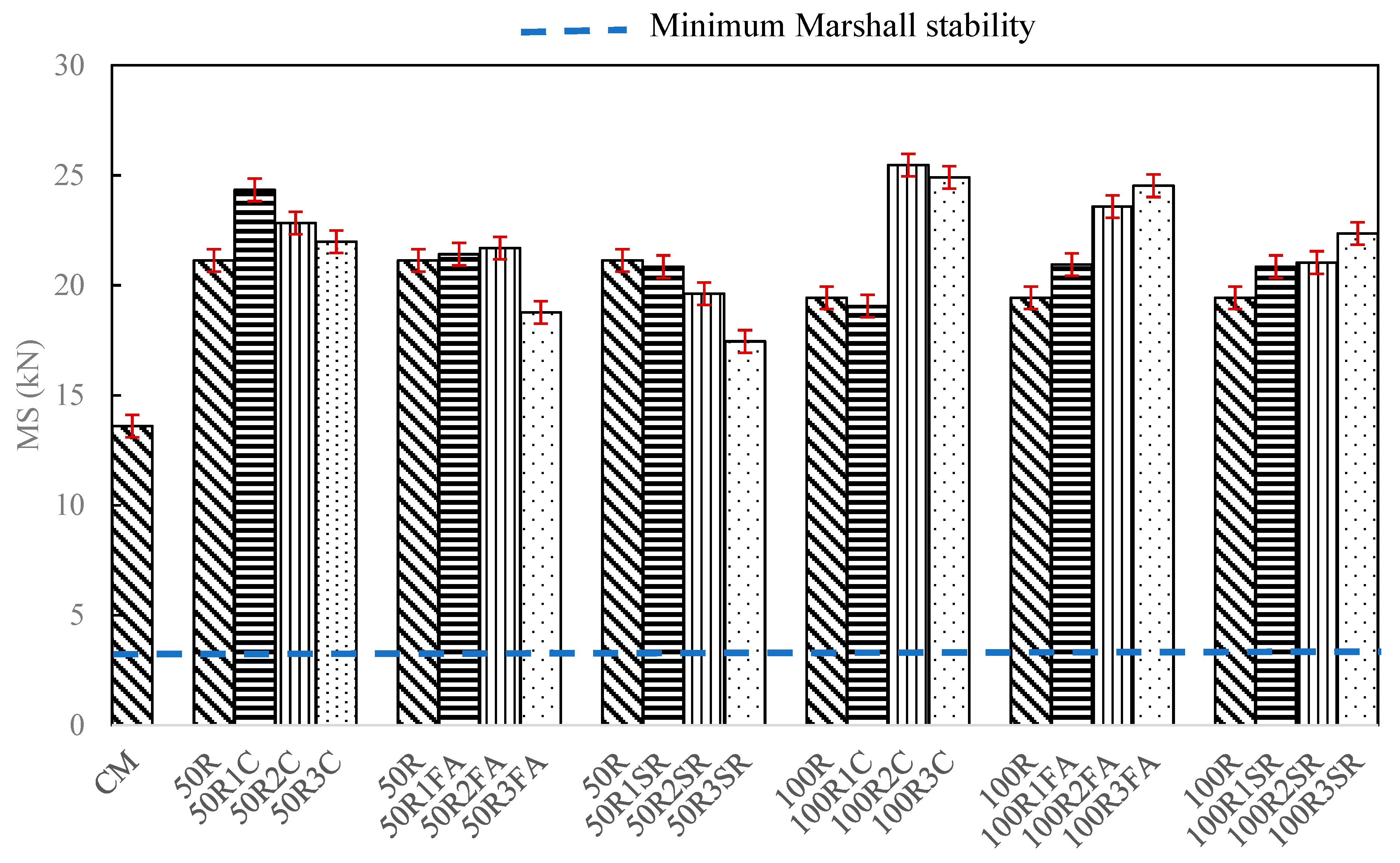
3.3. Marshall Stability
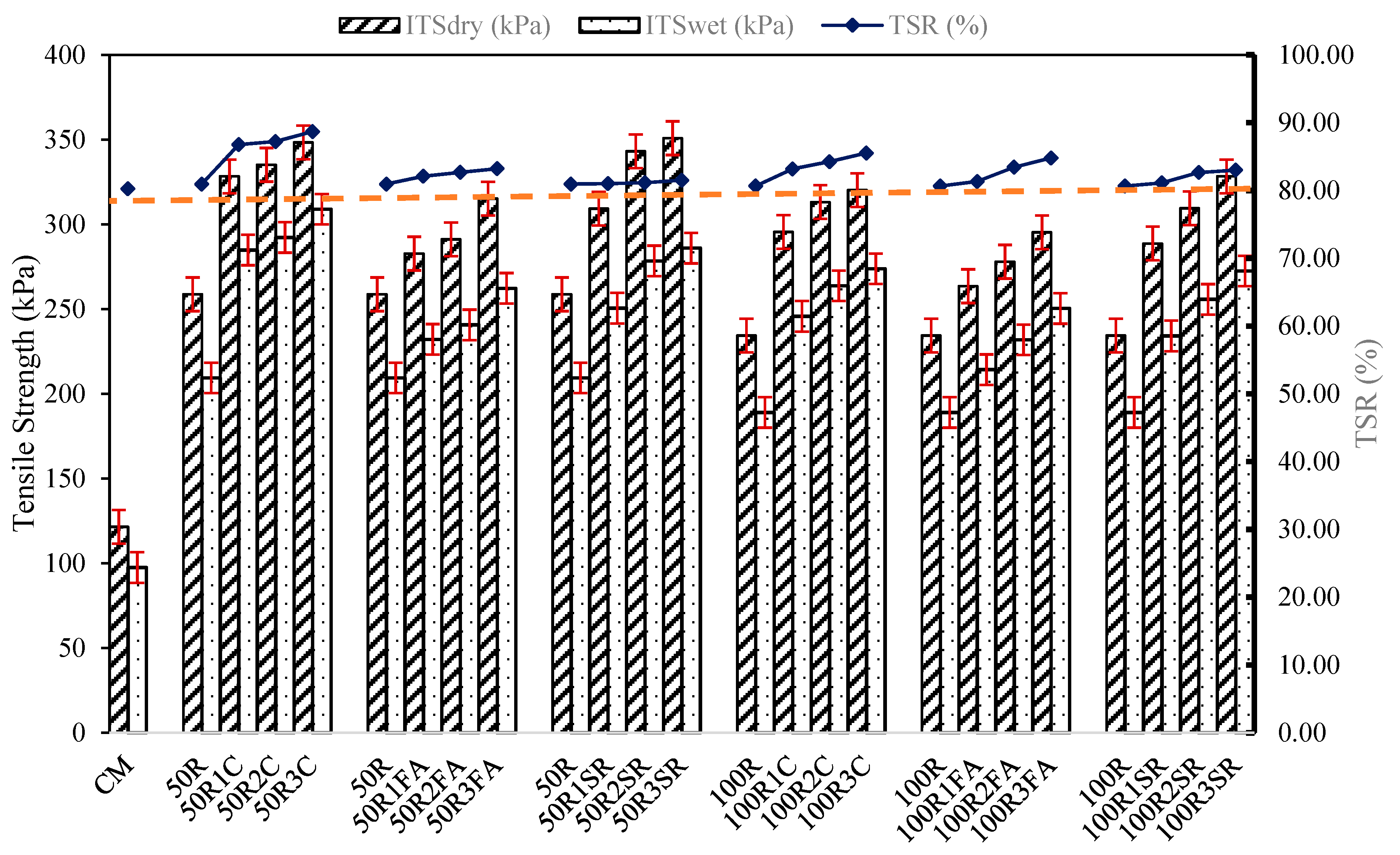
3.4. Tensile Strength
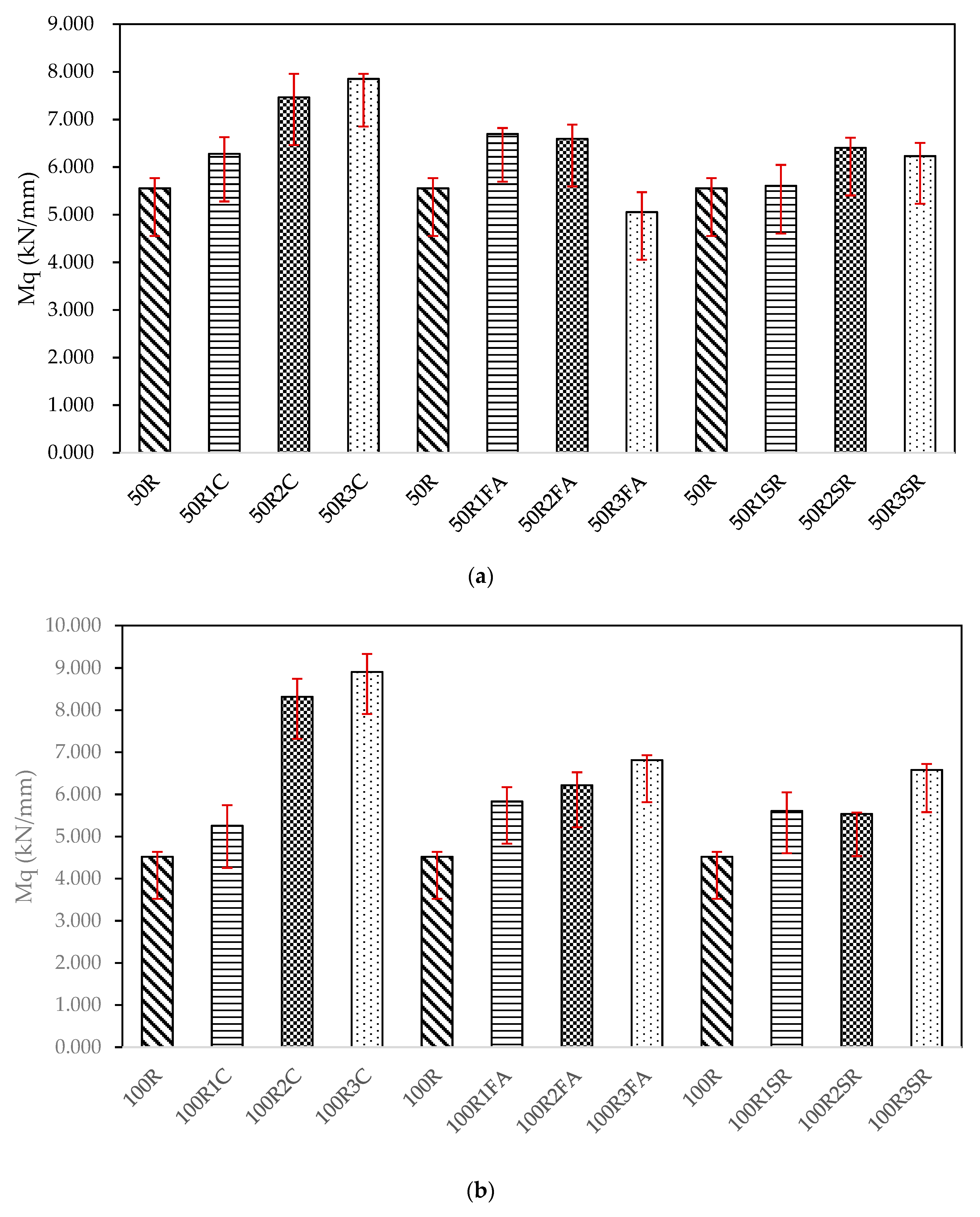
3.5. Marshall Quotient
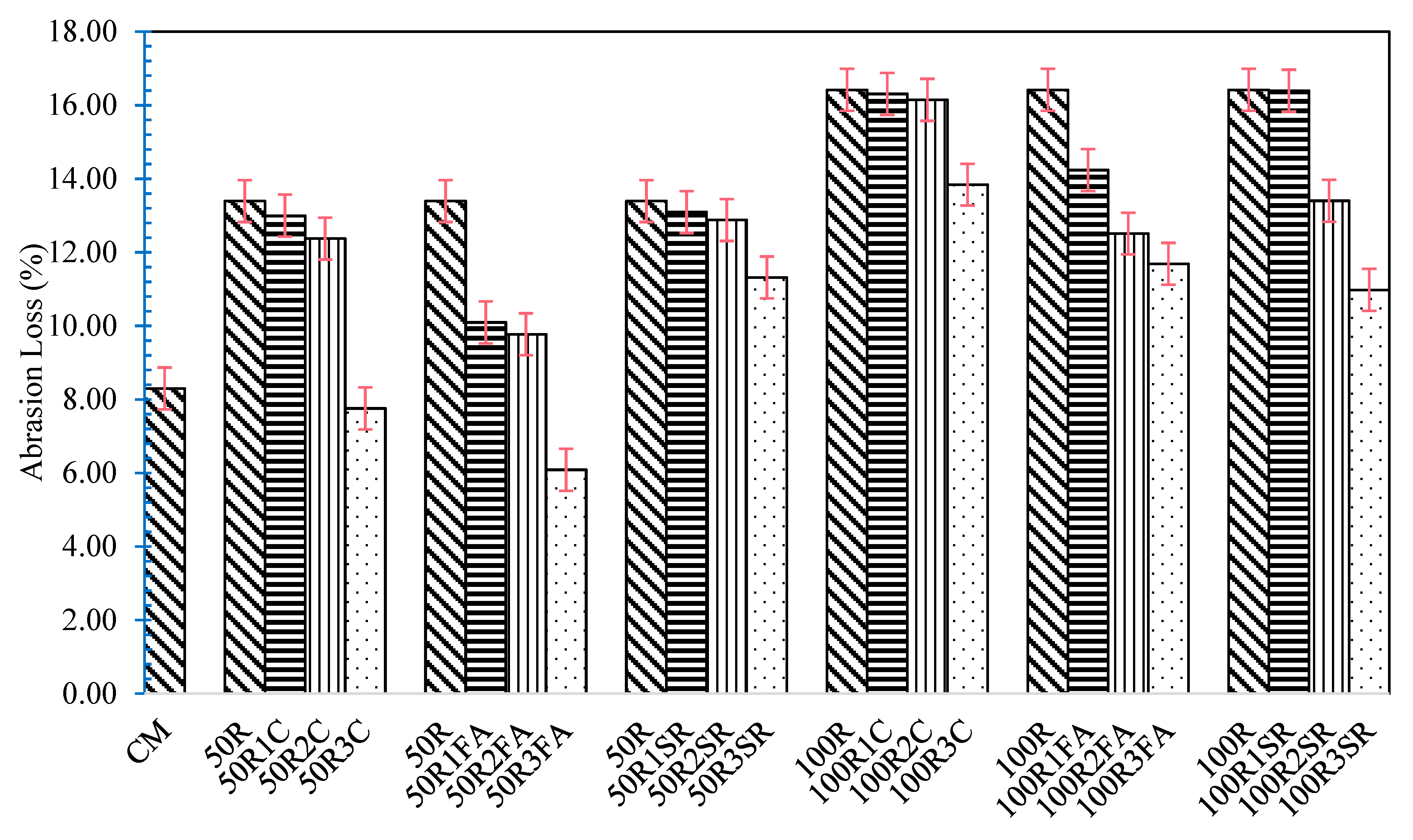
3.6. Standard Cantabro Loss
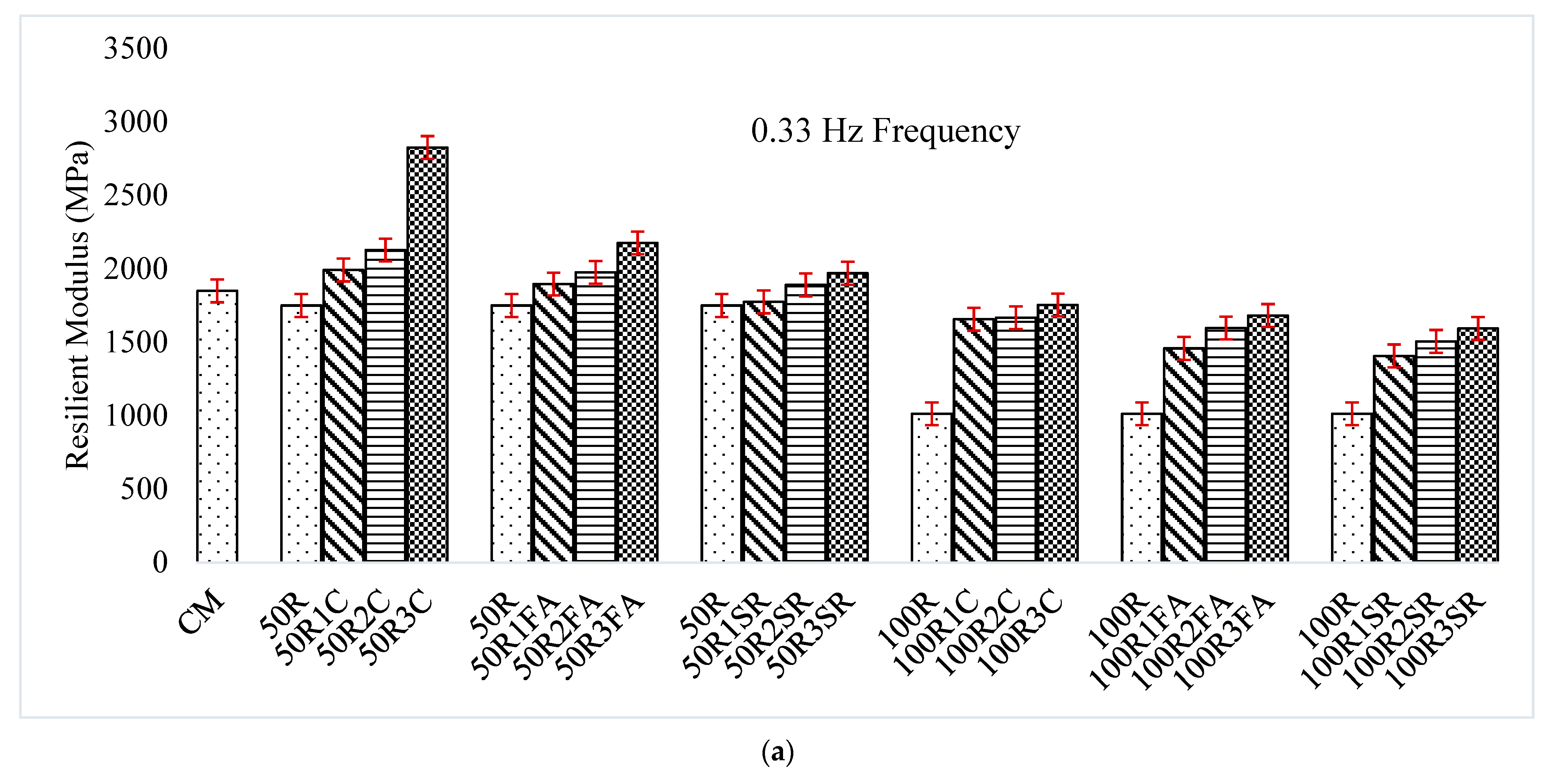
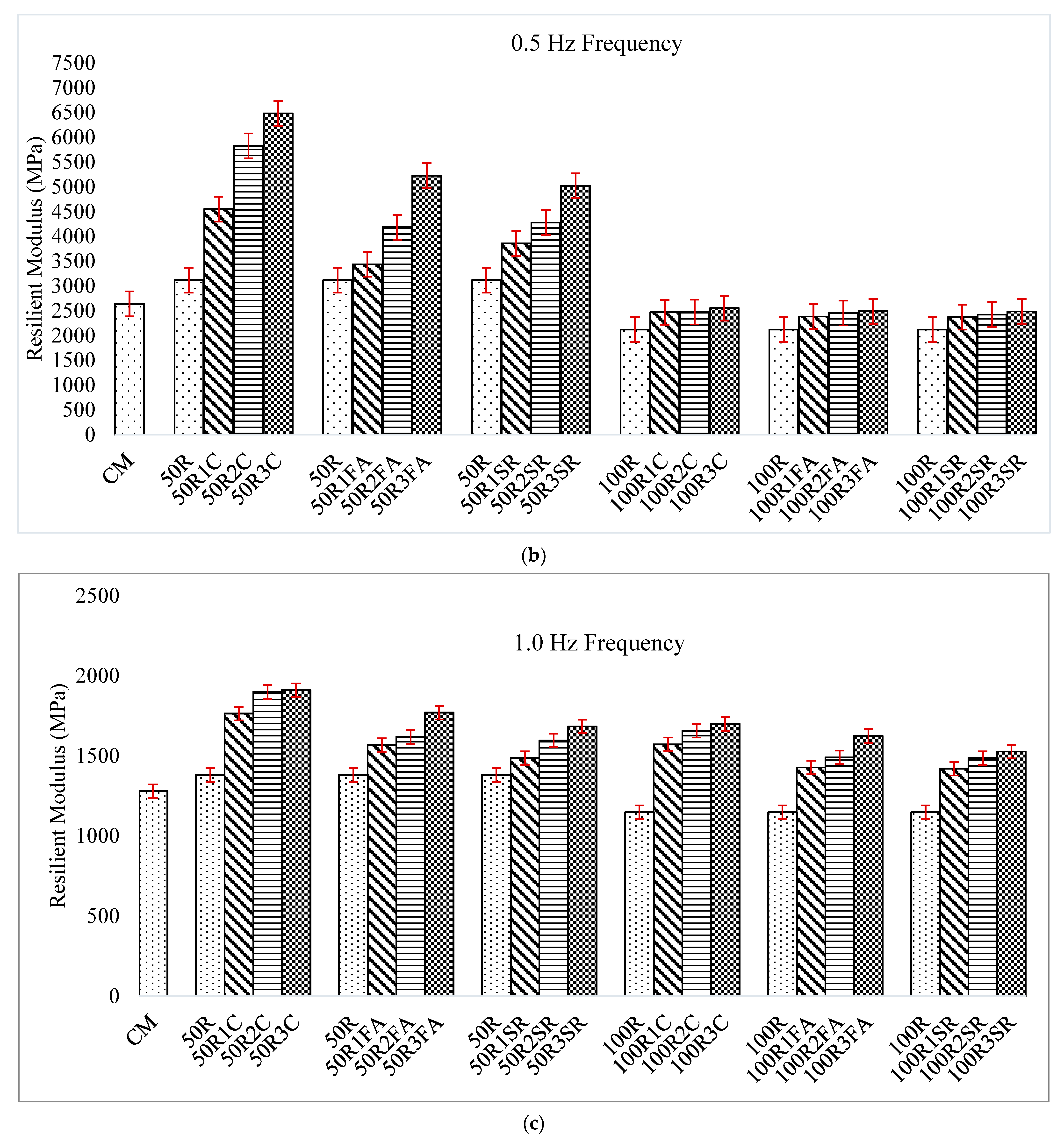
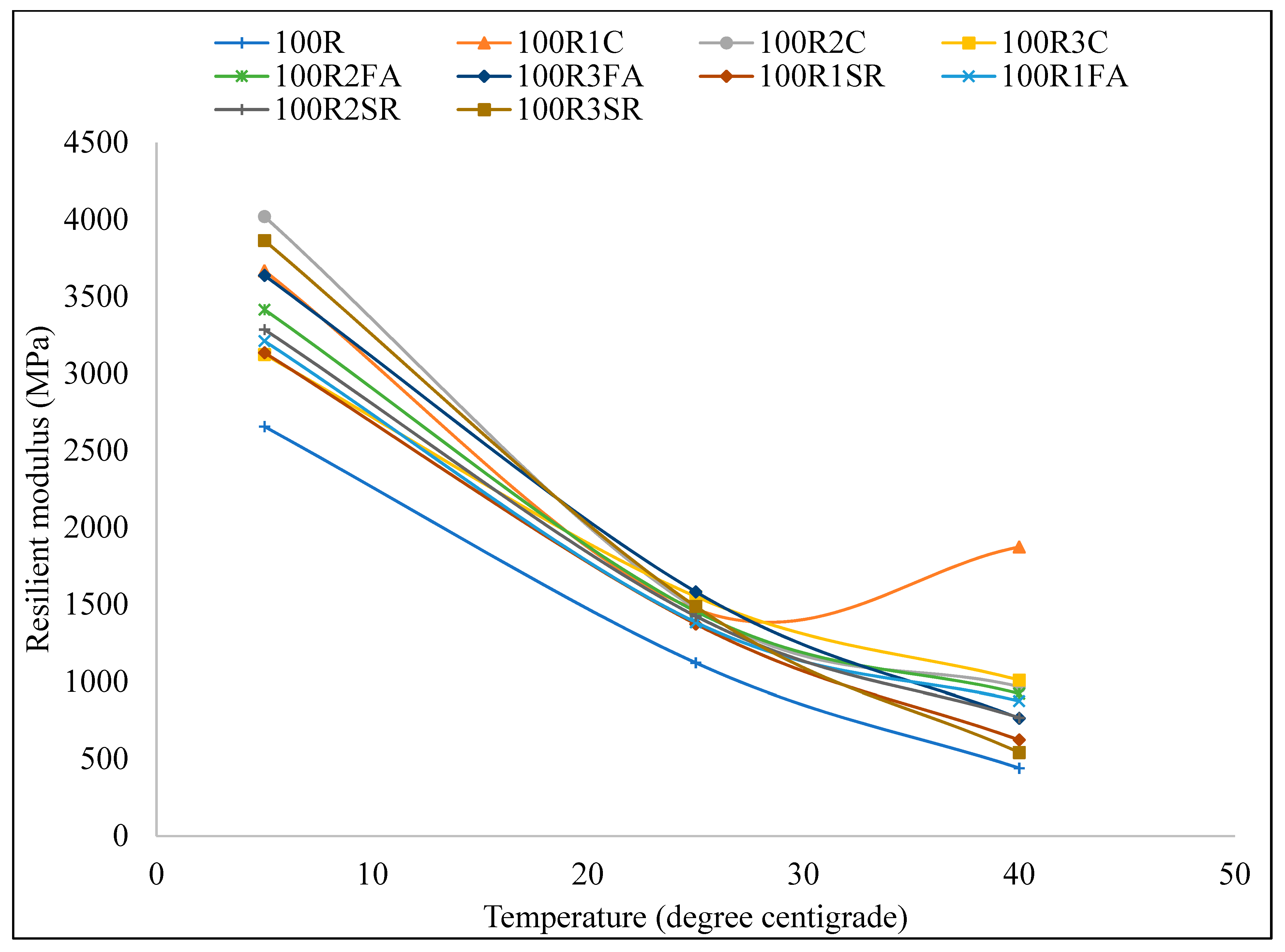
3.7. Resilient Modulus
4. Conclusions
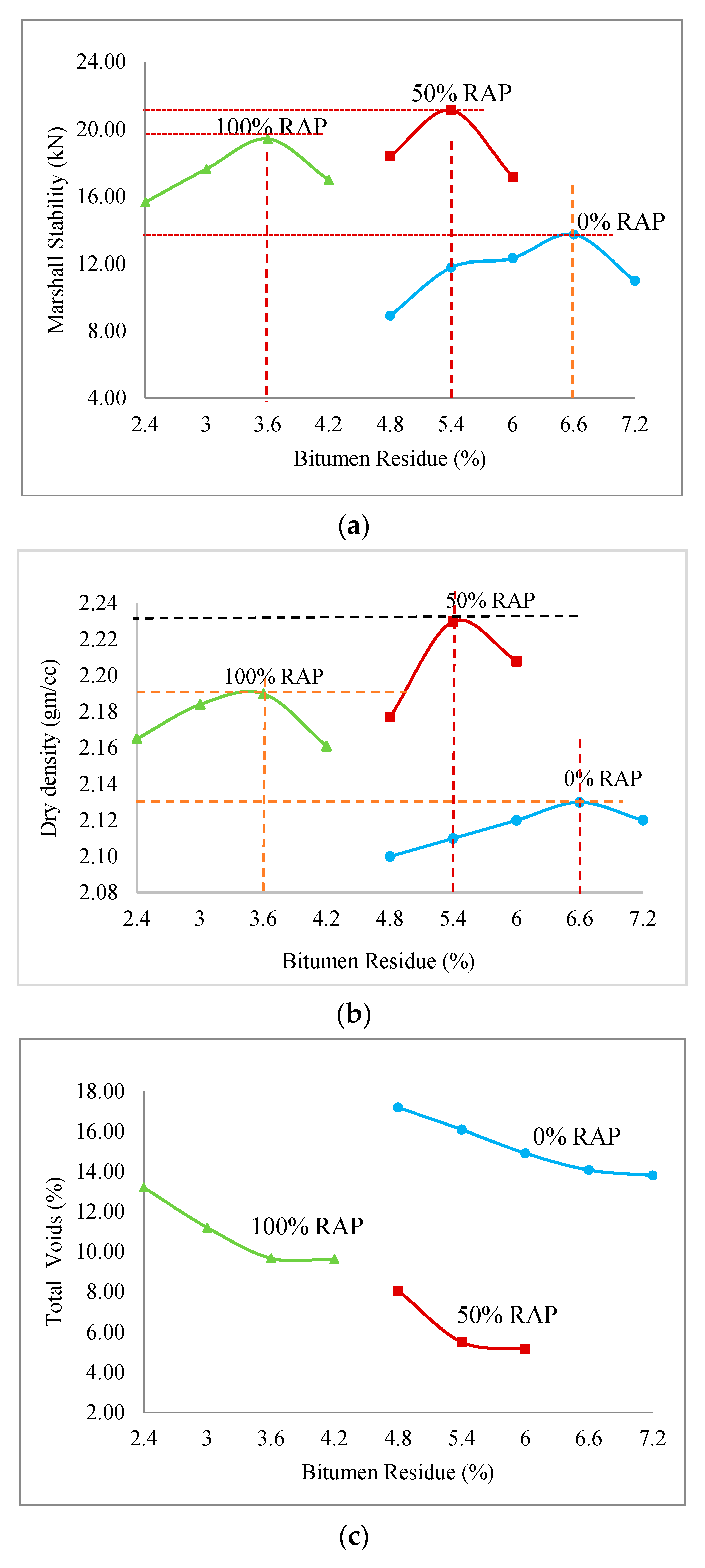
- Optimum bitumen residue was determined as 6.6%, 5.4%, and 3.6% for CM, 50R, and 100R, respectively. It signifies that less bitumen emulsion is required to increase the RAP materials in the CRAMs.
- All considered CMA mixes achieved a minimum MS value (of 3.5 kN). MS increased to 50% RAP with VA, and after replacing VA with 100% RAP, MS was reduced compared to 50R mixtures. This implies that the introduction of 50% RAP to a CMA mix has good results. The maximum MS attained by 50R1C (24.34 kN) and 100R2C (25.47 kN) is higher than CM (13.6 kN).
- All cold recycled asphalt mixtures with 50% RAP and 100% RAP achieved a minimum tensile strength ratio (80%), which itself is a good indication of imparting moisture damage.
- The resilient modulus of cold recycled asphalt mixtures was evaluated at different temperatures (40 °C, 25 °C, and 5 °C). The resilient modulus of the control mix, 50% RAP, and 100% RAP mixes are in range of 2000–3000 MPa, 3000–6000 MPa, and 2000–3000 MPa, respectively, which indicates the bonding between the aggregate and binder of the 50R mixes is better than that of the control and 100R mixes.
- The results of the cold recycled asphalt mixtures with 50% RAP show better performance compared to 100% RAP materials in place of VA with different additives and also show that the CRAMs with cement additive are more effective and have more strength compared to other additives (FA and SR).
- In the case of CMA-RAP technology, a RAP aggregate cannot be considered a black stone.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Josa, A.; Aguado, A.; Heino, A.; Byars, E.; Cardim, A. Comparative Analysis of Available Life Cycle Inventories of Cement in the EU. Cem. Concr. Res. 2004, 34, 1313–1320. [Google Scholar] [CrossRef]
- Peralta, J.; Silva, H.M.R.D.; Hilliou, L.; MacHado, A.V.; Pais, J.; Christopher Williams, R. Mutual Changes in Bitumen and Rubber Related to the Production of Asphalt Rubber Binders. Constr. Build. Mater. 2012, 36, 557–565. [Google Scholar] [CrossRef]
- Wang, Y.; Leng, Z.; Li, X.; Hu, C. Cold Recycling of Reclaimed Asphalt Pavement towards Improved Engineering Performance. J. Clean. Prod. 2018, 171, 1031–1038. [Google Scholar] [CrossRef]
- Oruc, S.; Celik, F.; Aksoy, A. Performance of Cement Modified Dense Graded Cold-Mix Asphalt and Establishing Mathematical Model. Indian. J. Eng. Mater. Sci. 2006, 13, 512–519. [Google Scholar]
- Anthonissen, J.; Van den Bergh, W.; Braet, J. Review and Environmental Impact Assessment of Green Technologies for Base Courses in Bituminous Pavements. Environ. Impact Assess. Rev. 2016, 60, 139–147. [Google Scholar] [CrossRef]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The Challenges of Using Reclaimed Asphalt Pavement for New Asphalt Mixtures: A Review. Materials 2020, 13, 4052. [Google Scholar] [CrossRef] [PubMed]
- Antunes, V.; Freire, A.C.; Neves, J. A Review on the Effect of RAP Recycling on Bituminous Mixtures Properties and the Viability of Multi-Recycling. Constr. Build. Mater. 2019, 211, 453–469. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% Recycled Hot Mix Asphalt: A Review and Analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Kavussi, A.; Modarres, A. A Model for Resilient Modulus Determination of Recycled Mixes with Bitumen Emulsion and Cement from ITS Testing Results. Constr. Build. Mater. 2010, 24, 2252–2259. [Google Scholar] [CrossRef]
- Modarres, A.; Ayar, P. Comparing the Mechanical Properties of Cold Recycled Mixture Containing Coal Waste Additive and Ordinary Portland Cement. Int. J. Pavement Eng. 2016, 17, 211–224. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, H.D. Influence of Reclaimed Asphalt Pavement Temperature on Mix Design Process of Cold In-Place Recycling Using Foamed Asphalt. J. Mater. Civil. Eng. 2011, 23, 961–968. [Google Scholar] [CrossRef]
- Xiao, F.; Yao, S.; Wang, J.; Li, X.; Amirkhanian, S. A Literature Review on Cold Recycling Technology of Asphalt Pavement. Constr. Build. Mater. 2018, 180, 579–604. [Google Scholar] [CrossRef]
- Li, Q.; Zhu, C.; Zhang, H.; Zhang, S. Evaluation on Long-Term Performance of Emulsified Asphalt Cold Recycled Mixture Incorporating Fly Ash by Mechanistic and Microscopic Characterization. Constr. Build. Mater. 2022, 319, 126120. [Google Scholar] [CrossRef]
- Faramarzi, M.; Lee, K.W.; Kim, Y.; Kwon, S. A Case Study on a Cement Treated RAP Containing Asphalt Emulsion and Acryl Polymer. Case Stud. Constr. Mater. 2018, 9, e00211. [Google Scholar] [CrossRef]
- Liu, Z.; Sun, L.; Zhai, J.; Huang, W. A Review of Design Methods for Cold In-Place Recycling Asphalt Mixtures: Design Processes, Key Parameters, and Evaluation. J. Clean. Prod. 2022, 370, 133530. [Google Scholar] [CrossRef]
- Nassar, A.I.; Thom, N.; Parry, T. Optimizing the Mix Design of Cold Bitumen Emulsion Mixtures Using Response Surface Methodology. Constr. Build. Mater. 2016, 104, 216–229. [Google Scholar] [CrossRef]
- Nassar, A.I.; Khashaa, M.; Thom, N.; Parry, T. Mechanical, Durability and Microstructure Properties of Cold Asphalt Emulsion Mixtures with Different Types of Filler. Constr. Build. Mater. 2016, 114, 352–363. [Google Scholar] [CrossRef]
- Nassar, A.I.; Mohammed, M.K.; Thom, N.; Nassar, A.I.; Mohammed, M.K.; Thom, N. Characterisation of High-Performance Cold Bitumen Emulsion Mixtures for Surface Courses. Int. J. Pavement Eng. 2018, 8436, 509–518. [Google Scholar] [CrossRef]
- Yadav, R.K. Prabhat Choudhary Emulsified Cold Mix Design for Bituminous Macadam (BM). Int. J. Innov. Sci. Res. Technol. 2018, 3, 658–663. [Google Scholar]
- Deb, P.; Singh, K.L. Performance of Cement-Treated Cold Mix Asphalt with Different Fillers. Innov. Infrastruct. Solut. 2023, 8, 6. [Google Scholar] [CrossRef]
- Deb, P.; Singh, K.L. Accelerated Curing Potential of Cold Mix Asphalt Using Silica Fume and Hydrated Lime as Filler. Int. J. Pavement Eng. 2022, 24, 1–21. [Google Scholar] [CrossRef]
- Flores, G.; Gallego, J.; Miranda, L.; Marcobal, J.R. Design Methodology for in Situ Cold Recycled Mixtures with Emulsion and 100% Rap. Constr. Build. Mater. 2019, 216, 496–505. [Google Scholar] [CrossRef]
- Flores, G.; Gallego, J.; Miranda, L.; Marcobal, J.R. Cold Asphalt Mix with Emulsion and 100% Rap: Compaction Energy and Influence of Emulsion and Cement Content. Constr. Build. Mater. 2020, 250, 118804. [Google Scholar] [CrossRef]
- Arimilli, S.; Jain, P.K.; Nagabhushana, M.N. Optimization of Recycled Asphalt Pavement in Cold Emulsified Mixtures by Mechanistic Characterization. J. Mater. Civil. Eng. 2016, 28, 04015132. [Google Scholar] [CrossRef]
- Ayar, P. Effects of Additives on the Mechanical Performance in Recycled Mixtures with Bitumen Emulsion: An Overview. Constr. Build. Mater. 2018, 178, 551–561. [Google Scholar] [CrossRef]
- ASTM D854; Standard Test Methods for Specific Gravity of Soil Solids by Water Pycnometer. American Society for Testing and Materials: West Conshohocken, PA, USA, 2000; Volume 2458000, pp. 1–7.
- IS:383-1970; Specification for Coarse and Fine Aggregates from Natural Sources for Concrete. Bureau of Indian Standards: New Delhi, India, 1970; pp. 1–24.
- Zhu, J.; Ma, T.; Fang, Z. Characterization of Agglomeration of Reclaimed Asphalt Pavement for Cold Recycling. Constr. Build. Mater. 2020, 240, 117912. [Google Scholar] [CrossRef]
- Lin, J.; Huo, L.; Xu, F.; Xiao, Y.; Hong, J. Development of Microstructure and Early-Stage Strength for 100% Cold Recycled Asphalt Mixture Treated with Emulsion and Cement. Constr. Build. Mater. 2018, 189, 924–933. [Google Scholar] [CrossRef]
- Ghabchi, R.; Barman, M.; Singh, D.; Zaman, M.; Mubaraki, M.A. Comparison of Laboratory Performance of Asphalt Mixes Containing Different Proportions of RAS and RAP. Constr. Build. Mater. 2016, 124, 343–351. [Google Scholar] [CrossRef]
- Magar, S.; Xiao, F.; Singh, D.; Showkat, B. Applications of Reclaimed Asphalt Pavement in India—A Review. J. Clean. Prod. 2022, 335, 130221. [Google Scholar] [CrossRef]
- ASTM D7906; Standard Practice for Recovery of Asphalt from Solution Using Toluene and the Rotary Evaporator. American Society for Testing and Materials: West Conshohocken, PA, USA, 2014; Volume 12, pp. 6–8. [CrossRef]
- ASTM D2171; Standard Test Method for Viscosity of Asphalts by Vacuum Capillary Viscometer. American Society for Testing and Materials: West Conshohocken, PA, USA, 2008; p. 327. [CrossRef]
- ASTM D2170; Standard Test Method for Kinematic Viscosity of Asphalts. American Society for Testing and Materials: West Conshohocken, PA, USA, 2015; Volume i, pp. 1–10. [CrossRef]
- ASTM D5/D5M-19; Standard Test Method for Penetration of Bituminous Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2008. [CrossRef]
- ASTM D36; Softening Point of Bitumen (Ring-and-Ball Apparatus). American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- ASTM D70; Standard Test Method for Density of Semi-Solid Asphalt Binder (Pycnometer Method). American Society for Testing and Materials: West Conshohocken, PA, USA, 2018; p. 5.
- ASTM D113-17; Standard Test Method for Ductility of Bituminous Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2008. [CrossRef]
- IS:8887-2004; Bitumen Emulsion for Roads (Cationic Type)-Specification (Third Revision). Bureau of Indian Standards: New Delhi, India, 2018.
- Thanaya, I.N.A.; Zoorob, S.E.; Forth, J.P. A Laboratory Study on Cold-Mix, Cold-Lay Emulsion Mixtures. Proc. Inst. Civil. Eng. Transp. 2009, 162, 47–55. [Google Scholar] [CrossRef]
- ASTM D-2216-9; Standard Test Method for Laboratory Determination of Water (Moisture) Content of Soil and Rock by Mass. ASTM International: West Conshohocken, PA, USA, 1998; pp. 1–5. [CrossRef]
- Asphalt Institute. MS-14 Asphalt Cold Mix Manual; MS14 Asphalt Institute: Lexington, KY, USA, 1997. [Google Scholar]
- IRC SP:100-2014; Use of Cold Mix Technology in Construction and Maintenance of Roads Using Bitumen Emulsion. Indian Roads Congress: New Delhi, India, 2014; p. 100.
- Meena, P.; Naga, G.R.R.; Kumar, P.; Monu, K. Effect of Mechanical Properties of Cold Mix Asphalt Mixture Containing Different Proportion of Fillers. Int. J. Pavement Res. Technol. 2023, 1–17. [Google Scholar] [CrossRef]
- ASTM D6927; Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures. American Society for Testing and Materials: West Conshohocken, PA, USA, 2015.
- ASTM D6931-17; Standard Test Method for Indirect Tensile (IDT) Strength of Bituminous Mixtures. American Society for Testing and Materials: West Conshohocken, PA, USA, 2011.
- ASTM D7369-20; Standard Test Method for Determining the Resilient Modulus of Asphalt Mixtures by Indirect Tension Test. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020. [CrossRef]
- ASTM D7064/D7064M−21; Standard Practice for Open-Graded Friction Course (OGFC) Asphalt Mixture. American Society for Testing and Materials: West Conshohocken, PA, USA, 2021; pp. 1–7. [CrossRef]
- Cheng, L. Developing Evaluation Method of Moisture Susceptibility for Cold Mix Asphalt; University of Wisconsin: Madison, WI, USA, 2013. [Google Scholar]
- Ling, C.; Hanz, A.; Bahia, H. Evaluating Moisture Susceptibility of Cold-Mix Asphalt. Transp. Res. Rec. 2014, 2246, 60–69. [Google Scholar] [CrossRef]
- Ministry of Road Transport & Highways. MORT&H Fifth Revision; Indian Roads Congress: New Delhi, India, 2013.
- Dong, Q.; Yuan, J.; Chen, X.; Ma, X. Reduction of Moisture Susceptibility of Cold Asphalt Mixture with Portland Cement and Bentonite Nanoclay Additives. J. Clean. Prod. 2018, 176, 320–328. [Google Scholar] [CrossRef]
- Jain, S.; Singh, B. Recycled Concrete Aggregate Incorporated Cold Bituminous Emulsion Mixture: Mechanical, Environmental and Economic Evaluation. J. Clean. Prod. 2022, 380, 135026. [Google Scholar] [CrossRef]
- Behnood, A.; Modiri Gharehveran, M.; Gozali Asl, F.; Ameri, M. Effects of Copper Slag and Recycled Concrete Aggregate on the Properties of CIR Mixes with Bitumen Emulsion, Rice Husk Ash, Portland Cement and Fly Ash. Constr. Build. Mater. 2015, 96, 172–180. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value | MORT&H Specifications | ||||
|---|---|---|---|---|---|---|
| 13.2 mm | 6 mm | 2.36–0.300 mm | Stone Dust | RAP | ||
| Bulk specific gravity (gm/cc) | 2.652 | 2.641 | 2.60 | 2.608 | 2.56 | 2.50–3.20 |
| Water absorption (%) | 0.806 | 0.418 | 1.215 | 1.420 | 0.627 | 2.00 |
| Los Angeles abrasion value (%) | 22.00 | - | - | - | 22.00 | 35.00 |
| Aggregate impact value (%) | 15.12 | - | - | - | 14.50 | 18.00 |
| Combined elongation and flakiness index (%) | 31.00 | - | - | - | 26.00 | 35.00 |
| Property | Bitumen Residue | RAP Binder | Determination Method |
|---|---|---|---|
| Absolute viscosity @60 °C (poise) | 1156 | - | (ASTM D2171, 2018) [33] |
| Viscosity at 135 °C (c St) | 295 | 5714 | (ASTM D2170, 2015) [34] |
| Penetration (25 °C, 100 gm, 5 s, 0.1 mm) | 100 | 17 | (ASTM D5/D5M-19, 2008) [35] |
| Softening point | - | 84 | (ASTM D36) [36] |
| Relative density | 1.025 | 1.052 | (ASTM D70, 2018) [37] |
| Ductility at 27 °C | 54 | - | (ASTM D113-17, 2008) [38] |
| Chemical Name | Cement Concentration (%) | FA Concentration (%) | SR Concentration (%) |
|---|---|---|---|
| CaCO3 | 28.8 | 12.5 | 10.1 |
| Al2O3 | 24.3 | 4.1 | 30.8 |
| NaCl | 11.4 | 1.2 | 3.5 |
| Na2O | 7 | 5.6 | 2.9 |
| SiO2 | 5.7 | 42.3 | 17.1 |
| CaO | 5.9 | 11.4 | 1 |
| Fe2O3 | 4.3 | 2.3 | 5.4 |
| MgO | 11.2 | 2.5 | 2.3 |
| K2O | 0.6 | 10.0 | 6.9 |
| N2O | 0.9 | 8.1 | 20.2 |
| Specific Gravity | 3.15 | 2.608 | 2.570 |
| Source of Variation | Sum of Square (SS) | Mean Square (MS) | F | p-Value | F Critical Value |
|---|---|---|---|---|---|
| 50% RAP | 466.293126 | 93.2586252 | 125.215654 | 2.72 × 10−32 | 2.35380896 |
| 100% RAP | 437.7683182 | 87.55366364 | 53.54182428 | 6.5056× 10−22 | 2.35380896 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meena, P.; Naga, G.R.R.; Kumar, P. Effect of Mechanical Properties on Performance of Cold Mix Asphalt with Recycled Aggregates Incorporating Filler Additives. Sustainability 2024, 16, 344. https://doi.org/10.3390/su16010344
Meena P, Naga GRR, Kumar P. Effect of Mechanical Properties on Performance of Cold Mix Asphalt with Recycled Aggregates Incorporating Filler Additives. Sustainability. 2024; 16(1):344. https://doi.org/10.3390/su16010344
Chicago/Turabian StyleMeena, Pinki, Gondaimei Ransinchung Rongmei Naga, and Praveen Kumar. 2024. "Effect of Mechanical Properties on Performance of Cold Mix Asphalt with Recycled Aggregates Incorporating Filler Additives" Sustainability 16, no. 1: 344. https://doi.org/10.3390/su16010344
APA StyleMeena, P., Naga, G. R. R., & Kumar, P. (2024). Effect of Mechanical Properties on Performance of Cold Mix Asphalt with Recycled Aggregates Incorporating Filler Additives. Sustainability, 16(1), 344. https://doi.org/10.3390/su16010344